ГОСТ Р ИСО 13041-1-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УСЛОВИЯ ИСПЫТАНИЙ ТОКАРНЫХ СТАНКОВ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ И ТОКАРНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ
Часть 1
Методы контроля геометрических параметров станков с горизонтальным шпинделем
Test conditions for numerically controlled turning machines and turning centres. Part 1. Geometric tests for machines with horizontal spindle
ОКС 25.040.20
25.080.10
Дата введения 2022-07-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "РСТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 октября 2021 г. N 1253-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13041-1:2020* "Станки токарные с числовым программным управлением и токарные обрабатывающие центры. Условия испытаний. Часть 1. Геометрические испытания станков с горизонтальным шпинделем для крепления заготовки" [ISO 13041-1:2020 "Test conditions for numerically controlled turning machines and turning centres Part 1: Geometric tests for machines with horizontal workholding spindle(s), IDT"].
Международный стандарт разработан Техническим комитетом по стандартизации ИСО/ТК 39 "Станки", подкомитетом ПК 2 "Условия испытаний металлорежущих станков".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Международная организация по стандартизации (ИСО) является всемирной федерацией национальных организаций по стандартизации (комитетов - членов ИСО). Разработка международных стандартов, как правило, осуществляется техническими комитетами ИСО. Каждый комитет-член, заинтересованный в деятельности, для которой был создан технический комитет, имеет право быть представленным в этом комитете. Международные правительственные и неправительственные организации, имеющие связи с ИСО, также принимают участие в работах. ИСО тесно сотрудничает с Международной электротехнической комиссией (МЭК) по вопросам стандартизации в области электротехники.
Процедуры, использованные при разработке настоящего стандарта, а также процедуры его дальнейшего утверждения описаны в директивах ИСО/МЭК, часть 1. Особо необходимо отметить, что для различных типов документов ИСО применяют различные критерии утверждения. Настоящий стандарт разработан в соответствии с редакционными правилами директив ИСО/МЭК, часть 2 (см. по адресу: www.iso.org/directives).
Следует иметь в виду, что некоторые элементы настоящего стандарта могут быть объектами патентных прав. Международная организация по стандартизации не несет ответственности за идентификацию какого-либо одного или всех патентных прав. Сведения о любых патентных правах, обнаруженных во время разработки настоящего стандарта, будут указаны в разделе "Введение" и/или в списке патентных уведомлений, полученных ИСО (см. по адресу: www.iso.org/patents).
Все торговые названия, используемые в настоящем стандарте, указаны для удобства пользователей и не должны рассматриваться в качестве одобрения.
Пояснения специальных терминов и выражений, связанных с оценкой соответствия, и сведения о соблюдении ИСО принципов Всемирной торговой организации (ВТО) по недопущению технических препятствий торговле (ТВТ) см. по адресу: http://www.iso.org/iso/foreword.html.
За разработку настоящего стандарта отвечает комитет ИСО/ТК 39, "Станки", подкомитет ПК 2 "Условия испытаний металлорежущих станков".
Любые отзывы или вопросы по настоящему стандарту следует направлять в национальный орган по стандартизации. Полный список данных органов приведен на сайте www.iso.org/members.html.
Настоящее издание отменяет и заменяет предыдущее издание (ИСО 13041-1:2004) после технического пересмотра с внесением следующих основных изменений:
- в 5.2 добавлены измерения прямолинейности по всем осям перемещения (испытания G3, G4 и G5);
- в 5.3 добавлены отклонения от перпендикулярности между осями перемещения (испытания G7, G8 и G9);
- в приложение А добавлено испытание на биение оси вращения шпинделей заготовки и инструмента;
- в приложение В добавлены термины на языках, не являющихся официальными языками ИСО.
В дополнение к тексту, написанному на официальных языках ИСО (английском, французском или русском), настоящий стандарт содержит текст на немецком, итальянском, японском и персидском языках. Этот текст публикуется под ответственность органа - члена Национального комитета Германии (DIN), Италии (UNI), Японии (JISC) и Ирана (ISRI) и предоставлен исключительно для информации. Текстом ИСО может считаться только текст, представленный на официальных языках.
Перечень всех частей стандарта серии ИСО 13041 можно найти на веб-сайте ИСО.
Цель настоящего стандарта заключается в представлении наиболее исчерпывающей информации по геометрическим, позиционным, профильным, термальным и механическим испытаниям, которые могут выполняться для сравнения, приемки, подтверждения и других целей.
Стандарты серии ИСО 13041 со ссылками на ИСО 230-1 и ИСО 230-7 устанавливают порядок испытаний токарных центров и токарных станков с ЧПУ с/без задней (центрирующей) бабки, устанавливаемых отдельно или встроенных в гибкую производственную систему. ИСО 13041 также устанавливает допуски и/или максимально допустимые значения для результатов испытаний, соответствующих токарным центрам и токарным станкам с ЧПУ общего назначения и нормальной точности.
1 Область применения
Настоящий стандарт со ссылкой на ИСО 230-1 определяет условия геометрических испытаний токарных станков и токарных центров нормальной точности с числовым программным управлением (далее - ЧПУ) и горизонтальными шпинделями для крепления заготовок (см. 3.1 и 3.2). Настоящий стандарт также устанавливает применимые допуски, относящиеся к упомянутым выше испытаниям.
Настоящий стандарт также распространяется на автоматические токарные станки с горизонтальной шпиндельной головкой и одним шпинделем.
Настоящий стандарт разъясняет различные концепции или конфигурации и общие технические характеристики токарных станков с ЧПУ и токарных центров, а также представляет терминологию и обозначение управляемых осей.
Настоящий стандарт рассматривает только проверку геометрической точности станка. Он не применяется ни к эксплуатационным испытаниям станка (например, на вибрацию, посторонний шум, заедание или проскальзывание движущихся компонентов), ни для проверки технических характеристик (например, скорость, подача), поскольку их выполняют до проверки точности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Нормы и правила испытаний металлорежущих станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях)
ISO 230-7:2015, Test code for machine tools - Part 7: Geometric accuracy of axes of rotation (Нормы и правила испытаний станков. Часть 7. Геометрическая точность осей вращения)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
ИСО и МЭК поддерживают терминологическую базу данных, используемую в целях стандартизации по следующим адресам:
- электропедия МЭК: доступна по адресу http://www.electropedia.org/;
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp.
3.1 токарный станок с числовым программным управлением; токарный станок с ЧПУ (numerically controlled turning machine; NC turning machine): Токарный станок, который работает с числовым программным управлением или автоматизированным ЧПУ.
3.2 токарный центр (turning center): Токарный станок с ЧПУ (3.1), оборудованный инструментом(ами) с механическим приводом и способный ориентировать вращение шпинделя для крепления заготовки вокруг его оси.
Примечание 1 - Такой станок может включать дополнительные технические возможности, такие как автоматическая замена инструмента из инструментального магазина.
3.3 револьверная головка (tool turret): Узел металлорежущего станка для удержания нескольких инструментов, способный позиционировать режущий инструмент для выполнения операций механической обработки.
4 Общие положения
4.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах, угловые размеры - в градусах, а угловые отклонения и соответствующие допуски - в пропорциях, но в некоторых случаях для большей ясности допускается использовать микрорадианы и угловые секунды. Для преобразования единиц угловых отклонений и допусков используют формулу
4.2 Ссылка на ИСО 230
Для применения настоящего стандарта следует выполнять требования ИСО 230-1:2012, ИСО 230-7:2015, особенно по монтажу станка перед испытаниями, прогреванию шпинделя и других подвижных компонентов, описанию методов измерения и рекомендуемой точности испытательного оборудования.
В тех случаях, когда рассматриваемые испытания проводят в соответствии с техническими условиями ИСО 230-1 и/или ИСО 230-7, в графе "Замечания" в форме по описанным ниже испытаниям перед инструкциями указывают ссылку на соответствующий раздел ИСО 230-1 или ИСО 230-7, соответственно. Для каждого испытания дают допуски (см. G1-G30).
4.3 Установка станка по уровню
До проведения испытаний станок устанавливают по уровню в соответствии с рекомендациями поставщика/производителя (см. ИСО 230-1:2012, 6.1.1, 6.1.2).
4.4 Последовательность испытаний
Последовательность испытаний, представленная в настоящем стандарте, не определяет практический порядок проведения испытаний. В целях упрощения установки измерительных инструментов или калибров испытания возможно проводить в любом порядке.
4.5 Проводимые испытания
При испытаниях станка не всегда необходимо или возможно проводить все испытания, описанные в настоящем стандарте. Если испытания требуются для целей приемки, то выбор испытаний определенных компонентов и/или свойств станка зависит от пользователя при условии согласования с поставщиком/производителем.
Данные испытания должны быть четко определены при заказе станка. Ссылка на настоящий стандарт для проведения приемочных испытаний без четкого определения необходимых испытаний или без соглашения о соответствующих расходах не может считаться обязательной для любой из сторон контракта.
4.6 Средства измерений
Средства измерения, указанные в описанных ниже испытаниях, приведены только для примера. Могут быть использованы другие приборы, способные измерять те же показатели и имеющие такую же или меньшую погрешность измерения.
Если упоминается индикатор с круглой шкалой, это может подразумевать не только контрольные циферблатные индикаторы (DTI), но и любые типы измерительных преобразователей линейного смещения, такие как аналоговые или цифровые циферблатные индикаторы, линейно регулируемые дифференциальные трансформаторы (LVDT), измерительные преобразователи линейного смещения шкалы или бесконтактные измерительные преобразователи, когда это применимо к соответствующему испытанию.
Аналогичным образом, когда упоминается поверочная линейка, она может подразумевать любой тип эталонного образца прямолинейности, такой как гранитная, керамическая, стальная или чугунная поверочная линейка, одно плечо угольника, одна образующая цилиндрического угольника, любая прямая эталонного бруска или специальный отдельный эталонный образец, изготовленный для размещения в Т-образных пазах, или другие эталоны.
Таким же образом, когда упоминается угольник, он может подразумевать любой тип эталонного образца прямоугольности, такой как гранитный, керамический, стальной или чугунный угольник, цилиндрический угольник, эталонный брусок или также специальный отдельный эталонный образец.
Информация по средствам измерений представлена в ISO/TR 230-11.
4.7 Схемы
Для простоты восприятия в настоящем стандарте приведены схемы, иллюстрирующие геометрические испытания, относящиеся только к одному типу станка.
4.8 Линейные перемещения
В целях упрощения для всех примеров станков, приведенных на рисунках и в таблицах в настоящем стандарте, оси имеют буквенно-цифровые обозначения в соответствии с ИСО 841, подраздел 6.1 (например, Х1, Х2). Во всех примерах используемые для обозначения буквы U, V или W можно заменить.
4.9 Шпиндели револьверной головки и инструмента
Как определено в 3.2, обрабатывающие центры имеют не только неподвижные инструменты, но также и оснащенные приводом вращающиеся инструменты, а это означает, что и револьверная головка должна иметь приводные механизмы. Если ожидаемое количество инструментов, которые необходимо использовать, превышает емкость головки, следует предусмотреть либо автоматическую смену инструментов в головке, либо смену головки.
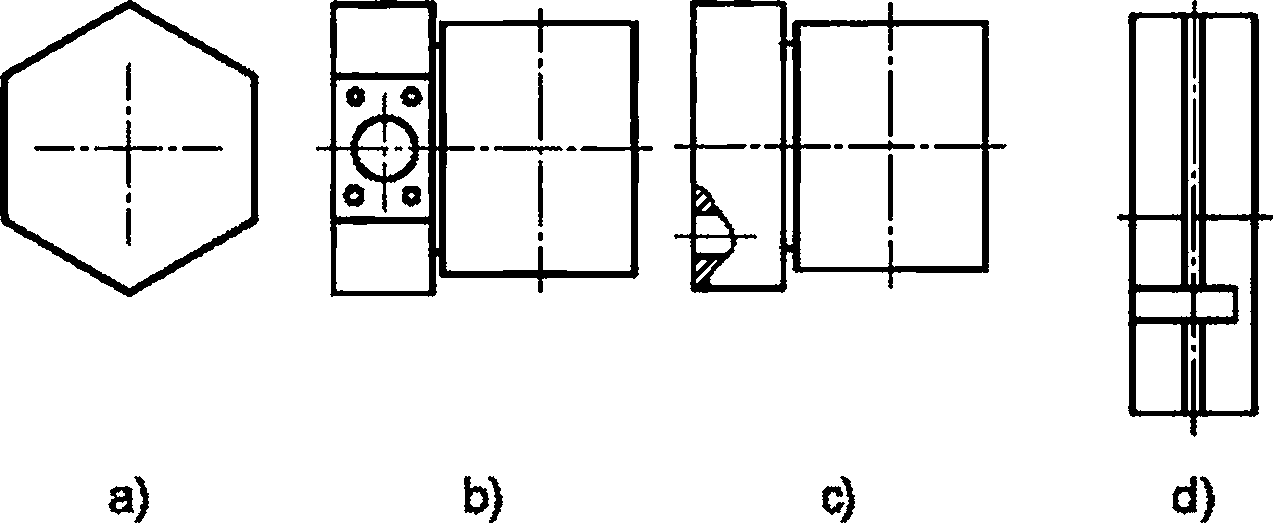
На рисунке 3 приведены типовые примеры шпинделей револьверных головок и инструментов.
4.10 Классификация станков
Станки, рассматриваемые в настоящем стандарте, по компоновке подразделяют на два основных типа (см. таблицу 1, рисунок 1 и рисунок 2):
- тип А - станки с задней бабкой;
- тип В - станки без задней бабки.
Станки типа А классифицируют по следующим двум группам:
- группа А-1 - станки с одной револьверной головкой;
- группа А-2 - станки с двумя револьверными головками.
Примечание - Имеются станки с несколькими револьверными головками. Испытания, описанные в настоящем стандарте, применяют ко всем головкам.
Станки типа В классифицируют по следующим четырем группам:
- группа В-1 - станки с одной шпиндельной головкой (шпиндельной бабкой);
- группа В-2 - станки с двумя взаимосвязанными коаксиальными головками;
- группа В-3 - станки с коаксиальной вращающейся головкой;
- группа В-4 - станки с двумя параллельными головками.
