ГОСТ Р 59052-2020/ISO/TR 18828-1:2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы промышленной автоматизации и интеграция
СТАНДАРТИЗОВАННЫЕ ПРОЦЕДУРЫ ПРОЕКТИРОВАНИЯ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Часть 1
Основные положения
Industrial automation systems and integration. Standardized procedures for production systems engineering. Part 1. Overview
ОКС 25.040.40
Дата введения 2021-01-01
Предисловие
1 ПОДГОТОВЛЕН ООО "НИИ экономики связи и информатики "Интерэкомс" (ООО "НИИ "Интерэкомс") на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 сентября 2020 г. N 703-ст
4 Настоящий стандарт идентичен международному документу ISO/TR 18828-1:2018* "Системы промышленной автоматизации и интеграция. Стандартизованные процедуры проектирования производственных систем. Часть 1. Основные положения" (ISO/TR 18828-1:2018 "Industrial automation systems and integration - Standardized procedures for production systems engineering - Part 1: Overview", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 Некоторые положения международного стандарта, указанного в пункте 4, могут являться объектом патентных прав. Международная организация по стандартизации (ИСО) и Международная электротехническая комиссия (МЭК) не несут ответственности за идентификацию подобных патентных прав
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Комплекс международных стандартов ИСО 18828 определяет стандартизованные процедуры проектирования производственных систем. Основными выгодоприобретателями (бенефициарами) использования рассмотренных в настоящем стандарте принципов, относящихся к таким аспектам, как производственные процессы и изменения в них, информационные потоки и ключевые показатели эффективности (KPI), могут стать руководители и сотрудники планово-производственных отделов. Структура международных стандартов ИСО 18828 (на момент публикации настоящего стандарта) приведена на рисунке 1.
|
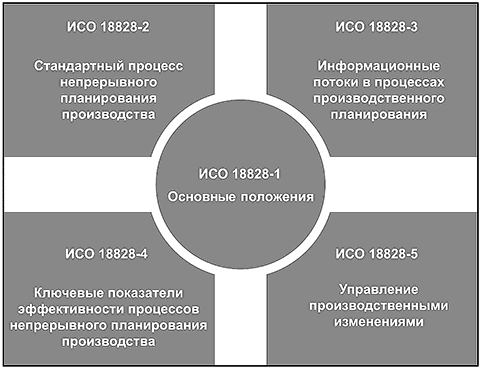
Рисунок 1 - Структура комплекса международных стандартов ИСО 18828
Каждая часть комплекса международных стандартов ИСО 18828 представляет собой самостоятельный документ (стандарт), содержание которого может быть понято из его контекста без ознакомления с другими частями того же комплекса международных стандартов. Тем не менее ИСО 18828-2, ИСО 18828-3 и ИСО 18828-4 тесно связаны между собой, в связи с чем их совместное применение приобретает дополнительную ценность. В приложении А определяются предметная область и контекст жизненного цикла комплекса международных стандартов ИСО 18828.
Описание взаимосвязей между различными частями комплекса международных стандартов ИСО 18828, а также основные информационные потоки между ними приведены на рисунке 2. Основной эффект от положений, определенных в комплексе международных стандартов ИСО 18828 в форме стандартизованных процедур, нацелен на инженеров промышленных систем, для которых информация о процессе планирования является основной, полученной в соответствии с ИСО 18828-2. При этом информация о процессе планирования может рассматриваться как исходная информация для формирования информационных потоков (см. ИСО 18828-3) и KPI-показателей (см. ИСО 18828-4) соответственно. Потоки данных извлекаются из информационных потоков (см. ИСО 18828-3), статистических данных - из KPI-показателей (см. ИСО 18828-4). Информация о процессе планирования и статистические данные могут оказывать влияние на процессы изменений на производстве; они будут использоваться в качестве исходных данных для внесения соответствующих изменений (см. ИСО 18828-5), информация о которых будет предоставляться инженерам производственных систем.
