ПНСТ 176-2016/ИСО 18828-2:2016
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы промышленной автоматизации и интеграция
СТАНДАРТИЗИРОВАННЫЕ ПРОЦЕДУРЫ ПРОЕКТИРОВАНИЯ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Часть 2
Стандартный процесс непрерывного планирования производства
Industrial automation systems and integration. Standardized procedures for production systems engineering. Part 2. Reference process for seamless production planning
ОКС 25.040.40
Срок действия с 2017-06-01
по 2019-06-01
Предисловие
1 ПОДГОТОВЛЕН ООО "НИИ экономики связи и информатики "Интерэкомс" (ООО "НИИ "Интерэкомс") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 декабря 2016 г. N 98-пнст
4 Настоящий стандарт идентичен международному стандарту ИСО 18828-2:2016* "Системы промышленной автоматизации и интеграция. Стандартизированные процедуры проектирования производственных систем. Часть 2. Стандартный процесс непрерывного планирования производства" (ISO 18828-2:2016 "Industrial automation systems and integration - Standardized procedures for production systems engineering - Part 2: Reference process for seamless production planning", IDT)
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16-2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее, чем за девять месяцев до истечения срока его действия, разработчику настоящего стандарта по адресу: 123423 г.Москва, ул.Народного Ополчения, д.32, и в Федеральное агентство по техническому регулированию и метрологии по адресу: 109074 г.Москва, Китайгородский проезд, д.7, стр.1.
В случае отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты" и журнале "Вестник Федерального агентства по техническому регулированию и метрологии". Уведомление будет размещено также на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ().
Введение
В настоящем стандарте описан стандартный (эталонный) процесс планирования, который направлен на создание единообразного понимания процессов планирования производства на стадии "подготовка производства" жизненного цикла, выполняемой между стадиями проектирования и производства продукции (см. рисунок 1). Основной областью применения стандартного процесса планирования является организация процесса планирования с помощью производственных систем для решения задач планирования производства продукции для складского хранения и сборки/компоновки по заказу.
Анализ производственной деятельности показал необходимость все более широкого применения автоматизированных средств планирования продукции в связи с ее возрастающей сложностью, затратами и дефицитом времени. Производственное планирование сегодня использует множество различных IT-средств, которые в основном представляют собой индивидуальные решения, в значительной степени ориентированные на конкретные случаи применения. Подобная изолированность IT-средств препятствует возможности устойчивой согласованности компонентов автоматизированных систем, а их неоднородность и несовместимость - возможности межотраслевого планирования для последовательности этапов жизненного цикла продукции. Отсутствие четких структур для каждого этапа процесса может приводить к неэффективному планированию и избыточности/дублированию процессов, сбоям при преобразованиях, потере информации и т.д. Кроме того, становятся затруднительными сравнение результатов планирования и передача информации между различными областями планирования. Несмотря на обилие IT-средств и различных описаний процессов в литературе в специализированных областях всех видов производства, в настоящее время наблюдается дефицит общих стандартов.
Примечание - Для получения дополнительной информации - см. раздел "Библиография".
Стандартный процесс планирования, описанный в настоящем стандарте, приведен на рисунке 1. Данный процесс встраивается между процессами разработки продукции и ее производства. На рисунке 1 изображены последовательные этапы жизненного цикла продукции, начиная с этапа выработки концепции, с последующим этапом проектирования продукции, вплоть до начала ее изготовления. Кроме того, выделяется особая роль стандартного процесса планирования в планировании производства в качестве связующего звена между этапами проектирования продукции и собственно производства. Детальная визуализация процессов планирования приведена в приложении В.
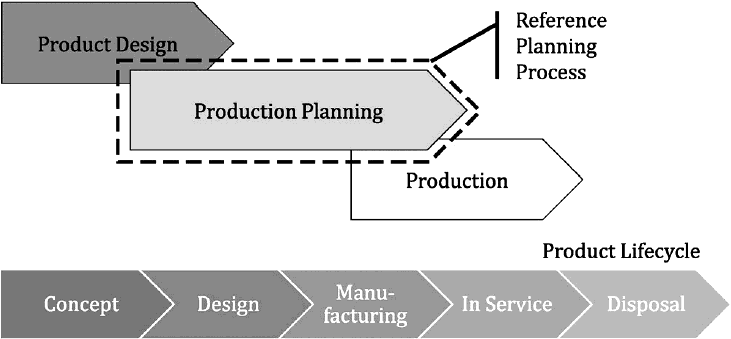 |
Product Design - проектирование продукции; Reference Planning Process - стандартный процесс планирования; Production Planning - производственное планирование; Production - производство; Product Lifecycle - жизненный цикл продукции; Concept - концепция; Design - проектирование; Manufacturing - изготовление; In Service - эксплуатация; Disposal - утилизация
Рисунок 1 - Номенклатура стандартного процесса планирования (качественное описание)
Для обеспечения возможности единообразного планирования и согласования многочисленных процессов предусмотрена разработка стандартного процесса планирования. Для повышения эффективности и прозрачности каждого производственного процесса процессы планирования на этапе изготовления будут анализироваться и объединяться. Таким образом, удастся идентифицировать организационные технологические/технические и концептуальные барьеры и с использованием надлежащих мер свести их к минимуму или полностью устранить. Для интеграции IT-систем в рамках нескольких этапов разработки продукции необходимо формализовать и стандартизировать процессы, используемые при планировании производства.
Для соответствия пользовательским потребностям описание модели приводится с использованием различных уровней детализации. Стандартный процесс планирования, приведенный на рисунке 1, содержит всю совокупность процессов производственного планирования. На рисунке 2 стандартный процесс планирования приведен в качестве вложенного процесса, получающего входную информацию от процессов более ранних стадий жизненного цикла продукции (см. ИСО 10303-242) и выдающего в качестве выходной информации планы-графики выполнения работ для последующих процессов (см. ИСО 10303-238). Общий обзор и подробное описание процессов в рамках стандартного процесса планирования приведены в разделе 4.
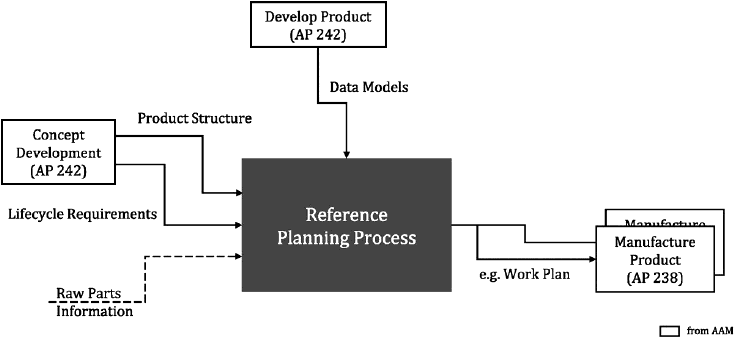 |
Develop Product (AP 242) - разработка продукции (АР 242); Data Models - модели данных; Product Structure - структура продукции; Reference Planning Process - стандартный процесс планирования; Concept Development (AP 242) - разработка концепции (АР 242); Lifecycle Requirements - требования к жизненному циклу продукции; Raw Parts Information - информация о необработанных деталях/заготовках; e.g. Work Plan - например, рабочий план; Manufacture Product (AP 238) - изготовление продукции (АР 238); From AAM - из прикладной функциональной модели
Рисунок 2 - Сценарий интеграции стандартного процесса планирования в соответствии с прикладной функциональной моделью (AAM) ИСО 10303
Примечание 2 - Для дальнейшего разграничения информации и возможной интеграции с другими стандартами, учитывающими, например, информацию об изделии (ИСО 10303), информацию о компонентах (ИСО 13584), информацию о производстве (ИСО 15531) и информацию о жизненном цикле (ИСО 15926) - см. раздел "Библиография".
1 Область применения
В настоящем стандарте определен эталонный процесс планирования, предназначенный для неразрывного (бесшовного) производственного планирования.
Примечание - В данном контексте "неразрывный" означает - рассматривающий множественные аспекты планирования (соответствующие направления планирования) в рамках жизненного цикла продукции (см. рисунки 1 и В.1, приложение В).
Область применения рассматриваемого процесса ориентирована на планирование производства продукции для складского хранения и сборки/компоновки по заказу. В рамках настоящего стандарта анализ производственной деятельности ограничен областью планирования производства. В настоящем стандарте рассматриваются следующие аспекты деятельности:
- общий анализ стандартного процесса планирования;
- основные принципы формирования модели процесса;
- описание каждого уровня, определенного в рамках стандартного процесса планирования в части планирования производства;
- структура деятельности и взаимосвязей в рамках каждой области планирования;
- взаимозависимости в межотраслевых мероприятиях.
В настоящем стандарте не рассматриваются следующие аспекты деятельности:
- планирование потребности в материалах/планирование производственных ресурсов;
- контроль производственных заказов;
- производственный процесс;
- разработка продукции на ранних этапах;
- управление заказами, управление запасами, закупки, транспортирование, складирование;
- планирование производственных мощностей/планирование оснащения предприятия (постоянных установок и оборудования), что включает в себя планирование любых видов ресурсов, напрямую не связанных с производственным процессом;
- цепочка создания добавленной стоимости (внутренняя логистика, управление операциями, внешняя логистика (исходящих грузопотоков), маркетинг и сбыт);
- отображение ресурсов;
- моделирование процессов.
2 Нормативные ссылки
Нормативные ссылки отсутствуют.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ИСО 15531-1, а также следующие термины с соответствующими определениями:
3.1.1 концепция выбора контейнера (container concept): Четкий выбор типа транспортного (грузового) контейнера, например блистерной (прозрачной) упаковки, решетчатых ящиков или небольших контейнеров для мелких изделий.
3.1.2 концепция поставки (delivery concept): Стратегия, принятая для доставки отдельных деталей, модулей или готовой продукции на сборку, и создание производственных ресурсов.
3.1.3 изделие (product): Объект или вещество, полученные естественным или искусственным путем.
[ИСО 10303-1, статья 3.2.26]
3.1.4 управление производственным процессом (production process management): Процесс планирования на этапе производства.
Примечание - Управление производственным процессом может начинаться после начала производства при изменении (запросе) процесса или продукции и приводить к новой итерации процесса планирования. Этот процесс не связан с оперативным планированием, планированием материалов/ресурсов или планированием/управлением производством.
3.1.5 производственные ресурсы (operating resources): Движимые и недвижимые ресурсы, участвующие в производстве.
3.1.6 сценарии планирования (planning scenario): Совокупность нескольких вариантов планирования для всех областей планирования.
3.1.7 последовательность процессов (process chain): Последовательность (цепочка) проведения производственных работ.
3.1.8 процесс проектирования изделия (product design process): Процесс проектирования изделия, начинающийся с момента возникновения идеи и заканчивающийся последним вариантом конструкторской спецификации изделия (EBOM).
3.1.9 конструкторская спецификация/состав изделия (product structure; EBOM): Ведомость изделий, в которой приводится функциональная классификация всех элементов, компонентов, деталей, подсборок и сборок изделия.
Примечание - Иерархия состава изделий в соответствии с проектом, определенная в процессе проектирования изделия, позволяет создавать структуру изделия (ЕВОМ)/материалов (EBOM).
3.1.10 стандартный процесс планирования (reference planning process): Процесс, начинающийся с момента первоначального определения продукта и заканчивающийся моментом предоставления последнего рабочего плана производства.
Примечание 1 - Этот процесс не включает в себя процесс управления производством.
Примечание 2 - Момент первоначального определения продукта начинается, как правило, с момента окончания этапа определения концепции.
3.1.11 рабочая система (work system): Система, используемая для выполнения рабочего задания и описываемая с помощью семи системных терминов, а именно "рабочее задание", "ход выполнения работ", "персонал", "ресурсы и оборудование", "объем входных ресурсов", "объем выходной продукции", "воздействие на окружающую среду".
3.2 Сокращения
В настоящем стандарте используются следующие сокращения:
Assy - сборочный узел (сборка) (assembly);
BOM - ведомость (спецификация) материалов (bill of materials);
EBOM - конструкторская спецификация/состав изделия (состав изделия, основанный на концепции проектирования) [engineering BOM (BOM from the design perspective)];
EOP - завершение производства (end of production);
ext - расширенный (extended);
MBOM - производственная спецификация изделия (ведомость изделий, основанная на концепции проектирования) (manufacturing-BOM (BOM from the production perspective));
Mfg - изготовление (производство) (manufacturing);
PLC - жизненный цикл продукции (product life cycle);
SADT - метод структурного анализа и проектирования (structured analysis and design technique);
SOP - начало производства (start of production).
4 Стандартная модель процесса планирования производства
Для предоставления информации различным группам пользователей и для различных сценариев использования стандартная модель процесса планирования производства основывается на многоуровневой структуре. Этот процесс можно детализировать с помощью поэтапного нисходящего анализа, степень детализации которого будет возрастать по мере снижения уровня. Число доступных уровней будет зависеть от процессов и связанных с ними подпроцессов. При этом основные процессы можно подразделять на несколько подуровней. Для достижения соответствующей степени абстракции (в особенности - для основных функций планирования) определены пять уровней (см. рисунок 3). Обозначения элементов для более полного понимания каждого процесса соответствуют уровню модели; за исключением корневого процесса A0 на уровне 0 модели 0 каждый процесс будет относиться к уровню модели, соответствующему номеру в обозначении (например: обозначение процесса A2.2.1 содержит три числа, следовательно, он принадлежит к уровню 3 модели).
Примечание 1 - При этом синтаксис и семантика используют язык функционального моделирования, описанный в ANSI/IEEE 1320.1.
Примечание 2 - Функциональная модель предназначена для описания функций (например, деятельности, действий, процессов, технологических операций) системы (например, проектирования продукции, планирования производства, непосредственно производства) и их взаимосвязей. Функциональная модель сосредотачивается на том, что должно быть сделано, а не на том, как это должно быть сделано. Контент модели отражает весь возможный функционал системы. Практическая реализация для конкретной компании не должна содержать весь рассматриваемый функционал. Функциональные модели, такие как модели действия, часто используют в нормативном контексте обязательном для применения (см. библиографию).
Анализ и контроль сложности существенны для разработки стандартного процесса планирования. При моделировании используется сочетание рекуррентных функций и ограничений в комплексных модулях, в результате чего происходит четкое моделирование структурированных процессов планирования, содержащих входные/выходные данные, механизмы управления и методическое обеспечение. Тем самым и функции в интерфейсе стандартного процесса планирования, и укрупненные области планирования объединяются на уровне корневого каталога, что приводит к значительному прояснению описаний и приоритетному представлению пользователя в заданной основной области. Описание детальных уровней модели отвечает тому же принципу нисходящего анализа. Первый уровень с наивысшей степенью абстракции будет описываться (называемый уровень 0) после описания уровня, содержащего основную функцию стандартного процесса планирования. Относительно этого уровня ниже будет последовательно описываться каждый потенциальный характеристический элемент планирования, для чего описания различных уровней модели будут иметь следующую структуру:
- графическую подробную структуру производственных мероприятий с использованием SADT-обозначений (метода структурного анализа и проектирования);
- текстовое описание производственных мероприятий;
- дополнительные пояснения конкретных деталей модели.
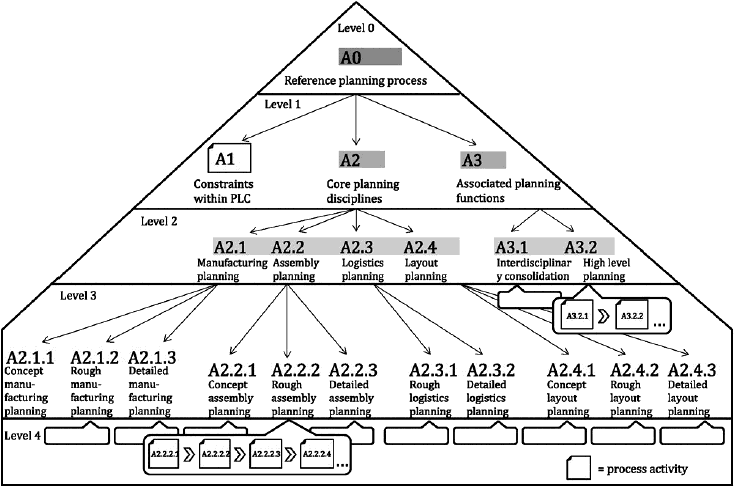 |
Level 0 - Уровень 0; Reference planning process - стандартный процесс планирования; Level 1 - Уровень 1; Constraints within PLC - ограничения в рамках жизненного цикла продукции; Core planning disciplines - основные области планирования; Associated planning functions - функции, связанные с планированием; Level 2 - Уровень 2; Manufacturing planning - планирование производства; Assembly planning - планирование сборки; Logistic planning - планирование логистики; Layout planning - планирование размещения/компоновки; Interdisciplinary consolidation - межобластное укрупнение; High level planning - планирование на более высоком уровне; Level 3 - Уровень 3; Concept manufacturing planning - концептуальное планирование производства; Rough manufacturing planning - предварительное (эскизное) планирование производства; Detailed manufacturing planning - детальное планирование производства; Concept assembly planning - концептуальное планирование сборки; Rough assembly planning - предварительное (эскизное) планирование сборки; Detailed assembly planning - детальное планирование сборки; Rough logistic planning - предварительное (эскизное) логистическое планирование; Detalied logistic planning - детальное планирование логистики; Concept layout planning - концептуальное планирование компоновки; Rough layout planning - предварительное (эскизное) планирование компоновки; Detailed layout planning - детальное планирование компоновки; Level 4 - Уровень 4; process activity - действие процесса
Рисунок 3 - Структура модели стандартного процесса планирования
4.1 Обобщенная структура процесса A0 (уровень 1 модели)
Применительно к абстрактному описанию стандартного процесса планирования отправной точкой при моделировании этого процесса являются ограничения, возникающие при планировании производства. Помимо ограничений на планирование производства влияют несколько факторов управления. Как показано выше на рисунке 2, ограничения более высоких уровней разделяют на различные объемы и предусматривают для стандартного процесса планирования. Структура изделия (EBOM), т.е. информация относительно необработанных деталей и некоторые требования, являются входными данными первого уровня, полученными при планировании производства. Функции управления представлены базовыми условиями. Кроме того, каждому процессу предоставлена методическая поддержка. Вся информация и процессы представляют собой выходные данные для стандартного процесса планирования, представляемый в виде плана-графика проведения работ. Каждая итерация стандартного процесса планирования приводит к обновлению этого плана-графика и в конечном итоге - к появлению окончательного варианта плана-графика работ. Эти итерации также представлены в детализированной структуре стандартного процесса планирования (см. рисунок 4).