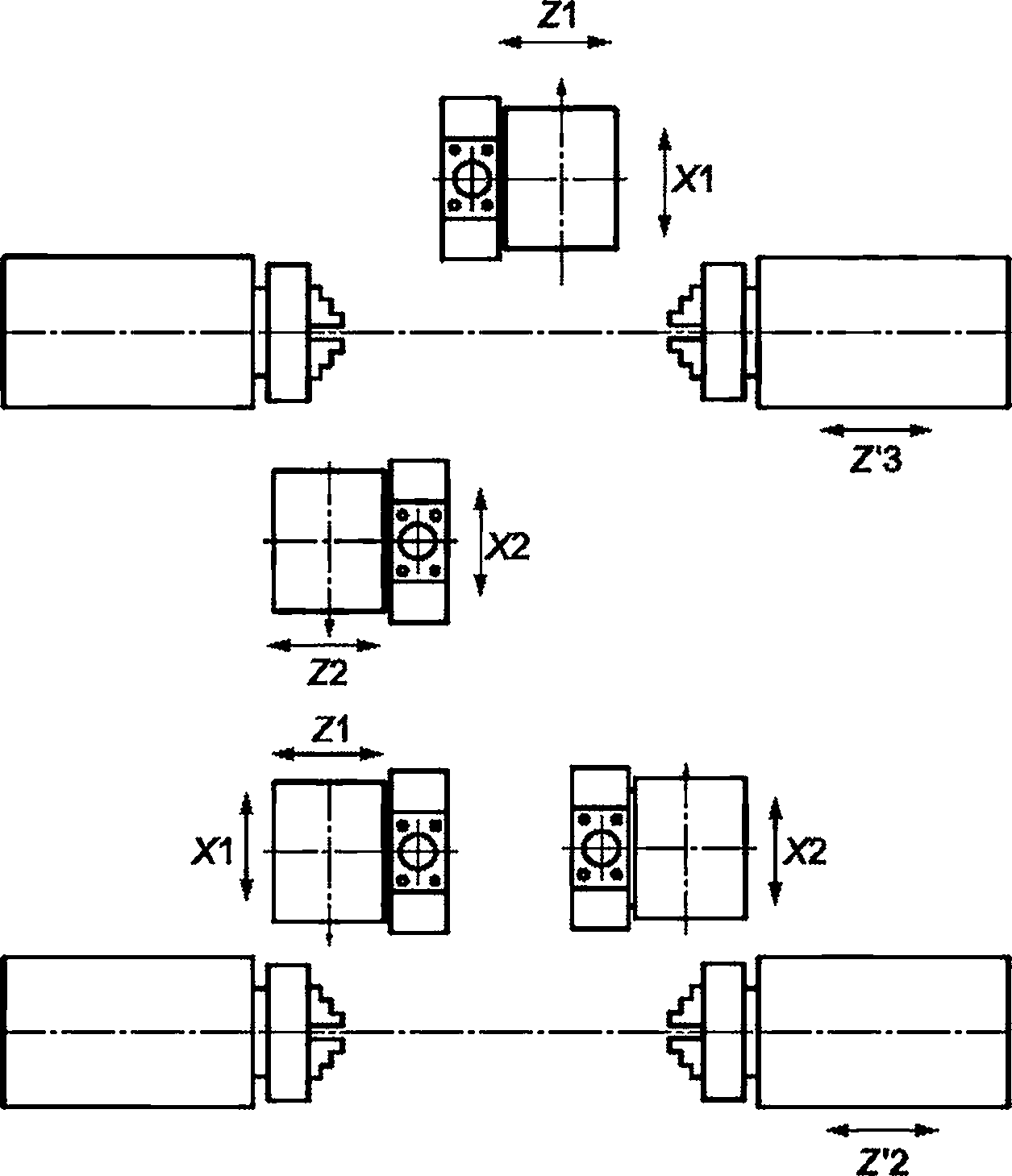
Таблица 1 - Примеры конфигураций токарных центров
Тип A - с задней бабкой | |
Группа A-1 - с одной револьверной головкой | Группа A-2 - с двумя револьверными головками |
Тип револьверной головки: С головкой типа a): | Тип револьверной головки: Примечание - Две головки могут быть разными. С двумя головками типа b): |

|  |
С головкой типа b): | С головкой типа b) и головкой типа f): |
 |  |
Тип B - без задней бабки | |
Группа B-1 - с одной шпиндельной головкой | |
С головкой типа a): | С головкой типа d): |

|  |
С головкой типа b): | С головкой, имеющей ось вращения B’: |

|  |
Группа B-2 - с двумя взаимосвязанными коаксиальными головками | |
Револьверные головки любого типа: | Обе головки могут быть соосны: |
 |  |
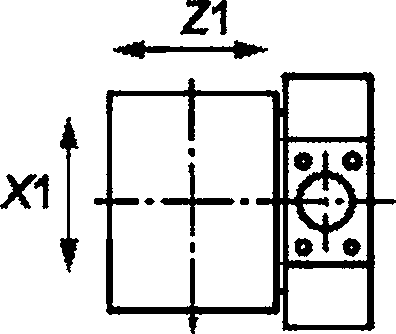
Группа B-3 - с двумя коаксиально вращающимися головками | Группа B-4 - с двумя параллельными головками |
Шпиндельная головка в позиции обработки: | |
 | 
|
Оси перемещения могут быть у шпиндельной головки. Перемещение по оси Y опционально. | |
Используемые условные графические представления: | |
Шпиндельная головка
| Задняя бабка |

|  |
Типы револьверных головок a)-g) (см. также рисунок 3). | |
 | |
 |
Обозначения | |||
Английский | Французский | Русский | |
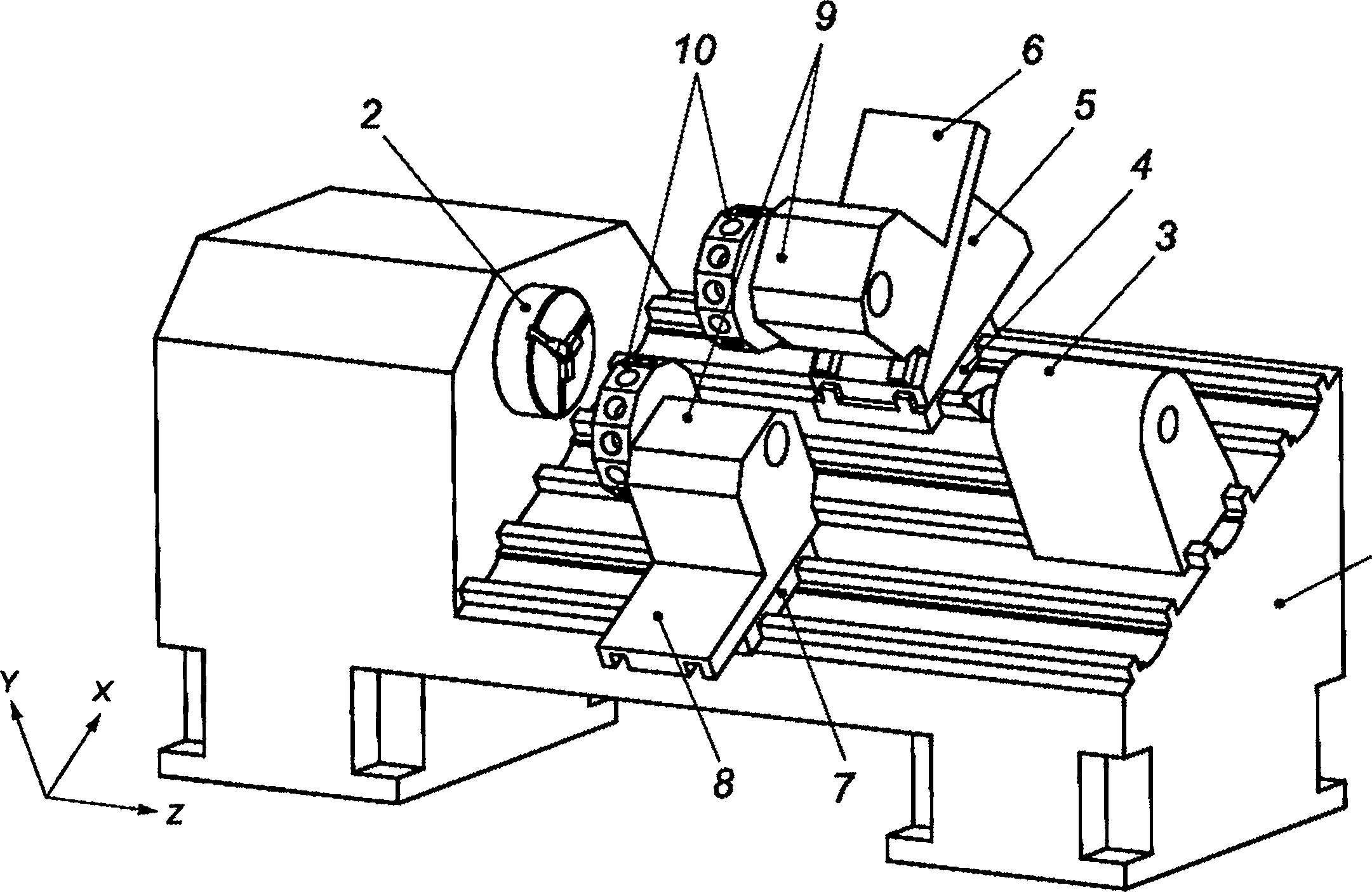
1 | bed | banc | станина |
2 | main workholding spindle, C’-axis | broche , axe C’ | главный шпиндель заготовки, ось вращения C’ |
3 | tail stock, W-axis | , axe W | задняя бабка, ось W |
4 | carriage 1, Z-axis | chariot 1, axe Z | каретка 1, ось Z |
5 | tool turret slide 1, X-axis | chariot de tourelle 1, axe X | салазки револьверной головки 1, ось X |
6 | slide, P-axis | chariot, axe P | салазки, ось P |
7 | carriage 2, Z2-axis | chariot 2, axe Z2 | каретка 2, ось Z2 |
8 | tool turret slide 2, X2-axis | chariot de tourelle 2, axe X2 | салазки револьверной головки 2, ось X2 |
9 | tool turret head 1 and 2 | porte-tourelle 1 et 2 | револьверные головки 1 и 2 |
10 | indexing turret 1 and 2 | tourelle indexage 1 et 2 | револьверные головки с делениями 1 и 2 |
Примечание 1 - Ось P в позиции 6 и ось X в позиции 5 вместе образуют перемещение по оси Y.
Примечание 2 - По языкам, не являющимся официальными языками ИСО, см. таблицу B.1.
Рисунок 1 - Пример токарного центра с горизонтальным шпинделем, двумя револьверными головками и задней бабкой
 |
Обозначения | |||
Английский | Французский | Русский | |
1 | bed | banc | станина |
2 | main workholding spindle, C’-axis | broche principal, axe C’ | главный шпиндель заготовки, ось вращения C’ |
3 | sub workholding spindle, C’2-axis | sous-broche , axe C’ 2 | вспомогательный шпиндель заготовки, ось вращения C’2 |
4 | carriage, Z-axis | chariot, axe Z | каретка, ось Z |
5 | column, Y-axis | colonne, axe Y | стойка, ось Y |
6 | carriage, X-axis | chariot, axe X | каретка, ось X |
7 | rotational B-axis | chariot, axe Y | ось вращения B |
8 | tool spindle head | de la broche porte-outil | шпиндельная головка инструмента |
Примечание - По языкам, не являющимся официальными языками ИСО, см. таблицу В.2.
Рисунок 2 - Пример токарного центра с горизонтальным шпинделем, двойным шпинделем крепления заготовки, шпинделем инструмента и осью B
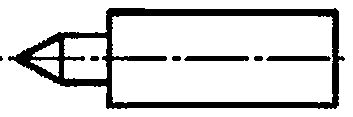 |
Рисунок 3 - Примеры конфигураций револьверной головки и шпинделя инструмента
На рисунке 3 приведены следующие типы:
a) горизонтальная головка: ось вращения головки - в направлении Y. Головка такого типа может иметь как неподвижные, так и снабженные приводом инструменты или их сочетание;
b) головка штурвального типа для радиальных инструментов: ось вращения головки - в направлении Z. Головка такого типа может иметь либо только неподвижные, либо только снабженные приводом инструменты, либо их сочетание;
c) головка штурвального типа для осевых инструментов: инструменты устанавливают соосно с осью вращения головки. Возможны комбинации b) и c);
d) головка с линейным перемещением;
e) наклонная головка: инструменты следует использовать только по направлениям осей X или Z;
f) единственный инструментальный шпиндель с единственной инструментальной головкой: при наличии поворотной головки инструментальный шпиндель может перемещаться как по направлению оси X так и по направлению оси Z. Требуется устройство смены инструмента и инструментальный магазин;
g) наклонная инструментальная головка с двумя шпинделями: один шпиндель предусмотрен для неподвижного инструмента, другой - для инструмента, снабженного приводом.
4.11 Программная коррекция
При наличии встроенного программного устройства для корректировки геометрических, позиционных, контурных и тепловых отклонений его использование в процессе рассматриваемых испытаний должно быть согласовано между пользователем и поставщиком/изготовителем. При использовании программной коррекции оси не следует блокировать для целей испытаний.
4.12 Допуски
Если допуск на геометрический контроль установлен для измерения длины, отличной от заданной в настоящем стандарте (см. ИСО 230-1:2012, раздел 4), следует иметь в виду, что минимальной величиной допуска считается 0,005 мм.
Угловые допуски в основном задают в виде расстояний свыше 1000 мм. Угол, преобразованный для типового измерения длины, указывают в скобках; например: 0,060/1000 (0,015/250).
4.13 Оси, не используемые при испытании
При выполнении некоторых геометрических испытаний на одной оси перемещения положение других осей, не используемых при испытании, может повлиять на результаты. Следовательно, положение этих осей, а также смещения на стороне инструмента и на стороне заготовки необходимо указывать в протоколе испытаний.
