ГОСТ ISO 230-4-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТОДИКА ИСПЫТАНИЙ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Часть 4
Испытания на отклонения круговых траекторий для станков с ЧПУ
Test code for machine tools. Part 4. Circular tests for numerically controlled machine tools
МКС 25.040.20
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ОАО "ЭНИМС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 октября 2015 г. N 81-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 мая 2016 г. N 300-ст межгосударственный стандарт ГОСТ ISO 230-4-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен международному стандарту ISO 230-4:2005* "Методика испытаний металлорежущих станков. Часть 4. Испытания на отклонения круговых траекторий для станков с числовым программным управлением" (ISO 230-4:2005 "Test code for machine tools - Part 4: Circular tests for numerically controlled machine tools", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт подготовлен Техническим комитетом по стандартизации ISO/TC 39 "Станки", подкомитетом 2 "Условия испытаний металлорежущих станков".
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном агентстве по техническому регулированию и метрологии.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Январь 2019 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте приводятся следующие технические изменения:
- замена кругового гистерезиса H на двунаправленное круговое отклонение G(b) в связи со сложностью оценки кругового гистерезиса H с помощью обычных метрологических инструментов, а также в связи с тем, что двунаправленное круговое отклонение G(b) обладает той же информацией;
- введение среднего двунаправленного радиального отклонения D;
- упоминание измерения и погрешности;
- включение параметров G(b) и D в приложение A;
- изменение формулировок пунктов 3.8 и B.3.1.
1 Область применения
Настоящий стандарт определяет методы испытания и оценки двунаправленного кругового отклонения, среднего двунаправленного радиального отклонения, кругового и радиального отклонения круговых траекторий, которые возникают в связи с одновременными перемещениями по двум линейным осям.
Измерительные приборы - по ISO 230-1, пункт 6.63.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные стандарты*. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все изменения к нему):
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 230-1, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Испытания станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в режиме чистовой обработки).
3 Термины и определения
В настоящем стандарте применены следующие термины и определения:
3.1 номинальная траектория (nominal path): Круговая траектория, программируемая и управляемая ЧПУ, определяемая ее диаметром (или радиусом), положением ее центра и ее ориентацией в рабочей зоне станка и представляющая собой как целую окружность, так и ее часть с минимальным углом 90°.
3.2 фактическая траектория (actual path): Траектория, воспроизведенная станком, запрограммированным на прохождение номинальной траектории.
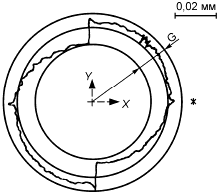
3.3 двунаправленное круговое отклонение (bi-directional circular deviation) G(b): Минимальное радиальное расстояние между двумя концентрическими окружностями (окружностями минимальной зоны), включающее две фактические траектории, причем движение по одной траектории происходит по ходу часовой стрелки, а по другой - против хода часовой стрелки.
См. рисунок 1.
Примечание 1 - Двунаправленное круговое отклонение G(b) можно оценить как диапазон максимальных радиальных отклонений от среднеквадратичной окружности. Среднеквадратичная окружность вычисляется из двух траекторий, т.е. траектории по часовой стрелке и против часовой стрелки.
Примечание 2 - Двунаправленное круговое отклонение G(b) не включает погрешности настройки, т.е. погрешности центрирования измерительного инструмента.
Примечание 3 - Измерение двунаправленного кругового отклонения G(b) требует использования испытательного оборудования только с калибровкой измерений смещения (нет необходимости калибровать измерение длин для диаметра траектории). Измерения радиального отклонения F и среднего двунаправленного радиального отклонения D требуют применения испытательного оборудования как с калибровкой по длине, так и с калибровкой по смещению (см. приложение А).
Примечание 4 - Линия, расположенная в плоскости, называется круговой, если все ее точки находятся между двумя концентрическими окружностями, радиальное расстояние между которыми не превышает заданного значения (см. рисунок 2, а также ISO 230-1, 6.61).