|
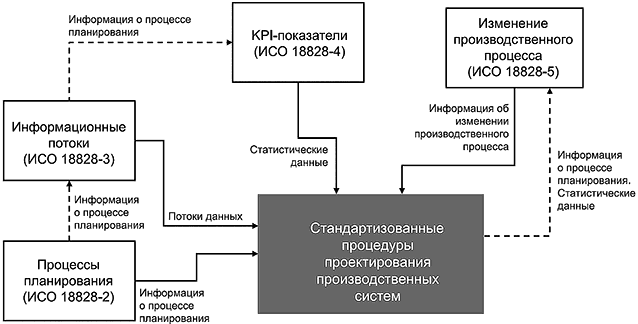
Рисунок 2 - Взаимосвязь между различными частями комплекса международных стандартов ИСО 18828
В настоящем стандарте представлен обзор комплекса международных стандартов ИСО 18828:
- раздел 4 содержит обзор каждой части комплекса международных стандартов ИСО 18828;
- в разделе 5 для пояснения общего характера применения частей 2, 3 и 4 ИСО 18828 рассмотрены взаимосвязи между ними и примеры его промышленного применения. В части 5 ИСО 18828 подробно рассмотрен процесс внесения производственных изменений, который может оказаться полезным не только инженерам производственных систем.
1 Область применения
В настоящем стандарте определена структура комплекса международных стандартов ИСО 18828, распространяющихся на непрерывное планирование производства.
Положения настоящего стандарта содержат:
- обзор принципов, используемых в комплексе международных стандартов ИСО 18828;
- содержательное описание каждой части комплекса международных стандартов ИСО 18828;
- описание взаимосвязанных аспектов и применение используемых принципов.
Настоящий стандарт не распространяется на следующие аспекты:
- подробное описание процессов;
- подробное описание потоков данных;
- подробный анализ KPI-показателей;
- подробное описание моделей данных;
- углубленный анализ различных частей комплекса международных стандартов ИСО 18828.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт:
ISO 18828-2, Industrial automation systems and integration - Standardized procedures for production systems engineering - Part 2: Reference process for seamless production planning (Системы промышленной автоматизации и интеграция. Стандартизованные процедуры проектирования производственных систем. Часть 2. Стандартный процесс непрерывного планирования производства)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 18828-2.
4 Общие сведения и краткое описание частей комплекса международных стандартов ИСО 18828
4.1 Общие сведения об ИСО 18828-2
В ИСО 18828-2 описан стандартный процесс планирования, предназначенный для единообразного понимания процессов планирования производства на этапе подготовки производства его жизненного цикла. Данный процесс находится на стыке процессов проектирования и производства продукции.
Стандартный процесс планирования включает два аспекта, первый из которых связан с дисциплинами планирования, для определения наиболее важных из которых использованы данные различных производственных компаний. Основное внимание необходимо уделить следующим четырем дисциплинам, а именно планированию:
a) изготовления продукции;
b) ее сборки;
c) логистики (материально-технического обеспечения);
d) размещения оборудования.
Каждый процесс, реализуемый в соответствии с указанными дисциплинами планирования, должен проходить все этапы проектирования продукции, причем вторым аспектом стандартного процесса планирования являются этапы производства продукции. Процесс стандартного планирования распространяется и на наиболее поздние этапы разработки продукции, вплоть до этапа ее производства. На стадии подготовки производства в соответствии с ИСО 18828-2 определяются четыре различных этапа, связанных с уровнем зрелости предприятия, а именно:
- этап планирования концепции;
- этап предварительного планирования;
- этап детального планирования;
- последующий этап оптимизации, который в жизненном цикле продукции связан с ранними стадиями производства.
Основанный на двух вышеуказанных аспектах процесс стандартного планирования (т.е. на аспектах планирования и уровне зрелости предприятия) содержит пересечения различных стандартных технологических операций, каждая из которых включает функцию, входную информацию, управляющую информацию и выходную информацию. Структура логически определяется иерархическим подходом, т.е. взаимосвязи на более высоких уровнях иерархии располагаются достаточно плотно, тогда как уровни подробного представления данных служат для пояснения блок-схемы процесса.
Подробные процессные модели, рассмотренные в ИСО 18828-2, позволяют выражать и единообразно обозначать входные, управляющие и выходные параметры, используемые в процессе планирования производства, а также структурировать процесс планирования. Систематическое ограничение рассматриваемой области применения основных аспектов планирования (т.е. аспектов планирования и уровней зрелости предприятия) позволяет проводить четкий анализ взаимосвязей между процессами и возможными эффектами их группировки, что может обеспечивать, например, методологическую и техническую поддержку последовательности процессов.