5 Геометрические испытания
5.1 Шпиндель для крепления обрабатываемой заготовки
Цель испытания | G1 | ||||
Контроль торца шпинделя заготовки: | |||||
a) отклонение центрирующего диаметра; b) осевое биение шпинделя; c) биение торца шпинделя | |||||
Схема 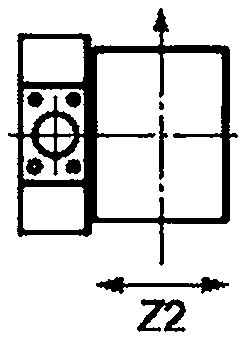 | |||||
Допуск | Измеренные отклонения | ||||
250 | 250 500 | 500 1000 | a) | ||
a) | 0,005 | 0,008 | 0,012 | b) c) | |
b) | 0,005 | 0,005 | 0,005 | ||
c) | 0,008 | 0,010 | 0,015 | ||
где D - максимальный диаметр обработки над станиной | |||||
Средства измерения Индикатор с круглой шкалой. Только для b): механическое устройство для удержания испытываемого шпинделя | |||||
Замечания и ссылки a) ИСО 230-1:2012, 3.9.7: на конической поверхности измерительный наконечник цифрового индикатора следует устанавливать перпендикулярно к поверхности касания. b) ИСО 230-1:2012, 3.5.5. c) ИСО 230-1:2012, 12.5.2: измерения выполняют на наибольшем измеримом диаметре. Измерения выполняют на всех рабочих шпинделях. Шпиндель должен управляться ЧПУ. Примечание - См. приложение A, испытание AR1 по измерению биения шпинделя. | |||||
Цель испытания | G2 | ||||
Контроль радиального биения отверстия шпинделя: | |||||
a) прямым контактом: 1) на переднем посадочном конусе; 2) на задней посадочной шейке; или b) с помощью контрольной оправки: 1) у торца шпинделя; 2) на расстоянии 250 мм от торца шпинделя | |||||
Схема 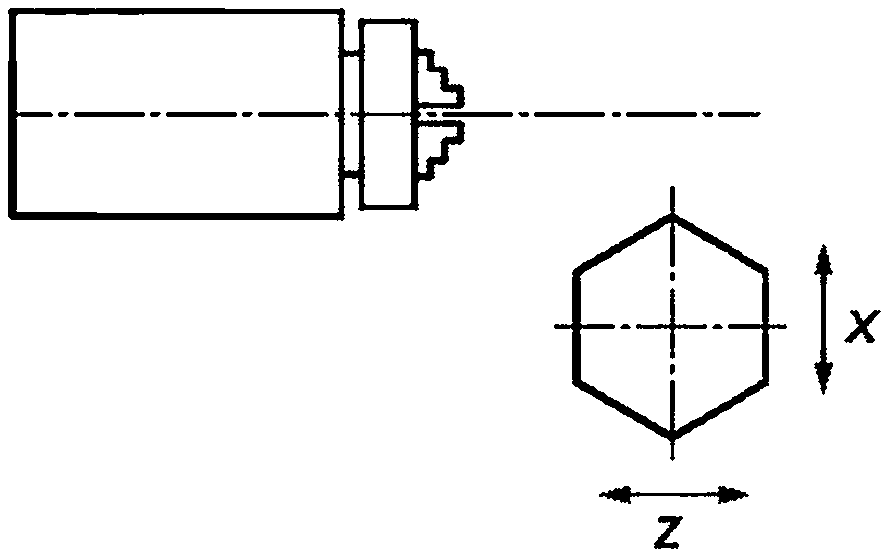 | |||||
Допуск | Измеренные отклонения | ||||
a) 1) и 2) 0,008 | а 1) | ||||
b) для длины измерения 250 мм или на полный рабочий ход до 250 мм | 2) b 1) | ||||
250 | 250 500 | 500 1000 | 2) | ||
1) | 0,010 | 0,015 | 0,020 | ||
2) | 0,015 | 0,020 | 0,025 | ||
где D - максимальный диаметр обработки над станиной | |||||
Средства измерения Индикатор с круглой шкалой и контрольная оправка | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.9.7 и 12.5.3 Измерения выполняют в плоскостях ZX и YZ. При измерении биения шпинделя следует медленно поворачивать шпиндель, по меньшей мере, на два оборота в каждой точке измерения. Измерения следует повторять не менее четырех раз, причем каждый раз оправка должна поворачиваться на 90° по отношению к шпинделю. Протоколируют среднее значение биения по результатам измерений. Необходимо принимать меры для сокращения воздействия тангенциального торможения за счет трения на наконечник измерительного прибора. Измерения выполняют на всех рабочих шпинделях. Шпиндель должен управляться ЧПУ. Примечание - См. приложение A, испытание AR1 по измерению биения шпинделя. | |||||
5.2 Прямолинейность осей перемещения
Цель испытания | G3 | ||
Контроль прямолинейности перемещения по оси Z: | |||
a) в плоскости ZX ( ); b) в плоскости YZ ( ) | |||
Схема 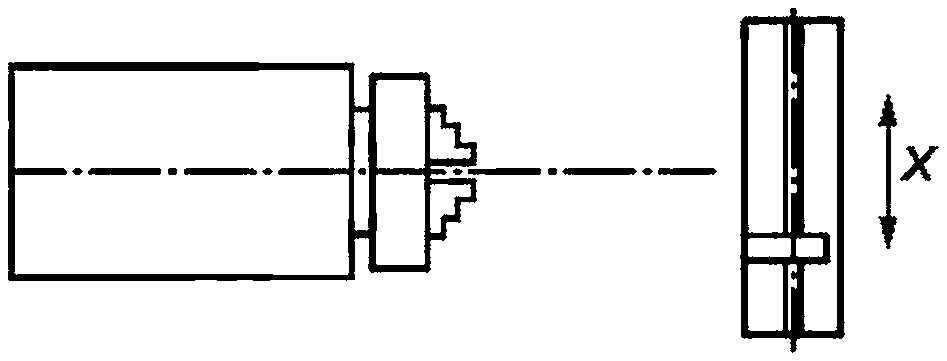 | |||
Допуск | Измеренные отклонения | ||
500 | 0,010 | Для Z=....... | |
500 1000 | 0,015 | a) | |
1000 2000 | 0,025 | b) | |
2000 5000 | 0,050 | ||
5000 10000 | 0,080 | ||
Допуск по месту - 0,007 при длине измерения 300 | |||
Средства измерения Контрольная оправка и индикатор с круглой шкалой или оптические приборы | |||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.4 По возможности шпиндель блокируют, если шпиндель используется для крепления оправки. Измерения выполняют в нескольких положениях на оси перемещения Z. Такую компоновку допускается использовать для G6 | |||
Цель испытания | G4 | ||
Контроль прямолинейности перемещения по оси X: | |||
a) в плоскости ZX ( ); b) в плоскости XY ( ) | |||
Схема 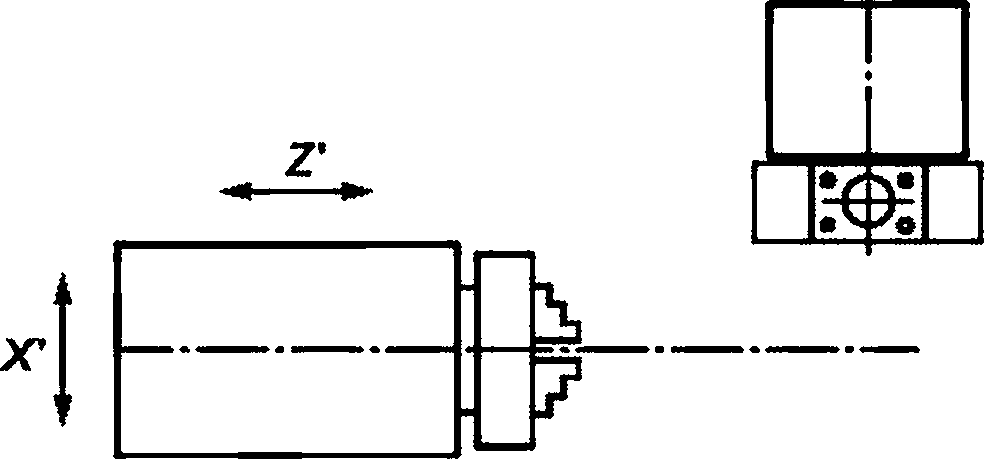 | |||
Допуск | Измеренные отклонения | ||
500 | 0,010 | Для X =....... | |
500 1000 | 0,015 | a) | |
Допуски для осей свыше 1000 определяются производителем/поставщиком и пользователем. | b) | ||
Допуск по месту - 0,007 при длине измерения 300 | |||
Средства измерения Поверочная линейка и индикатор с круглой шкалой или оптические приборы | |||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.4, 12.1.3.2, 12.1.3.3 и 12.1.3.4 Шпиндель блокируют, если шпиндель используется для крепления поверочной линейки. Регулируют плоскость поверочной линейки, параллельную оси перемещения X. Измеряемая поверхность поверочной линейки должна находиться на высоте оси шпинделя. Измерения выполняют в нескольких положениях на оси перемещения X. Смещение индикатора от поверхности держателя инструмента указывают в примечании к результатам испытаний. Такую компоновку допускается использовать для G10 | |||
Цель испытания | G5 | ||
Контроль прямолинейности перемещения по оси Y: | |||
a) в плоскости YZ ( ); b) в плоскости XY ( ). | |||
Схема 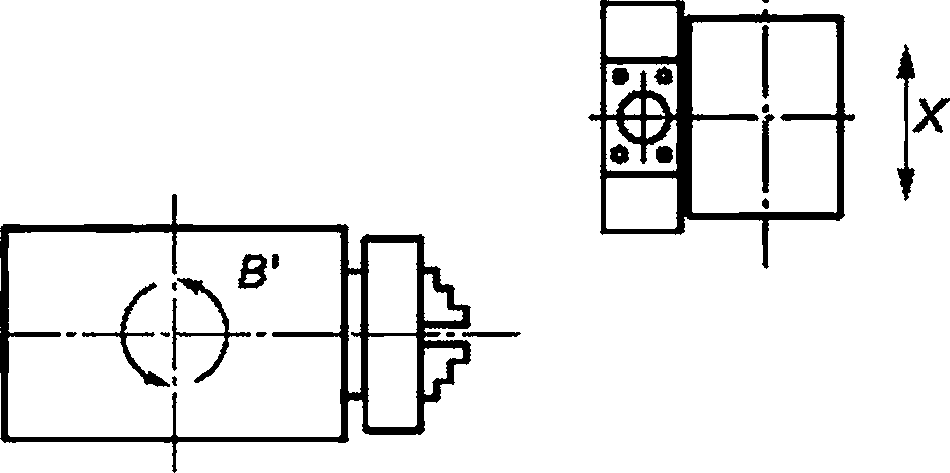 | |||
Допуск | Измеренные отклонения | ||
500 | 0,010 | Для Y=....... | |
500 1000 | 0,015 | a) | |
Допуски для осей свыше 1000 определяются производителем/поставщиком и пользователем. | b) | ||
Допуск по месту - 0,007 при длине измерения 300 | |||
Средства измерения Поверочная линейка и индикатор с круглой шкалой или оптические приборы | |||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.4, 12.1.3.2, 12.1.3.3 и 12.1.3.4 Шпиндель блокируют, если шпиндель используется для крепления поверочной линейки. Регулируют плоскость поверочной линейки, параллельную оси перемещения Y. Измеряемая поверхность поверочной линейки должна находиться на высоте оси шпинделя. Измерения выполняют в нескольких положениях на оси перемещения Y. Такую компоновку допускается использовать для G11 | |||
5.3 Отношение между линейными перемещениями и/или шпинделями заготовки
Цель испытания Проверка отклонения от параллельности оси вращения шпинделя заготовки и оси перемещения Z (каретки): | G6 | |
a) в плоскости YZ ; b) в плоскости ZX | ||
Схема 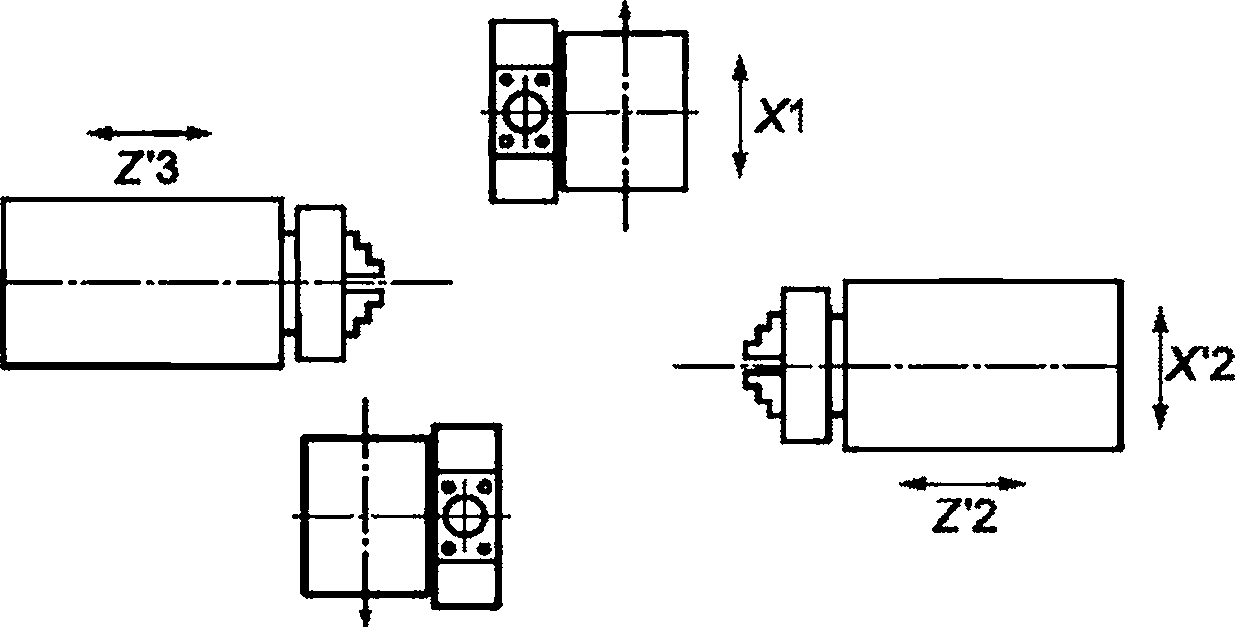 | ||
Допуск a) 0,060/1000 (0,015/250) b) 0,040/1000 (0,010/250) | Измеренные отклонения Для Z=...... a) b) | |
Средства измерения a) и b) Индикатор с круглой шкалой и контрольная оправка или оптический метод | ||
Замечания и ссылки на ИСО 230-1:2012,10.1.4.1 и 10.1.4.3 Для каждой плоскости измерения индикатором с круглой шкалой и контрольной оправкой шпиндель заготовки поворачивают, чтобы найти среднее положение биения, а затем перемещают каретку по оси Z и берут максимально отличные показания. Перед началом регистрации измерений шпиндель блокируют. Данное испытание применяют для всех шпинделей заготовки и перемещений по оси Z. Такую компоновку допускается использовать для G3 | ||
Цель испытания | G7 | |
Проверка отклонения от перпендикулярности перемещения по оси X по отношению к перемещению по оси Z | ||
Схема | ||
 1 - угольник; 2 - специальное приспособление | ||
Допуск 0,050/1000 (0,015/300) | Измеренные отклонения | |
Средства измерения Индикатор с круглой шкалой и угольник или оптические приборы | ||
Замечания и ссылки на ИСО 230-1:2012,10.3.2 и 12.4 Индикатор с круглой шкалой крепят к револьверной головке близко к позиции инструмента. Угольник регулируют таким образом, чтобы его контрольная поверхность была параллельна оси перемещения Z. Индикатор с круглой шкалой перемещают таким образом, чтобы он касался поверхности угольника, параллельной плоскости XY. Измерения выполняют в вертикальной плоскости с помощью перемещения по оси X. Протоколируют отклонение от перпендикулярности в виде максимальной разницы между результатами измерений на измеряемой длине. Отмечают значение угла а меньше, равное или больше 90°. Измерение возможно выполнить за счет совмещения результатов испытаний G6 и G10 | ||
Цель испытания | G8 | |
Проверка отклонения от перпендикулярности перемещения по оси Y по отношению к перемещению по оси Z | ||
Схема 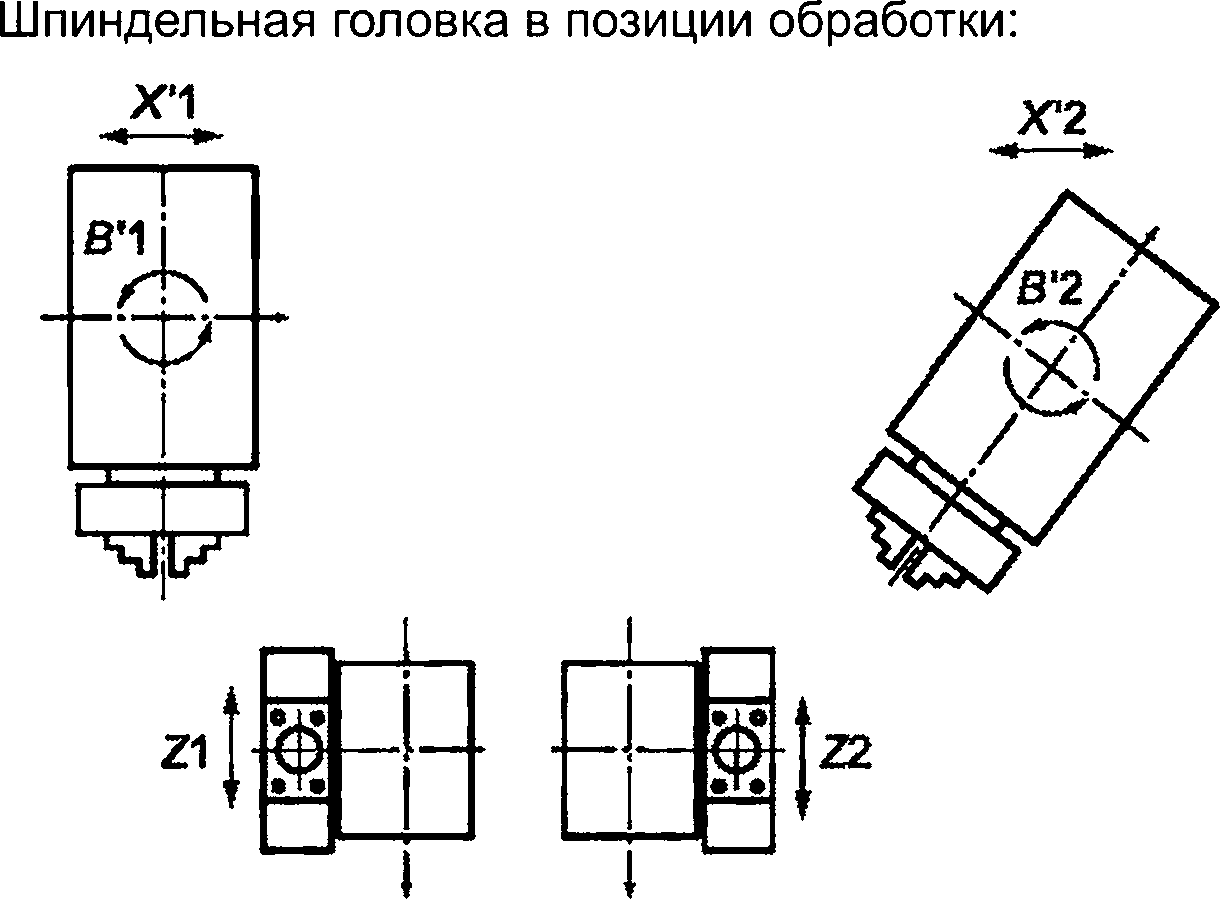 | ||