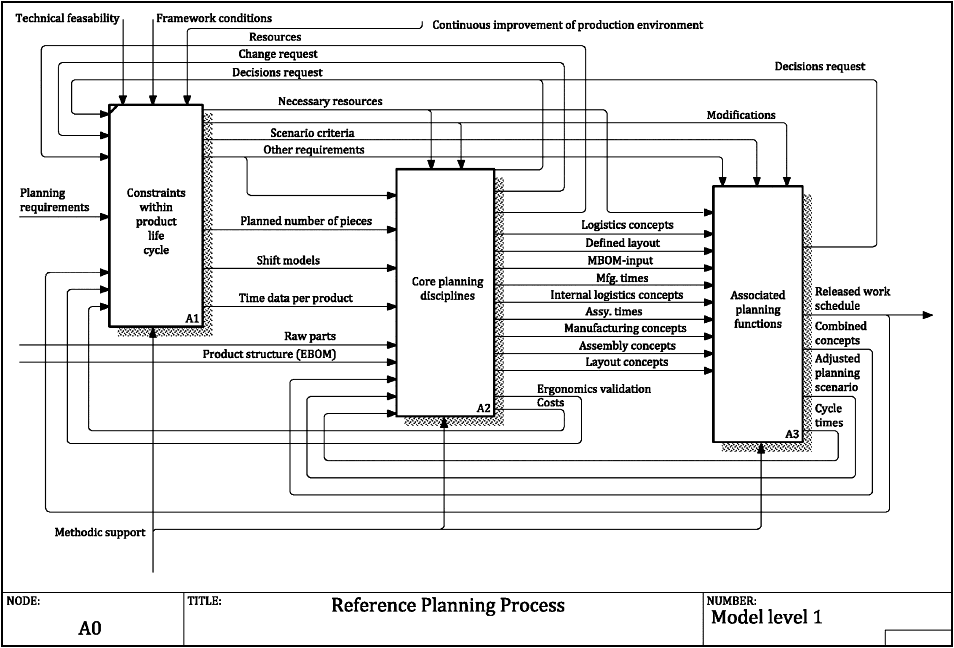 |
Technical feasibility - техническая реализуемость (осуществимость); Framework conditions - базовые условия; Continuous improvement of production environment - непрерывное совершенствование производственной среды; Resources - ресурсы; Change request - запрос на внесение изменений; Decisions request - запрос на принятие решений; Necessary resources - необходимые ресурсы; Modifications - модификации; Scenario criteria - критерии выбора сценариев; Other requirements - другие требования; Planning requirements - требования к планированию; Constraints within product life cycle - ограничения в рамках жизненного цикла продукции; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Time data per product - число временных данных на единицу продукции; Raw parts - необработанные детали; Product structure (ЕВОМ) - структура изделия (EBOM); Core planning disciplines - основные области планирования; Logistics concepts - концепции логистики; Defined layout - определенное расположение; MBOM-input - МВОМ-входные данные; Mfg.times - циклы изготовления; Internal logistics concept - концепция внутренней логистики; Assy times - циклы сборки; Manufacturing concepts - концепции изготовления; Assembly concepts - концепции сборки; Layout concepts - концепции компоновки; Ergonomics validation - эргономическая валидация; Costs - затраты; Associated planning functions - функции, связанные с планированием; Released work schedule - выпущенный график работ; Combined concepts - комбинированные концепции; Adjusted planning scenario - скорректированные сценарии планирования; Cycle times - продолжительности циклов; Methodic support - методическая поддержка; Node: А0 - процесс: А0; Title: Reference Planning Process - наименование: Стандартный процесс планирования; Number: Model level 1 - номер: Уровень 1 модели
Рисунок 4 - Структура стандартного процесса планирования на уровне 1 модели
Благодаря использованию принципа нисходящего анализа модели сложность рассматриваемых рабочих мероприятий будет увеличиваться с каждым уровнем. Чтобы справиться с этой проблемой стандартный процесс планирования производства делят на три основные функции, описываемые с использованием:
- ограничений, возникающих на протяжении всего жизненного цикла продукции;
- основных областей планирования и
- функций, связанных с планированием.
Ограничения, возникающие на протяжении всего жизненного цикла продукции, дают информацию для различных областей планирования и связанных с ними функций планирования сквозь несколько уровней модели. Ограничения действуют как функции управления для других процессов на протяжении всего жизненного цикла продукции, причем они влияют на каждый элемент и на каждом уровне модели (принцип нисходящего анализа). Через описанные структуры изменения, вызванные функцией принятия решений, могут применяться точно. Более того, любые ограничения обеспечивают получение требований к планированию в качестве исходной информации для основных областей планирования, а также в качестве входного управляющего воздействия на соответствующие функции планирования. Дополнительная информация, необходимая на всех уровнях детализированной модели, не формируется оставшимися областями планирования, а обуславливается другими требованиями.
Основные области планирования представляют собой функции, связанные с планированием (в процессе производственного планирования). Они получают производственную информацию, контролируемую ограничениями, и формируют плановые выходные данные для начала производства. Основные области могут содержать различные функции планирования. В области производственного планирования можно различать различные типы этих областей. Наиболее важными фундаментальными областями планирования являются идентификация и детализация структуры стандартного процесса (см. 4.2).
Основные области планирования могут эффективно взаимодействовать с соответствующими функциями планирования и их ограничениями более высокого уровня, которые обеспечивают получение внешней информации и контроль параметров. Внутреннее объединение выходной информации, поступающей от остальных функций планирования, проводится в рамках связанных с ними функций планирования (процесс A3 на рисунке 4). Эти функции, выполняющие объединение разработанных концепций планирования на протяжении различных этапов производственного планирования, и являются стандартным процессом планирования. Управление производственным процессом осуществляется одновременно с самим производством. При необходимости внесения каких-либо изменений в требования к планированию или в другие ограничения управление производственным процессом способно инициализировать этапы предварительного (чернового) планирования, для которых эти изменения (ограничения) применимы.
4.2 Обобщенная структура процесса A2 (уровень 2 модели)
При описании производственного планирования целесообразно ограничивать его наиболее важными фундаментальными областями, которые можно выявить во многих производственных компаниях. Как это показано на рисунке 5, этими областями являются следующие:
- планирование производства;
- планирование процессов сборки;
- планирование процессов логистики (материально-технического снабжения) и
- планирование процессов компоновки (оборудования, помещений).
Каждая область будет структурироваться в соответствии со степенью зрелости (развития) планирования, т.е. процессы планирования изготовления, сборки, логистики и размещения будут разбиваться на три подэтапа:
- концептуальное планирование;
- предварительное (эскизное) планирование;
- детальное планирование.
Структура, основанная на степени зрелости планирования, будет применяться ко всем его четырем областям (см. 4.2.1-4.2.4).
Производственное планирование (процесс A2.1) включает в себя все меры, предпринимаемые для разработки производственных систем, а также для выбора необходимых производственных ресурсов и процессов. При выполнении производственного планирования, особенно важно принимать во внимание взаимозависимости с остальными областями планирования, например со сборкой, логистикой и компоновкой (размещением).
Планирование процессов сборки (процесс A2.2) определяет этапы, используемые при сборке различных деталей для создания конечного продукта, а также при определении необходимого оборудования (подъемных кранов, манипуляторов и т.п.). Подобное планирование мероприятий, которое включает в себя предварительное (эскизное) проектирование сборочных систем, часто реализуется силами отдела, отвечающего за технологическую подготовку работ.
Целью планирования процессов логистики (процесс A2.3) является обеспечение сырьем, полуфабрикатами (промежуточной продукцией), узлами, подсборками или крепежными элементами (например, винтами) в нужных местах в нужное время и в надлежащих экономически обоснованных объемах.
Как последняя из четырех рассматриваемых областей планирования, планирование процессов компоновки (процесс A2.4) обеспечивает оптимальную локализацию производственных ресурсов в производственной сфере (например, для того, чтобы процессы на сборочной линии или на сборочном участке выполнялись максимально эффективно). Для выполнения этой задачи очень важно, чтобы знания и опыт, полученные в других областях планирования, были доступны при планировании процессов компоновки.
Примечание - Для получения более подробной информации относительно основных областей планирования см. приложение В.
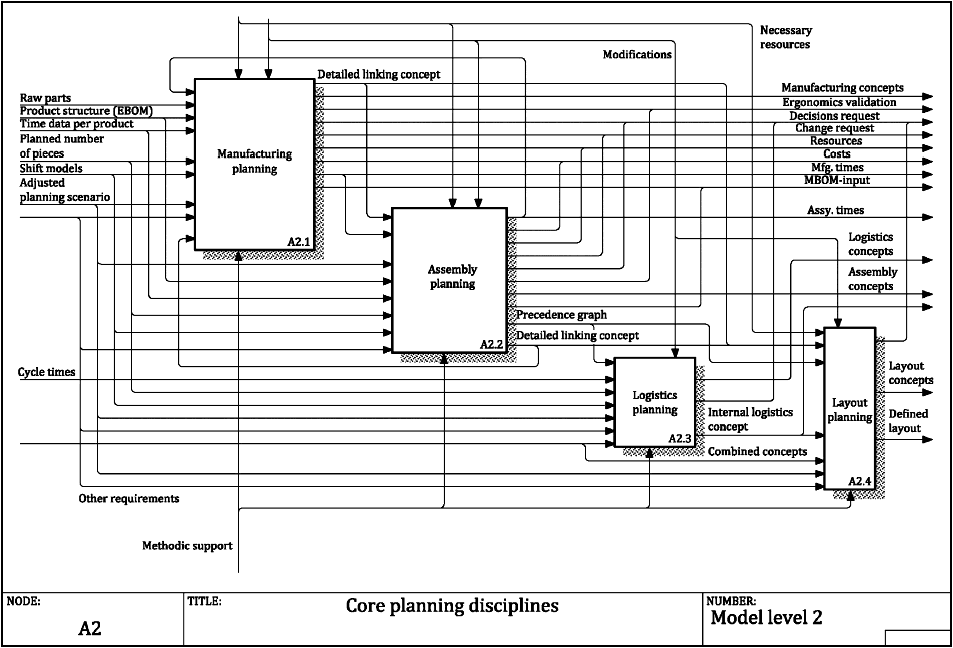 |
Necessary resources - необходимые ресурсы; Modifications - модификации; Detailed linking concept - детальная концепция связей; Raw parts - необработанные детали; Product structure (EBOM) - структура изделия (EBOM); Time data per product - число временных данных на единицу продукции; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Adjusted planning scenario - скорректированные сценарии планирования; Manufacturing planning - планирование производства; Assembly planning - планирование сборки; Precedence graph - график последовательности (предшествования) операций; Detailed linking concept - детальная концепция связей; Cycle times - продолжительности циклов; Logistics planning - планирование логистики; Internal logistics concept - концепция внутренней логистики; Combined concepts - комбинированные концепции; Manufacturing concepts - концепции производства; Ergonomics validation - эргономическая валидация; Decisions request - запрос на принятие решения; Change request - запрос на проведение изменений; Resources - ресурсы; Costs - стоимость; Mfg.times - циклы изготовления; MBOM-input - МВОМ-входные данные; Assy times - циклы сборки; Logistics concepts - концепции логистики; Assembly concepts - концепции сборки; Layout planning - планирование компоновки; Layout concepts - концепции компоновки; Defined layout - определенная компоновка; Othr Other* requirements - другие требования; Methodic support - методическая поддержка; Node: А2 - процесс: А2; Title: Core planning disciplines - наименование: Основные области планирования; Number: Model level 2 - номер: Уровень 2 модели
Рисунок 5 - Структура стандартного процесса планирования на уровне 2 модели
4.2.1 Обобщенная структура процесса A2.1 (уровень 3 модели)
На данном уровне (см. рисунок 6) показаны взаимозависимости между сборочными узлами и производственным планированием. Выходная информация после выполнения планирования процесса сборки связана с процессом предварительного (эскизного) планирования (в рамках производственного планирования). Эта связь обеспечивает возможность взаимодействия этих двух областей планирования. При производственном планировании планирование в каждой области может осуществляться в различные моменты времени и в различных масштабах.
Входные данные для планирования производства (с учетом предусмотренных на более высоком уровне ограничений) используют на этапе концептуального планирования (процесс A2.1.1). С помощью ограничений более высокого уровня для планирования производства формируются первичные концептуальные данные, которые становятся входными данными для формирования концепций производства (процесс A2.1.2). Связанные входные данные для предварительного (эскизного) производственного планирования являются информацией, необходимой для координации различных областей планирования. С помощью межобластного укрупнения (см. 4.3) запрашиваемая информация предоставляется для детального производственного планирования (процесс A2.1.3). Эта фаза в нем является последней, а также процессом, в котором детализируется наиболее важная производственная информация (например, продолжительность циклов производства, ресурсы и затраты).
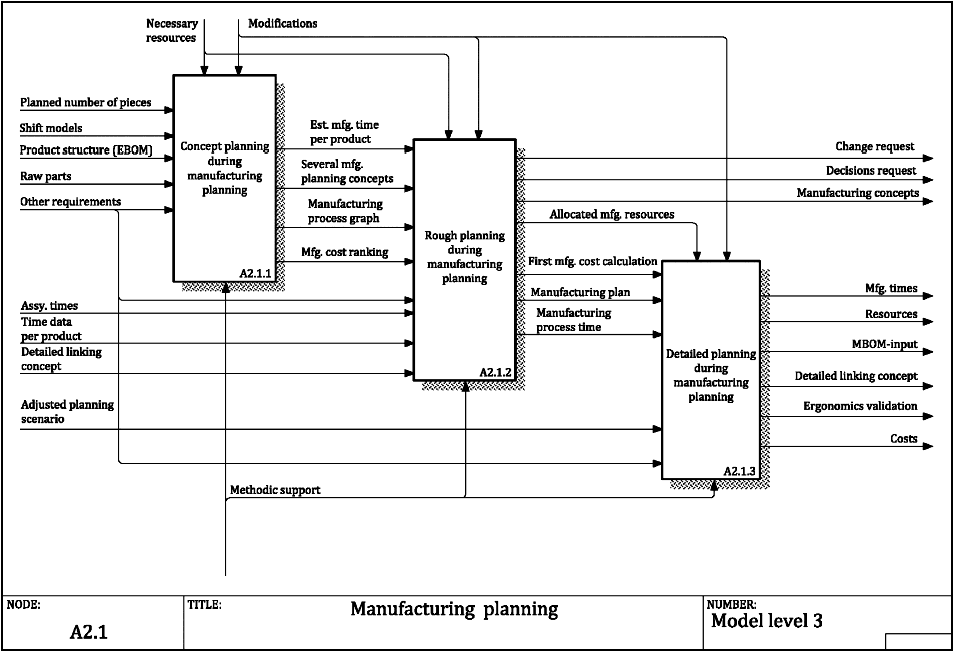 |
Necessary resources - необходимые ресурсы; Modifications - модификации; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Raw parts - необработанные детали; Product structure (EBOM) - структура изделия (EBOM); Other requirements - другие требования; Assy. times - циклы сборки; Time data per product - система нормативов времени на изделие; Detailed linking concept - детальная концепция связей; Adjusted planning scenario - скорректированные сценарии планирования; Concept planning during manufacturing planning - концепция производственного планирования; Est.mfg.time per product - расчетное время изготовления одного изделия; Several mfg.planning concepts - несколько концепций производственного планирования; Manufacturing process graph - график процесса изготовления; Mfg.cost ranking - ранжирование затрат на изготовления; Rough planning during manufacturing planning - предварительное производственное планирование; Allocated mfg.resources - распределенные ресурсы на изготовление; First mfg.cost calculation - первичный расчет затрат на изготовление; Manufacturing plan - производственный план; Manufacturing process time - продолжительность процесса изготовления; Detailed planning during manufacturing planning - детальное производственное планирование; Change request - запрос на внесение изменений; Decisions request - запрос на принятие решения; Manufacturing concepts - концепции производства; Mfg.times - циклы изготовления; Resources - ресурсы; MBOM-input - МВОМ-входные данные; Detailed linking concept - детальная концепция связей; Ergonomics validation - эргономическая валидация; Costs - затраты; Methodic support - методическая поддержка; Node: А2.1 - процес: А2.1; Title: Manufacturing planning - наименование: Планирование производства; Number: Model level 3 - номер: Уровень 3 модели
Рисунок 6 - Структура стандартного процесса планирования на уровне 3 модели
4.2.1.1 Обобщенная структура процесса A2.1.1 (уровень 4 модели)
Основная задача концептуального планирования (в рамках производственного планирования, см. рисунок 7) состоит в сборе необходимой информации, представляемой по результатам выполнения предварительных мероприятий по планированию, и подготовке этой информации (в полезной и консолидированной форме) для создания первичных концепций производственного планирования. По этой причине такие параметры, как базовые условия, стратегические решения или непрерывное совершенствование производственной среды будут оказывать влияние на производственное планирования на ранней стадии жизненного цикла продукции.
При производственном планировании ведутся концептуальные проработки и определение информации относительно структуры продукции, необработанных деталей, запланированного объема запасных частей, моделей изменений и ресурсов (процесс A2.1.1.1). После завершения подготовительных работ производственное планирование может развиваться с использованием различных сценариев, для этого на первом этапе распределяются материалы и создается расширенная структура изделия (EBOM), включающая информацию о покупных деталях. Объемы материалов и их распределение связываются с процессами производственной деятельности, связанными с необходимыми ресурсами и обусловленными ограничениями более высокого уровня. Оценка содержания и времени, необходимого для различных рабочих операций, основывается на сравнении модели рабочих смен и экспертных знаниях, что позволяет оценивать все требования с точки зрения сотрудников организации, машин и рабочих станций - в зависимости от планируемого объема продукции (процесс A2.1.1.2). Некоторые концепции производственного планирования могут разрабатываться и сравниваться без больших затрат времени и средств на данном этапе планирования, который имеет достаточно низкий уровень детализации (процесс A2.1.1.3). Оценки относительных производственных затрат создаются путем использования расчетного времени производства, приходящегося на единицу продукции, и расширенного рабочего перечня. Этот перечень содержит дополнительную информацию, основанную на сравнении и оценках относительно других проектов (процесс A2.1.1.4). Разработанные концепции производства можно дифференцировать, например, с точки зрения используемых последовательностей процессов и/или инновационных технологий. Ранжирование затрат на производство, которое располагает различные концепции по относительным затратам, создает основу для выбора оптимального плана производства (процесс A2.1.1.5).