Основное внимание в ИСО 18828-2 уделено подробному введению целевых дисциплин планирования в уровни зрелости предприятия, а также комплексным шаблонам, обычно используемым для облегчения их понимания. Кроме того, поясняющие рисунки в настоящем стандарте иллюстрируют технологические потоки на каждом уровне зрелости. С учетом подробного отраслевого описания и получения четкого и ясного представления относительно общей структуры настоящего стандарта, его содержания, назначения и области применения можно получить информативные выводы о структуре уровней зрелости.
4.2 Общие сведения об ИСО 18828-3
В ИСО 18828-3 определены основные информационные потоки, принимаемые во внимание при планировании производства и обусловленные технологическими процессами, которые заданы в стандартном процессе планирования. Тем не менее каждый из этих потоков является обособленным и может считаться изолированным информационным потоком, т.е. потоком данных, необходимых для достижения основной цели. Информационные потоки определяют исходя из стандартного процесса планирования, представляют собой информационно-ориентированное представление общего процесса планирования и учитывают как все дисциплины, так и все этапы планирования, а также дают дополнительную информацию с акцентом на обеспечение информационной открытости этих потоков. Сопряжение процессов (применение интерфейсов процессов) происходит на всех этапах процесса, т.е. на этапах концептуального, предварительного и детального планирования, а также для всех дисциплин планирования.
В ИСО 18828-3 установленные дисциплины планирования ограничиваются лишь наиболее важными фундаментальными элементами, которые существуют во многих производственных компаниях. Введение в анализ дисциплин планирования является основной частью стандартного процесса планирования непрерывного планирования производства (см. ИСО 18828-2). В соответствии с настоящим стандартом основные информационные потоки связаны с одними и теми же дисциплинами планирования производства, а именно:
- с изготовлением продукции;
- со сборкой;
- с логистикой (материально-техническим обеспечением);
- с планированием размещения оборудования.
В ИСО 18828-3 приведены общие сведения об основных информационных потоках, которые необходимо принимать во внимание в процессе стандартного планирования, а также описание пяти основных идентифицированных информационных потоков (вместе с их отличительными структурными моделями и моделями процессов). В каждой информационной модели используются все процессы сопряжения, которые зависят от стандартного процесса планирования и описывают общий характер обмена информацией между соответствующими процессами, а также типы обмениваемых данных. В этом отношении указанные информационные модели аналогичны диаграммам видов деятельности, которые используются в унифицированном языке моделирования (UML).
Все информационные потоки сформированы по единообразной стандартной схеме их описания. Кроме того, каждая часть информационного потока подробно описывается с точки зрения ее назначения, наличия в ней соответствующих информационных объектов, а также взаимосвязей между различными дисциплинами планирования. На всех приведенных диаграммах используется общая система обозначения (нотация) состояний. Помимо подробного описания технологических частей информационных потоков, приводятся и подробные пояснения для каждого информационного объекта, раскрывающие его сущность.
Каждый информационный поток связан с его определенным информационным объектом, что существенно повышает наглядность представления взаимодействий и информационных потоков для каждого из объектов и, следовательно, экономический эффект от каждого потока. Конечные пользователи, которые проявляют интерес к тому или иному информационному потоку, могут легко контролировать все свои данные и анализировать конкретный поток. Выгоды от использования объектно-ориентированного подхода также могут извлекать и поставщики программного обеспечения, поскольку определение входных/выходных данных для каждой операции позволяет им оперативно оценивать исходные потоки информации. Кроме того, функциональное назначение потока позволяет косвенно определять пользовательские интерфейсы, существующую бизнес-логику и логику приложений, а также соответствующие среды (средства) программирования.
В приложениях приводится форма контрольных списков (чек-листов), необходимых для выполнения бенчмаркинга информационных объектов и применения ИСО 18828-3 для анализа бизнес-кейсов.
4.3 Общие сведения об ИСО 18828-4
В ИСО 18828-4 подробно описано использование KPI-показателей на этапе планирования производства, что необходимо из-за отсутствия соответствующих параметров управления (контроля) и требует разработки концепции мониторинга и совершенствования процессов планирования производства. KPI-показатели, рассмотренные в ИСО 18828-4, в основном относятся к процессам непрерывного контроля эффективности процессов планирования в производственно-технических системах и направлены на совершенствование процессов стандартизации качества мониторинга производственных процессов. Ключевые показатели, указанные в ИСО 18828-4, математически абстрактно описывают состояние так, чтобы они всегда оставались применимыми (в соответствии с их определением) ко многим областям планирования, а при соответствующей корректировке - и к дополнительным областям.