Допуск 0,070/1000 (0,020/300) | Измеренные отклонения | |
Средства измерения Индикатор с круглой шкалой и угольник или оптические приборы | ||
Замечания и ссылки на ИСО 230-1:2012, 10.3.2 и 12.4 Индикатор с круглой шкалой крепят к револьверной головке близко к позиции инструмента. Угольник выставляют на шпинделе таким образом, чтобы его контрольная поверхность была параллельна оси перемещения Z. Индикатор с круглой шкалой перемещают таким образом, чтобы он касался поверхности угольника, параллельной плоскости XY. Измерения выполняют в вертикальной плоскости с помощью перемещения по оси У. Протоколируют отклонение от перпендикулярности в виде максимальной разницы между результатами измерений на измеряемой длине. Отмечают значение угла меньше, равное или больше 90 °. Измерение возможно выполнить за счет совмещения результатов испытаний G6 и G11 | ||
Цель испытания Проверка отклонения от перпендикулярности перемещения по оси Y (револьверный суппорт) по отношению к перемещению по оси X (салазки револьверной головки). | G9 | |
Данное испытание применяют ко всем револьверным головкам с осями X и Y | ||
Схема | ||
 1 - угольник; 2 - специальное приспособление; 3 - разметочная плита | ||
Допуск 0,070/1000 (0,020/300) | Измеренные отклонения | |
Средства измерения Индикатор с круглой шкалой, поверочная плита и угольник или оптические приборы | ||
Замечания и ссылки на ИСО 230-1:2012,10.3.2 и 12.4 Индикатор с круглой шкалой крепят к револьверной головке близко к позиции инструмента. Угольник выставляют на шпинделе таким образом, чтобы его контрольная поверхность была параллельна оси перемещения X. Индикатор с круглой шкалой перемещают таким образом, чтобы он касался поверхности угольника, перпендикулярной плоскости XY. Измерения выполняют в плоскости YZ с помощью перемещения по оси Y. Протоколируют отклонение от перпендикулярности в виде максимальной разницы между результатами измерений на измеряемой длине. Отмечают значение угла меньше, равное или больше 90 ° | ||
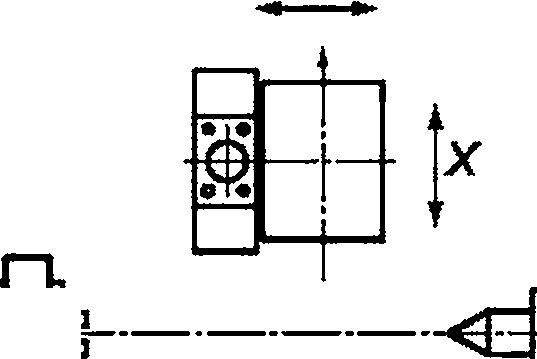
Цель испытания Проверка отклонения от перпендикулярности перемещения по оси X по отношению к оси шпинделя заготовки (ось C’ ) в плоскости ZX | G10 | ||
Схема 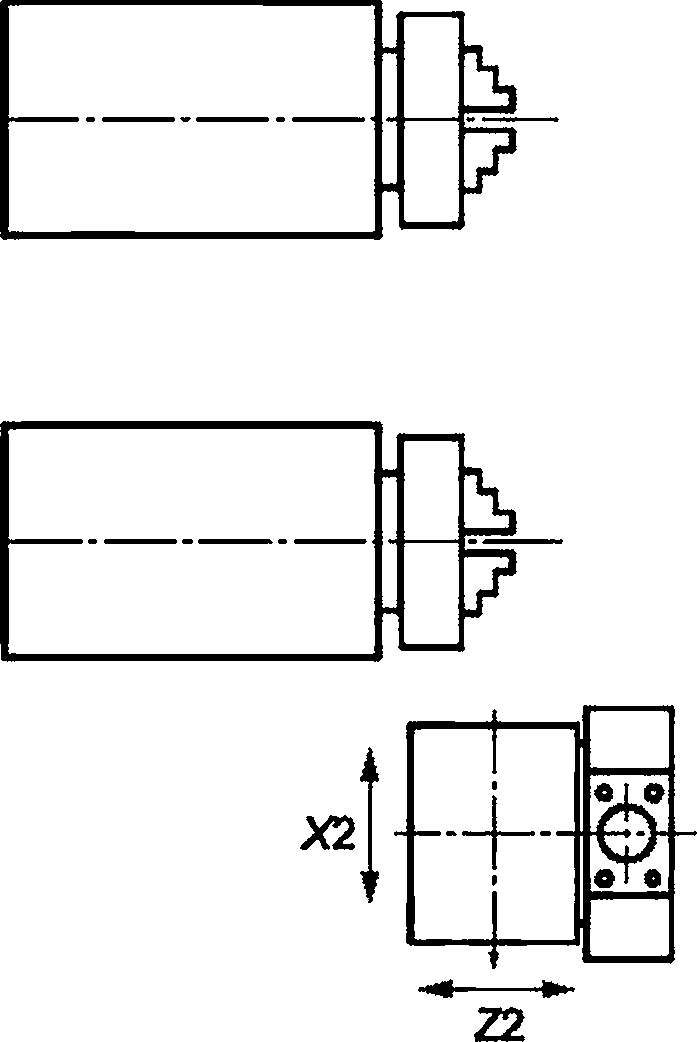 | |||
Допуск | Измеренные отклонения | ||
500 | 500 1000 | ||
0,050/1000 (0,015/300) | 0,080/1000 (0,025/300) | ||
где D - максимальный диаметр обработки над станиной. Значение угла не должно превышать 90 ° | |||
Средства измерения Индикатор с круглой шкалой, разметочная плита и поверочная линейка | |||
Замечания и ссылки на ИСО 230-1:2012,12.4.7 Индикатор с круглой шкалой крепят к револьверной головке близко к позиции инструмента. Поверочную линейку крепят на разметочной плите, закрепленной на шпинделе заготовки. Поверхность поверочной линейки выставляют параллельно плоскости вращения шпинделя заготовки (ось C’) и приблизительно параллельно испытываемой оси перемещения (ось X). Измерения выполняют в нескольких положениях оси перемещения (ось X), затем поворачивают шпиндель на 180° и выполняют вторую серию измерений. В качестве отклонения от перпендикулярности указывают среднее значение обоих измерений. Данное испытание применяют ко всем шпинделям заготовки. Данную конфигурацию допускается использовать для G4 | |||
Цель испытания Проверка отклонения от перпендикулярности оси Y по отношению к оси C’ | G11 | |
Схема 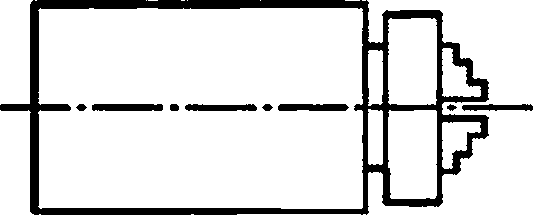 | ||
Допуск 0,080/1000 (0,025/300) | Измеренные отклонения | |
Средства измерения Индикатор с круглой шкалой, разметочная плита и поверочная линейка | ||
Замечания и ссылки на ИСО 230-1:2012, 12.4.7 Индикатор с круглой шкалой крепят к револьверной головке близко к позиции инструмента. Поверочную линейку крепят на разметочной плите, закрепленной на шпинделе заготовки. Поверхность поверочной линейки выставляют параллельно плоскости вращения шпинделя заготовки (ось С’) и приблизительно параллельно испытываемой оси перемещения (ось Y). Измерения выполняют в нескольких положениях оси перемещения (ось Y), затем поворачивают шпиндель на 180° и выполняют вторую серию измерений. В качестве отклонения от перпендикулярности указывают среднее значение обоих измерений. Данное испытание применяют ко всем шпинделям заготовки. Протоколируемое отклонение от перпендикулярности представляет собой угол меньше, равный или больше 90 °. Данную конфигурацию допускается использовать для G5 | ||
Цель испытания Проверка соосности вспомогательного шпинделя и главного шпинделя (только для противостоящих шпинделей): | G12 | |||
a) в плоскости ZX [смещение и параллельность ]; b) в плоскости YZ [смещение и параллельность ] | ||||
Схема  1 - главный шпиндель заготовки, ось C’; 2 - вспомогательный шпиндель заготовки, ось C’2 | ||||
Допуск | Измеренные отклонения | |||
Для длины измерения 100 | ||||
D<250 | D>250 | |||
смещение | смещение | |||
a) | 0,010 | 0,015 | a) | |
b) | 0,015 | 0,020 | b) | |
параллельность | параллельность | |||
a) | 0,100/1000 (0,010/100) | 0,150/1000 (0,015/100) | a) | |
b) | 0,150/1000 (0,015/100) | 0,200/1000 (0,020/100) | b) | |
где D - максимальный диаметр обработки над станиной | Расстояние от положения B до торца вспомогательного шпинделя | |||
Средства измерения Индикатор с круглой шкалой и контрольная оправка или оптический прибор | ||||
Замечания и ссылки на ИСО 230-1:2012, 10.2 и 12.3.4 Индикаторы с круглой шкалой/опору закрепляют на главном шпинделе, а контрольную оправку - на вспомогательном шпинделе. Шпиндель заготовки поворачивают таким образом, чтобы индикатор оказался в плоскости ZX, а его щуп касался контрольной оправки в положении A, и снимают первые показания. Затем оба шпинделя поворачивают с шагом 90° и снимают показания после каждого поворота. Измерения повторяют для положения B. Разница между двумя показаниями, снятыми при 0° и 180°, разделенная на 2, представляет собой смещение между двумя осями вращения в положении A и B в плоскости ZX. Разница между двумя показаниями, снятыми при 90° и 270°, разделенная на 2, представляет собой смещение между двумя осями вращения в положении A и B в плоскости YZ. Отклонение от соосности включает как смещение, так и отклонение от параллельности. Протоколируют смещение в положении B. Протоколируют отклонение от параллельности, представляющее разницу между смещениями в точке A и точке B, разделенную на расстояние между точками A и B (100 мм) | ||||
5.4 Угловое отклонение линейных осей перемещения
Цель испытания Проверка углового отклонения оси перемещения Z (каретка): | G13 | |||
a) в плоскости YZ , ; b) в плоскости XY , ; c) в плоскости ZX , | ||||
Схема | ||||
 1 - контрольные уровни; 2 - угловой интерферометр; 3 - лазерная головка; 4 - угловой ретроотражатель; 5 - разметочная плита в случае неровной монтажной плоскости; 6 - уровни измерения | ||||
Допуск | Измеренные отклонения | |||
a), b) и c): | a) | |||
2 000 0,060 | Z>2 000 0,080 | b) | ||
1000 (12") | 1000 (16") | c) | ||
Средства измерения a) Прецизионный уровень (только если ось X горизонтальная), автоколлиматор и зеркало или лазерный интерферометр с угловой оптикой. b) Прецизионный уровень. c) Автоколлиматор и зеркало или лазерный интерферометр с угловой оптикой. | ||||
Замечания и ссылки на ИСО 230-1:2012, 8.3.2.1 и 8.4.2.3 При наклонной станине функциональная плоскость находится под углом к горизонтальной плоскости. В таком случае для определения крена b) следует использовать специальную разметочную плиту и прецизионный уровень, если есть возможность установить уровень горизонтально, но это не рекомендуется для измерения наклона a). При использовании автоколлиматора он должен быть настроен таким образом, чтобы микрометрический окуляр был либо перпендикулярен, либо параллелен оси Z. Измерения выполняют в обоих направлениях перемещения не менее чем в пяти положениях, расположенных равномерно по траектории. Разность между максимальным и минимальным показаниями представляет собой протоколируемое угловое отклонение | ||||