Несколько концепций производства, график производственного процесса, ранжирование по затратам на производство и расчетное время производства для каждого вида продукции представляют собой конечный результат этапа концептуального планирования. Оно создается на этой фазе и передается на этап предварительного (эскизного) производственного планирования.
|
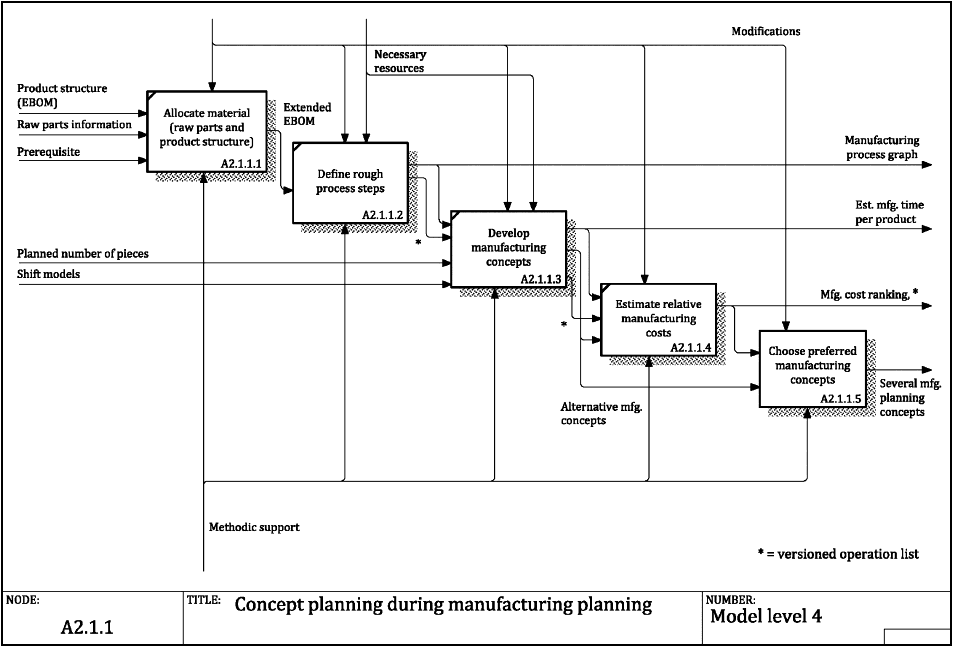 |
Modifications - модификации; Necessary resources - необходимые ресурсы; Product structure (EBOM) - структура изделия (EBOM); Raw parts - необработанные детали; Other requirements - другие требования; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Allocate material (raw parts and product structure) - распределение материалов (необработанных деталей и состава изделия); Extended EBOM - расширенный EBOM-состав; Defining rough process steps - предварительное (эскизное) определение производственных этапов; Developing manufacturing concepts - разработка концепций производства; Estimating relative manufacturing costs - оценка относительных затрат на изготовление; Chiisung preferred manufacturing concepts - выбор оптимальных концепций производства; Several mfg.planning concepts - несколько концепций производственного планирования; Manufacturing process graph - график процесса изготовления; Est.mfg.time per product - расчетное время изготовления на одно изделие; Mfg.cost ranking* - ранжирование затрат на производство*; Alternative mfg.concepts - альтернативные концепции производства; Methodic support - методическая поддержка; * =versioned operation list - * =изменяемый список операций; Node: А2.1.1 - процесс: А2.1.1; Title: Concept planning during manufacturing planning - наименование: Концепция производственного планирования; Number: Model level 4 - номер: Уровень 4 модели
Рисунок 7 - Структура процесса концептуального планирования (в рамках производственного планирования) на уровне 4 модели
4.2.1.2 Обобщенная структура процесса A2.1.2 (уровень 4 модели)
На этапе предварительного (эскизного) планирования (см. рисунок 8) принимается несколько концепций производственного планирования и прорабатываются детали для создания производственных концепций, которые должны быть готовы к моменту завершения детального планирования. На данном этапе производственного планирования (аналогично концептуальному планированию) к нему могут возникать различные требования, например требования к стратегиям закупок и изготовления деталей, сценариям создания резервов, а также требования к обеспечению качества, которые должны оказывать влияние на работы по планированию.
По этой причине при выполнении первых производственных мероприятий несколько концепций планирования будут корректироваться с учетом новых требований (процесс A2.1.2.1), хотя, возможно, этой корректировки и не потребуется. Концепции производственного планирования должны корректироваться в зависимости от намеченных задач планирования (например, создания новой и дополнительной производной продукции). В ходе предварительного (эскизного) планирования проводится детализация этапов производственного процесса и соответствующего содержания работ. В качестве ключевой информации для планирования определяют продолжительность цикла изготовления и затраты. На основании оценок, полученных на этапе предварительного (эскизного) планирования, определяется время производственного процесса, которое проверяется и впоследствии используется при составлении плана-графика работ (процесс A2.1.2.2). В этот момент производственный процесс достигает требуемого уровня детализации, которая возможна с учетом требований к производительности, связанной с используемыми технологиями (процесс A2.1.2.3). Основой для этого является время производственного процесса, его график и детальная концепция связей. Приблизительный объем и размер станков, установок и оборудования, в сочетании с концепциями производства, расширенными в соответствии с требованиями к производительности, позволяют дополнительно повысить уровень детализации и рассчитать первичные производственные затраты (процесс A2.1.2.4). Путем сбора и дальнейшей обработки результатов производственного планирования в рамках первичного расчета производственных затрат, требований к производственным ресурсам, времени производства и производственных планов как конечных результатов предварительного (эскизного) планирования, формируются концепции производства (процесс A2.1.2.5). В некоторых случаях для изменения конкретных требований к продукции или к производству может потребоваться дополнительная проработка концепций производства (процесс A2.1.2.6). Эти изменения могут влиять на различные области планирования, а также на производственную деятельность на протяжении всего жизненного цикла продукции (PLC), например на выбор концепции и производства. Запрос на внесение изменений, инициализируемый предварительным планированием, будет приводить к принятию решений на более высоких уровнях (в соответствии с изменением заказа или модификацией).
Примечание - Для получения подробной информации о межобластном укрупнении см. приложение А.
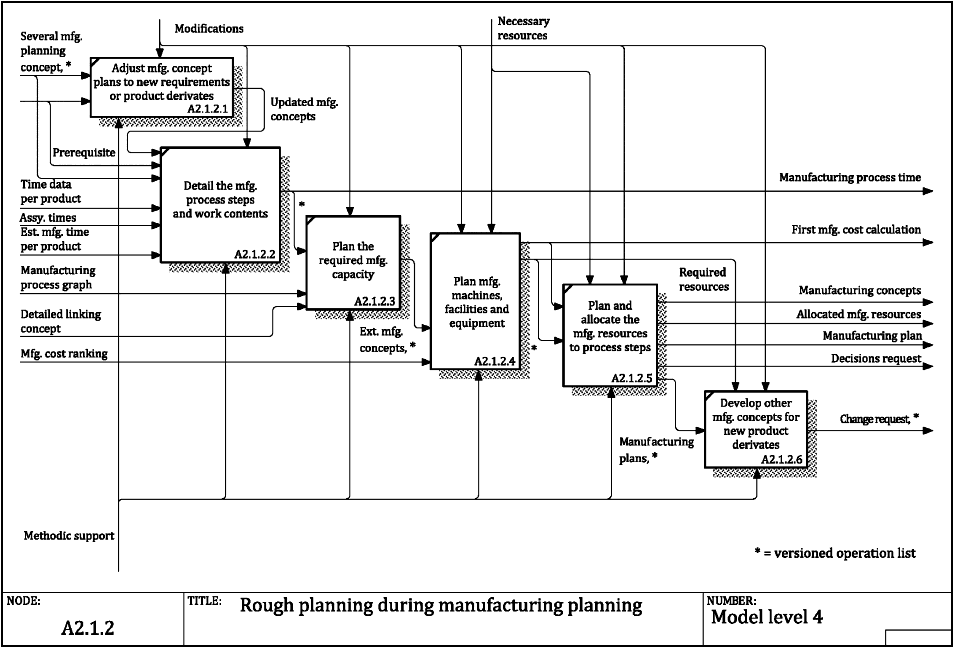 |
Several mfg.planning concepts* - несколько концепций производственного планирования; Modifications - модификации; Necessary resources - необходимые ресурсы; Adjusting mfg.concept plans to new premises or product derivatives - корректировка концептуальных планов производства для учета новых помещений и модификаций изделий; Updated mfg concepts - обновленные концепции производства; Other requirements - другие требования; Time data per product - система нормативов времени на одно изделие; Assy.times - циклы сборки; Est.mfg.time per product - расчетное время изготовления на одного изделия; Manufacturing process graph - график производственного процесса; Detailed linking concept - детальная концепция связей; Mfg.cost ranking - ранжирование затрат на производство; Methodic support - методическая поддержка; Detailing the mfg.process steps and work concepts - этапы детализации производственного процесса и содержания работ; Planning required mfg.capacity - планирование требуемых производственных мощностей; Ext. mfg.concepts - концепции расширенного производства; Planning mfg.machines, facilities and equipment - планирование станков, производственных помещений и оборудования на предприятии; Planning and allocating the mfg.resources to process steps - планирование и распределение производственных ресурсов по рабочим процессам; Manufacturing plans* - производственные планы*; Required resources - требуемые ресурсы; Developing other mfg.concepts for new product derivatives - разработка концепций производства для новых видов продукции; Change request* - запрос на внесение изменений*; Manufacturing process time - время на процесс изготовления; First mfg.cost calculation - первичный расчет производственных затрат; Manufacturing concepts - концепции производства; Allocated mfg.resources - распределение производственных ресурсов; Manufacturing plan - производственный план; Decisions request - запрос на принятие решения; * =versioned operation list - * =изменяемый список операций; Node: А2.1.2 - процесс: А2.1.2; Title: Rough planning during manufacturing planning - наименование: Предварительное (эскизное) планирование в рамках производственного планирования; Number: Model level 4 - номер: Уровень 4 модели
Рисунок 8 - Структура процесса предварительного (эскизного) планирования в рамках производственного планирования на уровне 4 модели
4.2.1.3 Обобщенная структура процесса A2.1.3 (уровень 4 модели)
В ходе детального планирования более подробно определяются общие процессы, которые разбиваются на производственные процессы (см. рисунок 9). Наиболее важным аспектом этой операции является определение поддающихся верификации номинальных значений продолжительностей в последовательности выполняемых производственных операций. На уровне производственной деятельности это становится возможным с помощью компьютеризированных процессов моделирования, которые могут делать идентификацию временных значений более точной и тем самым выдавать исходные данные для окончательного плана производства.
Благодаря описанию отдельных процессов данный этап планирования также позволяет детализировать отдельные производственные ресурсы/оборудование и формировать определенные продолжительности циклов изготовления (процессы A2.1.3.1-A2.1.3.3). Подобное планирование включает четкое закрепление станков, установок и оборудования за определенными процессами. Кроме того, разрабатываются входные данные для производственного MBOM-планирования, состоящие из информации об автоматизации, детальной концепции связей, времени производства и ресурсов. В этих MBOM-входных данных объединяются сформированные выходные данные, причем данные передаются в соответствующие функции планирования (процесс A2.1.3.4). Если все MBOM-входные данные из основных областей планирования объединяются, то можно составить план-график работ. На основе сформированных данных и первичных расчетных значений производственных затрат можно выполнить подробные предварительные расчеты этих затрат (процесс A2.1.3.5). В частности, эти расчеты принимают во внимание наличие отдельных видов запланированных производственных ресурсов, интервалы технического обслуживания и ремонта, а также время монтажа и простоя машин и оборудования. Использование и приспособляемость производственных ресурсов к отклонениям производственных возможностей (мощностей) могут иметь место при различных сценариях, например при сценариях, связанных с изменениями в ассортименте продукции. Это также необходимо учитывать при детальном производственном планировании. Кроме того, следует рассматривать и производственные планы, инструкции по эксплуатации и испытаниям или другие документы, которые актуальны для производства. Их необходимо дорабатывать до уровня системных контролеров, создавать автоматизированную информацию, например программы ЧПУ, настройки приборов и т.п. (процесс A2.1.3.6). Наконец, при детальном планировании определяют производственные рабочие инструкции, которые являются основными входными данными для создания планов-графиков работ (процесс A2.1.3.7). Кроме того, в области производственного планирования также становится возможной цифровая верификация эргономических критериев проектирования, например для проведения технического обслуживания или ремонта или для получения гарантий того, что производственные системы не представляют опасности для операторов (процесс A2.1.3.8).
Заданные продолжительности циклов производства, затраты, необходимые ресурсы, подробная концепция связей, а также эргономическая валидации являются конечными результатами детального планирования (в рамках производственного планирования). Необходимая информация будет предоставляться в соответствующие функции планирования для формирования MBOM-ведомости и выпуска первого плана-графика работ.
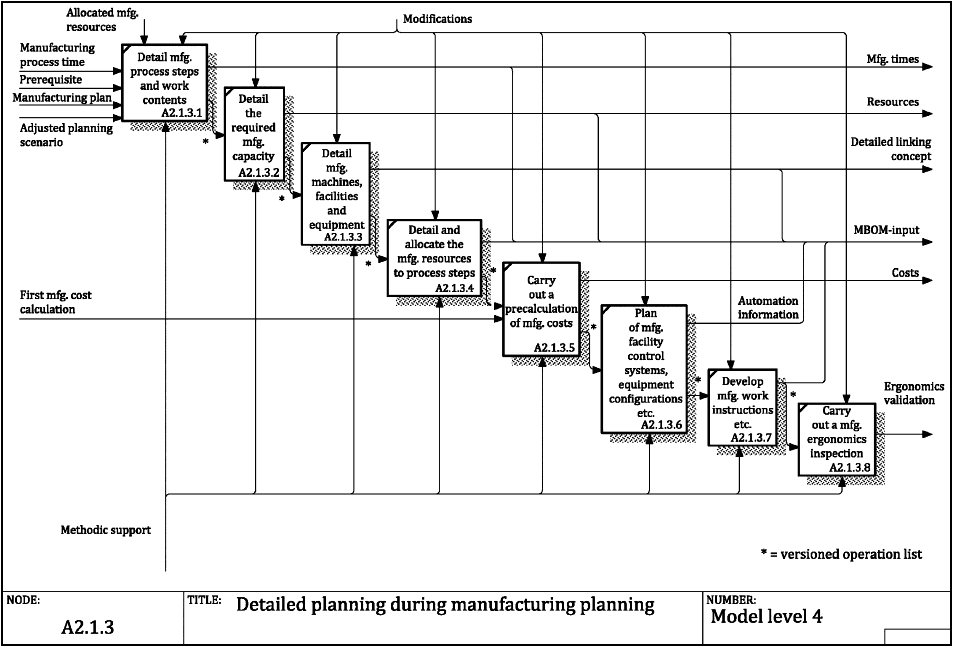 |
Allocated mfg.Resources - распределенные производственные ресурсы; Modifications - модификации; Manufacturing process time - циклы производственных процессов; Other requirements - другие требования; Manufacturing plan - производственный план; Adjusted planning scenario - скорректированные сценарии планирования; First mfg.cost calculation - первоначальный расчет производственных затрат; Methodic support - методическая поддержка; Detailing mfg.process steps and work contents - этапы детального определения производственных процессов; Detailing the required mfg.capacity - детальное определение требуемых производственных мощностей; Detailing mfg.machines, facilities and equipment - детальное определение потребности в станках, помещениях и оборудовании; Detailing and allocating the mfg.resources to process steps - детальное определение и распределение производственных ресурсов по рабочим этапам; Carrying out a precalculation of mfg.costs - проведение предварительных расчетов производственных затрат; Planning of mfg.facility control systems, equipment configurations etc. - планирование систем производственного контроля, конфигураций оборудования и т.п.; Developing mfg.work instructions etc. - разработка рабочих инструкций и т.п.; Carrying out an mfg.ergonomics inspection - проведение проверки производственной эргономики; Automation information - информация об автоматизации; Ergonomics validation - эргономическая валидация; Mfg.times - циклы изготовления; Resources - ресурсы; Detailed linking concept - детальная концепция связей; MBOM-input - МВОМ-входные данные; Costs - затраты; * =versioned operation list - * =изменяемый перечень операций; ; Node: А2.1.3 - процесс: А2.1.3; Title: Detailed planning during manufacturing planning - наименование: Детальное планирование (в рамках производственного планирования); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 9 - Структура процесса детального планирования (в рамках производственного планирования) на уровне 4 модели
4.2.2 Обобщенная структура процесса A2.2 (уровень 3 модели)
Процесс "идеального" планирования процессов сборки требует информации различных типов. Отображение столь большого объема информации может приводить к путанице, поэтому для концентрации внимания на производственных мероприятиях процесса рассматриваются только основные области взаимодействия (интерфейсы) между процессами планирования сборки и проектирования/производства (см. рисунок 10).
Аналогично концепции производства концептуальное планирование принимает во внимание информацию, предоставляемую по результатам выполнения работ в рамках предварительного планирования, для оценки времени сборки и затрат, а также для создания нескольких концепций сборки (процесс A2.2.1). Информация, полученная при производственном планировании, используется в качестве входных данных для этапа предварительного (эскизного) планирования процессов сборки (процесс A2.2.2). Асимметричный характер процессов планирования дает возможность взаимодействия между ними. Производственному планированию, также как и планированию процесса сборки, необходимы конечные результаты, получаемые с более высоких уровней. С помощью соответствующих функций планирования (см. 4.3) запрашиваемая информация предоставляется для детального планирования сборки (процесс A2.2.3). Это является последней фазой планирования процессов сборки и процесса, в котором детализируется основная информация о сборке. Информация, которая необходима для выполнения ограничений более высокого уровня (например, по затратам и эргономической валидации), объединяется с информацией относительно производственного планирования.
