ГОСТ ISO 10791-2-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЦЕНТРЫ ОБРАБАТЫВАЮЩИЕ
Часть 2
Контроль геометрической точности станков с вертикальным шпинделем и дополнительными шпиндельными головками (вертикальная ось Z)
Machining centres. Part 2. Geometric tests for machines with vertical spindle or universal heads with vertical primary rotary axis (vertical Z-axis)
ОКС 25.040.10
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие стандарта проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 марта 2014 г. N 136-ст межгосударственный стандарт ГОСТ ISO 10791-2-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10791-2:2001* "Условия испытания обрабатывающих центров. Часть 2. Контроль геометрической точности станков с вертикальным шпинделем или универсальными шпиндельными головками с вертикальной ведущей осью вращения (вертикальная ось Z)" ("Test conditions for machining centres - Part 2: Geometric tests for machines with vertical spindle or universal heads with vertical primary rotary axis (vertical Z-axis)", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Введено дополнительное приложение ДБ "Перечень межгосударственных стандартов, касающихся контроля точности обрабатывающих центров, действующих в Российской Федерации"
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Май 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Обрабатывающий центр является станком с числовым программным управлением, способным выполнять различные операции механической обработки, включая фрезерование, расточку, сверление и нарезание резьбы, а также автоматическую смену инструмента из магазина или подобного накопителя в соответствии с установленной на станке программой.
Предметом серии стандартов ISO 10791 является максимально широкая и полная информация о методах контроля обрабатывающих центров, которые могут быть применены во время их проверки, приемки, технического обслуживания.
Требования серии стандартов ISO 10791 согласованы с соответствующими стандартами серии ISO 230. Нормы и правила проведения контроля обрабатывающих центров с горизонтальным или вертикальным шпинделем или с дополнительными шпиндельными головками различных типов, распространяются как на обрабатывающие центры, работающие автономно, так и на интегрированные в гибкие производственные системы. Стандарты ISO 10791 устанавливают также допуски, т.е. максимально допустимые значения для результатов контроля, соответствующие основному назначению и нормативной точности обрабатывающих центров.
Требования стандартов серии ISO 10791 допускается применять также, в целом или частично, к фрезерным и расточным станкам, если их компоновка, основные узлы и их перемещения совместимы с методами контроля, описанными в настоящем стандарте.
Серия стандартов ISO 10791 состоит из следующих стандартов под общим названием "Условия испытания обрабатывающих центров":
- часть 1. Контроль геометрической точности обрабатывающих центров с горизонтальным шпинделем и дополнительными шпиндельными головками (горизонтальная ось Z);
- часть 2. Контроль геометрической точности обрабатывающих центров с вертикальным шпинделем или дополнительными шпиндельными головками с вертикальной первичной осью вращения (вертикальная ось Z);
- часть 3. Контроль геометрической точности станков со встроенными индексируемыми шпиндельными головками или шпиндельными головками с непрерывным позиционированием (вертикальная ось Z);
- часть 4. Точность и повторяемость позиционирования по линейным и круговым осям узлов обрабатывающих центров;
- часть 5. Точность и повторяемость позиционирования паллеты - сменного стола-спутника, несущего обрабатываемую деталь;
- часть 6. Точность подач, скоростей и интерполяций;
- часть 7. Точность готового испытательного образца;
- часть 8. Оценка производительности контурной обработки в трех координатных плоскостях;
- часть 9. Оценка рабочего времени смены инструмента и смены паллет;
- часть 10. Оценка температурных деформаций;
- часть 11. Оценка генерируемого шума.
1 Область применения
Настоящий стандарт устанавливает методы проверки геометрической точности обрабатывающих центров (фрезерных, расточных и т.п. станков с программным управлением) с вертикальным шпинделем (вертикальная ось Z) в соответствии с основными требованиями ISO 230-1.
Настоящий стандарт следует применять к обрабатывающим центрам, имеющим управляемые по программе три линейные оси (X, Y, Z) с перемещением до 2000 мм, ось поворота В', а также оси поворота дополнительных шпиндельных головок (А и С).
Перемещения, отличные от упомянутых выше, считаются специфическими, и соответствующие их проверки в настоящий стандарт не включены.
В приложениях А, В и С настоящего стандарта рассмотрены проверки геометрической точности дополнительных шпиндельных головок:
- приложение А. Неповоротные шпиндельные головки с горизонтальным шпинделем (схемы измерения AG1-G6);
- приложение В. Поворотные шпиндельные головки с одной управляемой ЧПУ осью поворота (схемы измерения BG1-BG2);
- приложение С. Поворотные шпиндельные головки с двумя взаимно перпендикулярными управляемыми ЧПУ осями поворота (схемы измерения CG1-CG7).
Настоящий стандарт относится только к контролю геометрической точности станков и не применим к контролю станков во время работы, который должен проводиться отдельно.
Настоящий стандарт применяют к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 230-1:1996, Test code for machine tools - Part 1: Geometric accuracy of operating under no-load or finishing conditions (Испытание станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в режиме чистовой обработки)
_______________
Заменен на ISO 230-1:2012.
ISO 8526-1:1990, Modular unit for machine tools - Workholding pallets - Part 1: Workholding pallets up to 800 mm nominal size (Модули для металлорежущих станков. Спутники с устройством фиксации деталей. Спутники с устройством фиксации деталей с номинальным размером до 800 мм)
ISO 8526-2:1990, Modular unit for machine tools - Workholding pallets - Part 2: Workholding pallets of nominal size greater than 800 mm (Модули для металлорежущих станков. Спутники с устройством фиксации деталей. Часть 2. Спутники с устройством фиксации деталей с номинальным размером более 800 мм)
3 Общие положения
3.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах; угловые размеры - в градусах, угловые отклонения и соответствующие допуски - как основной метод - через отношения отклонения к определенной длине измерения, но в некоторых случаях для наглядности допускается применять микрорадианы или угловые секунды.
Следует руководствоваться следующими соотношениями:
0,01/1000 = 10 мкрад (rad - микрорадиан)
2''
3.2 Ссылка на ISO 230-1
При применении настоящего стандарта следует руководствоваться требованиями ISO 230-1, особенно при установке станка перед проверками, прогревании шпиндельного и других перемещаемых узлов, описании методов измерения и рекомендуемой точности контрольно-измерительного оборудования.
В таблицах контроля геометрической точности (раздел 4 и приложения А-С) даны ссылки на соответствующие пункты ISO 230-1, если проводимые проверки соответствуют требованиям этого стандарта.
3.3 Последовательность проведения проверок
Последовательность проведения проверок, указанная в настоящем стандарте, не является обязательной. Для упрощения установки и настройки средств измерения допускается проводить проверки в любой последовательности, удобной для исполнителя.
3.4 Целесообразность проведения конкретных проверок
При испытаниях станка не всегда есть необходимость или возможность проведения всех проверок, описанных в настоящем стандарте. Если контроль станка предусмотрено проводить во время сдачи-приемки, потребитель вправе оговорить в договоре на поставку оборудования выполнение тех проверок, необходимость проведения которых диктуется характером обрабатываемых деталей и/или характеристиками станка, имеющими особое значение для данного конкретного случая. Простая ссылка на настоящий стандарт при проведении приемо-сдаточных испытаний без четкого определения конкретных проверок, которые следует проводить, и соглашения по соответствующим расходам не могут рассматриваться как обязательные для любой из сторон договора.