Цель испытания Проверка углового отклонения оси перемещения X (перемещение салазок револьверной головки): | G14 | ||
a) в плоскости XY , ; b) в плоскости YZ , ; c) в плоскости ZX , | |||
Схема | |||
 1 - контрольные уровни; 2 - угловой интерферометр; 3 - лазерная головка; 4 - угловой ретроотражатель; 5 - монтажная плита в случае неровной монтажной плоскости; 6 - уровни измерения Примечание - Схема применяется только к горизонтальной оси X | |||
Допуск | Измеренные отклонения | ||
a), b) и c): | a) | ||
1000 | 0,060/1000 (12") | b) | |
c) | |||
Средства измерения a) Прецизионный уровень, автоколлиматор и зеркало или лазерный интерферометр с угловой оптикой. b) Прецизионный уровень (только если ось X горизонтальная). c) Автоколлиматор и зеркало, лазерный интерферометр с угловой оптикой | |||
Замечания и ссылки на ИСО 230-1:2012, 8.3.2.1, 8.4.2.3 и 8.4.2.4 При наклонной станине функциональная плоскость находится под углом к горизонтальной плоскости и для измерения наклона а) под прецизионный уровень устанавливают специальную монтажную плиту, но это не рекомендуется для определения наклона b). При использовании автоколлиматора он должен быть настроен таким образом, чтобы микрометрический окуляр был либо перпендикулярен, либо параллелен оси X. Измерения выполняют в обоих направлениях перемещения не менее чем в пяти положениях, расположенных равномерно по траектории. Разность между максимальным и минимальным показаниями представляет собой протоколируемое угловое отклонение | |||
Цель испытания Проверка углового отклонения оси перемещения Y (перемещение держателя инструмента): | G15 | ||
a) в плоскости YZ , (поворот вокруг X ); b) в плоскости ZX , (крен); c) в плоскости XY , (поворот вокруг Z ) | |||
Схема | |||
 1 - контрольный прецизионный уровень; 2 - угольник; 3 - прецизионный уровень Примечание - Схема применяется только к вертикальной оси Y. | |||
Допуск | Измеренные отклонения | ||
a), b) и c) | a) | ||
500 | 0,040/1000 (8") | b) | |
Допуски для осей больше 500 определяются производителем/поставщиком и пользователем | c) | ||
Средства измерения a) Прецизионный уровень (только если ось Y вертикальная) или автоколлиматор и зеркало или лазерный интерферометр с угловой оптикой. b) Разметочная плита и индикаторы с круглой шкалой или перестраиваемый лазер. c) Прецизионный уровень, помещаемый на специальной монтажной плите, или автоколлиматор и зеркало или лазерный интерферометр с угловой оптикой | |||
Замечания и ссылки на ИСО 230-1:2012, 8.4.2.1 Прецизионный уровень не используют для измерений a) и c) на станках с наклонной станиной. При использовании автоколлиматора он должен быть настроен таким образом, чтобы микрометрический окуляр был либо перпендикулярен, либо параллелен функциональной плоскости. Измерения выполняют в обоих направлениях перемещения не менее чем в пяти положениях, расположенных равномерно по траектории. Разность между максимальным и минимальным показаниями представляет собой протоколируемое угловое отклонение | |||
5.5 Задняя бабка
Цель испытания Проверка соответствия расстояния перемещения по оси W задней бабки и перемещения по оси Z каретки: | G16 | |||
a) в плоскости ZX; b) в плоскости YZ | ||||
Схема 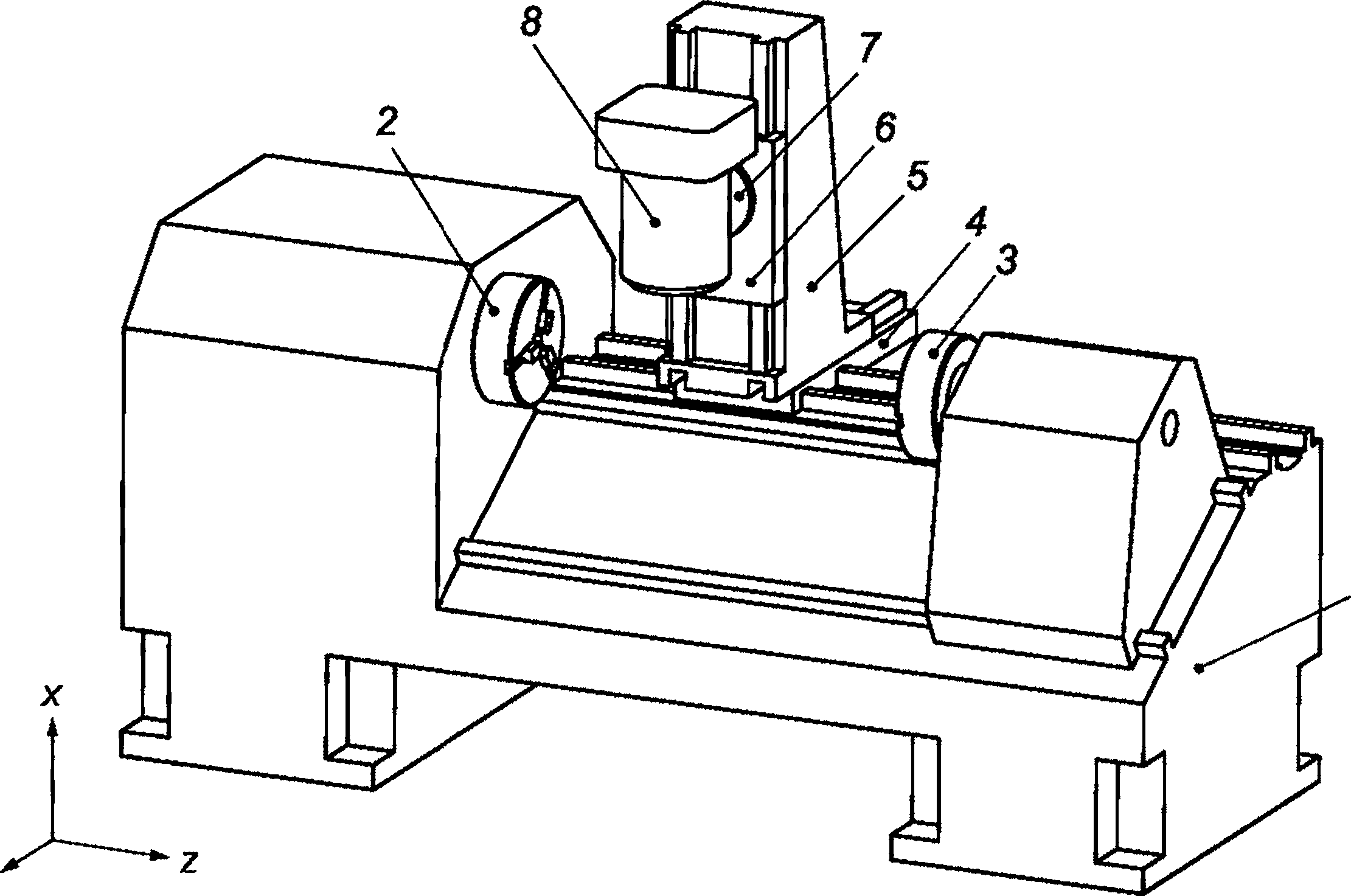 | ||||
Допуск | Измеренные отклонения | |||
1000 | a) 0,040 | b) 0,060 | a) | |
1000 2000 | a) 0,060 | b) 0,100 | b) | |
Средства измерения Индикатор с круглой шкалой или оптический прибор | ||||
Замечания Два блока "индикатор/опора" закрепляют на револьверной головке и прикладывают измерительные наконечники индикаторов к пиноли задней бабки. Одновременно перемещают каретку (ось Z) и заднюю бабку (ось W) и регистрируют показания индикатора. Измерения выполняют в обоих направлениях не менее чем в пяти положениях, равномерно расположенных на траектории. Разность между максимальным и минимальным показаниями представляет собой протоколируемое соответствие расстояния. Если задняя бабка регулируется вручную, перед регистрацией измерений используют устройство ее фиксации. Следует убедиться, что показания снимают в тех же самых точках на пиноли задней бабки. Если затруднительно перемещать обе оси одновременно, каретку перемещают в направлении передней бабки к первой позиции измерения. Затем заднюю бабку перемещают до тех пор, пока индикатор не коснется той же позиции измерения. Для измерений в обратном направлении используют последовательность перемещений в обратном порядке | ||||
Цель испытания Проверка параллельности пиноли задней бабки по отношению к оси перемещения Z: | G17 | |
a) в плоскости ZX ; b) в плоскости YZ | ||
Схема 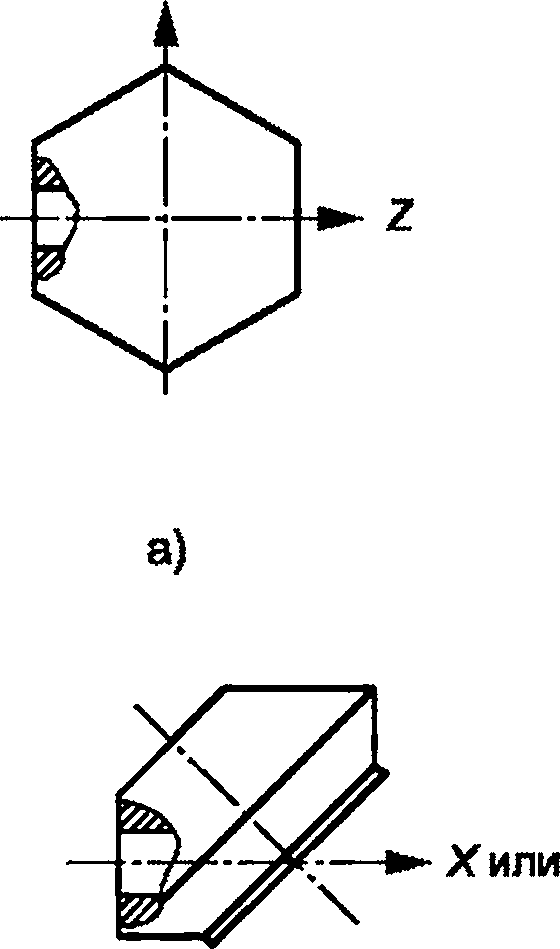 | ||
Допуск | Измеренные отклонения | |
0,025 на длине измерения 250 мм | a) | |
b) | ||
Средства измерения Индикатор с круглой шкалой | ||
Замечания и ссылки на ИСО 230-1:2012, 12.3.3 Пиноль сохраняют в выдвинутом положении и перемещают ось Z таким образом, чтобы измерительный наконечник индикатора двигался по пиноли. Показания индикатора регистрируют. Разность между максимальным и минимальным показаниями представляет собой протоколируемое отклонение от параллельности | ||
Цель испытания Проверка отклонения от параллельности внутреннего конического отверстия пиноли задней бабки по отношению к оси перемещения каретки Z: | G18 | |
a) в плоскости ZX; b) в плоскости YZ | ||
Схема 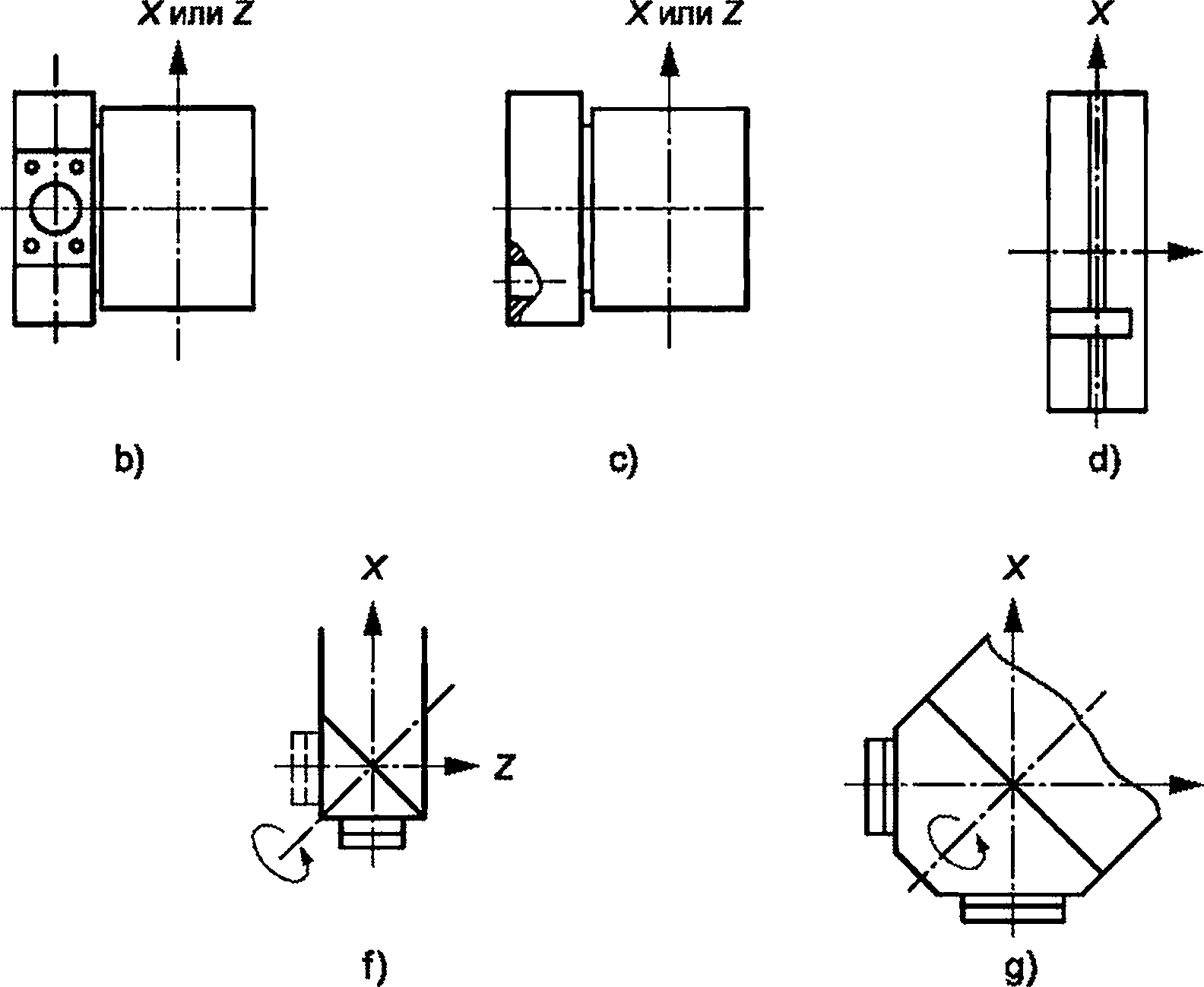 | ||
Допуск | Измеренные отклонения | |
a) и b) 0,060/1000 (0,015/250) | a) | |
b) | ||
Средства измерения Контрольная оправка и индикатор с круглой шкалой или поверочный лазер | ||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4.1 Контрольную оправку вставляют в пиноль задней бабки в выдвинутом положении. Индикатор с круглой шкалой крепят к револьверной головке и подводят оправку с измерительным наконечником индикатора как можно ближе к торцу задней бабки. Каретку (ось Z) перемещают для измерения длины и регистрируют показания. Измерения повторяют после повторного вставления оправки в положении после поворота на 180°. Протоколируемым отклонением от параллельности является среднее двух полученных значений (до и после поворота контрольной оправки на 180°), разделенное на расстояние между двумя точками измерений | ||
Цель испытания Проверка равноудаленности центров шпинделя заготовки и задней бабки от оси Z: | G19 | |||
a) в плоскости ZX; b) в плоскости YZ | ||||
Схема  | ||||
Допуск | Измеренные отклонения | |||
a) | Длина оправки 500 | 500<Длина оправки 2000 | a) | |
b) | 0,020 | 0,030 | b) | |
0,040 | 0,060 | |||
Средства измерения Контрольная оправка между центрами и индикатор с круглой шкалой | ||||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4.3 и 10.1.5 Измерения выполняют вдоль оправки в нескольких положениях. Протоколируют отклонение, выраженное как разность двух предельных показаний на контрольной оправке, учитывая биение в обеих точках. Обеспечивают минимальное биение оправки в обеих точках измерения. В качестве альтернативного метода допускается использовать две контрольные оправки, откалиброванные по диаметру: одну крепят на шпинделе, а другую - на задней бабке | ||||
5.6 Револьверная головка и шпиндель инструмента
Цель испытания Проверка отклонения от перпендикулярности крепежных поверхностей револьверной головки по отношению к оси шпинделя заготовки. | G20 | |
Примечание - Испытание применяют к револьверным головкам с поверхностью крепления инструмента перпендикулярной оси шпинделя заготовки. | ||