Непрерывно используемые данные, например продолжительность циклов сборки и детальная концепция процессов сборки предоставляются при планировании процесса сборки для остальных основных областей планирования. Также формируется объединенная информация (например, MBOM-входные данные), которая будет использоваться в рамках соответствующих функций планирования.
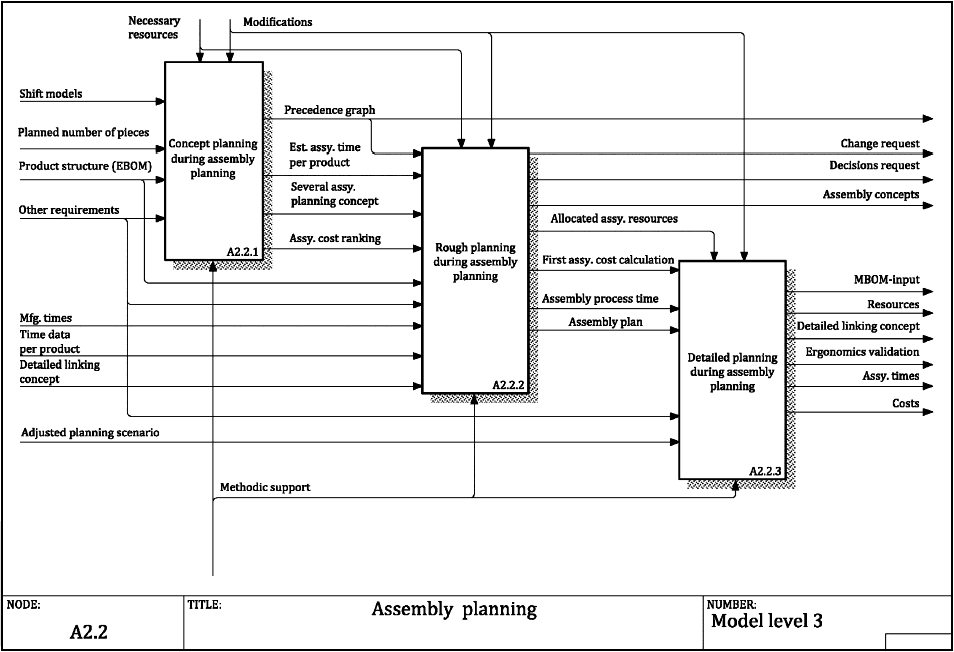 |
Necessary resources - необходимые ресурсы; Modifications - модификации; Shift models - модели рабочих смен; Planned number of pieces - плановое число деталей; Product structure (EBOM) - структура изделия (EBOM); Other requirements - другие требования; Mfg.times - времена производства; Time data per product - система нормативов времени на одно изделие; Detailed linking concept - детальная концепция связей; Adjusted planning scenario - скорректированные сценарии планирования; Concept planning during assembly planning - концептуальное планирование в рамках планирования сборки; Precedence graph - граф предшествования; Est. assy. time per product - расчетное время сборки одного изделия; Several assy. planning concepts - несколько концепций планирования сборки; Assy. cost ranking - ранжирование затрат на сборку; Methodic support - методическая поддержка; Rough planning during assembly planning - предварительное (эскизное) планирование сборки; Allocated assy. resources - распределенные ресурсы на сборку; First assy. cost calculation - первичный расчет затрат на сборку; Assembly process time - циклы сборки; Assembly plan - план сборки; Detailed planning during assembly planning - детальное планирование сборки; Change request - запрос на внесение изменений; Decisions request - запрос на принятие решений; Assembly concepts - концепции сборки; MBOM-input - МВОМ-входные данные; Resources - ресурсы; Detailed linking concept - детальная концепция связей; Ergonomics validation - эргономическая валидация; Assy. times - циклы сборки; Costs - затраты; Node: А2.2 - процесс: А2.2; Title: Assembly planning - наименование: Планирование процесса сборки; Number: Model level 3 - номер: Уровень 3 модели
Рисунок 10 - Структура планирования процесса сборки на уровне 3 модели
4.2.2.1 Обобщенная структура процесса A2.2.1 (уровень 4 модели)
Аналогично производственной области, концептуальное планирование (в рамках планирования процесса сборки см. рисунок 11) нуждается в связи между функциями планирования для сбора необходимой информации, которая предоставляется в качестве результатов выполнения предварительных мероприятий по планированию и подготовке ее в полезной и консолидированной форме для создания первых концепций планирования процессов сборки.
С одной стороны, входные данные для планирования процессов сборки содержат информацию, получаемую от проектного подразделения (проектного отдела). Примером этого могут служить данные, объединяемые в EBOM-ведомости (процесс A2.2.1.1). С другой стороны, на этапе планирования концепции (процесс A2.2.1.2) для составления основного производственного плана-графика необходимо принимать во внимание базовые данные, например планируемый объем деталей, модель изменений, а также ресурсы и технологии, имеющиеся в распоряжении конкретной компании. При планировании концепции содержание (контент) работ по производству также следует подразделять на дискретные и самодостаточные производственные мероприятия. Подобное подразделение мероприятий должно обеспечивать последующее использование таких методов, как, например, метод графа предшествования и аналогичные ему методы. Таким образом, EBOM-ведомость (или соответствующая BOM-ведомость) на первом этапе подразделяются на значимые элементы, а на втором этапе определяются этапы предварительного (эскизного) процесса, которые часто принимают форму перечня (списка сборочных операций). Путем объединения планируемого объема деталей с моделями рабочих смен может вычисляться расчетное время сборки каждого вида продукции. После завершения этого этапа разрабатывается первоначальный предварительный (эскизный) граф предшествования. Список сборочных операций и расчетное время сборки, приходящееся на каждый вид продукции, используются на этом этапе (процесс A2.2.1.3). Первые предварительные (эскизные) концепции, которые уже содержат ориентировочное количество рабочих станций и требуемого персонала, развитие которых представляет собой четвертую производственную деятельность при планировании процесса сборки на этапе концептуального планирования (процесс A2.2.1.4). Следующим этапом становится получение оценки затрат (процесс A2.2.1.5), для чего необходимо принимать во внимание различные, ранее разработанные концепции, расчетное время сборки каждого вида продукции и расширенный список сборочных операций, который должен содержать дополнительную информацию со сравнением оценок, полученных в других проектах. Тот факт, что оценка затрат является фиксированной частью этапа концептуального планирования, усиливает понимание аспектов, связанных с затратами (для планировщика) и позволяет вести постоянный мониторинг затрат на сборку. Операция по формированию затрат часто проясняет планировщику непрозрачную структуру затрат на продукцию, а первичная оценка относительных затрат может выполняться на основе ранее полученных значений. Заключительный этап концептуального планирования состоит в выборе между несколькими концепциями планирования процесса сборки (процесс A2.2.1.6). Ранее проведенное ранжирование затрат дает хорошую основу для принятия решения относительно этого выбора.
Несколько концепций процесса сборки, граф предшествования, ранжирование затрат на сборку и расчетное время сборки для каждого вида продукции на этапе концептуального планирования представляют собой конечный результат, который передается на этап предварительного (эскизного) планирования (в рамках планирования процесса сборки).
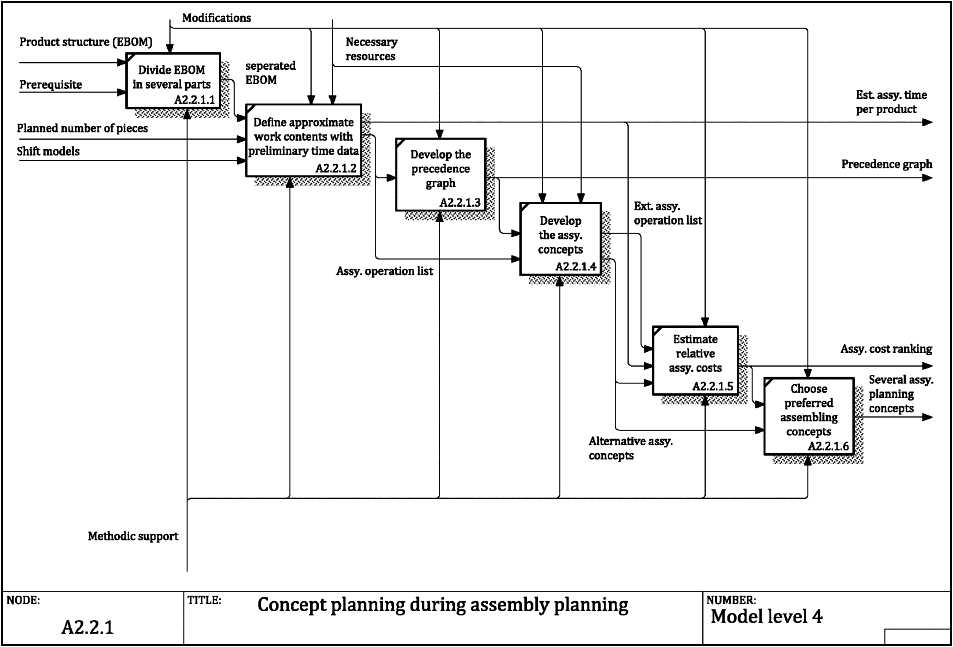 |
Modifications - модификации; Product structure (EBOM) - структура изделия (EBOM); Other requirements - другие требования; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Dividing EBOM in several parts - разделение EBOM на несколько частей; Seperated EBOM - разделенный ЕВОМ-состав; Defining approximate work contents with preliminary time data - определение примерного содержания работ с использованием предварительных временных оценок; Necessary resources - необходимые ресурсы; Developing the precedence graph - разработка графа предшествования работ; Assy. operation list - перечень сборочных операций; Developing the assy. concepts - разработка концепций сборки; Ext.assy. operation list - перечень внешних сборочных работ; Estimating relative assy. costs - оценка относительных затрат на сборку; Alternativ е* assy. concepts - альтернативные концепции сборки; Choosing preferred assembling concepts - выбор оптимальных концепций сборки; Est. assy. time per product - расчетное время сборки на одно изделие; Precedence graph - граф предшествования; Assy. cost ranking - ранжирование затрат на сборку; Several assy. planning concepts - несколько концепций планирования сборки; Methodic support - методическая поддержка; Node: А2.2.1 - процесс: А2.2.1; Title: Concept planning during assembly planning - наименование: Концептуальное планирование (в рамках планирования процесса сборки); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 11 - Структура процесса концептуального планирования (в рамках планирования процесса сборки) на уровне 4 модели
4.2.2.2 Обобщенная структура процесса A2.2.2 (уровень 4 модели)
При проведении предварительного (эскизного) планирования результаты, полученные на различных этапах планирования, будут пересматриваться, и адаптироваться согласно рисунку 12.
Необходимо рассмотреть вопрос о структурированной предварительной EBOM-ведомости, а также приблизительные определения производственных этапов и линейную модель. При необходимости, концептуальные планы могут корректироваться (процесс A2.2.2.1). Несколько концепций сборки обновляются, начиная с этапа концептуального планирования и формирования EBOM-ведомости, и используются для детализации процессов сборки. По этой причине первые приблизительные временные данные для каждого вида продукции, предоставляемые ограничениями более высокого уровня, и расчетное время сборки для каждого вида продукции, будут использоваться для определения технологического времени сборки (процесс A2.2.2.2). Аналогично процессу предварительного (эскизного) производственного планирования продолжительности циклов изготовления могут рассматриваться для детализации времени процесса сборки. При этом уровень детализации времени процесса сборки позволяет рассчитывать требования к производительности, связанные с технологией. При рассмотрении этих планируемых требований важно помнить, что на этапе предварительного (эскизного) планирования допускается только планирование ресурсов, связанных с технологиями (процессы A2.2.2.3 и A2.2.2.4). Детальное определение фактического распределения сборочных мощностей также предпринимается при предварительном планировании (процесс A2.2.2.5), основой которого является конкретный процесс обработки заказов и его связь с различными сценариями планирования номенклатуры продукции. После этого можно использовать концепции сборки, относящиеся к необходимым ресурсам и планам по сборке. По аналогии с процессом предварительного (эскизного) планирования (в рамках производственного планирования) концепции сборки можно адаптировать в отношении другой производной продукции (процесс A2.2.2.6). Эти изменения могут влиять на различные области планирования, а также на деятельность на протяжении всего жизненного цикла. Запрос на внесение изменений, инициируемый предварительным планированием, будет приводить к принятию решения из более высокого уровня после изменения заказа или модификации.
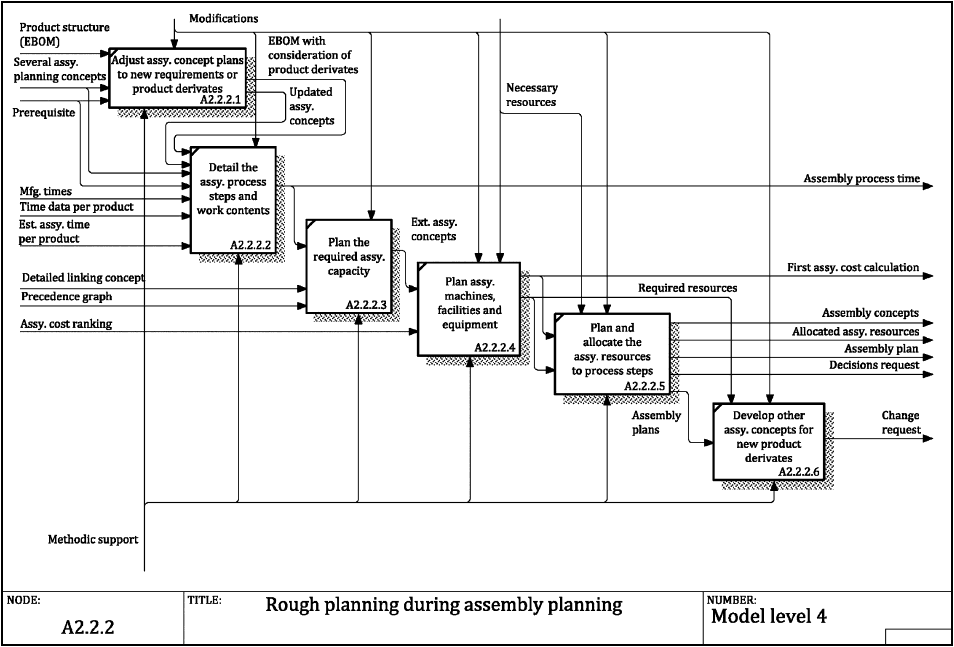 |
Modifications - модификации; Product structure (EBOM) - структура изделия (EBOM); Several assy. planning concepts - несколько концепций планирования сборки; Other requirements - другие требования; Mfg.times - циклы изготовления; Time data per product - система нормативов времени на одно изделие; Est. assy. time per product - расчетное время сборки на одно изделие; Detailed linking concept - детальная концепция связей; Precedence graph - граф предшествования; Assy. cost ranking - ранжирование затрат на сборку; Methodic support - методическая поддержка; Adjusting assy. concept plans to new premises or product derivatives - скорректированные концептуальные планы сборки для новых помещений и модификаций изделий; EBOM with consideration of product derivatives - EBOM с учетом модификаций изделий; Updated assy. concepts - обновленные концепции сборки; Necessary resources - необходимые ресурсы; Detailing the assy. process steps and work contents - детализация этапов в процессе сборки и содержания работ; Planning the required assy. capacity - планирование требуемых производственных мощностей; Ext. assy. concepts - концепции внешней сборки; Planning assy. machines, facilities and equipment - планирование станков, производственных помещений и оборудования для сборки; Required resources - Требуемые ресурсы; Planning and allocating the assy. resources to process steps - планирование и распределение ресурсов по этапам процесса сборки; Assembly plans - планы сборки; Developing other assy. concepts for new product derivatives - разработка других концепций сборки для новых модификаций изделий; Change request - запрос на внесение изменений; Assembly process time - циклы сборки; First assy. cost calculation - первичный расчет затрат на сборку; Assembly concepts - концепции сборки; Allocated assy. resources - распределенные ресурсы на сборку; Assembly plan - план сборки; Decisions request - запрос на принятие решений; Node: А2.2.2 - процесс: А2.2.2; Title: Rough planning during assembly planning - наименование: Предварительное (эскизное) планирование (в рамках планирования процесса сборки); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 12 - Структура процесса предварительного (эскизного) планирования (в рамках планирования процесса сборки) на уровне 4 модели
4.2.2.3 Обобщенная структура процесса A2.2.3 (уровень 4 модели)
Примечание - Для получения подробной информации о межобластном укрупнении информации относительно планирования см. приложение А.
В ходе детального планирования более подробно определяют общие процессы и разбивают их на производственные мероприятия в соответствии с планом сборки для выбранных скорректированных сценариев планирования (см. рисунок 13).
Детализация достигается за счет совершенствования и адаптации плана сборки, например для оценки эргономичности и требований к производству и т.д. (процесс A2.2.3.1). Описание планирования процесса сборки позволяет детально планировать индивидуальные рабочие ресурсы и оборудование (процессы A2.2.3.2 и A2.2.3.3). Планирование после этого будет включать четкое распределение станков, производственных сооружений и оборудования (процесс A2.2.3.4). В связи с увеличением объема подробной информации о ресурсах и их использовании, а также о различных концепциях сборки планировщик производства теперь будет способен выполнять предварительный расчет затрат на сборку, например, зависящий от конкретных затрат, выгод и т.д. (процесс A2.2.3.5). На этапе детального планирования целесообразно, по возможности, перенести статический анализ оценки затрат, используемый на этапах концептуального и предварительного (эскизного) планирования на этап расчета динамических затрат. Конечным результатом этого будет являться получение наиболее подробного описания затрат в общем процессе. Другие виды производственной деятельности, выполняемые в процессе детального планирования, включают в себя планирование управления системой и настройки инструментов (процесс A2.2.3.6). После выполнения производственных этапов можно разрабатывать рабочие инструкции (процесс A2.2.3.7), важным критерием при создании которых является уровень детализации. Во многих случаях детальное планирование позволяет определять отдельные части операций оценки на уровне индивидуальной обработки. Наряду с возможностью разработки инструкций по эксплуатации, также возможно детальное определение продолжительности циклов сборки и затраты на нее. Дальнейшие расчеты, например те, которые необходимы для оплаты труда сотрудников, выполняются на уровне, на котором обрабатываются отдельные детали. Для целей их описания в плане сборки, эти отдельные операции часто объединяют в рабочие мероприятия. Подробная информация этапа планирования процесса сборки (ресурсы, детальная концепция связи, информация об автоматизации, продолжительности циклов сборки) объединяется в объединенных MBOM-входных данных. На последнем этапе детального планирования должны рассматриваться эргономические аспекты планируемого решения относительно сборки, например на соответствие правилам проектирования, связанным с безопасностью (процесс A2.2.3.8). Если идентифицируются потенциальные улучшения или потребность в действии, то процесс планирования будет проходить через другую итерацию.