Примечание 5 - Обозначение G(b) относится к измерениям только с помощью наружного измерительного оборудования, например, как описано в ISO 230-1, пункт 6.63. Результаты испытаний на отклонения круговых траекторий с использованием сигнала обратной связи обозначаются как "двунаправленное круговое отклонение с использованием сигнала обратной связи, G(b)" (см. приложение Е).
|
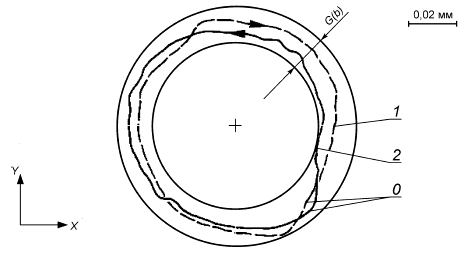
+ - центр среднеквадратичной окружности двух фактических траекторий; 0 - начальная точка; 1 - фактическая траектория, движение по ходу часовой стрелки; 2 - фактическая траектория, движение против хода часовой стрелки; G(b) - двунаправленное круговое отклонение G(b)=0,015 мм
Рисунок 1 - Измерение двунаправленного отклонения
3.4 круговое отклонение (circular deviation) G: Минимальное радиальное расстояние между двумя концентрическими окружностями, описывающими фактическую траекторию (окружности минимальной зоны) по часовой стрелке или против часовой стрелки контурной траектории, которое может быть оценено как максимальный радиальный диапазон среднеквадратичной окружности.
См. рисунок 2.
|
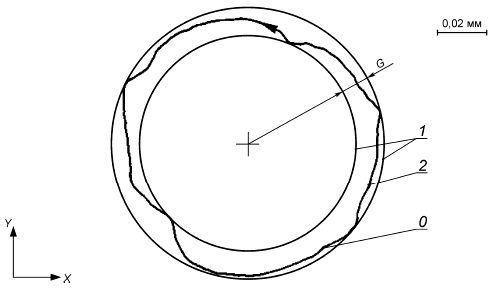
+ - центр среднеквадратичной окружности двух фактических траекторий; 0 - начальная точка: 1 - окружности минимальной зоны; 2 - фактическая траектория; G - круговое отклонение G=0,012 мм
Рисунок 2 - Измерение кругового отклонения G
Примечание 1 - Примечания для двунаправленного кругового отклонения G(b) относятся к круговому отклонению G. Информацию о различиях между круговым отклонением G и радиальным отклонением F приведена в приложении A.
Примечание 2 - Обозначение G относится только к измерениям с помощью внешних измерительных инструментов, например, описанных в ISO 230-1, 6.63. Результаты испытаний на отклонения круговых траекторий с использованием сигнала обратной связи должны обозначаться как круговое отклонение с использованием сигнала обратной связи G (см. приложение D).
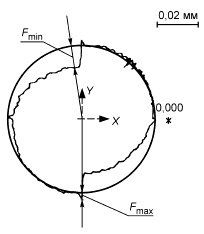
3.5 радиальное отклонение (radial deviation) F: Отклонение между фактической траекторией и номинальной, когда центр номинальной траектории получается или
a) от центровки измерительных приборов на станке, или
b) на основе анализа по методу наименьших квадратов только для целой окружности.
Примечание 1 - Положительные отклонения измеряются от центра окружности, а отрицательные - к центру окружности (см. рисунок 3). Радиальное отклонение задается максимальным значением F, и минимальным значением F
.
Примечание 2 - Погрешности настройки могут быть включены в радиальное отклонение F, это относится только к вышеприведенному перечислению а).
Примечание 3 - Различия между радиальным отклонением F и круговым отклонением G приведены в приложении А.
|
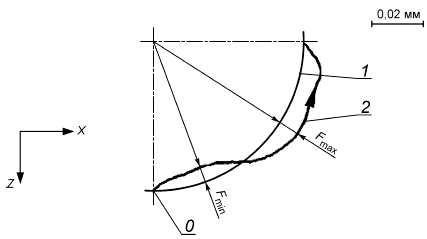
+ - центр номинальных окружностей; 0 - начальная точка; 1 - номинальная траектория; 2 - фактическая траектория; радиальное отклонение: F![]() =+0,008 мм, F
=+0,008 мм, F![]() =-0,006 мм
=-0,006 мм
Рисунок 3 - Измерение радиального отклонения F
3.6 среднее двунаправленное радиальное отклонение (mean bi-directional radial deviation) D: отклонение между радиусом номинальной траектории и радиусом окружности, полученной по методу наименьших квадратов по двум фактическим траекториям, где одна траектория обеспечивается движением по часовой стрелке, а другая - против часовой стрелки.
Примечание - Различия между средним двунаправленным радиальным отклонением D и двунаправленным круговым отклонением G(b) приведены в приложении A.
3.7 идентификация осей (identification of axes): Обозначение осей, при движении которых получается фактическая траектория.