Схема 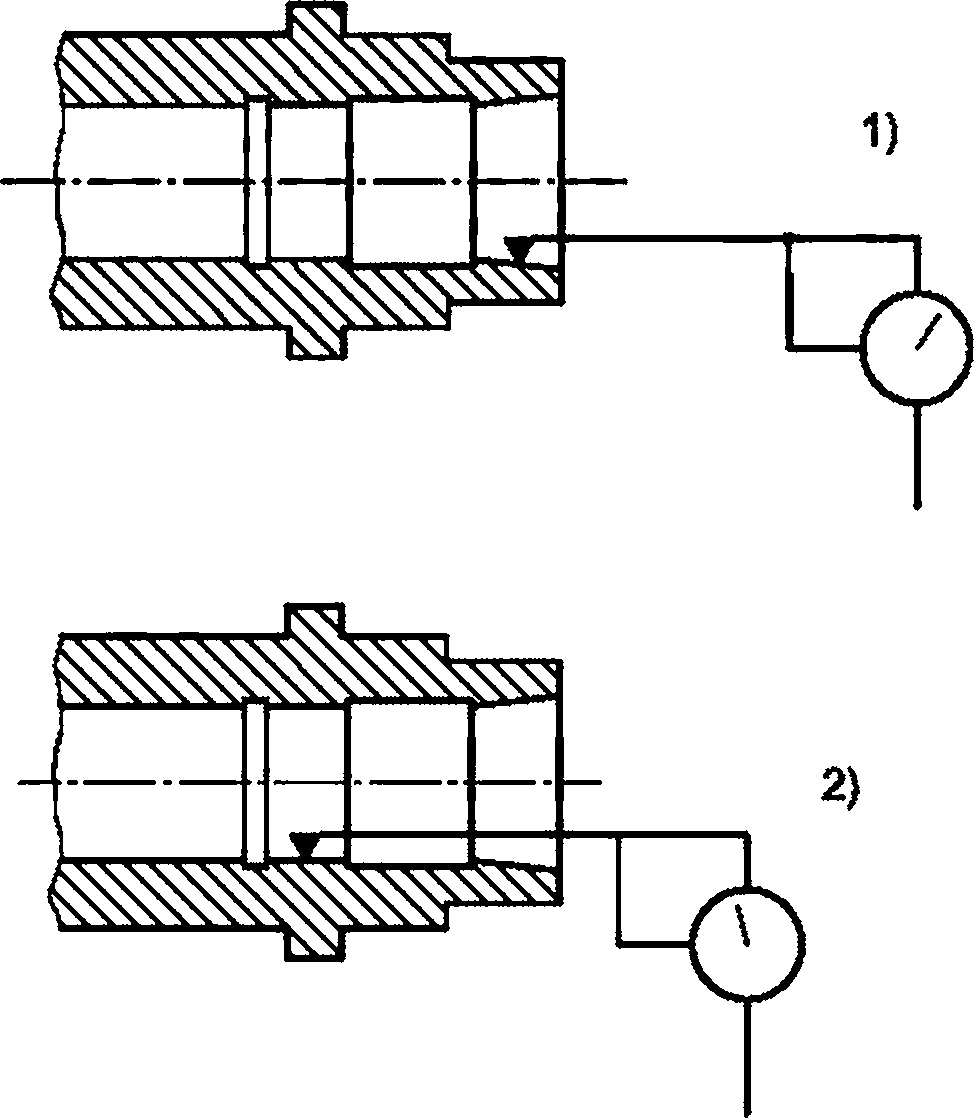 | ||
Допуск 0,020 для наибольшего диаметра устанавливаемого изделия 100 мм | Измеренные отклонения | |
Средства измерения Индикатор с круглой шкалой | ||
Замечания и ссылки на ИСО 230-1:2012, 10.3.3 Испытание повторяют для каждой крепежной поверхности револьверной головки. Наибольший диаметр устанавливаемого изделия - максимально измеримый диаметр с учетом зоны базирования режущего инструмента. Протоколируют отклонение от перпендикулярности, выраженное как разность показаний на измеряемой длине | ||
Цель испытания Проверка отклонения от параллельности оси отверстия крепления инструмента револьверной головки и оси перемещения Z: | G21 | ||
a) в плоскости ZX; b) в плоскости YZ. Примечание - Испытание применяют к револьверным головкам с отверстием крепления инструмента, параллельным оси Z. | |||
Схема 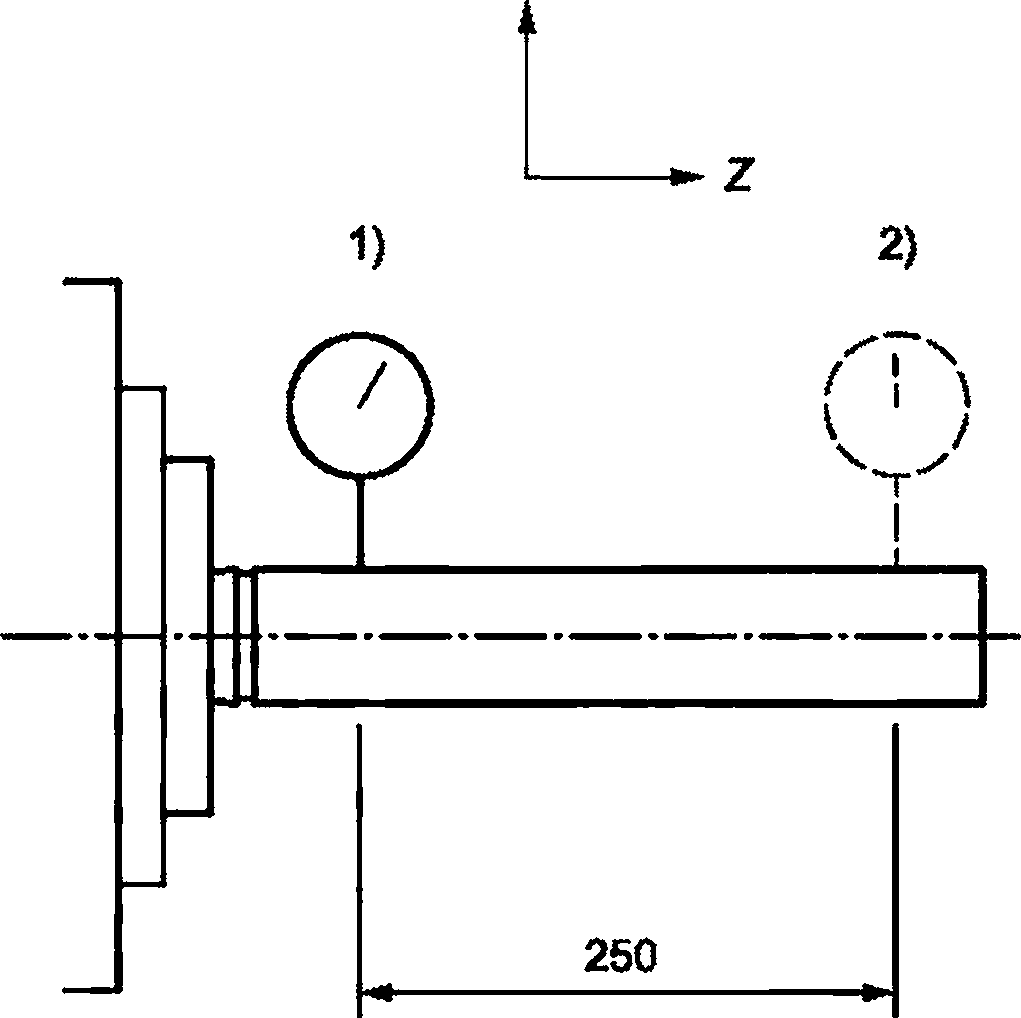 | |||
Допуск | Измеренные отклонения | ||
a) и b) | 0,030 для L=100 | a) | |
b) | |||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | |||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4.1 и 10.1.4.3 Оправку крепят к крепежному отверстию инструмента револьверной головки, а индикатор/опору крепят к неподвижной части станка таким образом, чтобы наконечник индикатора касался оправки в плоскости ZX и YZ. Испытание повторяют для всех четырех крепежных отверстий револьверной головки. Револьверная головка должна быть в выдвинутом положении или располагаться как можно ближе к шпинделю. Если для монтажа инструмента требуется фланец, то это следует воспроизводить конструкцией контрольной оправки. Протоколируют отклонение от параллельности, выраженное как разность показаний на измеряемой длине | |||
Цель испытания Проверка отклонения от параллельности осей отверстий крепления инструмента револьверной головки и оси перемещения X: | G22 | ||
a) в плоскости ZX, b) в плоскости XY Примечание - Испытание применяют к револьверным головкам с отверстием крепления инструмента, параллельным оси X. | |||
Схема  | |||
Допуск | Измеренные отклонения | ||
a) и b) | 0,030 для L=100 | a) | |
b) | |||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | |||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4.1 и 10.1.4.3 Оправку крепят к крепежному отверстию инструмента револьверной головки, а индикатор с круглой шкалой крепят к неподвижной части станка таким образом, чтобы наконечник индикатора касался оправки в плоскости ZX для a) и в плоскости XY для b). Испытание повторяют для всех четырех крепежных отверстий револьверной головки. Револьверная головка должна быть в выдвинутом положении или располагаться как можно ближе к шпинделю. Если для монтажа инструмента требуется фланец, то это следует воспроизводить конструкцией контрольной оправки. Протоколируют отклонение от параллельности, выраженное как разность показаний на измеряемой длине | |||
Цель испытания Контроль линейной револьверной головки | G23 | |
a) Отклонение от параллельности контрольного паза или контрольной боковой поверхности поперечных салазок и оси перемещения X. b) Отклонение от параллельности монтажной поверхности инструмента поперечных салазок и плоскости ZX. Примечание - Только для конфигурации типа d) револьверной головки (см. рисунок 3). | ||
Схема 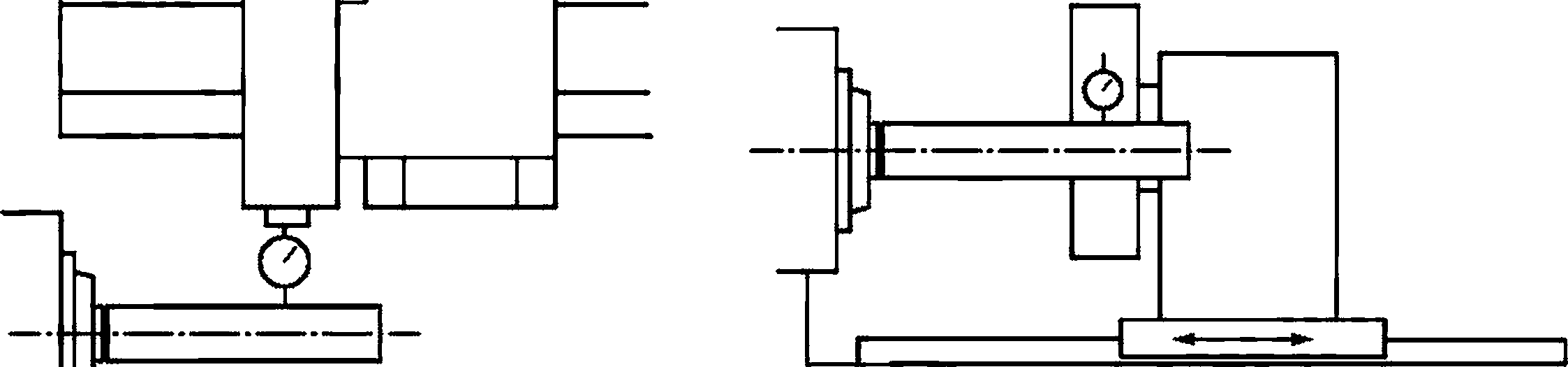 | ||
Допуск | Измеренные отклонения | |
a) 0,030 для длины измерения 300 мм | a) | |
b) 0,025 для длины измерения 300 мм | или | |
b) | ||
Средства измерения Индикатор с круглой шкалой и калибровочный блок | ||
Замечания и ссылки на ИСО 230-1:2012, 12.3.2.5.1 Для a): измерения проводят вдоль длины измерения в нескольких положениях. Протоколируют отклонение от параллельности, выраженное как максимальная разность показаний. Для b): измерения следует проводить в обоих направлениях (по оси X и Z) в рамках координатной сетки 3x3. Измерения выполняют в середине и на концах монтажной поверхности. Для перекрытия центрального паза используют мерную плиту | ||
Цель испытания Контроль биения и осевого биения отверстия шпинделей инструмента: | G24 | |
a) биение внутреннего конического отверстия: 1) у торца шпинделя; 2) в 100 мм от торца шпинделя; b) биение цилиндрического отверстия: 1) биение торца шпинделя; 2) осевое биение торца шпинделя | ||
Схема 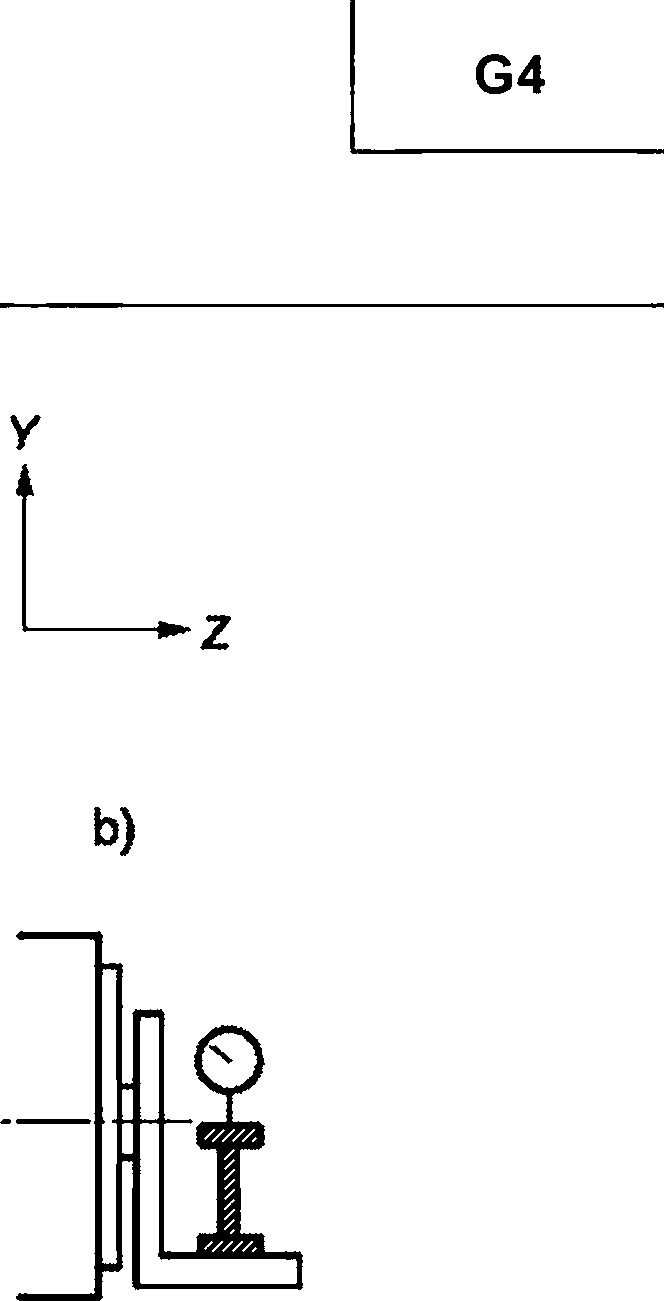 | ||
Допуск | Измеренные отклонения | |
a) | a) | |
1) 0,010 | ||
2) 0,015 | ||
b) | b) | |
1) 0,010 | ||
2) 0,010 | ||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | ||
Замечания и ссылки на ИСО 230-1:2012, 12.5.3 Для a) и b): измерения выполняют как в плоскости ZX, так и в плоскости YZ. Измерения повторяют не менее четырех раз, поворачивая оправку на 90° в отношении шпинделя. Протоколируют биение в виде среднего значения показаний. Измерения выполняют на всех шпинделях инструмента и на максимальном диаметре. Для b)2): измерения проверяют на максимально возможном радиусе. Примечание - Измерение биения шпинделя инструмента см. в приложении A (испытание AR2). | ||
Цель испытания Проверка параллельности оси шпинделя инструмента и оси перемещения каретки Z: | G25 | |
a) в плоскости ZX; b) в плоскости YZ. Примечание 1 - Испытание применяют ко всем инструментальным шпинделям вращающейся револьверной головки. Примечание 2 - Z можно заменить на W или R. | ||
Схема 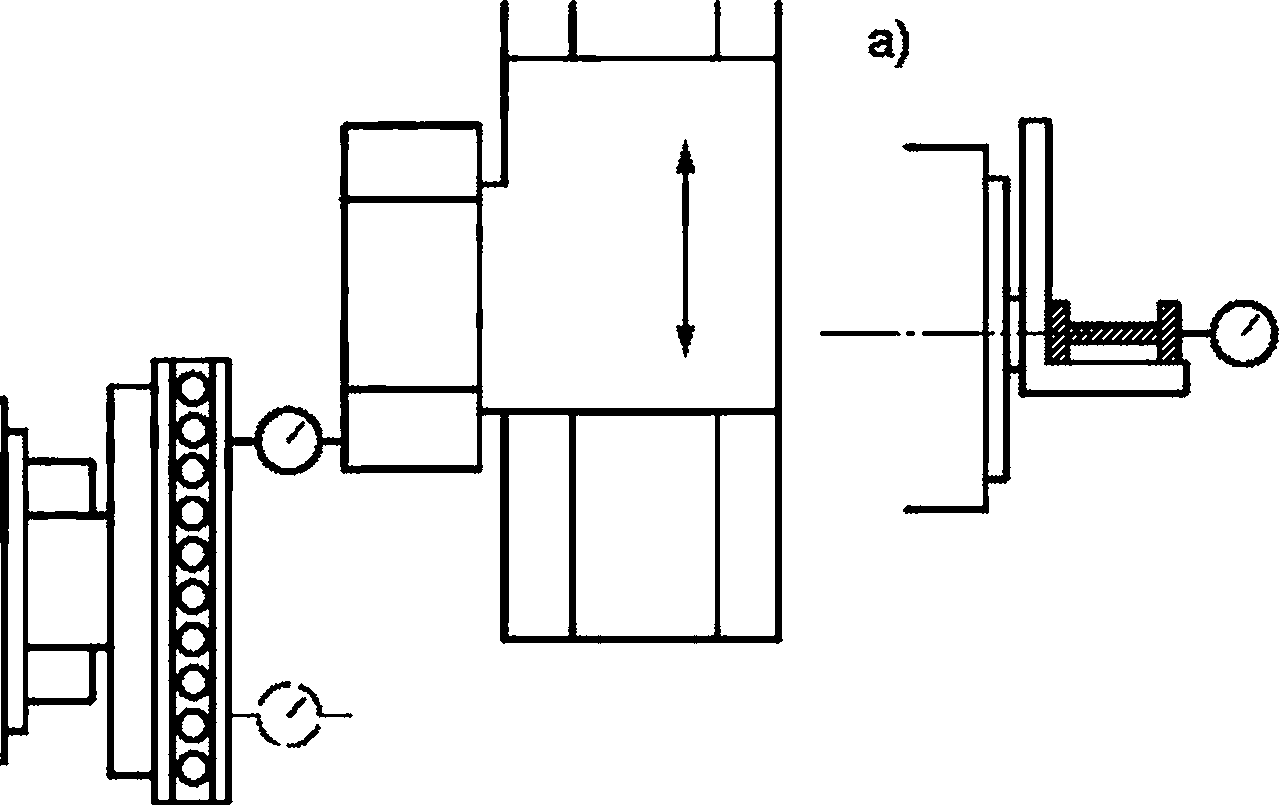 | ||
Допуск | Измеренные отклонения | |
a) и b) 0,200/1000 (0,020/100) | a) | |
b) | ||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | ||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4.1 и 10.1.4.3 Шпиндель инструмента поворачивают, чтобы найти среднее положение биения, а затем перемещают револьверную головку в направлении Z. В качестве альтернативы снимают показания вдоль контрольной оправки, а затем поворачивают шпиндель на 180° и снимают показания в исходных положениях. Среднее значение двух измерений протоколируют как отклонение от параллельности. Данное испытание применяют ко всем инструментальным шпинделям | ||
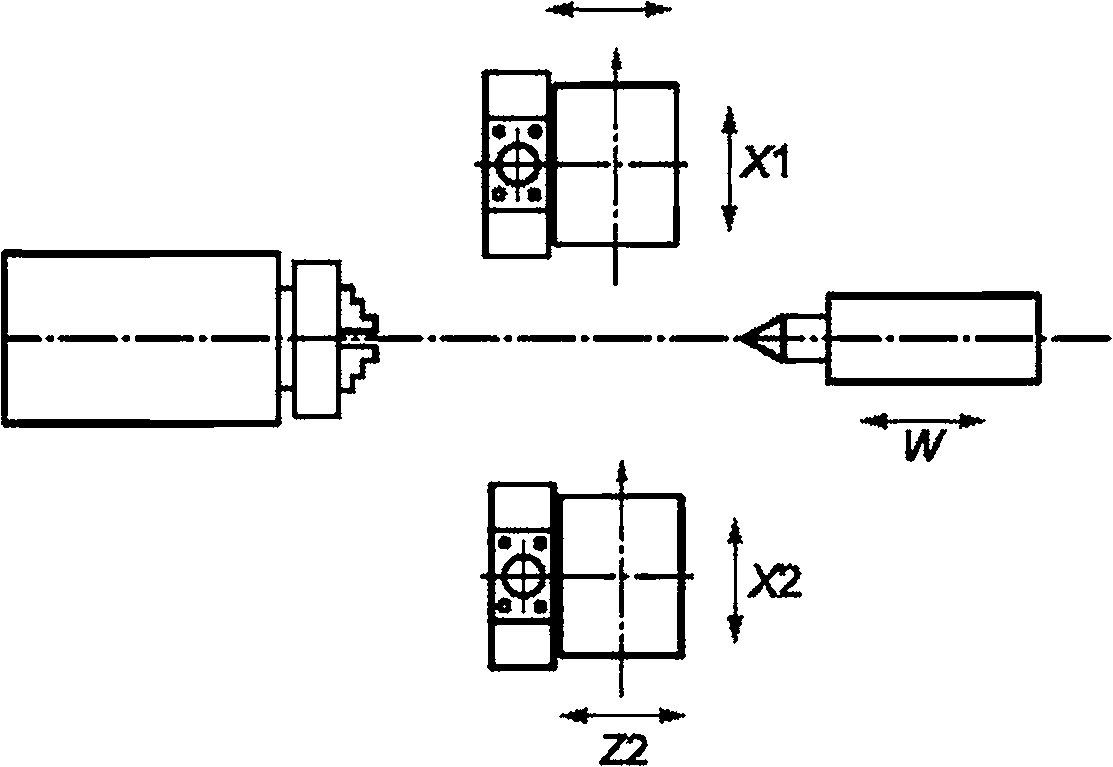
Цель испытания Проверка отклонения от соосности или пересечения оси шпинделя инструмента и оси шпинделя заготовки: | G26 | |||||
a) соосность, если шпиндель инструмента параллелен шпинделю заготовки в плоскости ZX и плоскости YZ; b) пересечения, если шпиндель инструмента перпендикулярен шпинделю заготовки в плоскости YZ | ||||||
Схема 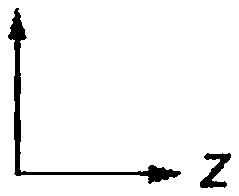 | ||||||
Допуск | Измеренные отклонения | |||||
a) | смещение 0,030 | параллельность 0,300/1000(0,030/100) | a) смещение параллельность | плоскость ZX | плоскость YZ | |
b) смещение 0,030 | b) смещение | плоскость YZ | ||||
Примечание - Для a) допуски применяют как к плоскости ZX, так и к плоскости YZ. | ||||||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | ||||||