Окончательными результатами на этапе детального планирования (в рамках планирования процесса сборки) является определение времени сборки, затрат, ресурсов, подробной концепции связей, а также эргономическая валидация. Необходимая информация будет предоставляться для соответствующей функции планирования для формирования MBOM-ведомости и создания первичного плана-графика работы.
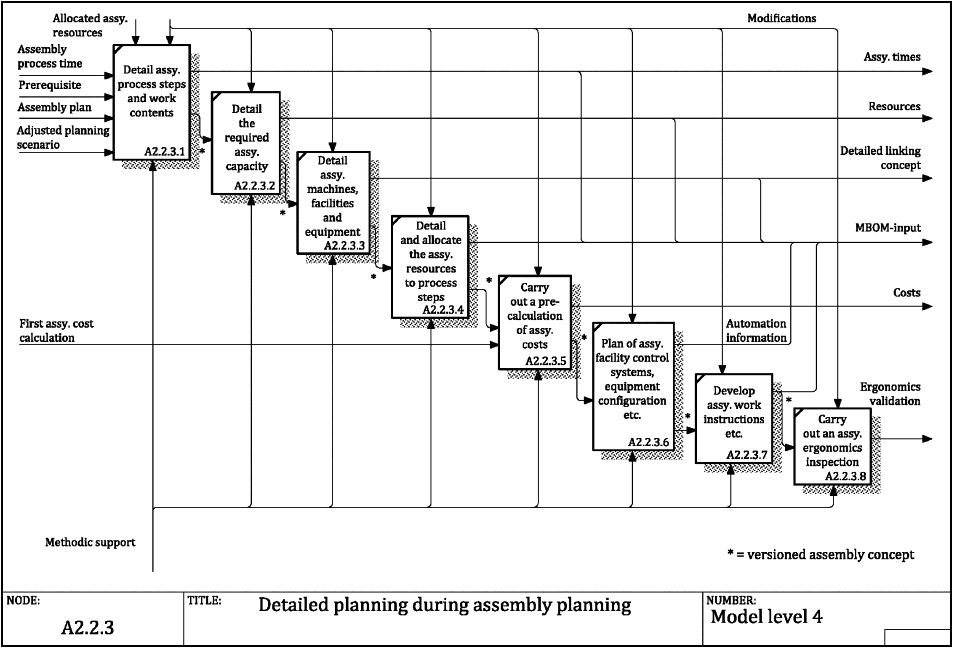 |
Allocated assy. resources - распределение ресурсов на сборку; Assembly process time - цикл процесса сборки; Other requirements - другие требования; Assembly plan - план сборки; Adjusted planning scenario - скорректированные сценарии планирования; First assy. cost calculation - первичный расчет затрат на сборку; Methodic support - методическая поддержка; Detaining assy. process steps and work contents - детальное определение этапов в процессе сборки и содержания сборочных работ; Detaining the required assy. capacity - детальное определение требуемых производственных возможностей (мощностей) для сборки; Detaining assy. machines, facilities and equipment - детальное определение потребности в станках, помещениях и оборудовании для сборки; Detaining and allocating the assy. resources to process steps - детальное определение и распределение производственных ресурсов по рабочим этапам сборки; Carrying out a precalculation of assy. costs - проведение предварительных расчетов затрат на сборку; Planning of assy. facility control systems, equipment configurations etc. - планирование систем производственного контроля, конфигураций оборудования для сборки и т.п.; Automation information - информация об автоматизации; Developing assy. work instructions etc. - разработка рабочих инструкций и т.п.; Carrying out an assy. ergonomics inspection - проведение эргономической проверки при сборке; Ergonomics validation - эргономическая валидация; Modifications - модификации; Assy. times - циклы сборки; Resources - ресурсы; Detailed linking concept - детальная концепция связей; MBOM-input - МВОМ-входные данные; Costs - затраты; * =versioned assembly concept - * =изменяемая концепция сборки; Node: А2.2.3 - процесс: А2.2.3; Title: Detailed planning during assembly planning - наименование: Детальное планирование (в рамках планирования процесса сборки); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 13 - Структура процесса детального планирования (в рамках планирования процесса сборки) на уровне 4 модели
4.2.3 Обобщенная структура процесса A2.3 (уровень 3 модели)
Сложность планирования процесса логистики требует использования широкого спектра исходных данных и информации. Изменения исходных данных, возникающие при планировании процессов сборки, компоновки и планирования, оказывают влияние на планирование процесса логистики, качество которого в целом может оцениваться на основе времени подготовки к выпуску продукции, надежности поставок и затрат на логистику. В отличие от других областей планирование процесса логистики структурировано с учетом двух степеней зрелости. Эти две фазы представлены процессами предварительного и детального планирования (см. рисунок 14).
Планирование процесса логистики поддерживает планирование производства и процесса сборки посредством организации и контроля транспортирования, хранения, распределения и складирования материалов и готовой продукции (процесс A2.3.1), поэтому планирование процесса логистики нуждается в информации и координации с другими функциями планирования. Такая информация, как, например, граф предшествования, и такая базовая производственная информация, как модели рабочих смен, предусмотрены для функций планирования и приводят к созданию концепции логистики. Наконец, детальное планирование позволяет оценивать концепцию внутренней логистики (процесс A2.3.2), которая представляет собой концепцию организации логистической деятельности, необходимую для изготовления запланированного объема продукции. Детальное планирование связывает такую деятельность в области закупок, как маркетинговые исследования, планирование потребностей, принятие решений о производстве или закупке продукции, менеджмент поставщиков, выдача и контроль заказов (логистика закупок), с такой деятельностью по распределению, как обработка заказов, складирование и транспортирование (распределительная логистика). По этой причине концепция внутренней логистики должна принимать во внимание заданные сценарии планирования и концепции других областей планирования.
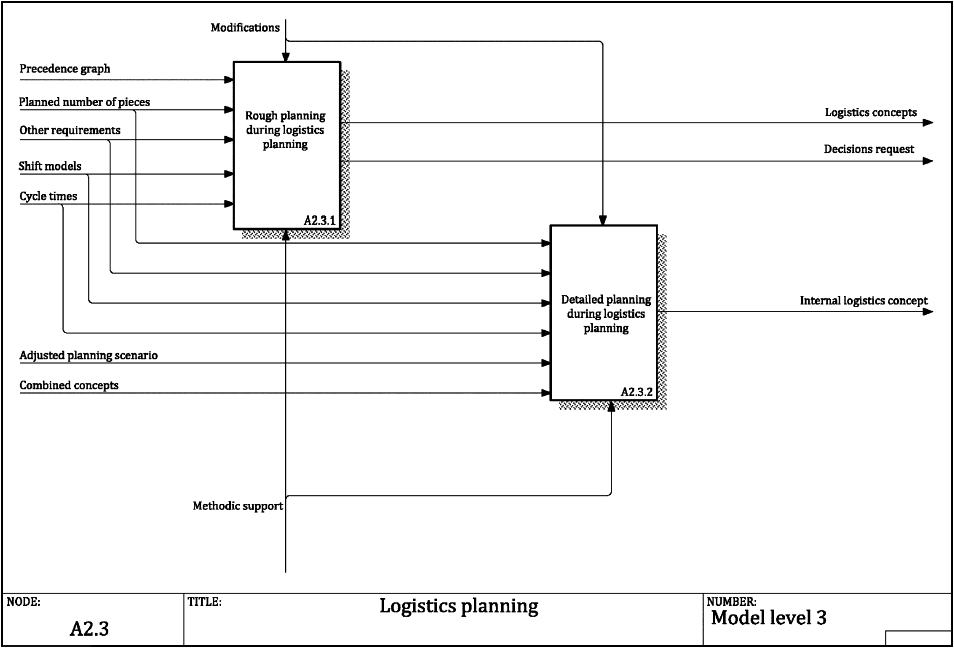 |
Modifications - модификации; Precedence graph - граф предшествования; Planned number of pieces - плановое число деталей; Other requirements - другие требования; Shift models - модели рабочих смен; Cycle times - продолжительности циклов; Adjusted planning scenario - скорректированные сценарии планирования; Combined concepts - комбинированные концепции; Methodic support - методическая поддержка; Rough planning during logistics planning - предварительное (эскизное) планирование процесса логистики; Detailed planning during logistics planning - детальное планирование процесса логистики; Logistics concepts - концепции логистики; Decisions request - запрос на принятие решений; Internal logistics concept - концепция внутренней логистики; Node: А2.3 - процесс: А2.3; Title: Logistics planning - наименование: Планирование процесса логистики; Number: Model level 3 - номер: Уровень 3 модели
Рисунок 14 - Структура планирования процесса логистики для модели уровня 3
4.2.3.1 Обобщенная структура процесса A2.3.1 (уровень 4 модели)
Предварительное (эскизное) планирование (в рамках планирования процесса логистики, см. рисунок 15) сопровождает этап концептуального планирования других основных областей и использует имеющуюся информацию планирования для разработки концепции производственной логистики.
По этой причине планирование процесса логистики требует графа предшествования, модели рабочих смен, запланированного числа деталей, объема партии и расчетных значений продолжительности циклов. Благодаря взаимозависимостям решения по поставке и хранению продукции не могут приниматься по отдельности. Решения, касающиеся поставки, характеризуют стратегию поставки отдельных деталей, модулей или готовой продукции, что также оказывает влияние на сборку и создание производственных ресурсов (процесс A2.3.1.1). Подобное организационно-техническое обеспечение может выполняться, например, с помощью супермаркетов, двойных контейнеров, метода последовательной поставки и др., поэтому большая часть входных данных для предварительного (эскизного) планирования может использоваться для развития концепций поставки. Решения относительно хранения, наоборот, относятся к точному выбору транспортных контейнеров, например блистерной упаковки, решетчатых ящиков или контейнеров для мелких деталей (процесс A2.3.1.2). Соображения о форме контейнера, его объеме и простоте обращения, принимаемые во внимание при его выборе, оказывают непосредственное влияние на существующие возможности выбора. В центре внимания при разработке концепции выбора типа контейнера оказываются проблемы хранения и складирования материалов, и наоборот, в центре внимания проблем доставки продукции оказываются транспортные аспекты. Для обеспечения приемлемой логистики потребуются решения и в части поставок, и в части контейнеров. Как уже упоминалось выше, эти два производственных процесса не должны выполняться последовательно. В качестве конечного результата предварительного (эскизного) планирования будет обеспечиваться сочетание концепций поставки и выбора типа контейнера.
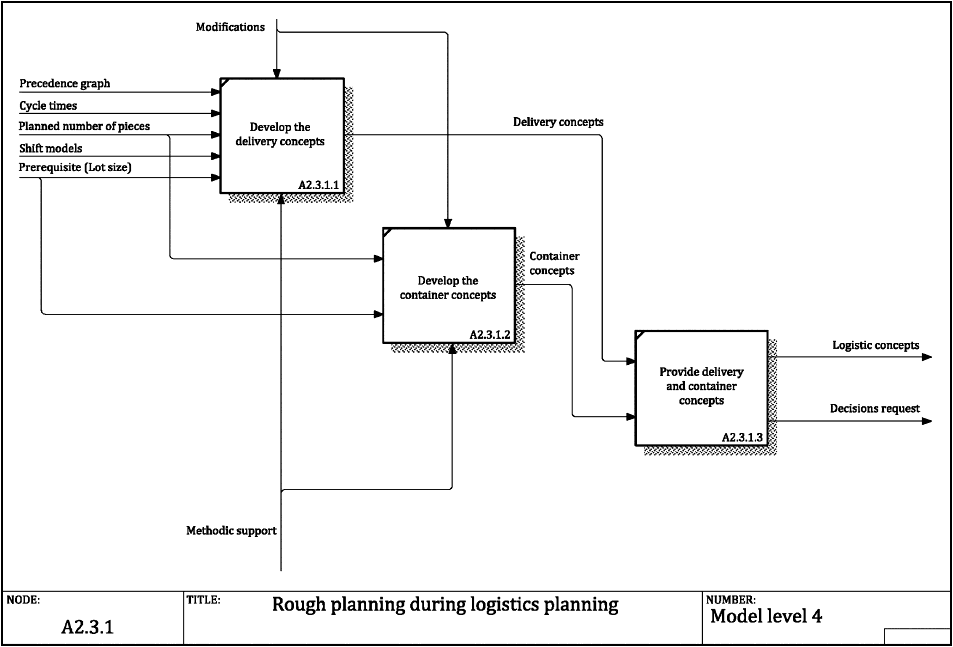 |
Modifications - модификации; Precedence graph - граф предшествования; Cycle times - продолжительности циклов; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Other requirements (Lot size) - другие требования (Объем партии); Methodic support - методическая поддержка; Developing the delivery concepts - разработка концепций поставки; Delivery concepts - концепции поставки; Developing the container concepts - разработка концепций контейнеров; Container concepts - концепции контейнеров; Providing delivery and container concepts - разработка концепций поставки и контейнеров; Logistics concepts - концепции логистики; Decisions request - запрос на принятие решений; Node: А2.3.1 - процесс: А2.3.1; Title: Rough planning during logistics planning - наименование: Предварительное (эскизное) планирование (в рамках планирования процесса погистики); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 15 - Структура предварительного (эскизного) планирования (в рамках процесса логистики) на уровне 4 модели
4.2.3.2 Обобщенная структура процесса A2.3.2 (уровень 4 модели)
Задачей на этапе детального планирования (см. рисунок 16) является разработка детальной концепции логистики. Помимо всего прочего, она будет включать в себя информацию относительно транспортирования контейнеров до места производства и обратно, информацию о времени цикла, разработанные модели рабочих смен, а также информацию о деталях, которые транспортируются в контейнерах и общем числе деталей, которые были в действительности транспортированы. Эту информацию необходимо рассматривать в качестве основных входных данных для определения оптимизированной концепции поставки и детальной концепции выбора типа контейнера.
В ходе детального планирования процесса логистики акцент должен делаться на понимании взаимодействий, которые действительно существуют в сложных производственных сетях. В настоящее время существует все более увеличивающийся объем методологической поддержки этого типа системной экспертизы, которая принимает форму знаний относительно взаимодействий и взаимозависимостей между различными подсистемами. Наиболее распространенный тип поддержки связан со стандартными методами планирования, например с картированием потока создания потребительской ценности, который позволяет получать наглядное и поддающееся передаче представление потоков создания потребительской ценности. Подобное отображение должно сочетаться с использованием статистических данных, поступающих из сборочных или производственных систем, на базе которых могут легко идентифицироваться ключевые процессы (процесс A2.3.2.1). Примерами ключевых процессов в потоке создания ценности являются т.н. "процессы задания ритма" в потоке создания ценностей, а также "узкие места" или накопление (хранение) запасов. Кроме того, на этапе детального планирования процесса логистики также можно обращаться к цифровым средствам и методам, которые позволяют получать еще более детальное представление о соответствующих взаимоотношениях. Типичным примером этого является моделирование, которое часто эффективно используют, например, в виде дискретной системы материальных потоков с целью валидации концепции на этапе детального планирования (перед началом каких-либо реальных капитальных вложений). С одной стороны, усилия, затрачиваемые на выполнение соответствующего моделирования, обычно значительно превышают таковые при использовании традиционных методов планирования, однако, с другой стороны, повышается уровень полученной информации и становится возможным многократное использование результатов планирования и моделей. При определении концепции внутренней логистики необходимо учитывать влияние различных вариантов формирования цепочки рабочих станций, которые могут варьироваться от различных получателей обрабатываемых изделий, например в виде структур из специальных объединительных блоков, и до рассмотрения различных вариантов концепций формирования производственно-технологических цепочек (процесс A2.3.2.2). Уровень детализации вариантной концепции внутренней логистики позволяет рассчитывать требуемые производственные ресурсы (процесс A2.3.2.3), а также, например, планы-графики работ по материально-техническому снабжению (процесс A2.3.2.4). На данном этапе детального планирования фиксируются все параметры, необходимые для создания концепции внутренней логистики. Основываясь на выбранном сценарии планирования поставки и концепции выбора типа контейнера, а также на требованиях к закупкам или распределительной логистике (к управлению поставщиками, транспортированию и т.д.), реализуется организационная концепция производственной логистики (процесс A2.3.2.5), которая будет представлять конечный результат этапа детального планирования, получаемый в рамках планирования процесса логистики.