3.5 Средства измерения
Средства измерения в разделе 4 и приложениях А-С приведены только как возможные варианты в качестве примера. Допускается использование иных средств измерения, обеспечивающих требуемую точность измерения. Измерительные головки (индикаторы часового типа, рычажные головки, рычажно-зубчатые головки и т.п. приборы для измерения длины) должны иметь цену деления не более 0,001 мм.
3.6 Схемы измерения
В настоящем стандарте, с целью упрощения, схемы измерения при контроле геометрической точности приведены в качестве примера только для нескольких типов станков.
3.7 Сменные столы (паллеты)
Для станков, работающих с несколькими сменными столами, проверки, относящиеся к их геометрической точности и перемещениям по осям координат (схемы G15-G20), следует проводить только на одном сменном столе-представителе, зафиксированном в рабочей позиции, если иное не оговорено в договоре между производителем/поставщиком и потребителем.
3.8 Компенсирующее программное обеспечение
Если имеется возможность компенсации определенных геометрических отклонений за счет программного обеспечения, оговоренная в договоре между производителем/поставщиком и потребителем, соответствующие проверки допускается проводить как с этой компенсацией, так и без нее. Использование компенсирующего программного обеспечения должно быть отражено в результатах проверки.
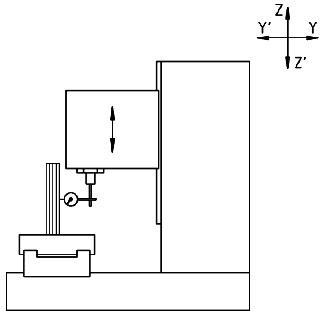
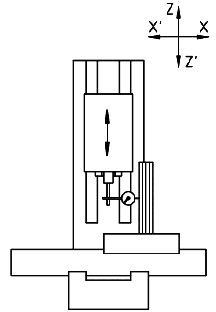
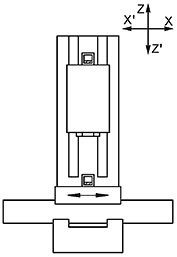
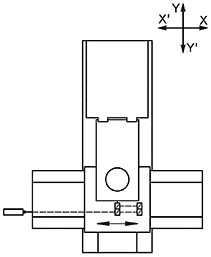
3.9 Компоновки обрабатывающих центров
Обрабатывающие центры, рассматриваемые в настоящем стандарте, представлены двенадцатью основными обобщающими компоновками в зависимости от конструкции и от узлов, перемещающихся по линейным осям. Компоновки обозначаются числами от 01 до 12, как показано на рисунке 1. Классификация компоновок представлена в таблице 1.
_______________
Настоящий стандарт применим также к компоновкам обрабатывающих центров, выполненных по типу V10 или по типу V11, но только с одной колонной.
3.10 Обозначения обрабатывающих центров
Обозначение - это короткий код, используемый при определении компоновки обрабатывающего центра и формируемый из следующих элементов в заданном порядке:
a) наименование изделия - "Обрабатывающий центр";
b) обозначение настоящего стандарта;
c) обозначение типа станка - для станков с вертикальным шпинделем "V";
d) номер компоновки, указанный на рисунке 1 и в таблице 1, графа 1.
Пример - Обрабатывающий центр с вертикальным шпинделем, со столом, перемещающимся по оси X', с колонной, перемещающейся по оси Y и шпиндельной головкой, перемещающейся по оси Z, обозначается следующим образом:
Обрабатывающий центр ГОСТ ISO 10791-2-2013 тип V07
3.11 Минимальный допуск
При установлении допуска на длину измерения, отличающуюся от приведенной в настоящем стандарте, минимальный допуск должен быть равен 0,005 мм (см. ISO 230-1 пункт 2.311).
|
|
|
|
|
|
|
|
|
|
|
|
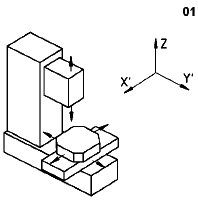
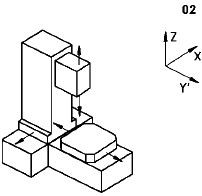
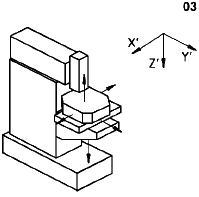
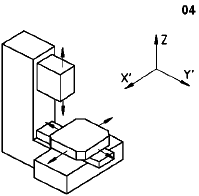
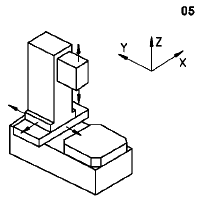
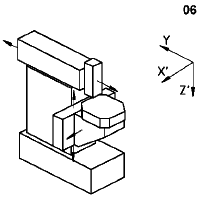
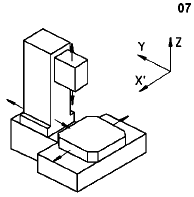
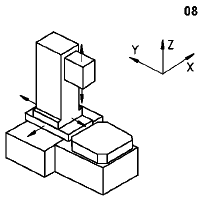
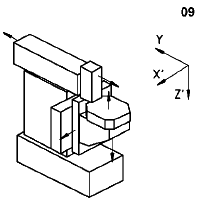
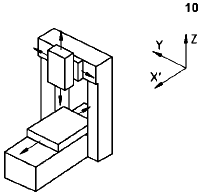
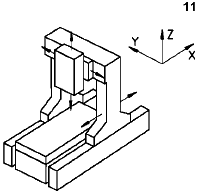
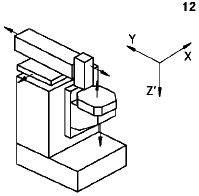
Рисунок 1 - Компоновки обрабатывающих центров с вертикальным шпинделем
Таблица 1 - Классификация компоновок обрабатывающих центров с вертикальным шпинделем с указанием узлов, перемещаемых по осям координат
Номер компоновки | X | X' | Y | Y' | Z | Z' |
01 | Стол | Стол | Шпиндельная бабка | |||
02 | Колонна | Стол | Шпиндельная бабка | |||
03 | Стол | Стол | Консоль со столом | |||
04 | Стол | Стол | Шпиндельная бабка | |||
05 | Колонна | Колонна | Шпиндельная бабка | |||
06 | Консоль со столом | Шпиндельная бабка | Консоль со столом | |||
07 | Стол | Колонна | Шпиндельная бабка | |||
08 | Колонна | Колонна | Шпиндельная бабка | |||
09 | Консоль со столом | Шпиндельная бабка | Консоль со столом | |||
10 | Стол | Шпиндельная бабка | Шпиндельная бабка | |||
11 | Портал | Шпиндельная бабка | Шпиндельная бабка | |||
12 | Шпиндельная бабка | Шпиндельная бабка | Консоль со столом |
4 Контроль геометрической точности
4.1 Прямолинейность линейных перемещений
Проверка прямолинейности перемещения по оси X: | |||||
a) в вертикальной плоскости ZX (EZX) |
| ||||
b) в горизонтальной плоскости XY (EYX) | |||||
| |||||
Схема измерений | |||||
|
|
| |||
а) | б) | ||||
Допуск для а) и b) при: Х 500 мм < X 800 мм < X 1250 мм < X Для любого участка: 0,007 мм /300 мм. | Измеренные отклонения для Х = ... a) b) | ||||
Средства измерений: a) поверочная линейка, концевые меры длины и измерительная головка или оптические средства измерений; b) поверочная линейка, концевые меры длины и измерительная головка или микроскоп и натянутая струна или оптические средства измерений. | |||||
Примечания и ссылки на ISO 230-1: пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1. Для всех компоновок станков поверочную линейку, натянутую струну или отражатель при измерении прямолинейности следует устанавливать на столе. Если вращение и осевое перемещение шпинделя можно заблокировать, то измерительную головку, микроскоп или лазерный интерферометр следует крепить на шпинделе; в противном случае измерительный прибор следует размещать на шпиндельной бабке станка. Линия измерения должна проходить как можно ближе к центру стола. | |||||

Проверка прямолинейности перемещения по оси Y: | ||||
a) в вертикальной плоскости YZ (EZY); |
| |||
b) в горизонтальной плоскости XY (EXY). | ||||
Схема измерений | ||||
|
| |||
а) | б) | |||