3.8 направление обхода (sense of contouring): Ряд указателей, обозначающих направление обхода контура (обход по часовой стрелке/против часовой стрелки).
Примечание - Порядок указателей совпадает с порядком, в котором дуга окружности пересекает положительный экстремум каждой оси. Например, G обозначает круговое отклонение против хода часовой стрелки, т.к. дуга против хода часовой стрелки в плоскости XY пересекает ось X+, за которой сразу же следует ось Y+. В случае двунаправленного результата указатели обозначают направление первой дуги.
4 Условия испытаний
4.1 Условия окружающей среды
Если температуру окружающей среды можно контролировать, то необходимо установить температуру 20°C. В противном случае, показания измерительного прибора и номинальные показания станка должны быть отрегулированы для получения результатов, откорректированных для температуры 20°C (только для измерений радиальных отклонений).
Станок и, если применимо, измерительные приборы должны находиться в испытательной среде достаточно долго, чтобы достигнуть устойчивого температурного состояния перед испытанием. Они должны быть защищены от сквозняков и внешнего излучения такого, как солнечный свет, обогреватели и т.д.
4.2 Испытуемый станок
Станок должен быть полностью собран и находиться в работоспособном состоянии. Все необходимые операции выравнивания и функциональные проверки должны быть завершены перед началом испытаний.
Испытания круговых траекторий должны проводиться на станке в ненагруженном состоянии, т.е. без заготовки.
4.3 Прогрев станка
Перед проверкой станка необходимо предварительно провести процесс его прогрева, указанный производителем станка и/или согласованный между поставщиком/производителем и пользователем.
Если другие условия не указаны, то предварительные движения узлов могут быть ограничены только теми перемещениями, которые необходимы для установки измерительных приборов.
4.4 Параметры испытаний
Параметрами для проведения испытания являются:
a) диаметр (или радиус) номинальной траектории;
b) контурная подача;
c) направление обхода - по часовой стрелке или против часовой стрелки в соответствии с 3.8;
d) движение осей станка, производящее фактическую траекторию;
e) расположение измерительных инструментов в рабочей зоне станка;
f) температура (температура окружающей среды, температуры измерительных инструментов, температура станка) и коэффициент расширения (для станка, для измерительного инструмента), применяемые только для компенсации среднего двунаправленного радиального отклонения D и радиального отклонения F;
g) метод сбора данных (область измерения данных, если отличается от 360°, точки начала и завершения фактического движения, количество точек измерения, принятых для цифрового сбора данных, а также применяется или нет процесс усреднения данных);
h) любые процедуры компенсации станка, применяемые в течение испытания;
i) позиции подвижных рабочих органов или подвижных элементов по осям, которые не подвергаются испытаниям.
4.5 Калибровка измерительного инструмента
Для проверки среднего двунаправленного радиального отклонения D и радиального отклонения F должен быть известен номинальный размер контрольно-измерительного инструмента.
Примечание - Для испытаний на отклонение круговых траекторий с использованием сигнала обратной связи см. приложение D.
4.6 Погрешность измерения
Основными составляющими погрешности испытания двунаправленного кругового отклонения G(b) и кругового отклонения G являются:
- погрешность измерения испытательного оборудования;
- воспроизводимость станка, контролируемая, например, путем повторения испытания круговых траекторий;
- температурный дрейф станка и/или испытательного оборудования, контролируемый, например, с помощью проверки постоянства в соответствии с [1].
Основными составляющими погрешности испытания среднего двунаправленного радиального отклонения D и радиального биения F являются:
- составляющие для отклонений G(b) и G (см. выше);
- погрешность измерения температуры станка и испытательного оборудования [вызванная неточностью температурного датчика(ов) и неточностью расположения температурного датчика(ов)];
- погрешность коэффициентов теплового расширения станка и испытательного оборудования (применяемых для компенсации при температуре не выше 20°C).
5 Процедура испытания
Для определения двунаправленного кругового отклонения G(b) и среднего радиального отклонения D необходимо последовательно провести измерения двух фактических траекторий: одну - по часовой стрелке, а другую - против часовой стрелки.
Все данные, полученные в процессе измерения фактической траектории (включая любые пики в точках возврата), должны использоваться в расчетах.
Для измерения радиального отклонения F части окружности погрешности установки инструмента необходимо минимизировать.