Замечания и ссылки на ИСО 230-1:2012, 10.2 и 10.4 Индикатор с круглой шкалой крепят на шпинделе заготовки, а контрольную оправку - в отверстие инструментального шпинделя. a) Шпиндель заготовки поворачивают таким образом, чтобы индикатор оказался в плоскости ZX, а его щуп касался контрольной оправки в положении A, и снимают первые показания. Затем оба шпинделя поворачивают с шагом 90° и снимают показания после каждого поворота. Измерения повторяют для положения B. Разница между двумя показаниями, снятыми при 0° и 180°, разделенная на 2, представляет собой смещение между двумя осями вращения в положении A и B в плоскости ZX. Разница между двумя показаниями, снятыми при 90° и 270°, разделенная на 2, представляет собой смещение между двумя осями вращения в положении A и B в плоскости YZ. Отклонение от соосности включает как смещение, так и отклонение от параллельности. Протоколируется смещение в положении B. Протоколируется отклонение от параллельности, представляющее разницу между смещениями в точке A и точке B, разделенную на расстояние между точками A и B (100 мм). b) Индикатор с круглой шкалой размещают таким образом, чтобы он касался контрольной оправки в плоскости YZ, перемещают револьверную головку в направлении Z и регистрируют верхнюю точку оправки. Отмечают положение Z. Выдвигают каретку таким образом, чтобы она не касалась индикатора. Поворачивают шпиндель заготовки на 180°, а затем возвращают каретку в отмеченное положение Z. Повторяют перемещение каретки, чтобы найти нижнюю точку, и регистрируют это значение. Протоколируют отклонение от пересечения, представляющее половину разницы между измерениями при 0° и 180°. Испытание повторяют для всех положений револьверной головки. | ||||||
Цель испытания | G27 | ||
Проверка повторяемости подачи (индексации) револьверной головки: | |||
a) плоскость YZ. 1) шпиндель инструмента параллелен шпинделю заготовки; 2) шпиндель инструмента перпендикулярен шпинделю заготовки; 3) станки с устройством автоматической сменой инструмента; b) плоскость ZX: 1) шпиндель инструмента параллелен шпинделю заготовки; 2) шпиндель инструмента перпендикулярен шпинделю заготовки; 3) станки с устройством автоматической сменой инструмента | |||
Схема 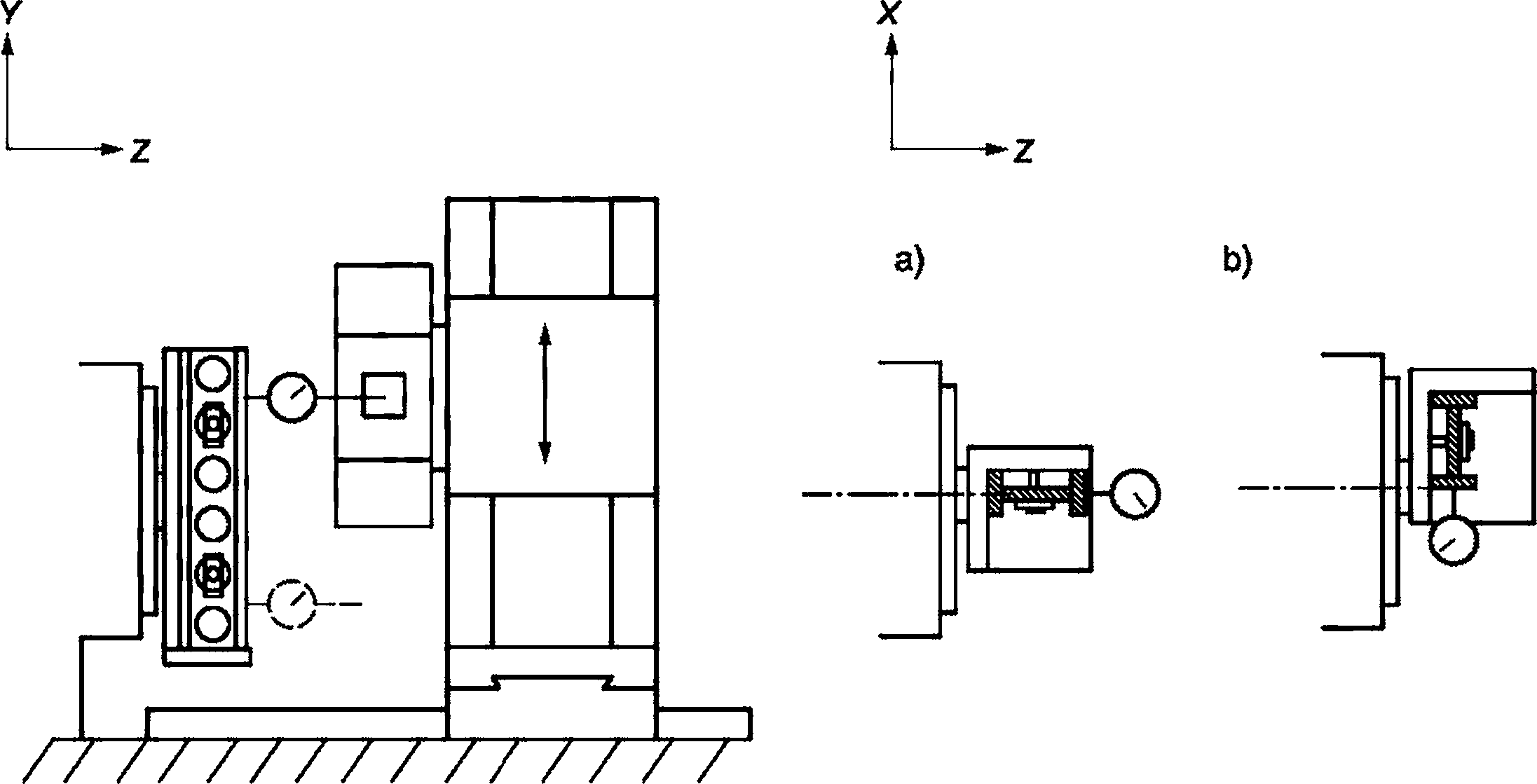 L - радиальное расстояние от центра револьверной головки до точки касания индикатора с круглой шкалой | |||
Допуск | Измеренные отклонения | ||
a) и b) | a) | ||
100 | 0,005 | b) | |
L>100 | 0,010 | ||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | |||
Замечания Для 1) и 2): при револьверной головке в середине хода индикаторы с круглой шкалой размещают таким образом, чтобы они касались контрольной оправки в положениях измерения 0° и 90°. Регистрируют положения оси револьверной головки и показания индикатора. Отводят револьверную головку от индикаторов с круглой шкалой, чтобы ее ось была параллельна оправке, и индексируют головку по 360°. Переводят ось револьверной головки в отмеченное положение в автоматическом цикле. Регистрируют показания индикатора. Для 3): убирают револьверную головку (по оси X и Z) из диапазона измерения индикаторов с круглой шкалой, затем револьверная головка переходит в одно из ее концевых положений и отходит обратно в отмеченное положение. Помещают револьверную головку обратно (по оси X и Z) в отмеченное положение в пределах автоматического цикла. Регистрируют показания индикаторов. Для 1), 2) и 3): повторяют цикл три раза, причем до начала каждого испытания показания индикатора выставляют на ноль. Протоколируют отклонение от повторяемости, которое представляет максимальную разницу между тремя наборами показаний. Испытания проводят не менее чем в трех различных положениях револьверной головки, причем для каждого из этих положений показания индикатора выставляют на ноль | |||
Цель испытания Проверка точности подачи (индексации) револьверной головки: | G28 | ||
a) по контрольному отверстию (пазу), направление Z; b) по контрольному отверстию (пазу), направление X; c) по контрольному пазу, направление Z; d) по контрольной поверхности револьверной головки, направление Z | |||
Схема 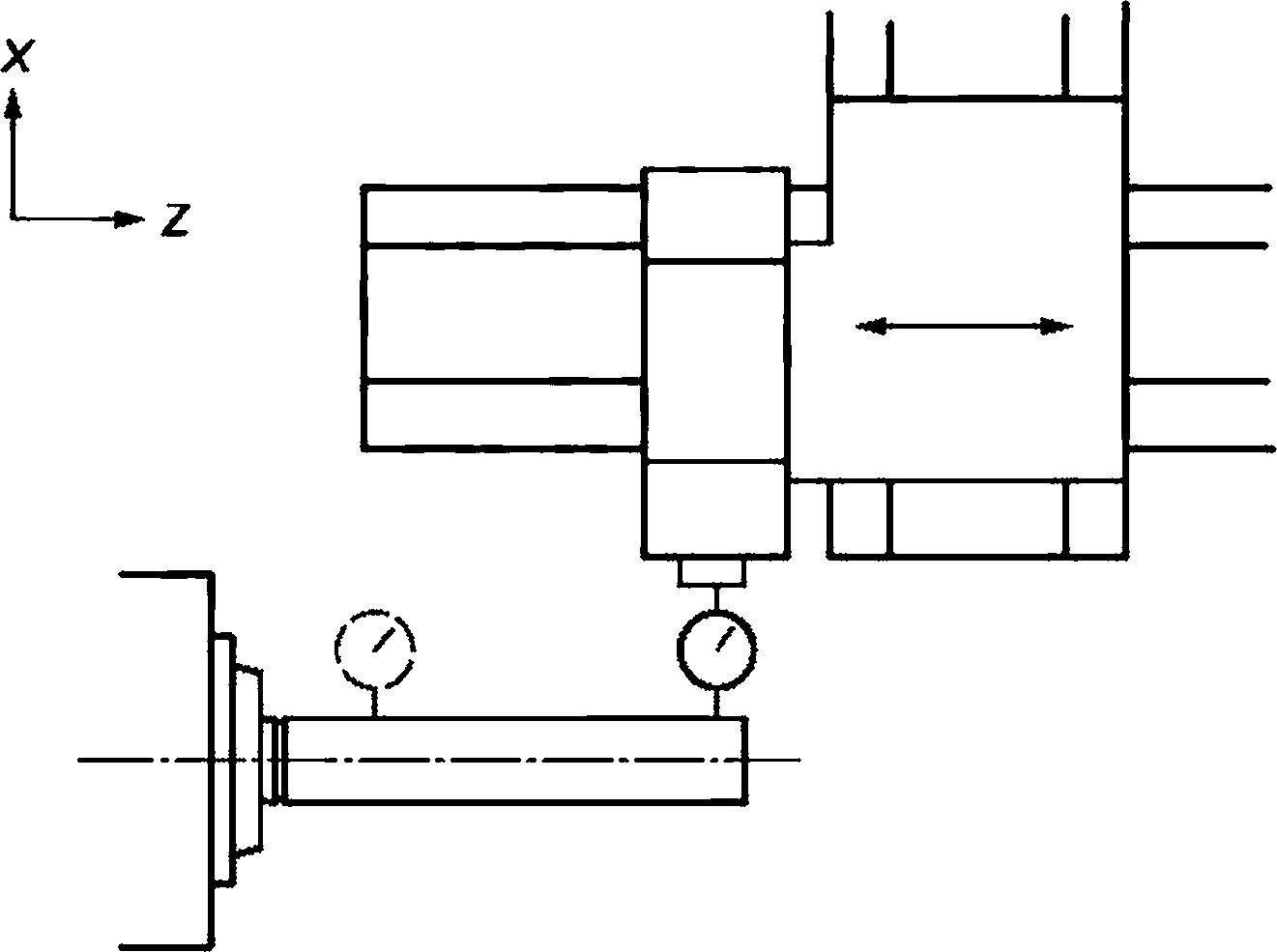 | |||
Допуск | Измеренные отклонения | ||
для a), b), c) и d) | 0,030 | a) | |
b) | |||
c) | |||
d) | |||
Средства измерения Индикатор с круглой шкалой и контрольная оправка | |||
Замечания Щуп индикатора с круглой шкалой a), b) и c) размещают таким образом, чтобы он касался контрольного отверстия или паза револьверной головки. Отмечают положение оси револьверной головки. Регистрируют показания индикатора. Отводят револьверную головку от индикаторов и индексируют головку до следующего положения и вновь выставляют ось револьверной головки. Регистрируют показания индикатора. При использовании контрольной поверхности револьверной головки также используют индикатор d). Испытания повторяют три раза во всех положениях револьверной головки. Протоколируют точность индексации револьверной головки, которая представляет максимальную разницу между всеми показаниями индикаторов. На показания будет влиять повторяемость индексации револьверной головки и воспроизводимость крепления оправки | |||
5.7 Поворотная головка шпинделя заготовки или револьверная головка
Цель испытания Проверка соответствия расстояний между: | G29 | |||
a) точкой на оси шпинделя заготовки, вращаемой осью B’, и плоскостью перемещения ZX; b) точкой на оси шпинделя инструмента, вращаемой осью B, и плоскостью перемещения ZX. | ||||
Схема  | ||||
Допуск | Измеренные отклонения | |||
угол поворота | ±30° | ±60° | ||
при радиусе 300 мм | 0,030 | 0,060 | ||
При использовании другого радиуса допуски пропорционально корректируют. | ||||
Средства измерения Контрольная оправка и индикатор с круглой шкалой | ||||
Замечания Контрольную оправку вставляют в шпиндель заготовки параллельно плоскости ZX. Индикатор с круглой шкалой устанавливают в револьверной головке. Для a): измерительный наконечник индикатора с круглой шкалой прижимают к контрольной оправке в положении около 300 мм от центра вращения оси B’. Ось B’ поворачивают до +30° (+60°) и перемещают револьверную головку в плоскости ZX, пока индикатор не коснется той же точки на контрольной оправке, и регистрируют первое показание. Ось B’ поворачивают до 0° и перемещают револьверную головку в плоскости ZX, пока индикатор не коснется той же точки на контрольной оправке, и регистрируют второе показание. Ось B’ поворачивают до -30° (-60°) и перемещают револьверную головку в плоскости ZX, пока индикатор не коснется той же точки на контрольной оправке, и регистрируют третье показание. Для b): измерительный наконечник индикатора с круглой шкалой прижимают к контрольной оправке в положении около 300 мм от центра вращения оси B. Ось B поворачивают до +30° (+60°) и перемещают револьверную головку в плоскости ZX, пока индикатор не коснется той же точки на контрольной оправке, и регистрируют первое показание. Ось B поворачивают до 0° и перемещают револьверную головку в плоскости ZX, пока индикатор не коснется той же точки на контрольной оправке, и регистрируют второе показание. Ось B поворачивают до -30° (-60°) и перемещают револьверную головку в плоскости ZX, пока индикатор не коснется той же точки на контрольной оправке, и регистрируют третье показание. Соответствием расстояния является максимальная разница трех показаний индикатора. Данное измерение повторяют три раза. Среднее значение измерений протоколируют в качестве соответствия расстояния | ||||
Цель испытания Проверка отклонения от параллельности оси шпинделя инструмента и оси перемещения X: | G30 | |
a) в плоскости XY; b) в плоскости XZ. Примечание 1 - Испытание применяют ко всем вращающимся шпинделям револьверной головки. Примечание 2 - X допускается заменить на X2. | ||
Схема 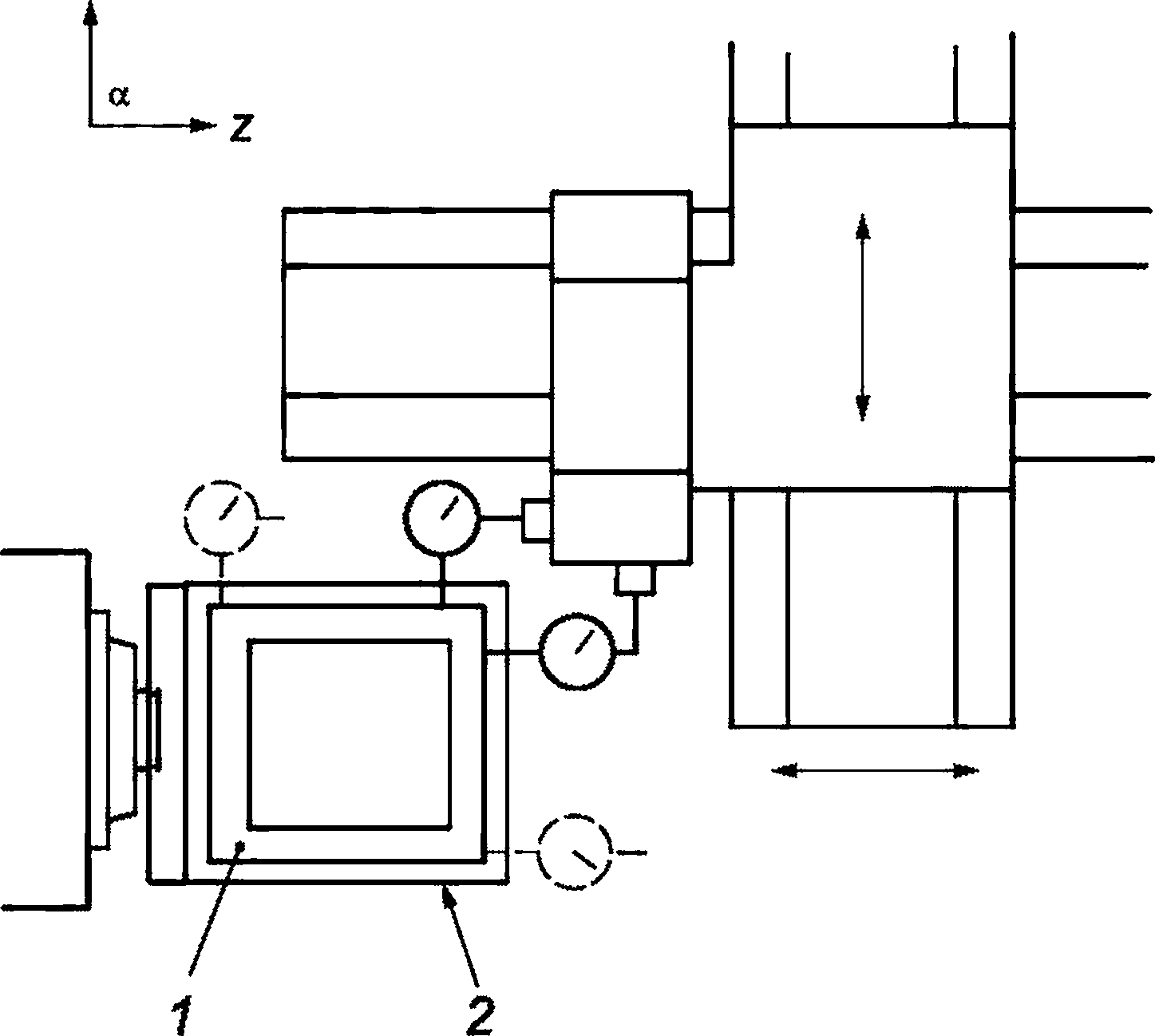 | ||
Допуск | Измеренные отклонения | |
a) и b) 0,200/1000 (0,020/100) | a) | |
b) | ||
Измерительные приборы Контрольная оправка и индикатор с круглой шкалой | ||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4.1 и 10.1.4.3 Шпиндель инструмента поворачивают, чтобы найти среднее положение биения, а затем перемещают револьверную головку по оси X. В качестве альтернативы снимают показания вдоль контрольной оправки, а затем поворачивают шпиндель на 180° и снимают показания в исходных положениях. Среднее значение двух измерений протоколируют как отклонение от параллельности. Процесс измерения повторяют для плоскости XZ | ||
Приложение A
(справочное)