Допуск для а) и b) при: Y 500 мм < Y 800 мм < Y 1250 мм < Y Для любого участка: 0,007 мм /300 мм. | Измеренные отклонения для Y = ... a) b) | |||
Средства измерений: a) поверочная линейка, концевые меры длины и измерительная головка или оптические средства измерения; b) поверочная линейка, концевые меры длины и измерительная головка или микроскоп и натянутая струна или оптические средства измерений. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1. Для всех компоновок станков поверочную линейку, натянутую струну или отражатель при измерении прямолинейности следует устанавливать на столе. Если вращение и осевое перемещение шпинделя можно заблокировать, то измерительную головку, микроскоп или лазерный интерферометр следует крепить на шпинделе; в противном случае измерительный прибор следует размещать на шпиндельной бабке. Линия измерения должна проходить как можно ближе к центру стола. | ||||
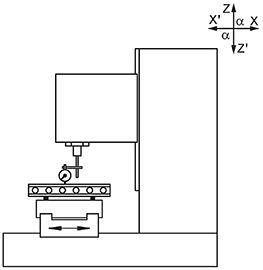
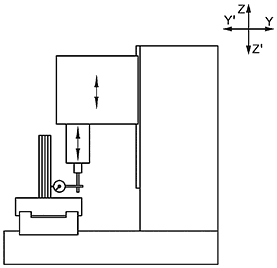
Проверка прямолинейности перемещения по оси Z: | ||||
a) в вертикальной плоскости YZ, параллельной оси Y (EYZ); |
| |||
b) в вертикальной плоскости ZX, параллельной оси X (EXZ). | ||||
Схема измерений | ||||
|
| |||
а) | б) | |||
Допуск для а) и b) при: Z 500 мм < Z 800 мм < Z 1250 мм < Z Для любого участка: 0,007 мм /300 мм. | Измеренные отклонения: для Z = ... a) b) | |||
Средства измерений: для а) и b) - цилиндрический угольник и измерительная головка, микроскоп и натянутая струна или оптические средства измерений. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1. Если вращение и осевое перемещение шпинделя можно заблокировать, то измерительную головку, микроскоп, или отражатель лазерного интерферометра следует крепить на шпинделе; в противном случае измерительный прибор следует размещать на шпиндельной бабке. Для всех компоновок станков линия измерения должна проходить как можно ближе к центру стола. | ||||
4.2 Угловые отклонения линейных перемещений
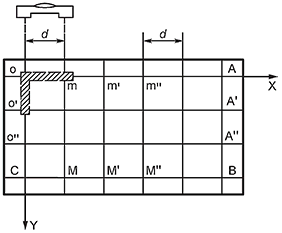
Проверка угловых отклонений при перемещении по оси X: | ||||||
a) в вертикальной плоскости ZX, параллельной оси перемещения (поворот В вокруг оси Y - ЕВХ); |
| |||||
b) в горизонтальной плоскости XY (поворот С вокруг оси Z - ЕСХ); c) в вертикальной плоскости YZ, перпендикулярной оси перемещения (поворот А вокруг оси Х - ЕАХ). | ||||||
Схема измерений | ||||||
|
|
| ||||
а) | б) | с) | ||||
Допуск для а), b) и с) - 0,060 мм/1000 мм (60 микрорадиан, или 12''). | Измеренные отклонения a) b) с) | |||||
Средства измерений: a) (ЕВХ) - уровень или оптические средства измерения углового отклонения; b) (ЕСХ) - оптические средства измерения углового отклонения; c) (ЕАХ) - уровень. | ||||||
Примечания и ссылки на ИСО 230-1: пункты 5.231.3, 5.232.2, 5.233.2. Средства измерений следует устанавливать на перемещаемом узле: a) (ЕВХ) - параллельно перемещению в вертикальной плоскости; b) (ЕСХ) - параллельно перемещению в горизонтальной плоскости; c) (ЕАХ) - перпендикулярно перемещению. Если перемещение по оси Х вызывает угловое смещение, как шпиндельной бабки, так и стола, следует провести измерение отдельно для двух угловых смещений и отразить это в результатах измерений. В этом случае для измерений следует использовать два уровня: один уровень размещать на неподвижном узле станка (шпиндельной бабке или столе), а другой на перемещаемом узле. Измерения следует проводить не менее чем в пяти точках, равномерно расположенных вдоль оси перемещения в обоих направлениях в каждой точке. Разность между минимальными и максимальными показаниями не должна превышать допуск. | ||||||
Проверка угловых отклонений при перемещении по оси Y: | ||||||
a) в вертикальной плоскости YZ, параллельной оси перемещения (поворот A вокруг оси X - EAY); |
| |||||
b) в горизонтальной плоскости XY (поворот С вокруг оси Z - ЕСY); c) в вертикальной плоскости ZX, перпендикулярной оси перемещения (поворот B вокруг оси Y - ЕBY). | ||||||
Схема измерений | ||||||
|
|
| ||||
а) | б) | с) | ||||
Допуск для а), b) и с) - 0,060 мм/1000 мм (60 микрорадиан или 12''). | Измеренные отклонения a) b) с) | |||||
Средства измерений: a) (EAY) - уровень или оптические средства измерений углового отклонения; b) (ECY) - оптические средства измерений углового отклонения; c) (EBY) - уровень. | ||||||
Примечания и ссылки на ИСО 230-1: пункты 5.231.3, 5.232.2, 5.233.2. Средства измерений следует устанавливать на перемещаемых узлах: a) (EAY) параллельно перемещению в вертикальной плоскости; b) (ECY) параллельно перемещению в горизонтальной плоскости; c) (EBY) перпендикулярно перемещению. Если перемещение по оси Y вызывает угловое смещение как шпиндельной бабки так и стола, следует провести измерение отдельно для двух угловых смещений и отметить это в результатах измерений. В этом случае для измерений следует использовать два уровня: один уровень размещать на неподвижном узле станка (шпиндельной бабке или столе), а другой на перемещаемом узле. Измерение следует проводить не менее чем в пяти точках, равномерно расположенных вдоль оси перемещения, в обоих направлениях в каждой точке. Разность между минимальными и максимальными показаниями не должна превышать допуск. | ||||||
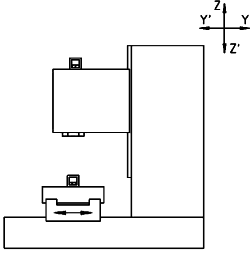
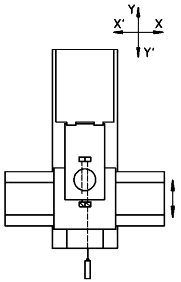
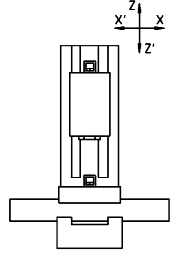
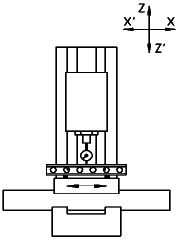
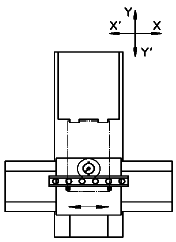
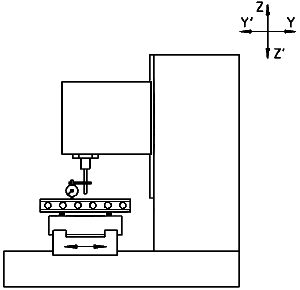
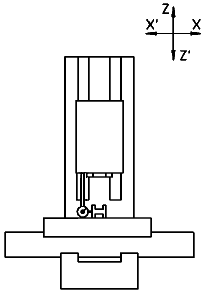
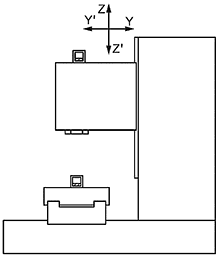
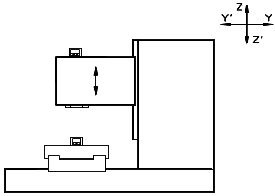
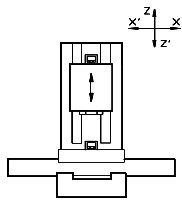
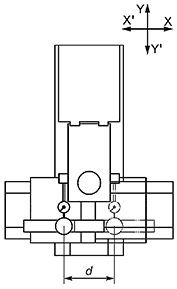
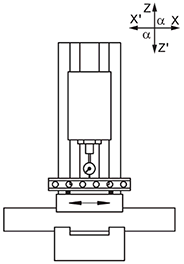
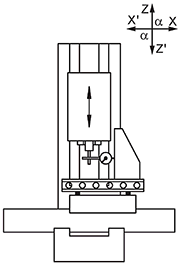
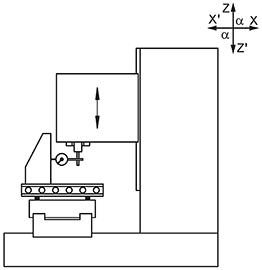
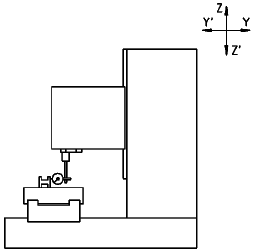
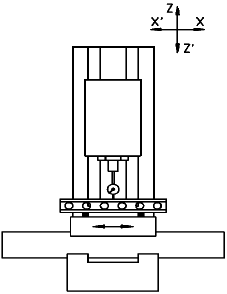