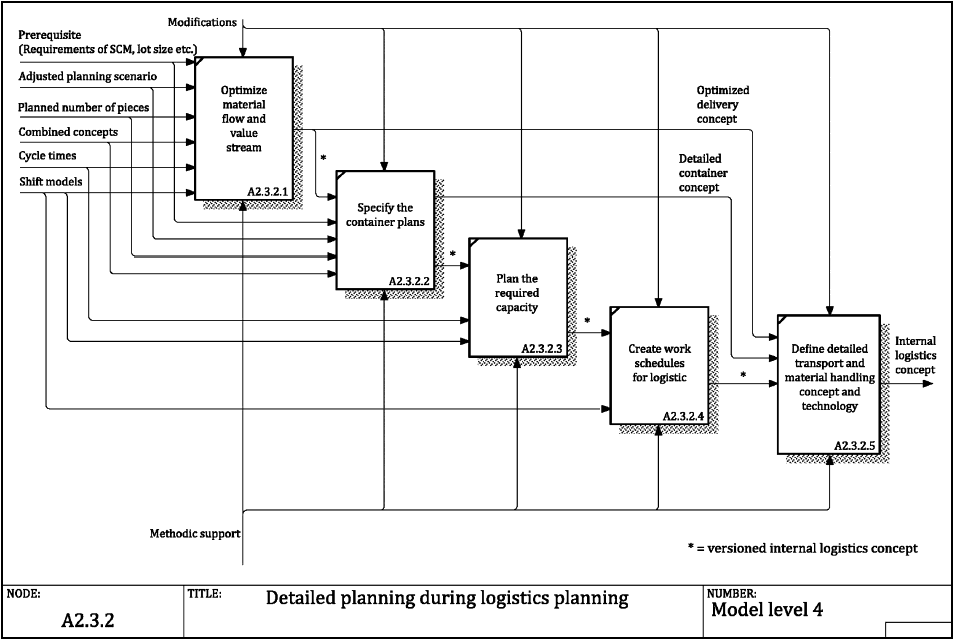 |
Modifications - модификации; Other requirements (Requirements of SCM, lot size etc.) - другие требования (требования к SCM, объему партии и т.п.); Adjusted planning scenario - скорректированные сценарии планирования; Planned number of pieces - плановое число деталей; Combined concepts - комбинированные концепции; Cycle times - продолжительности циклов; Shift models - модели рабочих смен; Methodic support - методическая поддержка; Optimizing material flow and value stream - оптимизация материальных потоков и потоков создания ценности; Specifying the container plans - определение планов для контейнеров; planning the required capactity - планирование требуемых производственных мощностей; Create work schedules for logistic - создание рабочих графиков логистики; Defining detailed transport and material handling concept and technology - определение детальной концепции транспортирования и обработки материалов и технологии; Optimized delivery concept - оптимизированная концепция поставок; Detailed container concept - детальная концепция для контейнеров; Internal logistics concept - концепция внутренней логистики; * =versioned internal logistics concept - * =изменяемая концепция внутренней логистики; Node: А2.3.2 - процесс: А2.3.2; Title: Detailed planning during logistics planning - наименование: Детальное планирование (в рамках планирования процесса логистики); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 16 - Структура детального планирования (в рамках планирования процесса логистики) на уровне 4 модели
4.2.4 Обобщенная структура процесса A2.4 (уровень 3 модели)
Для гарантии оптимального размещения производственных ресурсов в рабочей области планирование процесса компоновки должно быть тесно связано с остальными областями планирования (см. рисунок 17). Для подобного оптимального планирования должны предоставляться знания и опыт, накопленные в других областях планирования и на других этапах планирования. При планировании процесса компоновки должны использоваться концепции планирования, принятые в других областях, с целью выработки и детализации концепции компоновки на этапах планирования.
При оценке требуемых производственных площадей следует учитывать ресурсы, количество и параметры рабочих станций (процесс A2.4.1). Кроме того, компоновка должна принимать во внимание размеры области, транспортные маршруты, площади для заготовки материалов и вспомогательные площади (например, площади для установки санитарно-технического оборудования). Для минимизации транспортных расходов, часто планируется работа ресурсоемкого транспорта с целью разработки наиболее коротких маршрутов транспортирования. В результате этого общая компоновка будет представлять собой совокупность компоновок производственных сооружений, установок и систем, которая также должна учитывать непрерывные связи между областями сборки и производства продукции (процесс A2.4.2). Конечным результатом на данном этапе планирования является определение компоновки, включающее в себя точное, зафиксированное пространственное расположение станков и производственных сооружений, подачу энергии и утилизацию вспомогательных материалов (а также маршрутов и областей утилизации). В уже определенной на предприятии компоновке следует рассматривать все существующие структурные ограничения.
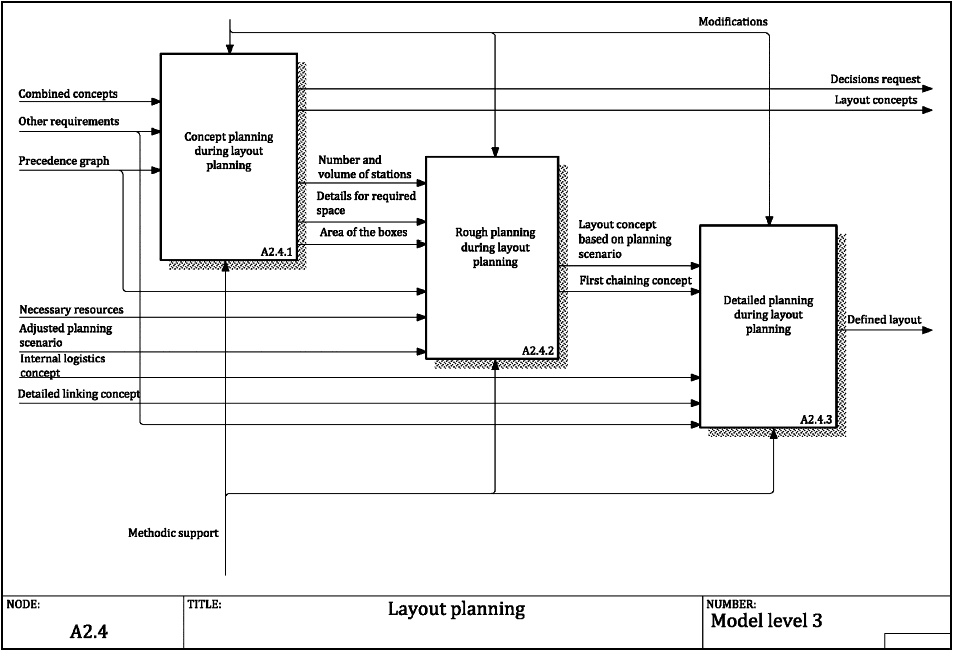 |
Combined concepts - комбинированные концепции; Other requirements - другие требования; Precedence graph - граф предшествования; Necessary resources - необходимые ресурсы; Adjusted planning scenario - скорректированный сценарий планирования; Internal logistics concept - концепция внутренней логистики; Detailed linking concept - детальная концепция связей; Methodic support - методическая поддержка; Concept planning during layout planning - концептуальное планирование процесса компоновки; Number and volume of stations - количество и параметры рабочих станций; Details for required space - детали для требуемого пространства; Area of the boxes - обпасть для ящиков; Rough planning during layout planning - предварительное (эскизное) планирование процесса компоновки; Layout concept based on planning scenario - концепция компоновки, основанная на сценариях планирования; First chaining concept - первичная концепция формирования производственной цепочки; Detailed planning during layout planning - детальное планирование процесса компоновки; Modifications - модификации; Decisions request - запрос на принятие решений; Layout concepts - концепции компоновки; Defined layout - определенная компоновка; Node: А2.4 - процесс: А2.4; Title: Layout planning - наименование: Планирование процесса компоновки; Number: Model level 3 - номер: Уровень 3 модели
Рисунок 17 - Структура процесса планирования компоновки на уровне 3 модели
4.2.4.1 Обобщенная структура процесса A2.4.1 (уровень 4 модели)
Высокая степень взаимозависимости между планированием производства, процессами сборки и компоновки также оказывает влияние на концепцию планирования процесса компоновки (см. рисунок 18).
Таким образом, выходными параметрами при планировании процесса сборки (например, граф предшествования, тип и количество рабочих станций), определенными с помощью концепций планирования, являются непрерывно вводимые в процесс концептуального планирования параметры. Ориентировочное количество, тип и размеры рабочих станций, зависящие от вида рассматриваемой продукции, также являются вводимыми параметрами. Помимо планирования процесса сборки на этапе концептуального планирования, на этом же этапе проводится и планирование процесса компоновки, с целью выяснения характера и объема требований к исходным концепциям (процесс A2.4.1.1). При этом особенно важно провести предварительную оценку, чтобы еще на раннем этапе рассмотреть вопрос о планировании процесса компоновки во взаимосвязи с остальными концепциями планирования с целью корректировки сценария планирования. Концепции компоновки в дальнейшем могут рассматриваться в рамках стандартного процесса, например, оценка затрат, что необходимо из-за наличия корреляции между затратами и требованиями к рабочему пространству. После определения этого пространства для разработанных концепций становятся приемлемыми несколько концепций компоновки. Кроме того, конечным результатом этапа концептуального планирования является количество и параметры рабочих станций, а также определение площадей под ящики.
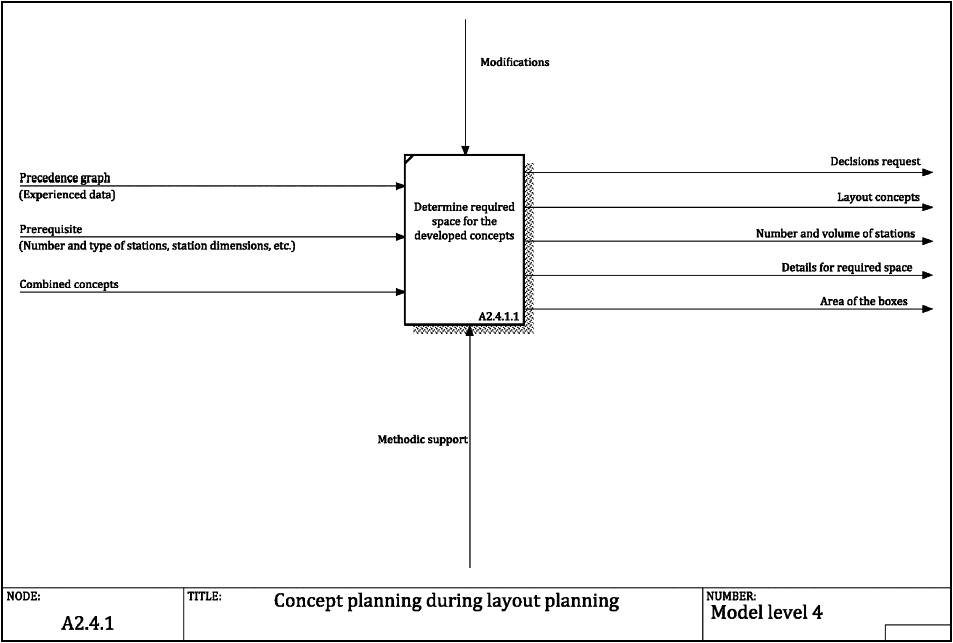 |
Modifications - модификации; Precedence graph (Experienced data) - граф предшествования (опытные данные); Other requirements (Number and type of stations, station dimensions, etc.) - другие требования (количество и тип рабочих станций, их параметры и т.п.); Combined concepts - комбинированные концепции; Determining required space for the developed concepts - определение требуемого пространства для разработанных концепций; Methodic support - методическая поддержка; Decisions request - запрос на принятие решений; Layout concepts - концепции компоновки; Number and volume of stations - количество и параметры рабочих станций и т.п.; Details for required space - детали требуемого пространства; Area of the boxes - область для ящиков; Node: А2.4.1 - процесс: А2.4.1; Title: Concept planning during layout planning - наименование: Концептуальное планирование (в рамках планирования процесса компоновки); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 18 - Структура процесса концептуального планирования размещения (в рамках планирования процесса компоновки) на уровне 4 модели
4.2.4.2 Обобщенная структура процесса A2.4.2 (уровень 4 модели)
В ходе предварительного (эскизного) планирования концепция компоновки формируется на основе разработанного графа предшествования, необходимых ресурсов, области для ящиков, описаний требуемого пространства и концепций компоновки, полученных на этапе концептуального планирования компоновки (см. рисунок 19).
Сформированная компоновка характеризует дальнейшее развитие ориентировочных требований к рабочему пространству, которые оценивались в концепциях компоновки на этапе концептуального планирования. Эта компоновка основывается на скорректированном сценарии планирования, полученном с помощью межобластного укрупнения. При этом становятся известными ориентировочный объем сборочных и производственных ресурсов, поэтому на этапе предварительного (эскизного) планирования (A2.4.2.1) можно выполнять объемное (пространственное) планирование процесса компоновки. В ходе этой операции становится все более доступным использование возможностей отображения цифровых параметров планирования, сочетающееся с поддержкой планирования путем использования физических прототипов (например, моделей из картона). Наряду с пространственным представлением, необходимо также разрабатывать и первичные концепции построения цепочки, которые характеризуют реальное общепринятое отображение технологических цепочек, определенных в областях планирования процессов производства и сборки. На основе этих технологических цепочек также проводится закрепление компонентов за конкретными этапами производства. На технологическом уровне необходимо принять решение о том, каким образом эти компоненты должны транспортироваться между различными рабочими местами, а также как эти рабочие места должны упорядочиваться при поточном производстве и сборке, однако детальная конфигурация этой последовательности формирования технологических цепочек не должна определяться до окончания этапа детального планирования.
Таким образом, концепция компоновки, основанная на сценарии планирования и первичной концепции формирования производственно-технологических цепочек, представляет собой конечный результат на этапе предварительного (эскизного) планирования (в рамках планирования процесса компоновки).
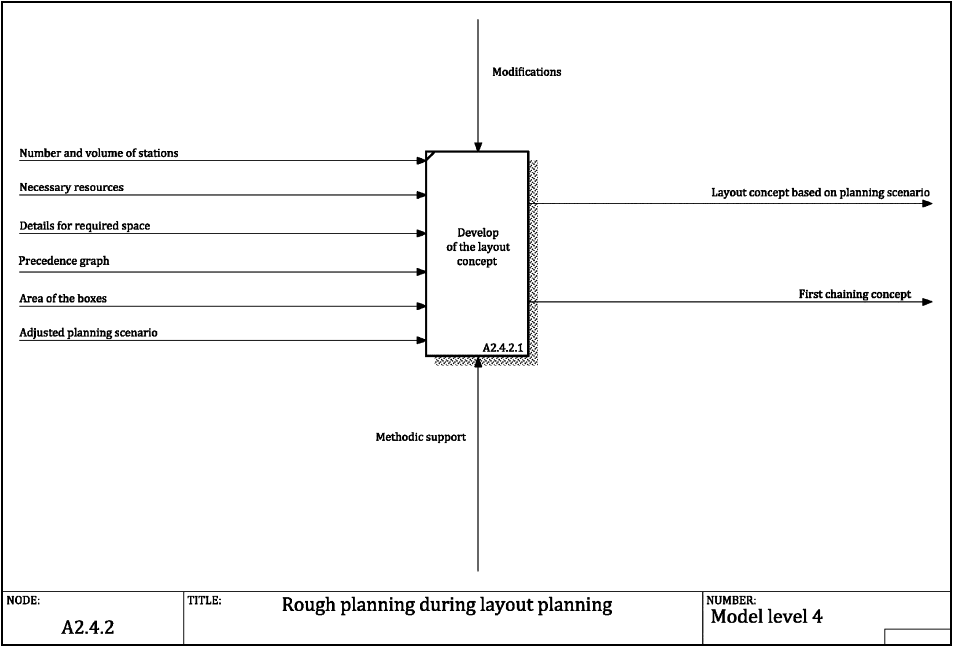 |
Modifications - модификации; Number and volume of stations - количество и параметры рабочих станций; Necessary resources - необходимые ресурсы; Details for required space - описания требуемого пространства; Precedence graph - граф предшествования; Area of the boxes - область для ящиков; Adjusted planning scenario - скорректированные сценарии планирования; Methodic support - методическая поддержка; Developing of the layout concept - разработка концепции компоновки; Layout concept based on planning scenario - концепция компоновки, основанная на сценариях планирования; First chaining concept - первичная концепция производственной цепочки; Node: А2.4.2 - процесс: А2.4.2; Title: Rough planning during layout planning - наименование: Предварительное (эскизное) планирование (в рамках планирования процесса компоновки); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 19 - Структура процесса предварительного (эскизного) планирования (в рамках планирования процесса компоновки) на уровне 4 модели
4.2.4.3 Обобщенная структура процесса A2.4.3 (уровень 4 модели)
Детальное планирование (в рамках планирования процесса компоновки), приведенное на рисунке 20, дает представление об общей компоновке, сочетающей в себе компоновки производственных сооружений, установок и систем и поэтому учитывающей последовательные связи между областями производства и сборки продукции.
На этапе детального планирования завершается определение пространственного расположения всех рабочих станций и производственных ресурсов (процесс A2.4.3.1). Также на этом этапе определяется точное, фиксированное пространственное расположения станков и производственных сооружений, подача мощностей и утилизация вспомогательных материалов (ее маршрутов и областей). Аналогично статическим ограничениям, например, обусловленным существующими структурными ограничениями в строительстве, ограничения, обусловленные подачей света, электричества, воды и др., накладывают ограничения на компоновку и также должны учитываться на этапе детального планирования. С использованием всей этой информации формируется окончательная и обязывающая компоновка, которая становится конечным результатом на этапе детального планирования (процесс A2.4.3.2).
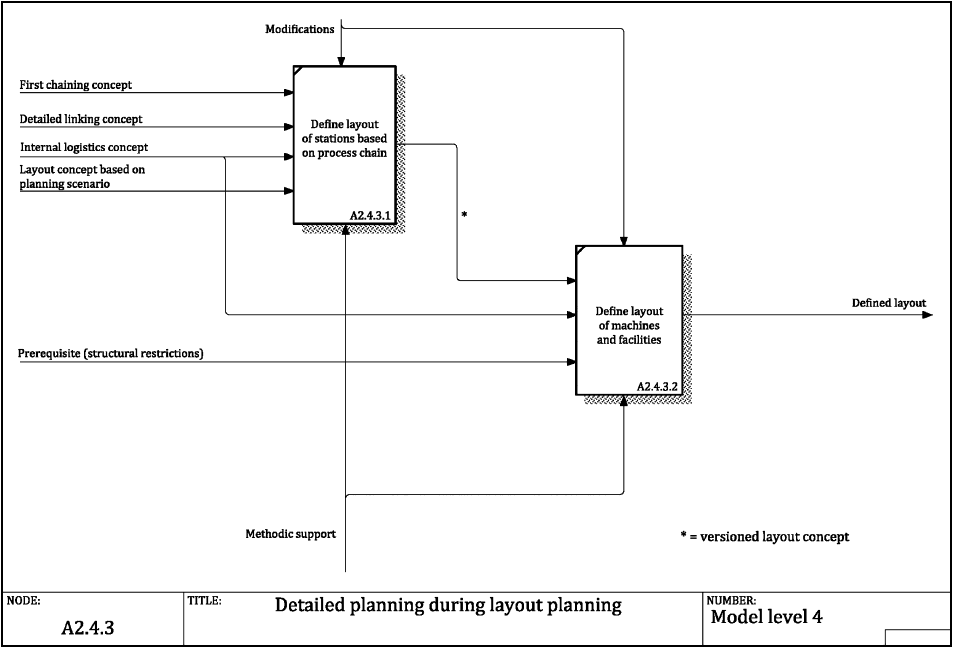 |
Modifications - модификации; First chaining concept - первичная концепция производственной цепочки; Detailed linking concept - детальная концепция связей; Internal logistics concept - концепция внутренней логистики; Layout concept based on planning scenario - концепция компоновки, основанная на сценариях планирования; Other requirements (structural restrictions) - другие требования (структурные ограничения); Methodic support - методическая поддержка; Defining layout of stations based on process chain - определение компоновки рабочих станций, основанной на производственной цепочке; Versioned layout concept - изменяемая концепция компоновки; Defining layout of machines and facilities - определение компоновки станков и производственных помещений; Defined layout - определенная компоновка; Node: А2.4.3 - процесс: А2.4.3; Title: Detailed planning during layout planning - наименование: Детальное планирование (в рамках планирования процесса компоновки); Number: Model level 4 - номер: Уровень 4 модели
Рисунок 20 - Структура процесса детального планирования (в рамках планирования процесса компоновки) на уровне 4 модели
4.3 Функции, связанные с планированием
В отличие от основной области планирования, структура связанных функций планирования не совпадает со структурой остальных областей, основанных на степени зрелости. Внутреннее объединение выходных данных, не рассмотренных ранее функций планирования проводится в рамках связанных функций планирования, которые способны реализовать такие операции, как объединение разработанных концепций планирования на различных этапах планирования или по запросу на принятие решения в области управления. Другим аспектом связанных функций планирования является управление производственным процессом, которое выполняется одновременно с изготовлением продукции. При необходимости внесения каких-либо изменений в требования к планированию или в ограничения управление производственным процессом будет способно инициализировать новую итерацию для того процесса планирования, на который распространяются эти изменения. Подробное описание производственной деятельности в рамках соответствующих функций планирования приведено в приложении А.