6 Представление результатов
Наиболее предпочтителен графический способ представления результатов с указанием численных результатов следующих измерений:
a) двунаправленное круговое отклонение G(b);
b) среднее двунаправленное радиальное отклонение D при корректировке температуры не выше 20°C;
c) круговые отклонения G, для направлений обхода по ходу часовой стрелки и/или против хода часовой стрелки;
d) радиальные отклонения, F и F
, для направлений обхода по ходу часовой стрелки и/или против хода часовой стрелки при корректировке температуры не выше 20°C.
Типовые примеры представления результатов испытаний показаны на рисунках 4, 5 и 6.
Примечание - Для большей ясности результаты измерений приведены на трех рисунках настоящего стандарта. В отчете об испытании эти три рисунка могут быть скомпонованы в один.
Отчет об испытании должен содержать следующее:
- дату проведения испытания;
- название станка;
- измерительное оборудование;
- параметры испытания (см. 4.4).
Масштаб увеличения графического представления должен быть указан.
Погрешность испытаний должна быть указана.
7 Пункты, подлежащие согласованию между поставщиком/производителем и потребителем
Следующие пункты подлежат согласованию между поставщиком/производителем и потребителем:
a) процедура прогрева, предшествующая испытанию (см. 4.3);
b) параметры испытания (см. 4.4);
c) какие данные о результатах испытания для двунаправленного кругового отклонения G(b), среднего двунаправленного радиального отклонения D, кругового отклонения G и/или радиального отклонения F [перечисления от a) до d) раздела 6] требуются и какие необходимо представить.
Дата испытания: гг/мм/дд | Дата испытания: гг/мм/дд | ||
Название станка: xyz | Название станка: xyz | ||
Измерительный инструмент: abc | Измерительный инструмент: abc | ||
Параметры испытания: | Параметры испытания: | ||
диаметр номинальной траектории | 40 мм | диаметр номинальной траектории | 250 мм |
контурная подача | 500 мм/мин | контурная подача | 1000 мм/мин |
направление обхода | - | направление обхода | от +X к +Y |
испытываемые оси станка (X, Y, Z): | XY | испытываемые оси станка (X, Y, Z): | XY |
Положение измерительного инструмента: | Положение измерительного инструмента: | ||
- центр окружности (X/Y/Z) | 250/250/100 мм | - центр окружности (X/Y/Z) | 250/250/300 мм |
- сдвиг относительно исходной точки инструмента (X/Y/Z) | 0/0/-80 мм | - сдвиг относительно исходной точки инструмента (X/Y/Z) | 0/0/-80 мм |
- сдвиг относительно исходной точки заготовки (X/Y/Z) | 0/0/30 мм | - сдвиг относительно исходной точки заготовки (X/Y/Z) | 0/0/230 мм |
Метод сбора данных: | Метод сбора данных: | ||
- начало | 4-й квадрант | - начало | 4-й квадрант |
- конец | 4-й квадрант | - конец | 4-й квадрант |
- количество точек измерения (только цифровые) | 1500 | - количество точек измерения (только цифровые) | 1800 |
- усреднение данных | не применялось | - усреднение данных | не применялось |
Применение компенсации | не применялось | Применение компенсации | не применялось |
Позиции осей, не проходящих испытания | Z=150 мм | Позиции осей, не проходящих испытания | Z=350 мм |
|
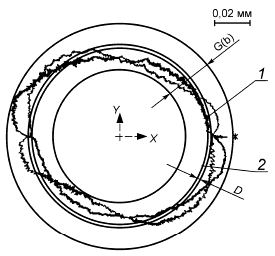
+ - центр среднеквадратичной окружности двух фактических траекторий; * - точка начала; 1 - наибольшая длина пути фактическая траектория, от +Y до +X; 2 - наименьшая длина пути фактическая траектория, от +X до +Y; двунаправленное круговое отклонение G(b)XY=0,028 мм; среднее двунаправленное радиальное отклонение DXY=0,001 мм
Рисунок 4 - Пример представления данных для двунаправленного кругового отклонения G(b) и среднего двунаправленного радиального отклонения D
|
+ - центр окружностей минимальной зоны; * - точка начала; круговое отклонение GXY=0,018 мм
Рисунок 5 - Пример представления данных для радиального отклонения G