KPI-показатели, рассматриваемые в ИСО 18828-4, относятся к операциям, выполняемым в процессе планирования производства, однако все эти ключевые показатели являются лишь рекомендуемыми. Их можно с полным основанием использовать для стандартного процесса непрерывного планирования производства согласно ИСО 18828-2, а также в отношении содержания ИСО 18828-4.
Благодаря своим особенностям KPI-показатели можно устанавливать и использовать для непрерывного сравнения с усовершенствованиями процесса лишь в тех случаях, когда четко определены и применяются пороговые значения. Таким образом, при анализе процессов планирования производства необходимо обязательно принимать во внимание его системные границы.
В ИСО 18828-4 в формате многоуровневой системы приведено описание структуры KPI-показателей для всех процессов - от оценки процессов планирования с помощью процесс-ориентированных ключевых показателей до оценки результатов реализации конкретных операций планирования. В данной организационной структуре, даже несмотря на то что ключевые, ориентированные на процессы показатели можно применять к различным дисциплинам планирования, ориентированные на результат ключевые показатели обычно тесно связаны с предварительно определенными дисциплинами планирования технологических процессов. В используемой многоуровневой системе показателей на каждом из ее уровней указывается наиболее значимый ключевой показатель. Кроме того, для каждого KPI-показателя в целях его структурирования и документирования используется один и тот же шаблон, в котором содержатся его четкая формулировка, соответствующие единицы измерения (размерность), а также (в общем случае) допустимые входные параметры и переменные.
Описание различий между ориентированными на процессы и ориентированными на результат KPI-показателями (а также их обоснование) занимает большую часть данного документа. Ориентированные на процессы показатели можно идентифицировать по широте сферы их применения, поскольку они не являются специфичными ни для выбранного аспекта планирования, ни для отдельной стадии развития организации. Ориентированные на результат ключевые показатели, основанные на конкретных результатах планирования, в большей степени зависят от контекста предприятия и обладают узкой, заранее заданной областью своего действия. Основываясь на основных дисциплинах, определенных в рамках стандартных процессов планирования, в ИСО 18828-4 основное внимание уделено примерам, иллюстрирующим использование KPI-показателей.
Данный документ расширяет возможности проведения бенчмаркинга внутрикорпоративной деятельности компании и при необходимости может быть применен для бенчмаркинга деятельности различных компаний.
4.4 Общие сведения об ИСО 18828-5
ИСО 18828-5 посвящен процессам внесения изменений в производство, а также управлению этими процессами. На практике производственные системы, необходимые для изготовления и сборки изделий, также могут требовать множества различных изменений, часть из которых планируется и реализуется специально для повышения эффективности этих систем, тогда как другие изменения обусловлены менее предсказуемыми, менее структурированными или незапланированными процессами. Типичным для всех этих типов мер по внесению изменений является тот факт, что применимая к производственным системам документация и фактическое состояние производства являются несовместимыми (временно или постоянно) между собой. Последнее означает, что все производители будут иметь дело с производственными процессами, в определенной степени отличающимися от запланированных первоначально. Постоянный контроль за фактическим и запланированным состояниями системы позволяет производителю тестировать, оценивать и в конечном итоге достигать намеченных целей по повышению экономической эффективности и качества продукции, а также по снижению времени ее изготовления.
Внесение любых последующих изменений в производственный процесс предполагает согласие всех участников этого процесса и требует многократного и итеративного процесса принятия соответствующих решений. В ИСО 18828-5 установлено формализованное описание процессов управления производственными изменениями (МСМ-управления), основанное на организационных и технических концепциях картирования и обработки этих изменений, возникающих между этапами планирования производства и самим производством. В данном стандарте устанавливаются методологические средства, необходимые для сбора и непрерывного контроля мер по внесению изменений, а также для рационального прогнозирования и согласования производственных возможностей, необходимых для внесения изменений отделом планирования и производственным отделом. Кроме того, приведенные в стандарте диаграммы моделей данных обеспечивают объектно-ориентированное представление МСМ-процессов, а также описание программного обеспечения, что позволяет поставщикам IT-услуг разрабатывать соответствующие стандартизованные средства. Важным аспектом модели данных является выбор основного типа изменяемого производственного объекта, который связан с цифровыми объектами на предприятии (т.е. с процессами, продукцией и производственными ресурсами для этих объектов). Объект изменений связан со всеми объектами цифрового предприятия и представляет собой ориентированное на взаимоотношения представление n-го уровня для МСМ-процессов.
