ГОСТ 28395-89
Группа Г80
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РОБОТЫ ПРОМЫШЛЕННЫЕ АГРЕГАТНО-МОДУЛЬНЫЕ
Основания. Типы, основные размеры
Industrial aggregate-module robots. Foundations. Types. Basic dimensions
ОКП 38 7500
Срок действия с 01.01.91
до 01.01.96*
_______________________________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11/12, 1994 год). -
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
А.И.Аликов, А.Е.Богачев, А.Г.Гринфельдт, В.В.Крупнов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 21.12.89 N 3939
3. ВВЕДЕН ВПЕРВЫЕ
4. Срок проверки - 1995 г.; периодичность - 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8032-84 | 5 |
Настоящий стандарт распространяется на напольные неподвижные основания (ННО), применяемые в составе промышленных роботов агрегатно-модульной конструкции.
Стандарт не распространяется на основания промышленных роботов, выпуск которых начат до введения настоящего стандарта в действие.
1. Основания по расположению стыковочной плоскости для установки сопрягаемого модуля относительно фундамента разделяются на следующие типы:
А - с горизонтальным расположением;
Б - с наклонным расположением;
В - с вертикальным расположением.
2. Основания по форме стыковочной плоскости делят на следующие виды:
К - круглые;
П - прямоугольные;
Д - другие виды.
3. Стыковочные плоскости ННО по назначению делят на две группы:
I - для стыковки с сопрягаемым модулем (модулями);
II - для стыковки с закладными элементами фундамента.
4. Значения основных габаритных и присоединительных размеров оснований к фундаменту должны соответствовать указанным на чертеже и в таблице 1.
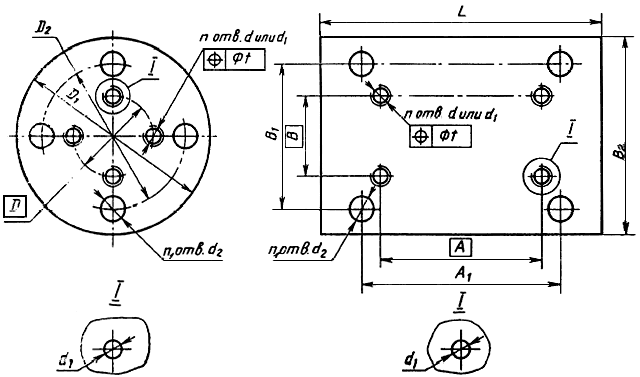
- номинальные диаметры резьбовых отверстий;
- номинальные диаметры крепежных отверстий;
- позиционный допуск осей крепежных отверстий
Таблица 1
Наименование параметра | Значение параметров, мм, не менее | Преде- | ||||||||
Длина - | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3200 | h14 |
Ширина - | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | h14 |
Межцентровые расстояния - | 224 | 280 | 360 | 450 | 560 | 710 | 900 | 1120 | 1400 | ± |
Межцентровые расстояния - | 450 | 560 | 710 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | ± |
Номинальные диаметры отверстий гладких | 8,4(9,0) | 10,5(11,0) | 13(14) | 17(18) | 21(22) | - | ||||
Высота - | 200; 250; 320; 400; 500; 630; 800; 1000 | - | ||||||||
Количество отверстий ( | 3; 4; 6; 8; 12; 16 | - | ||||||||
Примечание. Допускается в технически обоснованных случаях номинальные диаметры гладких отверстий выбирать из ряда R20 (9…), а также увеличивать (уменьшать) на шаг.
5. Присоединительные размеры оснований к сопрягаемым исполнительным модулям должны соответствовать указанным на чертеже и в таблице 2.
Таблица 2
Размеры в мм
| ||
М4 | 4,5 | 0,16 |
М5 | 5,5 | |
М6 | 6,6 | 0,2 |
М8 | 9,0 | 0,3 |
М10 | 11,0 | |
М12 | 14,0 | 0,6 |
М16 | 18,0 | |
М20 | 22,0 | |
М24 | 26,0 | |
М30 | 33,0 | 1,0 |
М36 | 39,0 |
Межцентровые расстояния ,
,
выбирают из ряда R20 (28…) по ГОСТ 8032.
Количество отверстий выбирают из ряда: 2, 3, 4, 6, 8, 12, 16.
6. Допускается использовать в конструкциях мест крепления исполнительных модулей к основанию дополнительные конструктивные элементы, например, посадочные отверстия и выступы, шпоночные пазы, штифтовые отверстия и др.
7. Пример условного обозначения основания с горизонтальным (А) расположением стыковочной плоскости относительно фундамента круглой формы (К) диаметром 630 мм:
Основание АК630
Пример условного обозначения основания с вертикальным (В) расположением стыковочной плоскости относительно фундамента прямоугольной формы (П) шириной 630 мм и длиной 1250 мм:
Основание ВП630х1250
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1990
{kind=link}