Приложение А
(обязательное)
Обзор функций, связанных с планированием
A.1 Обобщенная структура процесса A3 (уровень 2 модели)
Структура функций, связанных с планированием (см. рисунок А.1), содержит функции планирования, имеющие междисциплинарный характер. При этом необходимо объединять, обогащать и корректировать некоторые выходные данные, получаемые из основных областей планирования. Обработка необходимой информации в большой степени зависит от одновременного рассмотрения таких межобластных видов информации, как временные аспекты, концепции и MBOM-входные данные. Межобластное укрупнение обеспечивает получение скорректированных сценариев планирования, которые могут оказывать значительное влияние на детальное планирование в основных областях планирования, а также на управление производственным процессом.
Функции, связанные с планированием, обеспечивают передачу выбранного сценария планирования и соответствующей информации о нем из области планирования в конечную производственную систему (см. процесс A3.2 на рисунке А.1). Управление производственным процессом может приводить к выполнению следующей итерации этого процесса, при которой будет формироваться обновленный план-график работ, совершенствующий производственную систему. Требование выполнения следующей итерации инициализирует процессы непрерывного совершенствования производства или изменение базовых условий, описанных в 4.1, и заканчивается разработкой/выпуском окончательного плана-графика работ, указывающего на завершение процесса управления производством.
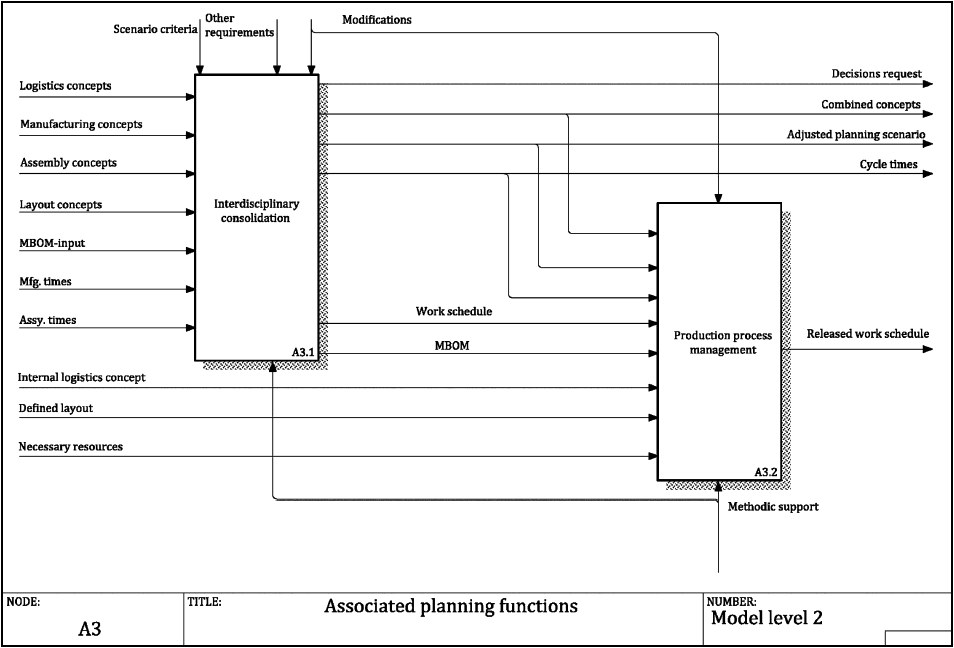 |
Scenario criteria - критерии выбора сценариев; Other requirements - другие требования; Modifications - модификации; Logistics concepts - концепции логистики; Manufacturing concepts - концепции производства; Assembly concepts - концепции сборки; Layout concepts - концепции компоновки; MBOM-input - МВОМ-входные данные; Mfg.times - продолжительности циклов производства; Assy. times - циклы сборки; Internal logistics concept - концепция внутренней логистики; Defined layout - определенная компоновка; Necessary resources - необходимые ресурсы; Interdisciplinary consolidation - межотраслевая консолидация; Work schedule - план-график работ; МВОМ - производственная спецификация изделия; Production process management - управление производственными процессами; Methodic support - методическая поддержка; Decisions request - запрос на принятие решений; Combined concepts - комбинированные концепции; Adjusted planning scenario - скорректированные сценарии планирования; Cycle times - продопжительности циклов; Released work schedule - план-график выполненных работ; Node: A3 - процесс: A3; Title: Associated planning functions - наименование: Функции, связанные с планированием; Number: Model level 2 - номер: Уровень 2 модели
Рисунок A.1 - Структура процесса с функциями, связанными с планированием, на уровне 2 модели
A.1.1 Обобщенная структура процесса A3.1 (уровень 3 модели)
Межобластное укрупнение содержит три основные операции обработки информации. Для объединения соответствующей информации, собранной из всех областей планирования, межобластное укрупнение позволяет формировать интегрированную MBOM-ведомость, основываясь при этом на MBOM-входных данных (см. процесс A3.1.1 на рисунке А.2). Интегрированная MBOM-ведомость в дальнейшем будет использоваться для получения невыпускаемого плана-графика работ (см. процесс A3.1.8 на рисунке А.2) и передаваться для управления производственным процессом. Детальные выходные данные из таких основных областей планирования, как продолжительность циклов изготовления и сборки, вычисляются в рамках процесса межобластного укрупнения.
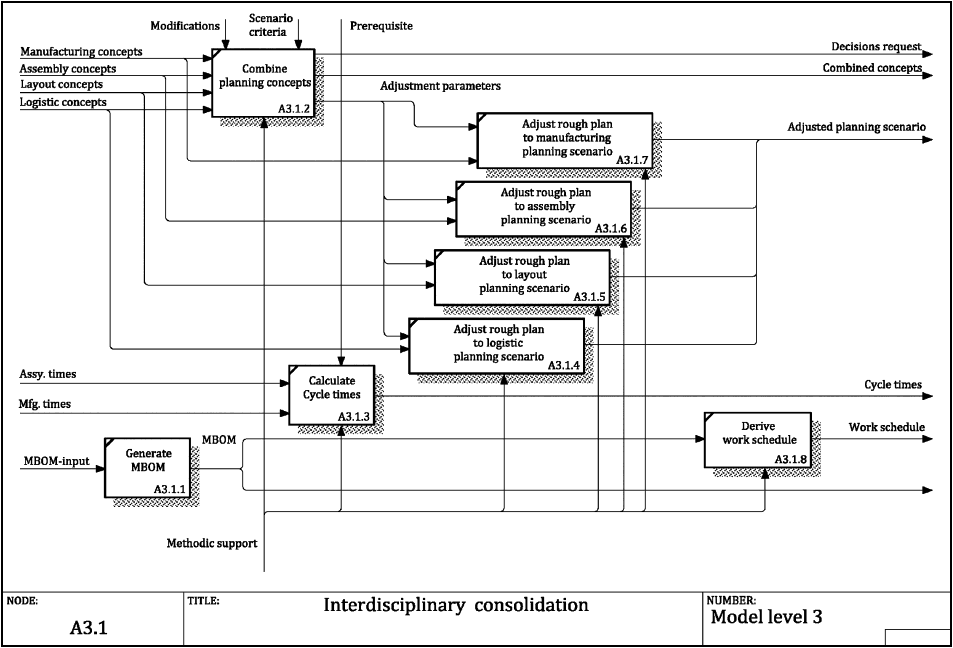 |
Modifications - модификации; Scenario criteria - критерии выбора сценариев; Other requirements - другие требования; Manufacturing concepts - концепции производства; Assembly concepts - концепции сборки; Layout concepts - концепции компоновки; Logistics concepts - концепции логистики; Combining planning concepts - объединение концепций планирования; Assy. times - циклы сборки; Mfg.times - продолжительности циклов производства; MBOM-input - МВОМ-входные данные; Generating МВОМ - формирование МВОМ-ведомости; МВОМ - производственная спецификация изделия; Methodic support - методическая поддержка; Calculate Cycle times - расчет продолжительности циклов; Adjustment parameters - корректировка параметров; Adjusting rough plan to manufacturing planning scenario - корректировка предварительного (эскизного) плана для сценария производственного планирования; Adjusting rough plan to assembly planning scenario - корректировка предварительного (эскизного) плана для сценария планирования процесса сборки; Adjusting rough plan to layout planning scenario - корректировка предварительного (эскизного) плана для сценария планирования компоновки; Adjusting rough plan to logistic planning scenario - корректировка предварительного (эскизного) плана для сценария планирования логистики; Decisions request - запрос на принятие решений; Combined concepts - комбинированные концепции; Adjusted planning scenario - скорректированные сценарии планирования; Cycle times - продолжительности циклов; Work schedule - план-график работ; Derive work schedule - разработка плана-графика работ; Node: А3.1 - процесс: А3.1; Title: Interdisciplinary consolidation - наименование: Межобластное укрупнение; Number: Model level 3 - номер: Уровень 3 модели
Рисунок A.2 - Структура процесса межобластного укрупнения на уровне 3 модели
A.1.2 Обобщенная структура процесса A3.2 (уровень 3 модели)
Управление производственными процессами можно рассматривать само по себе в качестве степени зрелости, но оно не может структурироваться или закрепляться за одной из областей планирования. Для аттестации поставляемых товаров необходимо рассмотреть необработанные детали, ресурсы (см. процесс A3.2.1 на рисунке А.3) и различную информацию, объединенную в MBOM-входных данных. В результате этого формируется и передается разрешение на запуск (например, деталей и ресурсов). План-график работ, получаемый из MBOM-входных данных, представляет собой базовую информацию для проверки производственных мощностей. Продолжительность циклов и необходимые ресурсы определяют условия ограничений. Следует рассматривать отобранные и скорректированные сценарии планирования, а также объединенные концепции планирования, поскольку это необходимо для разработки планов уже имеющихся производственных мощностей и их передачи в производство. Для вывода производства на рабочий режим собранную и сформированную информацию (в рамках управления производственным процессом) необходимо подготовить для выпуска плана-графика работ (см. процесс A3.2.3 на рисунке А.3).
Управление производственным процессом обеспечивает создание первичного плана-графика работ. Модификации и непрерывное совершенствование процессов могут приводить к последующей итерации функции планирования и таким же образом к управлению процессом производства (см. рисунок А.1 и 3.1.4). Каждая итерация планирования на этапе производства должна приводить к обновлению плана-графика работ.
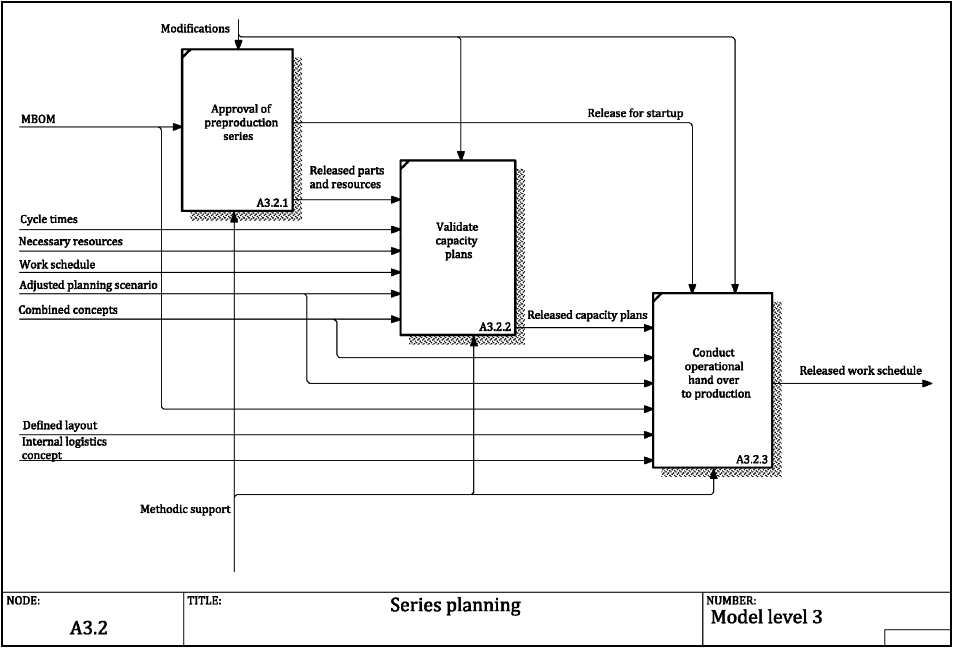 |
Modifications - модификации; MBOM - производственная спецификация изделия; Cycle times - подолжительности циклов; Necessary resources - нобходимые ресурсы; Work schedule - план-график работ; Adjusted planning scenario - скорректированный сценарий планирования; Combined concepts - объединенные концепции; Defined layout - определенная компоновка; Internal logistics concept - концепция внутренней логистики; Methodic support - методическая поддержка; Approval of preproduction series - аттестация опытной партии; Released parts and resources - выпущенные детали и ресурсы; Validating capacity plans - валидация планов производственных мощностей; Release for startup - разрешение на запуск; Released capacity plans - утвержденные планы производственных мощностей; Conducting operational hand over to production - осуществление рабочего перехода к производству; Released work schedule - утвержденный план-график работ; Node: А3.2 - процесс: А3.2; Title: Production process management - наименование: Управление производственными процессами; Number: Model level 3 - номер: Уровень 3 модели
Рисунок A.3 - Структура управления производственными процессами на уровне 3 модели
Приложение B
(справочное)
Области производственного планирования
B.1 Общие положения
На рисунке В.1 приведено множество аспектов планирования в рамках жизненного цикла продукции.
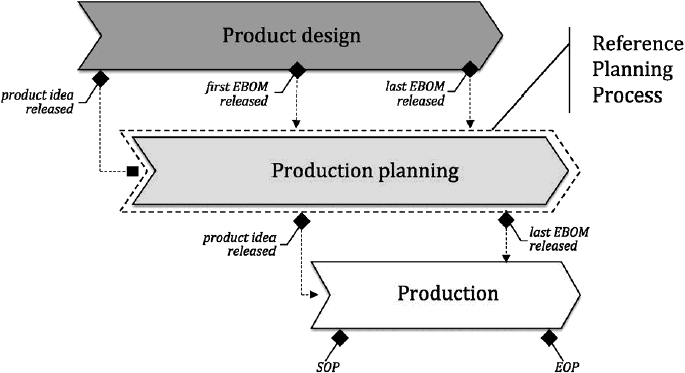 |
Product design - разработка продукции; Product idea released - реализованный замысел продукции; first EBOM released - первая из реализованных ЕВОМ-ведомостей; last EBOM released - последняя из реализованных ЕВОМ-ведомостей; Reference Planning Process - стандартный процесс планирования; Production planning - планирование производства; Product idea released - реализованный замысел продукции; last EBOM released - последняя из реализованных ЕВОМ-ведомостей; Production - производство; SOP - начало производства; EOP - завершение производства; EBOM (Engineering Bill Of Material) - конструкторская спецификация/состав изделия (EBOM); MBOM Manufacturing Bill Of Material - производственная спецификация изделия
Рисунок B.1 - Классификация стандартного процесса планирования (в рамках производственного планирования)
B.2 Планирование производства
Планирование производства отвечает за планирование технологий, необходимых для изготовления продукции. При этом в процессе детального планирования особенно важно учитывать входные параметры, выбирать приемлемые производственные технологии, определять последовательность выполняемых рабочих операций и причины использования выбираемых в дальнейшем процедур. При планировании производства также необходимо детально определять способ изготовления продукции (промежуточной продукции) из заготовок. Кроме того, выполнение требований к технологиям производства, которые необходимы для достижения намеченных целей в части обеспечения качества продукции и экономии с использованием имеющихся ресурсов, имеет решающее значение. В процессе планирования следует учитывать ограничения, накладываемые на процесс планирования, и встраивать их в процесс принятия решений. Подводя итог, следует отметить необходимость определения производственных технологий и этапов производства для изготовления изделий из заготовок (с учетом существующих базовых условий и заданных характеристик продукции). Следующей задачей планирования производства будет определение перспективной конструкции и задание компонентов производственной системы, связанное с количественными, качественными и временными соображениями и зависящее от запланированного производственного процесса. Кроме того, в процессе планирования производства проектирование рабочих систем выполняется независимо от заказа конкретного клиента, что отличает процесс планирования производства от повторяющихся время от времени заданий, входящих в состав работ календарного планирования, которые соответствуют конкретным заказам клиентов. В результате, планирование производства создает основу для планирования процессов сборки, логистики и компоновки.