Дата испытания: гг/мм/дд | Название станка: xyz | Измерительный инструмент: abc | ||||||
Параметры испытания: | ||||||||
диаметр номинальной траектории | 150 мм | |||||||
контурная подача | 300 мм/мин | |||||||
направление обхода | от +Y к +X | |||||||
испытываемые оси станка (X, Y, Z): | XY | |||||||
Положение измерительного инструмента: | ||||||||
- центр окружности (X/Y/Z) | 250/250/100 мм | |||||||
- сдвиг относительно исходной точки инструмента (X/Y/Z) | 0/0/-80 мм | |||||||
- сдвиг относительно исходной точки заготовки (X/Y/Z) | 0/0/30 мм | |||||||
Температура: | ||||||||
- окружающей среды | 22°C | |||||||
- измерительного инструмента | 22°C | |||||||
- станка | 22°C | |||||||
Метод сбора данных: | ||||||||
- начало | 4-й квадрант | |||||||
- конец | 4-й квадрант | |||||||
- количество точек измерения | (только цифровые) | 1800 | ||||||
- усреднение данных | не применялось | |||||||
Применение компенсации | температура | |||||||
Позиции осей, не проходящих испытания | Z=150 мм | |||||||
|
+ - центр наименьших окружностей; * - точка начала; 0,000 - номинальная траектория; радиальное отклонение:
F![]() =+0,005 мм, F
=+0,005 мм, F![]() =-0,013 мм
=-0,013 мм
Рисунок 6 - Пример представления данных для радиального отклонения F
Приложение A
(справочное)
Различия между круговыми отклонениями G* и G(b)* и радиальными отклонениями F* и D*
________________
* В бумажном оригинале в наименовании приложения A буквы G, G(b), F и D выделены курсивом. - .
В таблице А.1 приведены различия между круговыми отклонениями G и G(b) и радиальными отклонениями F и D.
Таблица A.1
Воздействия | Круговые отклонения G и G(b) | Радиальные отклонения F и D |
Отклонение формы | Имеется | Имеется |
Отклонение диаметра | Не имеется, т.к. диаметры окружностей минимальной зоны не рассчитываются | Имеется |
Отклонение расположения | Не имеется, т.к. положение окружностей минимальной зоны определяется только фактической траекторией | Имеется в отклонении F для неполной окружности, не имеется в отклонении F для полной окружности, не имеется в отклонении D |
| ||
Приложение B
(справочное)
Влияние типовых отклонений станков на круговые траектории
B.1 Общие сведения
Настоящее приложение посвящено основным факторам влияния типовых отклонений станков на круговые движения. Причем каждое отдельное отклонение оказывает комбинированное воздействие на фактические круговые траектории. По этой причине информации по настоящему приложению недостаточно для проведения детального анализа круговых измерений.
На круговые траектории, образуемые двумя линейными осями станка с числовым программным управлением (ЧПУ), влияют геометрические отклонения этих двух осей, а также отклонения, вызванные ЧПУ и приводами станка.
B.2 Влияние геометрических отклонений
B.2.1 Влияние нарастающих линейных отклонений позиционирования
Круговая траектория принимает форму эллипса с наибольшим диаметром, параллельным оси Х, в том случае, когда происходит перемещение по оси Х на большую длину, например вследствие различного масштаба по осям. Если принять, что ось Y не имеет отклонений, тогда диаметр траектории, параллельный оси Y, не меняется, т.е. диаметр траектории равен номинальному диаметру [см. рисунок В.1а)].
Когда перемещение по оси X происходит на малую длину и принято, что ось Y не имеет отклонений, тогда круговая траектория принимает форму эллипса и его наибольший диаметр становится параллельным оси Y. Этот диаметр снова равен номинальному [см. рисунок В.1b)].
B.2.2 Влияние неперпендикулярности осей
Когда оси X и Y не перпендикулярны и угол между ними больше 90°, круговая траектория принимает форму эллипса с главными осями, расположенными под углами 45°. Больший диаметр эллипса расположен под углом +45° [см. рисунок B.2a)]. Кроме того, принято, что отклонение от перпендикулярности является единственным отклонением в плоскости XY.