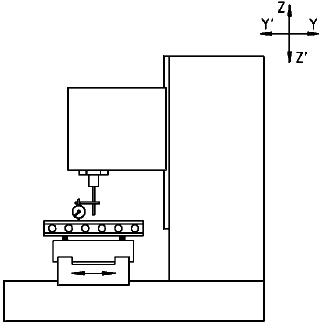
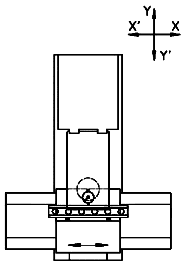
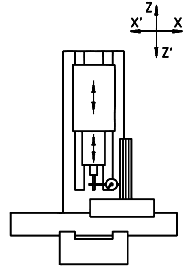
Проверка угловых отклонений при перемещении по оси Z: | ||||||
a) в вертикальной плоскости YZ (поворот А вокруг оси X - EAZ); |
| |||||
b) в вертикальной плоскости ZX (поворот В вокруг оси Y - EBZ); c) в горизонтальной плоскости XY (поворот С вокруг оси Z - ECZ). | ||||||
Схема измерений | ||||||
|
|
| ||||
|
|
| ||||
Допуск для а), b) и с) - 0,060 мм/1000 мм (60 микрорадиан или 12''). | Измеренные отклонения a) b) с) | |||||
Средства измерений: а) и b) - уровень или оптические средства измерений угловых отклонений; с) - поверочная линейка, цилиндрический угольник и измерительная головка. | ||||||
Примечания и ссылки на ISO 230-1: пункт 5.231.3, 5.232.2, 5.233.2. Измерения следует проводить не менее чем в пяти точках, равномерно расположенных вдоль перемещения в обоих направлениях движения. Разность между минимальными и максимальными показаниями не должна превышать допуск. Уровень или отражатель оптического прибора следует помещать на перемещаемых узлах (при данной компоновке на шпиндельной бабке): a) для углового отклонения EAZ - вдоль оси Y'; b) для углового отклонения EBZ - вдоль оси X'. Если перемещение по оси Z может вызывать угловое смещение как шпиндельной бабки, так и неподвижного стола, следует проводить измерение этих двух угловых смещений при перемещении шпиндельной бабки в каждой из пяти точек и отразить это в результатах испытаний. В этом случае на неподвижном узле станка (в данном случае столе) следует разместить второй уровень; c) для углового отклонения ECZ на столе следует размещать цилиндрический угольник параллельно оси Z. Измерительную головку, закрепленную на специальном рычаге на шпиндельной бабке, следует установить так, чтобы измерительный наконечник касался образующей угольника и обнулить показания головки. Перемещая шпиндельную бабку вдоль оси Z, снять показания при положении шпиндельной бабки в пяти точках, выбранных при измерении по а) и b). После этого измерительную головку переставить на другую сторону шпиндельной бабки, переместить стол вдоль оси Х так, чтобы измерительный наконечник касался той же образующей угольника, вновь обнулить показания головки на начальной точке измерения и произвести измерения на тех же высотах, что и в первый раз. Для каждой высоты измерения следует вычислить разность между двумя показаниями. Окончательный результат определить по формуле:
где Результат вычисления не должен превышать допуск. Эти отклонения следует учитывать при перемещении по оси X. | ||||||
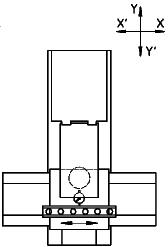
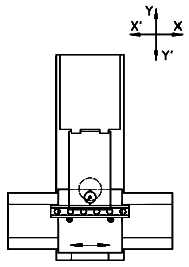
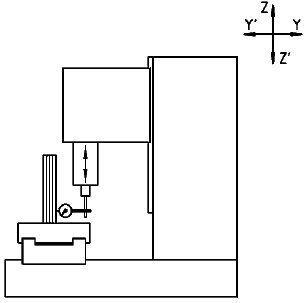
4.3 Перпендикулярность линейных перемещений
Проверка перпендикулярности перемещений вдоль оси Z относительно оси X. |
| |||
Схема измерений | ||||
|
| |||
Этап 1 | Этап 2 | |||
Допуск - 0,02 мм/ 500 мм | Измеренное отклонение | |||
Средства измерений: поверочная линейка или поверочная плита, поверочный угольник и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункт 5.522.4. Этап 1. Рабочую поверхность поверочной линейки или плиты следует устанавливать параллельно оси X. При использовании цилиндрического угольника рабочая поверхность поверочной линейки или плиты также должна быть параллельна оси X. Этап 2. Положение оси Z следует проверять посредством поверочного угольника, установленного на поверочной линейке или плите. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае измерительную головку следует размещать на шпиндельной бабке. Конкретное значение угла | ||||
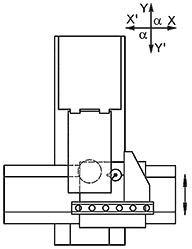
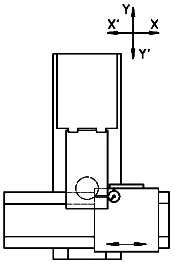
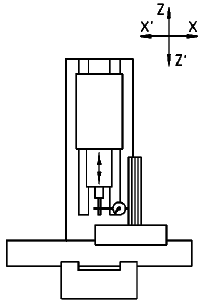
Проверка перпендикулярности перемещений вдоль оси Z относительно оси Y. |
| |||
Схема измерений | ||||
|
| |||
Этап 1 | Этап 2 | |||
Допуск - 0,02 мм/ 500 мм | Измеренное отклонение | |||
Средства измерений: поверочная линейка или поверочная плита, поверочный угольник и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункт 5.522.4. Этап 1. Рабочую поверхность поверочной линейки или плиты следует установить параллельно оси Y. При использовании цилиндрического угольника рабочая поверхность поверочной линейки или плиты также должна быть параллельна оси Y. Этап 2. Положение оси Z следует проверять посредством поверочного угольника, установленного на поверочной линейке или плите. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае измерительную головку следует размещать на шпиндельной бабке. Конкретное значение угла Для станков типов V10 и V11, оснащенных перемещаемой траверсой, следует проводить измерение для трех позиций траверсы на колоннах (нижней, средней и верхней). | ||||
Проверка перпендикулярности перемещений по осям Y и X. |
| ||||
Схема измерений | |||||
|
|
| |||
Этап 1 | Этап 2 | ||||
Допуск - 0,02 мм/ 500 мм | Измеренное отклонение | ||||
Средства измерений: поверочная линейка, поверочный угольник и измерительная головка. | |||||
Примечания и ссылки на ISO 230-1: пункт 5.522.4. Этап 1. Рабочую поверхность поверочной линейки следует устанавливать параллельно оси X' (или оси Y'). Этап 2. Положение оси Y' (или X') следует проверять посредством поверочного угольника, установленного на столе, как показано на схеме измерения. Это измерение допускается также проводить без поверочной линейки, установив одну сторону угольника вдоль одной оси, проверяя вторую ось по другой стороне угольника. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае измерительную головку следует размещать на шпиндельной бабке. Конкретное значение угла | |||||
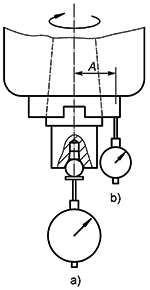
4.4 Шпиндель
Проверка: | |||
a) осевого биения шпинделя; b) биения торца шпинделя на расстоянии А. |
| ||
Схема измерений | |||