B.3 Планирование процесса логистики
При планировании процесса логистики необходимо, например, определять способы доставки и складирования деталей, а также их количество. Оптимизированное планирование процесса логистики позволяет вести производство при низком уровне запасов и минимальных затратах, одновременно обеспечивая оперативность и гибкость производства. С точки зрения сроков планирование процесса логистики можно разделить на две области:
- стратегическое/тактические планирование процесса логистики перед началом производства (SOP);
- оперативное планирование процесса логистики после начала производства (SOP).
Планирование процессов логистики перед началом производства имеет стратегический характер и оказывает значительное влияние на последующие затраты на производственные процессы. Подобное планирование перед началом производства отвечает за основные численные значения показателей, например внутренние капиталовложения (например, приобретение контейнеров) или необходимые затраты на внешнюю логистику (например, транспортные расходы). На основе проведенного стратегического планирования процесса логистики перед началом производства может выполняться тактическое логистическое планирование, главной задачей которого является детальное планирование процессов логистики и структур, а также предоставление материально-технических ресурсов. При оперативном планировании процесса логистики конкретизируются требования, которые вытекают из результатов тактического планирования и их реализации в различных сферах деятельности компании (например, при проектировании путей транспортирования и процессов складирования продукции).
B.4 Планирование процесса сборки
Сборка в данном контексте относится к процессу комплектования модулей, деталей и бесструктурных материалов для создания той или иной продукции. Поскольку сборка зачастую является последним этапом создания продукции, практически все изменения, вносимые на вышестоящих этапах производства, должны воздействовать на нее. Последнее означает, что сборочные системы должны быть очень гибкими с учетом возможностей быстрой адаптации к этим изменениям. По этой причине планирование процессов сборки должно включать рассмотрение большого числа процессов для получения изделия с заранее определенными формами. Первичными функциями сборки являются различные типы операций соединения и сочленения; вторичные функции сборки не вносят непосредственного вклада в сборочные операции. Из-за значительного влияния процесса проектирования на планирование процессов сборки его часто подразделяют на две последовательности выполняемых операций планирования:
- планирование процесса сборки после завершения проектных работ;
- планирование процесса сборки параллельно с проведением проектных работ.
Поскольку параллельное планирование процессов сборки приводит к значительному сокращению общего времени разработки продукции, в дальнейшем будет предполагаться именно этот режим планирования. Точки синхронизации также позволяют на ранних этапах гармонизировать связанные процессы, тем самым усиливая вышеупомянутый эффект.
B.5 Планирование процесса компоновки
При планировании процессов компоновки особое внимание следует уделять информации, получаемой из сегмента цепочек производственных процессов. При распределении рабочих ресурсов по доступному рабочему пространству необходимо принимать в расчет следующие критерии:
- приемлемый поток материалов;
- оптимизированное разделение рабочих областей и пространств;
- эргономичные рабочие условия, удобные для операторов;
- высокая степень гибкости систем и оборудования.
В самых общих чертах, эти критерии характеризуются разделением планирования процессов компоновки на четыре стандартные компонента: поток материалов, инфраструктура, операции и проектирование инженерных систем. В процессе планирования структуры компоновки можно определить возможность альтернативных компоновок путем присвоения различных весовых коэффициентов (коэффициентов значимости) вышеупомянутым критериям. Кроме того, компоновка должна учитывать размеры области, транспортные маршруты, области для предоставления материалов и вспомогательные области (например, области для санитарно-технического оборудования). Для минимизации транспортных расходов планируются такие виды деятельности трудоемкого транспорта, как определение наиболее коротких транспортных маршрутов. В результате этого общая компоновка будет представлять собой сочетание компоновок производственных сооружений, установок и систем, и должна учитывать непрерывные связи между сборочными и производственными участками. Последнее означает, что общая компоновка обеспечивает графическое документирование рабочего состояния, которое либо планируется, либо уже реализовано, в том числе и документирование альтернативных вариантов. Данный аспект планирования процессов компоновки формируется на этапе планирования, который связан с уже упоминавшимся выше уровнем зрелости. Уровень детализации будет непрерывно уточняться. В случае сложной и обширной общей системы может понадобиться подразделять ее на подсистемы для обеспечения ясности общей компоновки.
Приложение С
(справочное)
Объектно-процессуальные диаграммы
В дополнение к графическому абстрактному изображению (диаграмме) детальных производственных мероприятий [с использованием обозначений SADT-метода (метода структурного анализа и проектирования] в разделе 4 на схемах стандартного процесса планирования в настоящем приложении используются обозначения ИСО/ПАС 19450. Объектно-процессуальная диаграмма приводится для первых двух уровней стандартного процесса планирования (см. рисунок 3).
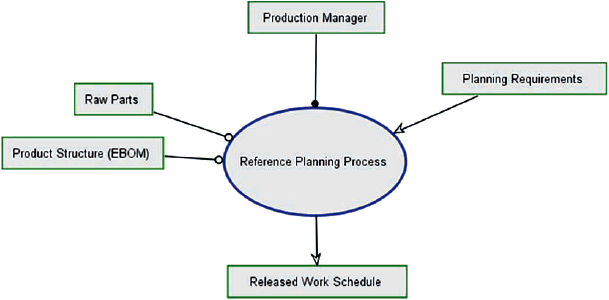 |
Production Manager - менеджер по продукции; Raw Parts - необработанные детали (заготовки); Product Structure (EBOM) - структура изделия (EBOM); Reference Planning Process - стандартный процесс планирования; Planning Requirements - требования к планированию; Released Work Schedule - утвержденный план-график работ
Рисунок C.1 - Диаграмма корневого уровня стандартного процесса планирования
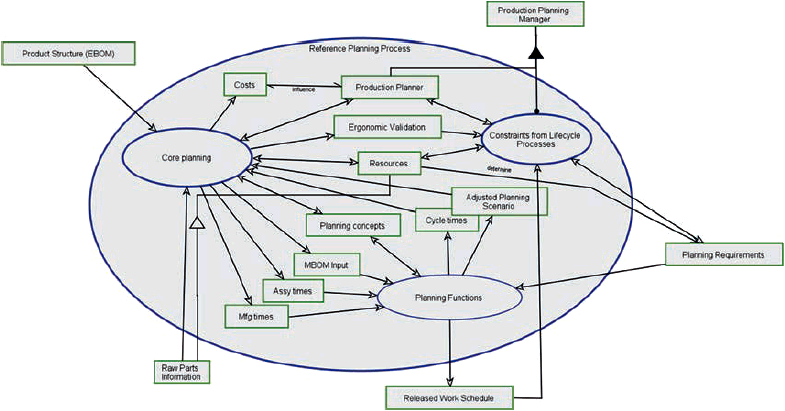 |
Product Structure (EBOM) - структура изделия (EBOM); Reference Planning Process - стандартный процесс планирования; Production Planning Manager - менеджер по планированию продукции; Costs - затраты; influence - влияние; Production Planner - проектировщик производства; Core planning - оперативное (основное) планирование; Ergonomic Validation - эргономическая валидация; Constraints from Lifecycle Processes - ограничения из-за процессов жизненного цикла; Resources - ресурсы; defermine - определяют; Adjusted Planning Scenario - скорректированный сценарий планирования; Planning concepts - концепции планирования; Cycle times - продолжительность циклов; Planning Requirements - требования к планированию; MBOM input - MBOM-входные данные; Assy times - продолжительность циклов сборки; Planning Functions - функции планирования; Mfg times - продолжительность циклов изготовления; Raw Parts Information - информация о необработанных деталях (заготовках); Released Work Schedule - утвержденный план-график работ
Рисунок C.2 - Диаграмма разбиения стандартного процесса планирования
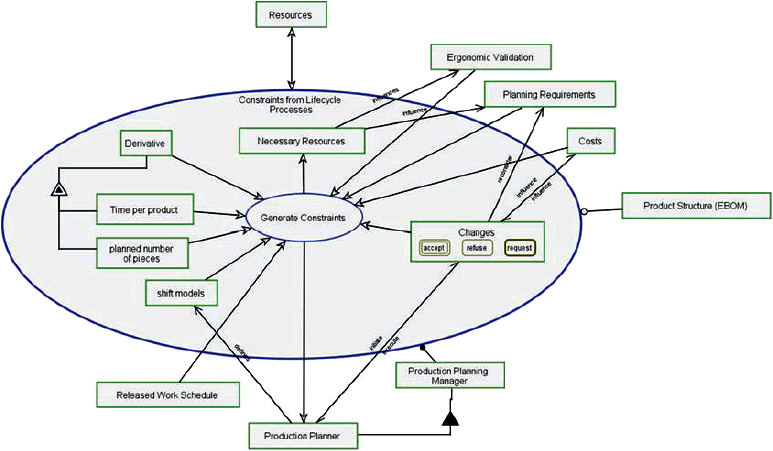 |
Resources - ресурсы; Ergonomic Validation - эргономическая валидация; Constraints from Lifecycle Processes - ограничения из-за процессов жизненного цикла; influence - оказывают влияние; Planning Requirements - требования к планированию; Costs - затраты; Product Structure (EBOM) - структура изделия (EBOM); reconsider - пересмотр; Changes - изменения; accept - прием; refuse - сброс; request - запрос; Necessary Resources - необходимые ресурсы; Derivative - модификация; Time per product - время на единицу продукции; Planned number of pieces - плановое число деталей; Shift models - модели рабочих смен; Generate Constraints - формирование ограничений; defines - определяет; initiate - инициирует; execute - выполняет; Released Work Schedule - утвержденный план-график работ; Production Planner - проектировщик производства; Production Planning Manager - менеджер по планированию продукции
Рисунок C.3 - Диаграмма ограничений, обусловленных процессами жизненного цикла
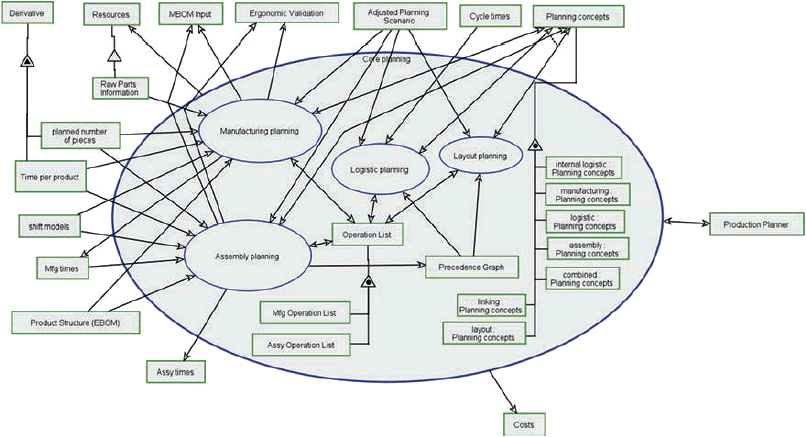 |
Derivative - модификация; Resources - ресурсы; MBOM input - МВОМ-входные данные; Ergonomic Validation - эргономическая валидация; Adjusted Planning Scenario - скорректированный сценарий планирования; Cycle times - продолжительность циклов; Planning concepts - концепции планирования; Core planning - корневое планирование; Raw Parts Information - информация о необработанных деталях (заготовках); Planned number of pieces - плановое число деталей; Time per product - время на единицу продукции; Shift models - модели рабочих смен; Mfg times - продолжительность циклов изготовления; Product Structure (EBOM) - структура изделия (EBOM); Assy times - продолжительность циклов сборки; Manufacturing planning - планирование производства; Logistic planning - планирование логистики; Layout planning - планирование компоновки; Assembly planning - планирование процессов сборки; Operation list - перечень операций; Mfg Operation list - список производственных операций; Assy Operation list - список сборочных операций; Precedence Graph - граф предшествования; Linking: Planning concepts - связи: Концепции планирования; Layout: Planning concepts - компоновка: Концепции планирования; Costs - затраты; internal logistic: Planning concepts - внутренняя логистика: Концепции планирования; Manufacturing: Planning concepts - производство: Концепции планирования; logistic: Planning concepts - логистика: Концепции планирования; assembly: Planning concepts - сборка: Концепции планирования; combined: Planning concepts - объединенная: Концепции планирования; Production Planner - проектировщик производства
Рисунок C.4 - Диаграмма процессов коренного планирования
Библиография
[1] | Barkmeyer E.J. (1996). Эталонная архитектура SIMA - Часть 1. Функциональные модели, Межведомственный внутренний отчет NIST (NISTIR) 5939, Национальный институт стандартов и технологий, Гейзенбург, MD |
[2] | Feng S. (1996) Функциональная модель планирования процессов механической обработки для системной интеграции, Межведомственный внутренний отчет NIST (NISTIR) 5808, Национальный институт стандартов и технологий, Гейзенбург, MD |
[3] | IEC 62264-1:2013, Enterprise-control system integration - Part 1: Models and terminology (Интеграция систем управления предприятием. Часть 1. Модели и терминология) |
[4] | IEC 62264-3:2007, Enterprise-control system integration - Part 3: Activity models of manufacturrng operates management (Интеграция систем управления предприятием. Часть 3. Функциональные модели управления производственными операциями) |
[5] | ISO/TS 10303-5001:2010, Industrial automataion systems and integration - Product data representation and exchange - Part 5001: Guidance on the usage of ISO 10303-214 for gear units (Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 5001. Руководство по использованию ИСО 10303-214 для блоков передач) |
[6] | ISO 10303-238:2007, Industrial automataion systems and integration - Product data representation and exchange - Part 238: Application protocol: Application interpreted model for computerized numerical controllers (Системы промышленной автоматизации и интеграция. Представление и обмен информацией об изделиях. Часть 238. Протокол прикладных программ: Прикладная интерпретируемая модель для компьютеризированных устройств числового программного управления) |
[7] | ISO 10303-242:2014, Industrial automataion systems and integration - Product data representation and exchange - Part 242: Application protocol: Managed model-based 3D engineering (Системы промышленной автоматизации и интеграция. Представление и обмен информацией об изделиях. Часть 242. Протокол прикладных программ: Управляемое техническое проектирование, основанное на 3D-модели) |
[8] | ISO 11354-1:2011, Advanced automataion technologies and their applications - Requirements for establishing manufacturing enterprise process interoperability - Part 1: Framework for enterprise interoperability (Усовершенствованные технологии автоматизации и их применения. Требования к установлению функциональной совместимости процессов на производственных предприятиях. Часть 1. Принципы функциональной совместимости предприятий) |
[9] | ISO 13584-1:2001, Industrial automataion systems and integration - Parts library - Part 1: Overview and fundamental principles (Системы промышленной автоматизации и интеграция. Библиотека изделий. Часть 1. Общие сведения и основные принципы) |
[10] | ISO 15531-1:2004, Industrial automataion systems and integration - Industrial manufacturing management data - Part 1: General overview (Системы промышленной автоматизации и интеграция. Управляющая информация для промышленного производства. Часть 1. Общий обзор) |
[11] | ISO 15704:2000, Industrial automation systems - Requirements for enterprise-reference architectures and methodologies (Системы промышленной автоматизации. Требования к эталонным архитектурам предприятий и методологии) |
[12] | ISO 15704:2000/Amd.1:2005, Industrial automataion systems - Requirements for enterprise-reference architectures and methodologies - Amendment 1: Additional views for user concems (Системы промышленной автоматизации. Требования к эталонным архитектурам предприятий и методологии. Изменение 1. Дополнительные представления с точки зрения пользователя) |
[13] | ISO 15926-1:2004, Industrial automataion systems and integration - Integration of life-cycle data for process plants including oil and gas production facilities - Part 1: Overview and fundamental principles (Системы промышленной автоматизации и интеграция. Интеграция данных о жизненном цикле производственных предприятий, в том числе предприятий по добыче нефти и газа. Часть 1. Общие сведения и основные принципы) |
[14] | ISO 16100-1:2009, Industrial automation systems and integration - Manufacturing software capability profiling for interoperability - Part 1: Framework (Системы промышленной автоматизации и интеграция. Профилирование возможностей программных средств организации производства для функциональной совместимости. Часть 1. Структура) |
[15] | ISO 18629-1:2004, Industrial automataion systems and integration - Process specification language - Part 1: Overview and basic principles (Системы промышленной автоматизации и интеграция. Язык спецификаций процесса. Часть 1. Обзор и основные принципы) |
[16] | ISO 19439:2006, Enterprise integration - Framework for enterprise modelling (Интеграция предприятия. Структура моделирования предприятия) |
[17] | ISO 19439:2006/Cor.1:2006, Enterprise integration - Framework for enterprise modelling - Technical Corrigendum 1 (Интеграция предприятия. Структура моделирования предприятия. Техническая поправка 1) |
[18] | ISO 19440:2007, Enterprise integration - Constructs for enterprise modelling (Интегрирование предприятий. Конструкции для моделирования) |
[19] | ISO/PAS 19450:2015, Automation systems and integration - Object-process methodology (Системы автоматизации и интеграция. Объектно-процессуальная методология) |
[20] | ISO 22400-1:2014, Automation systems and integration - Key performance indicators (KPIs) for manufacturing operations management - Part 1: Overview, concepts and terminology (Системы автоматизации и интеграция. Ключевые технико-экономические показатели (KPIs) для управления производственными операциями. Часть 1. Общие сведения, концепции и терминология) |
[21] | ISO 22100-2:2014, Automation systems and integration - Key performance indicators (KPIs) for manufacturing operations management - Part 2: Definitions and descriptions (Системы автоматизации и интеграция. Ключевые технико-экономические показатели (KPIs) для управления производственными операциями. Часть 2. Определения и описания) |
[22] | Ptak C., Smith C. (2011). Планирование материально-технических потребностей по Orlicky (MRP), 3-е издание. |
[23] | ProSTEP iViP (2012). Рекомендации. Современный процесс производственного планирования, Стандартный процесс производственного планирования, версия 2.0 |
[24] | Авиационные лаборатории Райта военно-воздушных сил США (1981), Архитектура интегрированного компьютеризированного производства (ICAM), Часть II, том IV - Руководство по функциональному моделированию (IDEF0) |
[25] | VDI 4499:2008-02, Цифровое производство. Теоретические основы |
УДК 658.52.011.56:006.354 | ОКС 25.040.40 | ||
Ключевые слова: системы промышленной автоматизации, интеграция, стандартизованные процедуры, проектирование производственных систем, процесс непрерывного планирования производства | |||
{kind=link}