Когда угол между этими двумя осями меньше 90°, круговая траектория снова принимает форму эллипса с главными осями, расположенными под углами 45°, а больший диаметр расположен под углом +45° [см. рисунок B.2b)].
|
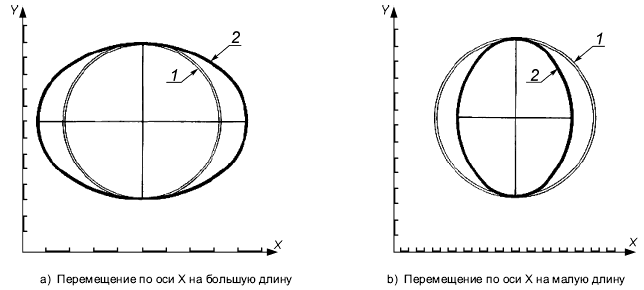
1 - номинальная траектория; 2 - фактическая траектория
Рисунок В.1 - Влияние на круговые траектории перемещений на большую и малую длины по оси
|
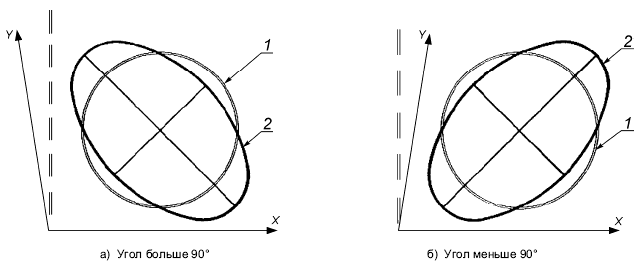
1 - номинальная траектория; 2 - фактическая траектория
Рисунок B.2 - Влияние неперпендикулярности осей на круговые траектории
B.2.3 Влияние циклических отклонений
Циклические отклонения также влияют на круговые траектории. Отклонение от круговой траектории не является эллиптическим. На рисунке B.3 показаны изменения траектории при циклическом отклонении позиционирования Z.
|
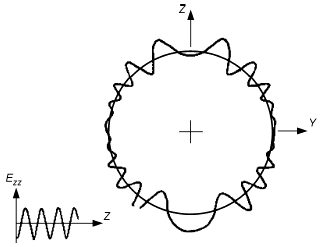
Рисунок B.3 - Влияние циклических отклонений Z
В.3 Влияние ЧПУ станка и его приводов
B.3.1 Общие сведения
Круговая траектория, которая производится двумя линейными осями с ЧПУ, дает информацию о поведении ЧПУ станка и его приводов. Движение каждой оси является достаточно сложным в связи с тем, что длина хода, скорость и ускорение каждой оси меняются по закону синуса или косинуса при постоянстве скорости подачи на круговой траектории.
B.3.2 Влияние погрешности реверсирования
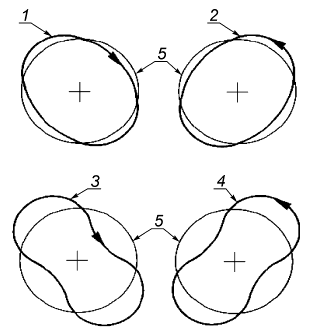
При наличии осевой погрешности реверсирования в точках реверса будут появляться "переходы". На рисунке B.4 показаны типовые погрешности, возникающие вследствие образовавшегося зазора при реверсировании и происходящие в четырех точках с интервалом 90° (от каждой оси), что ведет к появлению четырех секторов с разными центрами. Для нормального зазора на рисунке показана форма, полученная движением обхода против хода часовой стрелки.
|
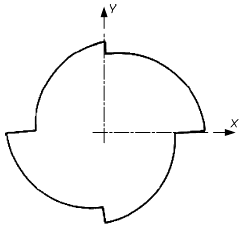
Рисунок B.4 - Переходы с интервалом 90° вследствие реверсирования
|
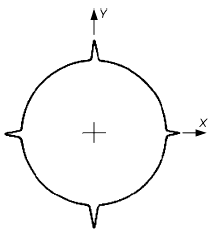
Рисунок B.5 - Пиковые отклонения с интервалом 90° вследствие реверсирования
Когда происходит восстановление погрешности реверсирования (или с помощью применения отсчетных линеек с обратной связью, или с помощью применения компенсации реверса в ЧПУ), эффекты задержки времени вызывают пики или "пиковые отклонения" в точках реверса (см. рисунок B.5). Величина этих "пиковых отклонений" зависит от механического зазора и запаздывания по времени.
Необходимо обратить внимание на то, что"переходы" и "пиковые отклонения" в точках реверса фактически являются искаженными "плоскостями" и будут появляться на обработанных поверхностях, но не проявятся при стандартных проверках точности и повторяемости позиционирования линейной оси (например, в соответствии с [2]), т.к. измерения в соответствии с этими стандартными проверками проводятся только после того, как движение на станке будет остановлено.
На практике и "пиковые отклонения", и "переходы" могут образоваться совместно с различными по величине значениями. Если дополнительно применяется компенсация погрешности реверсирования и/или трения, которая не в полной мере компенсирует возникающие погрешности, то могут наблюдаться достаточно сложные формы в точках с интервалом 90°, включая "отрицательные пиковые отклонения" и "отрицательные переходы".