| |||
Допуск: a) 0,005 мм b) 0,010 мм | Измеренные отклонения a) b) | ||
Средства измерений: измерительная головка со сферическим и плоским контактными наконечниками и специальная оправка с шариком. | |||
Примечания и ссылки на ISO 230-1: пункты 5.621.1, 5.622.2, 5.631 и 5.632. Этот контроль следует проводить на всех рабочих шпинделях станка. Если используются шпиндельные подшипники без предварительного натяга, необходимо приложить к шпинделю осевое усилие, достаточное для выборки зазоров. Направление приложения усилий должно указываться в документации на станок. Нагрузочное приспособление не должно влиять на результаты измерений. Расстояние А должно быть наибольшим из возможных. | |||
Проверка биения внутреннего конуса шпинделя: | |||
a) у торца шпинделя; b) на расстоянии 300 мм от торца шпинделя. |
| ||
Схема измерений | |||
| |||
Допуск: a) 0,01 мм; b) 0,02 мм. | Измеренные отклонения a) b) | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ISO 230-1: пункты 5.612.3 и 5.611.4 (примечание). Эту проверку следует проводить на всех рабочих шпинделях станка при повороте каждого шпинделя не менее чем на два оборота, в соответствии с ISO 230-1. | |||
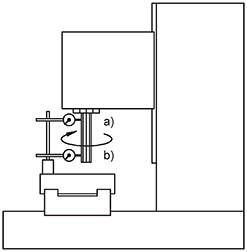
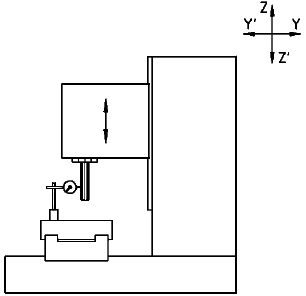
Проверка параллельности оси шпинделя перемещению по оси Z: | |||
a) в вертикальной плоскости YZ; b) в вертикальной плоскости ZX. |
| ||
Схема измерений | |||
|
| ||
а) | б) | ||
Допуск для а) и b) - 0,015 мм / 300 мм | Измеренные отклонения: a) b) | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ISO 230-1: пункты 5.412.1 и 5.422.3. Для а) перемещение по оси Y, по возможности, следует заблокировать. Для b) перемещение по оси X, по возможности, следует заблокировать. Для станков типов V10 и V11, оснащенных перемещаемой траверсой, следует проводить измерение для трех позиций траверсы на колоннах (нижней, средней и верхней). | |||
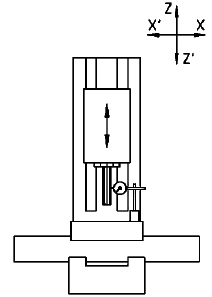
Проверка перпендикулярности оси шпинделя перемещению по оси X. |
| ||
Схема измерений | |||
| |||
Допуск - 0,02 мм / 300 мм | Измеренное отклонение | ||
Средства измерений: поверочная линейка, концевые меры длины, коленчатая оправка и измерительная головка. | |||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32, 5.512.4 и 5.512.42. Перемещения по оси Z, по возможности, следует заблокировать. Рабочую поверхность поверочной линейки следует устанавливать параллельно перемещению стола по оси X. Отклонения от перпендикулярности можно также определять из схем G7 и G12 b). Конкретное значение угла | |||
Проверка перпендикулярности оси шпинделя перемещению по оси Y. |
| ||
Схема измерений | |||
| |||
Допуск - 0,02 мм / 300 мм | Измеренное отклонение | ||
Средства измерений: поверочная линейка, концевые меры длины, коленчатая оправка и измерительная головка. | |||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Перемещения по оси Z, по возможности, следует заблокировать. Рабочую поверхность поверочной линейки следует устанавливать параллельно перемещению стола по оси Y. Отклонения от перпендикулярности можно определять также из схем G8 и G12 а), при условии, что сумма соответствующих отклонений не превышает допуск. Конкретное значение угла | |||
4.5 Встроенный или сменный стол
Проверка плоскостности поверхности стола |
| ||
| |||
Схема измерений | |||
| |||
Допуск: L 500 мм < L 800 мм < L 1250 мм < L где L - длина самой короткой стороны встроенного или сменного стола. Допуск на любом участке - 0,012 мм на длине измерения 300 мм. | Измеренное отклонение для L = ... | ||
Средства измерений: уровень или поверочная линейка и концевые меры длины, измерительная головка или оптические средства измерения. | |||
Примечания и ссылки на ISO 230-1: пункты 5.322, 5.323 и 5.324. Оси X и Y следует оценивать в центральных точках траекторий перемещений по ним. Плоскостность стола следует проверять дважды - первый раз с фиксацией поворотного стола, затем без фиксации (по возможности). Оба измеренных отклонения не должны превышать допуск. Такой контроль применим к сменным столам с размерами, установленными в стандартах ISO 8526-1 и ISO 8526-2. | |||
Проверка параллельности поверхности стола |
| ||
| |||
Схема измерений | |||
| |||
Допуск: X 500 мм < X 800 мм < X 1250 мм < X | Измеренное отклонение для X = ... | ||
Средства измерений: поверочная линейка, концевые меры длины, измерительная головка. | |||
Примечания и ссылки на ISO 230-1: пункты 5.422.1 и 5.422.2. Перемещения по осям Y и Z, по возможности, следует заблокировать. Измерительный наконечник измерительной головки следует устанавливать в точке, соответствующей рабочему положению режущего инструмента. Измерение следует выполнять при помощи поверочной линейки, рабочая поверхность которой установлена параллельно поверхности стола. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае ее следует размещать на шпиндельной бабке. | |||
Проверка параллельности поверхности стола |
| ||
| |||
Схема измерений | |||
| |||
Допуск: Y 500 мм < Y 800 мм < Y 1250 мм < Y | Измеренное отклонение для Y = ... | ||
Средства измерений: поверочная линейка, концевые меры длины, измерительная головка. | |||
Примечания и ссылки на ISO 230-1: пункты 5.422.1 и 5.422.2. Перемещения по осям Х и Z, по возможности, следует заблокировать. Измерительный наконечник измерительной головки следует располагать в точке, соответствующей рабочему положению режущего инструмента. Измерение следует выполнять с использованием поверочной линейки, рабочая поверхность которой установлена параллельно поверхности стола. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае ее следует размещать на шпиндельной бабке. | |||
Проверка параллельности перемещения стола | ||||||
a) продольной средней линии, определяемой базовым Т-образным пазом или; |
| |||||