ИСО 18828-5 распространяется на многоуровневые модели МСМ-процессов, каждая из которых может постепенно детализироваться в нисходящем порядке. МСМ-процесс состоит из двух структурных этапов, соответствующих его корневому уровню, а именно:
- выдача запроса на внесение изменений в производство;
- разрешение на внесение изменений в производство.
В ИСО 18828-5 приведено подробное описание как указанных выше структурных этапов, так и их взаимосвязей с уже соответствующими функциями и объектами. Уровень абстракции при этом будет снижаться по мере уменьшения степени детализации, в результате чего на нижнем уровне моделей процессов будут четко и структурированно задаваться стадии процесса, содержащие входные/выходные данные. Кроме того, наряду с подробным описанием самих процессов, ролевая модель содержит перечень ключевых участников процесса внесения изменений, их функции, права и обязанности.
В ИСО 18828-5 приведена подробная информация о рассмотренной модели данных (используемой в рамках стандартного потока операций МСМ-процесса).
5 Применение основных принципов комплекса стандартов ИСО 18828
5.1 Общие положения
Каждую часть комплекса стандартов ИСО 18828 можно применять по отдельности, причем понимание какой-либо отдельной части не обязательно может зависеть от понимания других его частей. Тем не менее полный эффект от применения комплекса стандартов ИСО 18828 может быть получен только при совместном применении всех его частей. На рисунке 3 приводится три примера использования комплекса стандартов ИСО 18828, которые описаны в 5.2-5.4 и основаны на реальных сценариях их внедрения на крупных немецких промышленных предприятиях.
|
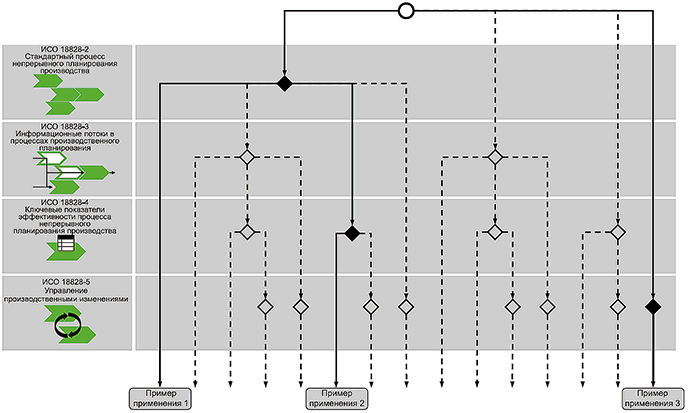
Рисунок 3 - Примеры применения принципов ИСО 18828
5.2 Пример применения 1: бенчмарк функциональных возможностей программного обеспечения, предназначенного для управления жизненным циклом продукции на основе процессов планирования
На протяжении последних нескольких лет постоянно наблюдается рост поддержки процессов цифрового планирования, которая за счет использования мер защиты продукции и производства уже на ранних этапах разработки продукции позволяет обеспечить экономию времени и средств. Из-за разнообразия форм систем поддержки выбор и интеграция подходящих систем для их конкретного применения становятся отраслевой проблемой. В рассматриваемом примере оценка и выбор средств цифрового планирования проводились с использованием стандартной модели процесса планирования путем сравнения функциональных возможностей планирования. Целью данного примера были оценка поддержки цифрового планирования и ее выбор. В большинстве компаний используются различные программные решения. С помощью процесса стандартного планирования определены основные функции планирования, которые в случае их использования должны поддерживаться средствами цифрового планирования. При этом во внимание принимались интерфейсы (сопряжение) с соответствующими функциями планирования. Благодаря функциональному проектированию процесса стандартного планирования для данного примера были отобраны девять вариантов функций планирования, на основе которых была проведена оценка двух основных программных решений в отношении управления жизненным циклом продукции. В заключение - процесс стандартного планирования послужил основой для успешной оценки выбранного программного обеспечения.