B.3.3 Влияние ускорения осей
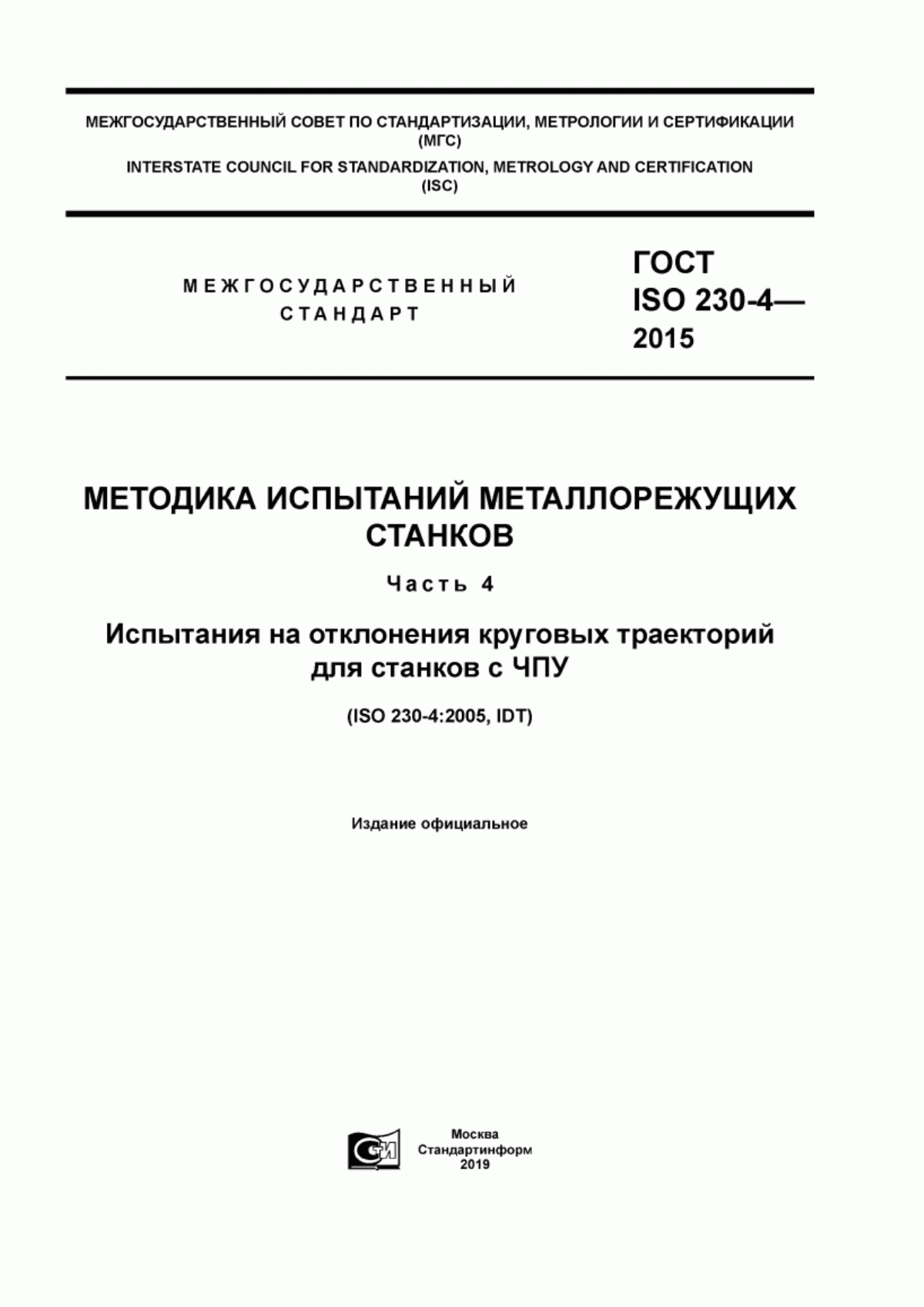
Если скорость подачи для круговой траектории увеличивается, то и ускорение осей также увеличивается. Привод оси может вести себя таким образом, в рамках движения уменьшается на более высокой частоте при более высоких скоростях подачи. Это приводит к уменьшению диаметра траектории движения в отличие от номинальной круговой траектории (см. рисунок B.6).