b) продольной средней линии, определяемой установочными отверстиями или; c) продольной грани стола. | ||||||
| ||||||
Схема измерений | ||||||
|
|
| ||||
а) | б) | с) | ||||
Допуск для а), b) и с) - 0,015 мм / 300 мм | Измеренные отклонения: a) b) с) | |||||
Средства измерений: измерительная головка, поверочная линейка и измерительные штифты. | ||||||
Примечания и ссылки на ISO 230-1: пункты 5.422-1 и 5.422.2. Перемещение по оси Y, по возможности, следует заблокировать. Если вращение и осевое перемещение шпинделя можно зафиксировать, измерительную головку следует крепить на шпинделе; в противном случае ее следует размещать на шпиндельной бабке. Для проверки по b) следует использовать два измерительных штифта, входящих в установочные отверстия с минимальным зазором с выступающими частями одинакового диаметра, к которым следует прикладывать поверочную линейку. | ||||||
4.6 Дополнительная ось перемещения пиноли W, параллельная оси Z
Проверка прямолинейности перемещения по оси W: | |||||
a) в вертикальной плоскости YZ; b) в вертикальной плоскости ZX. |
| ||||
Схема измерений | |||||
|
| ||||
а) | б) | ||||
Допуск для а) и b) - 0,015 мм / 300 мм | Измеренные отклонения: a) b) | ||||
Средства измерений: цилиндрический угольник и измерительная головка. | |||||
Примечания и ссылки на ISO 230-1: пункты 5.211, 5.231.2, 5.232.1 и 5.233.1. a) перемещения по оси Y, по возможности, следует заблокировать. b) перемещения по оси X, по возможности, следует заблокировать. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае ее следует размещать на шпиндельной бабке. | |||||
Проверка параллельности перемещения пиноли по оси W относительно оси Z: | |||||
a) в вертикальной плоскости YZ; b) в вертикальной плоскости ZX. |
| ||||
Схема измерений | |||||
|
| ||||
а) | б) | ||||
Допуск для а) и b) - 0,25 мм / 300 мм | Измеренные отклонения: a) b) | ||||
Средства измерений: цилиндрический угольник и измерительная головка. | |||||
Примечания и ссылки на ISO 230-1: пункты 5.422.2 и 5.422.5. a) перемещение по оси Y, по возможности, следует заблокировать; b) перемещение по оси X, по возможности следует заблокировать. По возможности, угольник следует устанавливать параллельно оси W. Если невозможно, то при измерении следует отклонение по оси W вносить как поправку в конечный результат измерений. Если вращение и осевое перемещение шпинделя можно заблокировать, измерительную головку следует крепить на шпинделе; в противном случае ее следует размещать на шпиндельной бабке. | |||||
Приложение А
(обязательное)
Неповоротные шпиндельные головки с горизонтальным шпинделем
А.1 Горизонтальный шпиндель, параллельный оси Х
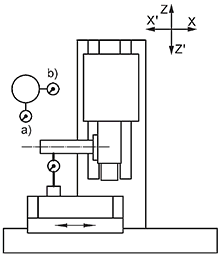
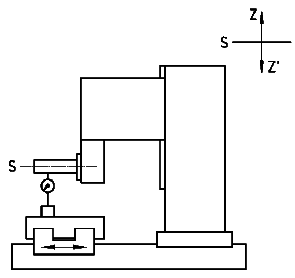
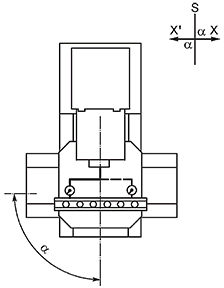
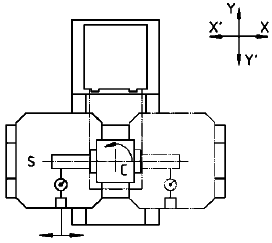
Проверка параллельности оси шпинделя S перемещению по оси X: | |||||
a) в вертикальной плоскости ZX; b) в горизонтальной плоскости XY. |
| ||||
Схема измерений | |||||
|
| ||||
а) | б) | ||||
Допуск для а) и b) - 0,020 мм / 300 мм | Измеренные отклонения: a) b) | ||||
Средства измерения: контрольная оправка и измерительная головка. | |||||
Примечания и ссылки на ISO 230-1: пункты 5.412.1 и 5.422.3. Проверку следует проводить при среднем положении перемещаемого узла на оси Y. Для а) перемещение по оси Z, по возможности, следует заблокировать. Для b) перемещение по оси Y, по возможности, следует заблокировать. | |||||
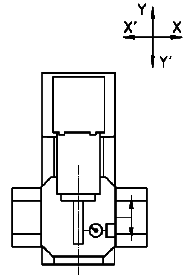
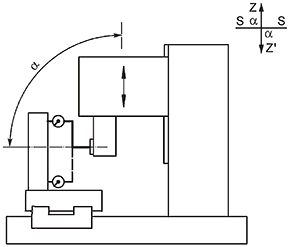
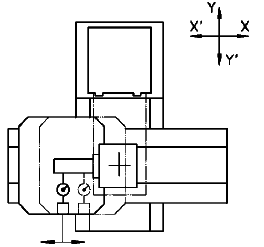
Проверка перпендикулярности оси шпинделя S к перемещению по оси Y. | ||||
| ||||
Схема измерений | ||||
| ||||
Допуск - 0,025 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: поверочная линейка, коленчатая оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Перемещения по оси X, по возможности, следует заблокировать. Рабочую поверхность поверочной линейки следует устанавливать параллельно оси Y. Отклонения от перпендикулярности можно также определять из схем G9 и AG1 b) при условии, что сумма соответствующих отклонений в показаниях не превышает допуска. Конкретное значение угла | ||||
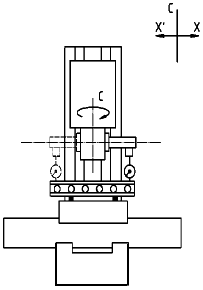
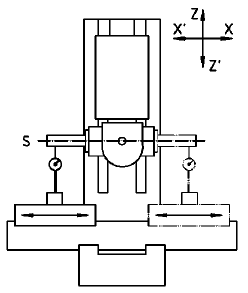
Проверка перпендикулярности оси шпинделя S к перемещению по оси Z. | ||||
| ||||
Схема измерений | ||||
| ||||
Допуск - 0,025 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: цилиндрический угольник, коленчатая оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1 и 5.512.32. Перемещение по оси X, по возможности, следует заблокировать. Измерительную сторону угольника следует устанавливать параллельно оси Z, или при измерении учитывать отклонения от параллельности. Отклонение от перпендикулярности можно также определять из проверок G8 и AG1, схема измерения а), при условии, что сумма соответствующих отклонений не превышает допуска. Конкретное значение угла | ||||
A.2 Горизонтальный шпиндель, параллельный оси Y
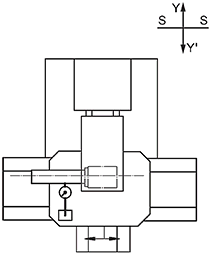
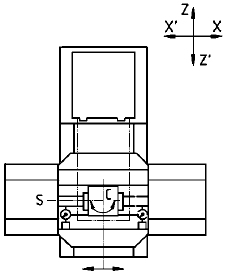
Проверка параллельности оси шпинделя S перемещению по оси Y: | |||||
a) в вертикальной плоскости YZ; b) в горизонтальной плоскости XY. |
| ||||
Схема измерений | |||||
|
| ||||
а) | б) | ||||
Допуск для а) и b) - 0,020 мм / 300 мм | Измеренные отклонения a) b) | ||||
Средства измерений: контрольная оправка и измерительная головка. | |||||
Примечания и ссылки на ISO 230-1: пункты 5.412.1 и 5.422.3. Проверку следует проводить при среднем положении перемещаемого узла на оси X. Для а) перемещение по оси Z, по возможности, следует заблокировать. Для b) перемещение по оси X, по возможности, следует заблокировать. | |||||
Проверка перпендикулярности оси шпинделя S к перемещению по оси X. | ||||
| ||||
Схема измерений | ||||
| ||||
Допуск - 0,025 мм / 300 мм | Измеренное отклонение: | |||