5.3 Пример применения 2: оценка эффективности процесса планирования при макетировании в автомобильной промышленности
В данном примере оценка процессов планирования проверялась с использованием KPI-показателей планирования производства, которые являются необходимыми атрибутами управления и непрерывного совершенствования этих процессов. В качестве примера ниже приведены процессы планирования при макетировании продукции в автомобильной промышленности, которые играют особую роль в автомобилестроении, в том числе процессы сборки прототипов на всех этапах разработки, а также сборки оборудования (с методиками измерений и тестирования). Запланированный объем работ по макетированию включал в себя не только конструирование отдельных узлов или агрегатов автомобилей, но и его конструирование в целом. На предыдущих шагах планирования все чаще оказывалось, что все операции планирования сильно различались по своей продолжительности - от нескольких часов или дней до нескольких месяцев. Для более глубокого понимания этих различий, выявления их возможных причин и последующего их устранения использовались KPI-показатели планирования. С помощью стандартного процесса функционального планирования для компании был разработан процесс планирования, на основе которого можно было выполнять процессорно-ориентированные оценки. Полученные оценки показали, что время ожидания поступления информации и время реагирования на нее занимали значительную часть времени, необходимого для планирования сборки прототипа.
Кроме того, время получения информации было довольно значительным, что в целом повышало риск повторного планирования из-за получения недостоверной или поврежденной информации. В основном итерации при планировании выполнялись регулярно, поскольку на ранней стадии планирования часто менялись базовые условия.
Тем не менее необходимо было предотвращать итерации, обусловленные получением ошибочной информации, во избежание которой в процессе планирования IT-отделом были реализованы специальные рабочие процессы, обеспечивающие передачу нужного информационного контента из одного процесса планирования в другой. В заключение - основные аспекты планирования усовершенствований в данном примере определялись путем планирования KPI-показателей.
5.4 Пример применения 3: управление изменениями между операциями производственного цеха и планирования
Постоянные изменения, происходящие в ходе выполнения производственных процессов (в цеху или, например, при планировании), при создании производственного оборудования, управлении идеями или промышленном проектировании, могут постоянно создавать серьезные проблемы сотрудникам современных промышленных компаний. Изменения в цеху могут вводиться на любом из этих этапов и оказывать влияние на запланированные изменения или же на те изменения, которые в настоящее время уже реализуются. Анализ всех предпринимаемых мер по внесению изменений необходим в любой из рабочих областей для облегчения оценки последствий внесения новых изменений и их эффективной реализации, поэтому требуется управление всеми изменениями на производстве (т.е. МСМ-управление). В качестве первого шага при внедрении подобной МСМ-концепции в примере 3 для запуска процессов в рамках пилотного проекта проведена оценка, однако введение этого проекта в выполняемые процессы могло создавать проблемы. Новые методы работы необходимо включать и оценивать наряду с уже функционирующими процессами. Объемы пилотного проекта определялись вместе с его исполнителями и областями проектирования. Все наиболее существенные рабочие процессы детализировались, а изменения, возникающие во время выполнения производственных операций, регистрировались в формализованном виде. Помимо сильно формализованных случаев, возникающих, например, применительно к системе поощрения компанией рационализаторских предложений своих сотрудников, также включались и рекомендации по использованию МСМ-управления для быстроизменяющихся процессов. При этом выбранная концепция сосредотачивалась на поддержке существующих внутри компании процессов. Информационный процесс, описанный в концепции сотрудничества при МСМ-управлении, в этом случае обеспечивает открытость коммуникаций, не пытаясь дублировать или заменять существующие процессы планирования (реализации). Тем не менее благодаря своему достаточно нейтральному определению концепцию МСМ-управления необходимо было адаптировать к процессам, специфичным для данной, конкретной компании. В заключение - реализация МСМ-управления в данном примере обеспечила структурную поддержку организационному и функциональному управлению изменениями, вносимыми между цехом и отделом планирования.