|
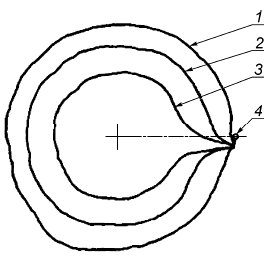
1 - малая контурная подача; 2 - средняя контурная подача; 3 - большая контурная подача; 4 - точки начала и конца
Рисунок B.6 - Влияние ускорения осей
Специальные алгоритмы управления ЧПУ станка (например, контур регулирования по отклонению и интегралу) могут производить окружности большего диаметра, чем номинальные круговые траектории при более высоких скоростях подачи, тем самым компенсируя влияние ускорения соответствующих осей.
B.3.4 Влияние вследствие различия динамических погрешностей (несоответствие коэффициента усиления цепи по положению)
Если динамические погрешности по двум осям различны, то круговая траектория преобразуется в эллиптическую. Главные оси располагаются под углами 45°.
В зависимости от направления обхода (по ходу часовой стрелки или против хода часовой стрелки) наибольший диаметр расположен под углом +45° или -45° (см. рисунок B.7).
При увеличении скорости подачи эллиптическое отклонение от круговой траектории соответственно увеличивается.
|
1 - малая контурная подача по ходу часовой стрелки; 2 - малая контурная подача против хода часовой стрелки; 3 - большая контурная подача по ходу часовой стрелки; 4 - большая контурная подача против хода часовой стрелки; 5 - номинальная траектория
Рисунок B.7 - Влияние вследствие различия динамических погрешностей
Приложение C
(справочное)
Регулировка диаметра и контурной подачи
Диаметр номинальной траектории и контурной подачи устанавливаются по согласованию между поставщиком и потребителем или соответствующими стандартами на станки.
Если диаметр или контурная подача выбираются отличными от установленных значений, то они должны быть откорректированы в соответствии с формулой для поддержания постоянства ускорения оси:
![]() , (C.1)
, (C.1)
где - расчетная контурная подача;
- заданная контурная подача;
- контрольный диаметр номинальной траектории;
- заданный диаметр номинальной траектории.
Изменение диаметра необходимо сводить к минимуму, так как влияние:
- геометрических отклонений станка увеличивается при увеличении диаметра номинальной траектории и
- различия динамических погрешностей возрастает при увеличении контурной подачи.
Пример - При заданном диаметре =100 м; заданной контурной подаче
=500 мм/мин и контрольном диаметре
=125 мм, расчетная контурная подача
вычисляется следующим образом:
=500(125/100)
=559 мм/мин.
Приложение D
(справочное)
Испытания на отклонения круговых траекторий с использованием сигнала обратной связи
Испытания на отклонения круговых траекторий проводятся без использования внешнего измерительного инструмента, например, как описано в ISO 230-1, подпункт 6.63, но использование внутреннего сигнала обратной связи от приводов осей станка должно быть указано как "испытания на отклонения круговых траекторий с использованием сигнала обратной связи".
Значения двунаправленного кругового отклонения, а также значения круговых отклонений, полученных в результате испытаний на отклонения круговых траекторий с использованием сигнала обратной связи, должны обозначаться как:
- двунаправленное круговое отклонение с использованием сигнала обратной связи G(b),
- круговое отклонение с использованием сигнала обратной связи G.
Испытания на отклонения круговых траекторий с использованием сигнала обратной связи не следует применять для определения значений радиального отклонения или среднего двунаправленного радиального отклонения.
На станках с линейными шкалами испытания на отклонения круговых траекторий с использованием сигнала обратной связи могут применяться, например, для определения влияния периодических отклонений (описано в B.2.3), погрешности реверсирования (B.3.2), ускорения осей (B.3.3), влияния вследствие различия динамических погрешностей (B.3.4).
Приложение ДА
(обязательное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | ISO/TR 16015:2003 | Geometrical product specification (GPS) - Systematic errors and contributions to measurement uncertainty of length measurement due to thermal influences (Геометрическая спецификация продукта. Систематические ошибки и неточности измерений параметров длины из-за термических воздействий) |
[2] | ISO 230-2:2014 | Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled machine tools (Испытания станков. Часть 2. Определение точности и повторяемости позиционирования осей с числовым программным управлением) |
УДК 621.9.02-434.5.006.354 | МКС 25.040.20 | IDT |
Ключевые слова: методика испытаний, погрешность, отклонения, круговые траектории, станки с ЧПУ | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}