Средства измерений: поверочная линейка, коленчатая оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Y, по возможности, следует заблокировать. Рабочую поверхность поверочной линейки следует устанавливать параллельно оси X. Отклонение от перпендикулярности можно также определять по результатам проверок G7 и AG4 b) при этом сумма соответствующих отклонений не должна превышать указанный здесь допуск. Конкретное значение угла | ||||
Проверка перпендикулярности оси шпинделя S к перемещению по оси Z. | ||||
| ||||
Схема измерений | ||||
| ||||
Допуск - 0,025 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: цилиндрический угольник, коленчатая оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Проверку следует проводить при среднем положении перемещаемого узла на оси Х. Перемещение по оси Y, по возможности, следует заблокировать. Угольник следует устанавливать параллельно оси Z или при измерении учитывать отклонения от параллельности. Отклонение от перпендикулярности можно также определять по результатам проверок G8 и AG4 а) при этом сумма соответствующих отклонений не должна превышать указанный здесь допуск. Конкретное значение угла | ||||
Приложение В
(обязательное)
Поворотные шпиндельные головки с одной управляемой ЧПУ осью поворота
Проверка перпендикулярности оси С поворота шпиндельной головки к плоскости XY или параллельность плоскости XY и плоскости поворота головки. |
| |||
Схема измерений | ||||
| ||||
Допуск - 0,015 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: поверочная линейка или поверочная плита и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Рабочую поверхность поверочной линейки или плиты следует устанавливать параллельно плоскости XY. | ||||
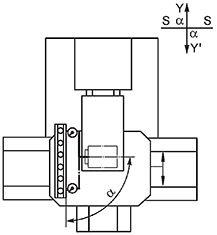
Проверка пересечения оси горизонтального шпинделя S с вертикальной осью поворота шпиндельной головки С. |
| |||
Схема измерений | ||||
| ||||
Допуск - 0,030 мм | Измеренное отклонение | |||
Средства измерений: контрольная оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1 Установить поворотную головку таким образом, чтобы ось шпинделя была параллельна оси X' (или Y') в горизонтальной плоскости XY и установить в нулевое положение показания измерительной головки. Без переустановки измерительной головки и без перемещений по оси X' (или Y'), а только по оси Z, повернуть шпиндельную головку на 180° и установить ее так, чтобы ось шпинделя снова была параллельна оси Х' (или Y'). Снять новое показание. Половина этого показания не должна превышать допуск. Результат этого контроля может быть использован в целях компенсации. | ||||
Приложение С
(обязательное)
Поворотные шпиндельные головки с двумя управляемыми ЧПУ взаимно перпендикулярными осями поворота
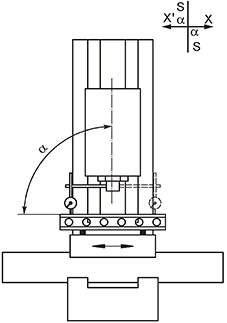
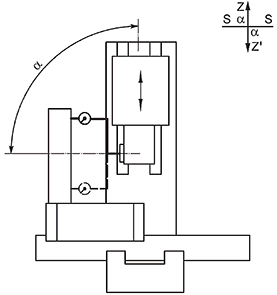
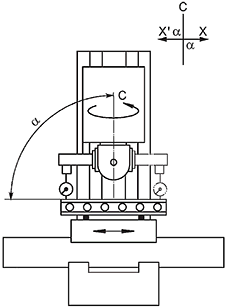
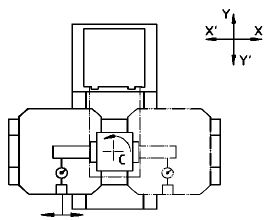
Проверка перпендикулярности оси С поворота шпиндельной головки | ||||
к перемещению по оси Х. |
| |||
Схема измерений | ||||
| ||||
Допуск - 0,025 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: поверочная линейка или поверочная плита и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Z и поворот вокруг оси А, если возможно, следует заблокировать. Рабочую поверхность поверочной линейки или плиты следует устанавливать параллельно оси X. Измерительную головку можно устанавливать как на корпус вилки шпиндельной головки, так и на шпиндельную головку, при этом шпиндель должен быть перпендикулярен оси Z. Конкретное значение угла | ||||
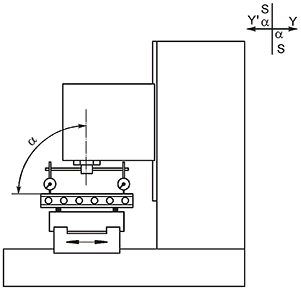
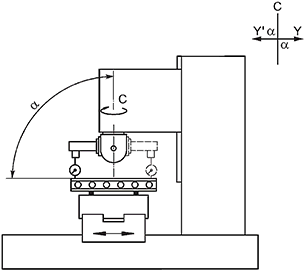
Проверка перпендикулярности оси С поворота шпиндельной головки | ||||
к перемещению по оси Y. |
| |||
Схема измерений | ||||
| ||||
Допуск - 0,035 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: поверочная линейка или поверочная плита и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1: пункты 5.512.1, 5.512.32 и 5.512.42. Перемещения по оси Z и поворот вокруг оси А, по возможности, следует заблокировать. Рабочую поверхность поверочной линейки или плиты следует устанавливать параллельно оси Y. Измерительную головку можно устанавливать как на корпус вилки шпиндельной головки, так и на шпиндельную головку, при этом шпиндель должен быть перпендикулярен к оси Z. Конкретное значение угла | ||||
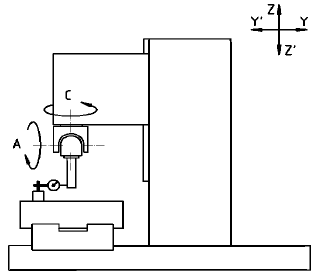
Проверка перпендикулярности осей А и С поворота шпиндельной головки. |
| |||
Схема измерений | ||||
|
| |||
Этап 1 | Этап 2 | |||
Допуск - 0,035 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: контрольная оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1 Перемещение по оси Y, по возможности, следует заблокировать. Этап 1. Настроить угловое положение оси С так, чтобы показания измерительной головки в правом и левом положениях шпинделя были равны (ось А перпендикулярна оси X). Затем установить показания измерительной головки в нулевое положение и отметить контактную точку на контрольной оправке. Этап 2. Повернуть шпиндельную головку вокруг оси А на 90° так, чтобы шпиндель занял вертикальное положение (в плоскости YZ) и перемещать ее по оси Z и поворачивать ее вокруг оси А, пока наконечник измерительной головки не коснется контрольной оправки в отмеченной точке. Записать показания. Этап 3. Повернуть шпиндельную головку вокруг оси С на 180°, повторить настройку (этап 1) и измерение (этап 2). Половина разности результатов двух измерений, полученных на этапе 2, в пересчете на 300 мм не должна превышать допуск. Примечание - Половина суммы результатов двух измерений, полученных на этапе 2, в пересчете на 300 мм дает отклонение от параллельности между осями С и Z в вертикальной плоскости YZ, соответствующее комбинации схем G8 и BG2. Отклонение от перпендикулярности оси шпинделя S и оси поворота А, измеряемое по схеме CG4, следует исключить путем настройки на нуль показаний измерительной головки на этапе 1. | ||||