Приложение А
(справочное)
Область применения комплекса стандартов ИСО 18828 и соответствующие элементы жизненного цикла продукции
|
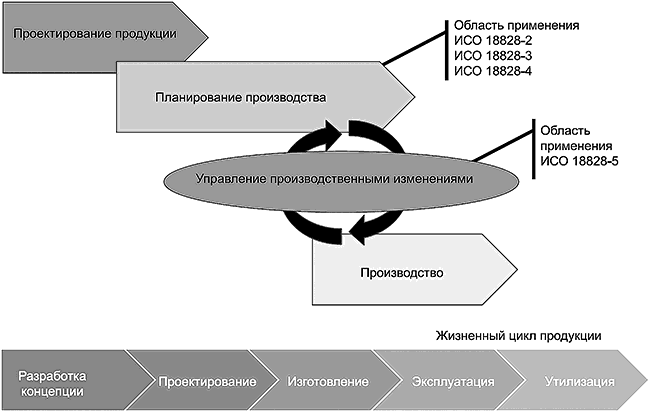
Рисунок А.1 - Области применения стандартов серии ИСО 18828 и элементы жизненного цикла продукции
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 18828-2 | IDT | ГОСТ Р ИСО 18828-2-2020 "Системы промышленной автоматизации и интеграция. Стандартизованные процедуры проектирования производственных систем. Часть 2. Стандартный процесс непрерывного планирования производства" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: | ||
Библиография
[1] | ISO 10303-238 | Industrial automation systems and integration - Product data representation and exchange - Part 238: Application protocol: Application interpreted model for computerized numerical controllers |
[2] | ISO 10303-242 | Industrial automation systems and integration - Product data representation and exchange - Part 242: Application protocol: Managed model-based 3D engineering |
[3] | ISO 11354-1 | Advanced automation technologies and their applications - Requirements for establishing manufacturing enterprise process interoperability - Part 1: Framework for enterprise interoperability |
[4] | ISO 13584-1 | Industrial automation systems and integration - Parts library - Part 1: Overview and fundamental principles |
[5] | ISO 15531-1 | Industrial automation systems and integration - Industrial manufacturing management data - Part 1: General overview |
[6] | ISO 15704 | Industrial automation systems - Requirements for enterprise-reference architectures and methodologies |
[7] | ISO 15926-1 | Industrial automation systems and integration - Integration of life-cycle data for process plants including oil and gas production facilities - Part 1: Overview and fundamental principles |
[8] | ISO 16100-1 | Industrial automation systems and integration - Manufacturing software capability profiling for interoperability - Part 1: Framework |
[9] | ISO 18629-1 | Industrial automation systems and integration - Process specification language - Part 1: Overview and basic principles |
[10] | ISO 18828-3 | Industrial automation systems and integration - Standardized procedures for production systems engineering - Part 3: Information flows in production planning processes |
[11] | ISO 18828-4 | Industrial automation systems and integration - Standardized procedures for production systems engineering - Part 4: Key performance indicators (KPIs) in production planning processes |
[12] | ISO 18828-5 | Industrial automation systems and integration - Standardized procedures for production systems engineering - Part 5: Manufacturing change management |
[13] | ISO 19439 | Enterprise integration - Framework for enterprise modeling |
[14] | ISO 19440 | Enterprise integration - Constructs for enterprise modeling |
[15] | ISO/PAS 19450 | Automation systems and integration - Object-Process Methodology |
[16] | ISO 22400-1 | Automation systems and integration - Key performance indicators (KPIs) for manufacturing operations management - Part 1: Overview, concepts and terminology |
[17] | ISO 22400-2 | Automation systems and integration - Key performance indicators (KPIs) for manufacturing operations management - Part 2: Definitions and descriptions |
[18] | IEC 62264-1 | Enterprise-control system integration - Part 1: Models and terminology |
[19] | IEC 62264-3 | Enterprise-control system integration - Part 3: Activity models of manufacturing operations management |
[20] | Barkmeyer Edward J. SIMA Reference Architecture - Part 1: Activity Models, NIST Interagency/lnternal Report (NISTIR) 5939, National Institute of Standards and Technology, Gaithersburg, MD, 1996 | |
[21] | Feng Shaw. A Machining Process Planning Activity Model for System Integration, NIST Interagency/lnternal Report (NISTIR) 5808, National Institute of Standards and Technology, Gaithersburg, MD, 1996 | |
[22] | Ptak Carol, & Smith Chad. Orlicky's Material Requirements Planning (MRP), 2011 | |
[23] | ProSTEP iViP, Recommendation - Modern Production Planning Process. Reference process for production planning, version 2.0, 2012 | |
[24] | ProSTEP iViP, Recommendation - Manufacturing Change Management. Management of Changes during Production, 2015 | |
[25] | ProSTEP iViP, MCM Adaptation Guideline, 2016 | |
[26] | U.S. Air Force Wright Aeronautical Laboratories. Integrated Computer Aided Manufacturing (ICAM) Architecture Part II, Volume IV - Functional Modeling manual (IDEF0), 1981 | |
[27] | VDI 4499:2008-02 Digital factory - Fundamentals | |
УДК 658.52.011.56:006.354 | ОКС 25.040.40 |
Ключевые слова: системы промышленной автоматизации и интеграция, проектирование производственных систем, стандартизованные процедуры проектирования, процесс непрерывного планирования производства | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}