Проверка перпендикулярности оси шпинделя S к оси А поворота шпиндельной головки. |
| |||
Схема измерений | ||||
|
| |||
Этап 1 | Этап 2 | |||
Допуск - 0,025 мм / 300 мм | Измеренное отклонение | |||
Средства измерений: контрольная оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1 Перемещения по оси Y, по возможности, следует заблокировать. Этап 1. Использовать настройку, выполняемую на этапе 1 схемы CG3. Этап 2. Измерить отклонение от параллельности между осью шпинделя S и осью Х в горизонтальной плоскости XY в любом из двух противоположных горизонтальных положений шпинделя. Это отклонение равно отклонению от перпендикулярности между осями S и А. | ||||
Проверка расположения в одной плоскости оси шпинделя S и | ||||
оси А поворота шпиндельной головки. |
| |||
Схема измерений | ||||
| ||||
Допуск - 0,020 мм | Измеренное отклонение | |||
Средства измерений: контрольная оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1 Перемещение по оси Z, по возможности, следует заблокировать. Повернуть шпиндельную головку в одну сторону и настроить ось А таким образом, чтобы контрольная оправка стала параллельной оси Х в вертикальной плоскости ZX. Установить в нулевое положение показания измерительной головки и закрепить ее на столе. Чтобы избежать погрешностей от перемещений измерительной головки, следует отводить шпиндельную или измерительную головку только перемещениями вдоль осей Х и Y. Повернуть шпиндельную головку вокруг оси А на 180° и снова привести контрольную оправку в контакт с измерительной головкой посредством перемещений по осям Х и Y. Не переставляя измерительную головку, настроить ось А так, чтобы контрольная оправка вновь стала параллельной оси Х с другой стороны. Половина нового показания измерительной головки не должна превышать допуск. | ||||
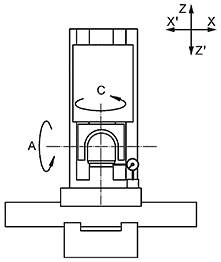
Проверка совпадения оси шпинделя S в вертикальном положении | ||||
вдоль оси Z с осью С поворота шпиндельной головки: a) в вертикальной плоскости АС, содержащей обе оси - А и С; |
| |||
b) в вертикальной плоскости, перпендикулярной плоскости АС. | ||||
Схема измерений | ||||
|
| |||
а) | б) | |||
Допуск: a) 0,015 мм. b) 0,030 мм | Измеренные отклонения: a) b) | |||
Средства измерений: измерительная головка, или контрольная оправка и измерительная головка. | ||||
Примечания и ссылки на ISO 230-1 Настроить ось А поворота шпиндельной головки так, чтобы минимизировать отклонение от параллельности между осью шпинделя S и осью поворота С. Измерительный наконечник должен касаться наружной поверхности шпинделя или контрольной оправки вблизи торца шпинделя. Четырежды повернуть шпиндельную головку вокруг оси С на 90°. Разность результатов измерений в двух плоскостях по схемам а) и b), деленная на два, должна быть меньше допуска. Результат измерения по схеме b) в плоскости, перпендикулярной к оси А, включает несовпадения между осью шпинделя S и осью А, определяемое по схеме CG5, и несовпадение между осями А и С, определяемое по схеме CG7. Для этого случая обе оси S и С - должны быть параллельны оси Z. | ||||
Проверка расположения в одной плоскости осей А и С поворота шпиндельной головки. |
| |||
Схема измерений | ||||
| ||||
Допуск - 0,020 мм. | Измеренное отклонение | |||
Средства измерений: измерительная головка и цилиндрический угольник. | ||||
Примечания и ссылки на ISO 230-1 Перемещение по оси X, по возможности, следует заблокировать. Угольник следует устанавливать параллельно плоскости YZ. Если есть возможность зафиксировать шпиндель от вращения, измерительную головку следует устанавливать на шпинделе. Установить оси А и С таким образом, чтобы шпиндель был перпендикулярен угольнику, установить показания измерительной головки на нуль. Не переставляя измерительную головку, повернуть шпиндельную головку вокруг осей А и С - на 180° и снять новое показание. Половина нового показания не должна превышать допуск. | ||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:1996 | - | *, |
ISO 8526-1:1990 | - | * |
ISO 8526-2:1990 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
______________
В Российской Федерации действует ГОСТ Р ИСО 230-1-2010 "Испытания станков. Часть 1. Методы измерения геометрических параметров".
Приложение ДБ
(справочное)
Перечень межгосударственных стандартов, касающихся контроля точности обрабатывающих центров, действующих в Российской Федерации
ГОСТ 8-82 | Станки металлорежущие. Общие требования к испытаниям на точность |
ГОСТ 7599-82 | Станки металлообрабатывающие. Общие технические условия |
ГОСТ 22267-76 | Станки металлорежущие. Схемы и способы измерений геометрических параметров |
ГОСТ 23597-79 | Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения |
ГОСТ 27491-87 | Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Основные параметры и размеры |
ГОСТ 30027-93 | Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Нормы точности |
ГОСТ 8.010-90 | Государственная система обеспечения единства измерений. Методика выполнения измерений |
Библиография
[1] | ISO 841 Industrial automation systems - Physical device control - Coordinate system and motion nomenclature (ИСО 841:2001 Системы промышленной автоматизации и интеграции. Числовое программное управление станков. Системы координат и обозначение перемещений) |
УДК 621.9.02-434.5:006.354 |
| ОКС 25.040.10 | |
Ключевые слова: центры обрабатывающие, геометрическая точность, методы проверок, средства измерений, схема измерений, отклонение, допуск, поверочная плита, поверочная линейка, поверочный угольник, цилиндрический угольник, контрольная оправка, измерительная головка, уровень, оптические средства измерения | |||
Электронный текст документа
и сверен по:
, 2020
{kind=link}