Биение оси вращения шпинделей заготовки и инструмента
A.1 Точность вращения шпинделя заготовки
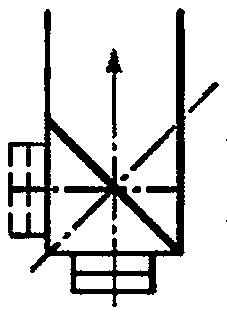
Цель испытания Отклонения при вращении оси шпинделя заготовки (ось C): | AR1 | ||
a) радиальное биение в направлении X ( ); b) радиальное биение в направлении Y ( ) - только для токарных центров; c) осевое биение ( ); d) угловое отклонение вокруг оси X ( ) - только для токарных центров; e) угловое отклонение вокруг оси Y ( ) | |||
Схема 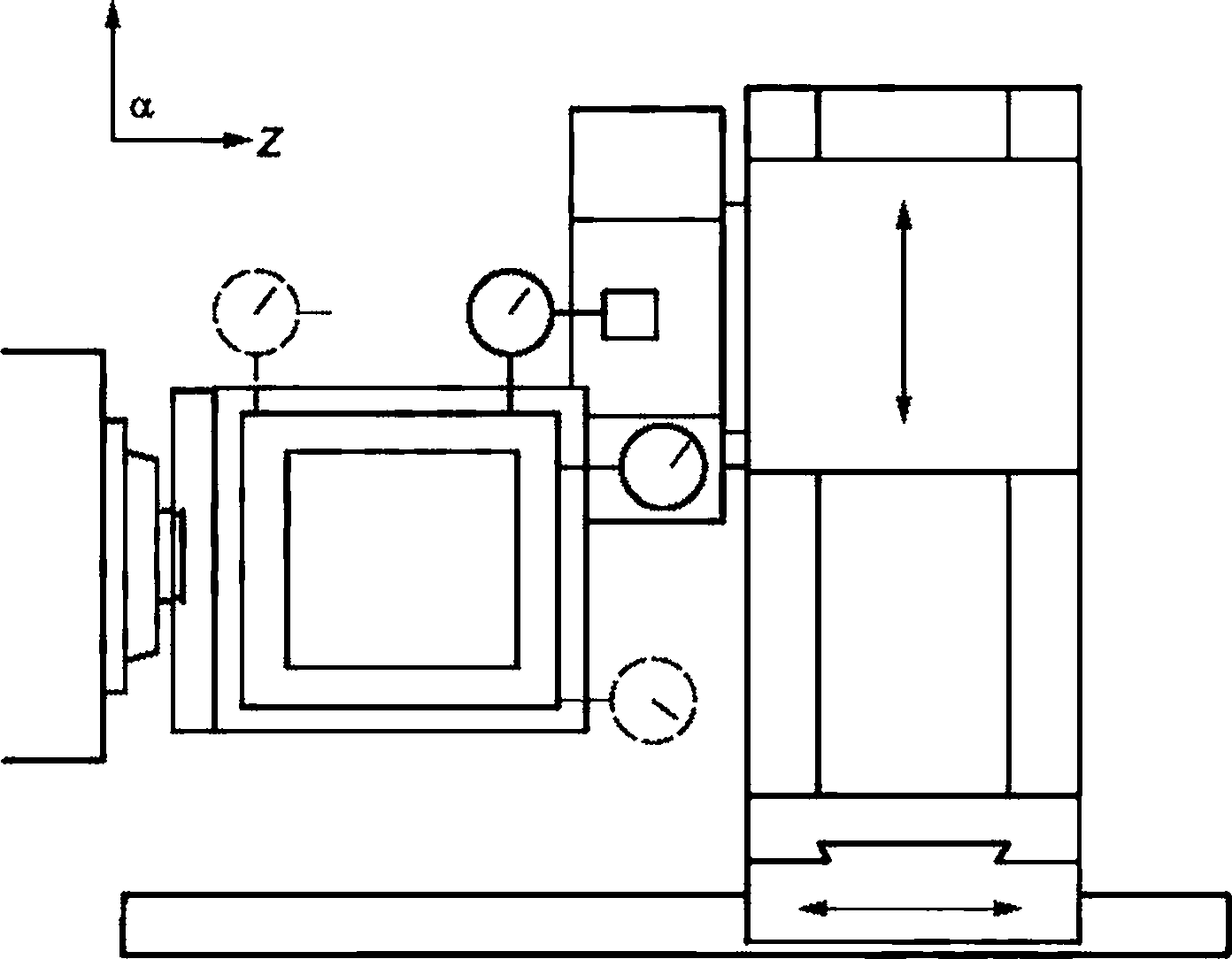 1-5 - измерительные преобразователи Примечание - Измерительные преобразователи 2 и 5 предназначены только для токарных центров. | |||
Допуск | При доле максимальной скорости (%) | Измеренные отклонения | |
При доле максимальной скорости (%) | |||
10% 50% 100% | 10% 50% 100% | ||
a) общее значение радиального биения | 0,005 при всех скоростях | a) | |
b) общее значение радиального биения | 0,005 при всех скоростях | b) | |
c) общее значение осевого биения | 0,003 при всех скоростях | c) | |
d) общее значение углового отклонения | определяется поставщиком/производителем и пользователем | d) | |
е) общее значение углового отклонения | определяется поставщиком/производителем и пользователем | e) | |
Если минимальная скорость превышает 10% максимальной скорости, то шпиндель должен работать при минимальной скорости. Если поставщик/производитель по обоюдному согласию решают включить данное испытание в порядок приемки станка по контракту, то они также должны совместно определить соответствующие применимые допуски | |||
Средства измерения Контрольная оправка, бесконтактные измерительные преобразователи и прибор измерения угла или две прецизионные сферы, расположенные слегка эксцентрично относительно средней линии шпинделя, и бесконтактные измерительные преобразователи | |||
Замечания и ссылки на ИСО 230-7 Данное испытание представляет собой испытание шпинделя с фиксированным направлением повышенной чувствительности (ИСО 230-7:2015, 5.4). После настройки измерительного прибора шпиндель прогревают при 50%-ной максимальной скорости шпинделя в течение 10 мин, если иное не согласовано производителем/поставщиком и пользователем. Общее биение и общее значение отклонения при перемещении приведены в 3.5.1 и 3.8.2 ИСО 230-7:2015, соответственно. a), b) Общие значения радиального биения и (с помощью измерительных преобразователей 4 и 5 ). Измерение радиального биения описано в ИСО 230-7:2015, 5.4.3. Радиальное биение измеряют как можно ближе к торцу шпинделя (измерительные преобразователи 4 и 5 на схеме данных испытаний). Для каждого радиального биения и представляют график общего биения в полярных координатах (ИСО 230-7:2015, 3.6.2) с центром круга наименьших квадратов (LSC) (ИСО 230-7:2015, 3.7.4). c) Общее значение осевого биения (с помощью измерительного преобразователя 3 ). Измерение осевого биения описано в ИСО 230-7:2015, 5.4.4. Для осевого биения представляют график общего биения в полярных координатах (ИСО 230-7:2015, 3.6.2) с центром круглограммы (PC) (ИСО 230-7:2015, 3.7.3). d), e) Общие значения углового отклонения и (с помощью измерительных преобразователей 2 и 5 , 1 и 4 ). Измерение углового отклонения описано в ИСО 230-7:2015, 5.4.5. Любое угловое отклонение также можно проверить с помощью всего одного бесконтактного измерительного преобразователя (см. ИСО 230-7:2015, 5.4.5.2 и 5.4.5.4). Для каждого углового отклонения и представляют график общего углового отклонения в полярных координатах (ИСО 230-7:2015, 3.6.2) с центром круглограммы (PC) (ИСО 230-7:2015, 3.7.2) | |||
Для данных испытаний указывают следующие параметры: 1) радиальные, осевые или поверхностные точки, в которых выполняют измерения; 2) обозначение всех используемых вспомогательных устройств, шаблонов и приспособлений; 3) место устройства измерения; 4) положение любых линейных или поворотных координатных столиков, которые подключены к испытываемому устройству; 5) направляющий угол направления повышенной чувствительности, например осевые, радиальные или промежуточные углы (в зависимости от ситуации); 6) представление результата измерений, например значение биения, график в полярных координатах, график в зависимости от времени; график частотного спектра; 7) частота вращения шпинделя (ноль для статического отклонения); 8) время в секундах или число оборотов шпинделя; 9) надлежащий порядок прогрева или опробования; 10) частотная характеристика контрольно-измерительных приборов, выраженная в герцах или циклах на оборот, включая характеристики спада любых электронных фильтров. Для цифровых КИП - разрешение смещения и частота дискретизации; 11) замкнутая конструкция, включая положение и ориентацию измерительных преобразователей относительно корпуса шпинделя, который проверяют на биение, определенные объекты, относительно которых расположены оси шпинделя и оси опорных координат, а также элементы, соединяющие эти объекты; 12) время и дата измерения; 13) тип и состояние калибровки всех измерительных приборов; 14) любые другие рабочие параметры, которые могут оказывать влияние на измерения, например температура окружающей среды. Если измерения углового отклонения не требуются (по соглашению между поставщиком и пользователем), то используют только три измерительных преобразователя смещения (4, 5 и 3), а контрольную оправку допускается заменить на контрольную прецизионную сферу | |||
А.2 Точность вращения шпинделей инструмента
Цель испытания Отклонения при вращении оси шпинделя инструмента (приводной инструмент): | AR2 | ||
a) радиальное биение ; b) осевое биение ; c) угловое отклонение | |||
Схема  1-5 - измерительные преобразователи | |||
Допуск | При доле максимальной скорости (%) | Измеренные отклонения | |
10% 50% 100% | При доле максимальной скорости (%) | ||
10% 50% 100% | |||
a) общее значение радиального биения | 0,005 при всех скоростях | a) | |
b) общее значение осевого биения | 0,003 при всех скоростях | b) | |
с) общее значение углового отклонения | определяется поставщиком/ производителем и пользователем | c) | |
Если минимальная скорость превышает 10% максимальной скорости, то шпиндель должен работать при минимальной скорости. Если поставщик/производитель по обоюдному согласию решают включить данное испытание в порядок приемки станка по контракту, то они также должны совместно определить соответствующие применимые допуски | |||
Средства измерения Контрольная оправка, бесконтактные измерительные преобразователи и прибор измерения угла или две прецизионные сферы, расположенные слегка эксцентрично относительно средней линии шпинделя, и бесконтактные измерительные преобразователи | |||
Замечания и ссылки на ИСО 230-7 Данное испытание представляет собой испытание шпинделя с фиксированным направлением повышенной чувствительности (ИСО 230-7:2015, 5.3). После настройки измерительного прибора шпиндель прогревают при 50%-ной максимальной скорости шпинделя в течение 10 мин, если иное не согласовано производителем/поставщиком и пользователем. Общее биение определено в ИСО 230-7:2015, 3.5.1; общее значение отклонения при перемещении определено в ИСО 230-7:2015, 3.8.2. a) Общее значение радиального биения (с помощью измерительных преобразователей 4 и 5). Измерение радиального биения описано в ИСО 230-7:2015, 5.3.2. Радиальное биение измеряют как можно ближе к торцу шпинделя (измерительные преобразователи 4 и 5 на схеме данных испытаний). Для радиального биения представляют график общего биения в полярных координатах (ИСО 230-7:2015, 3.6.2) с центром круга наименьших квадратов (LSC) (ИСО 230-7:2015, 3.7.4). b) Общее значение осевого биения (с помощью измерительного преобразователя 3 ). Измерение осевого биения описано в ИСО 230-7:2015, 5.3.4. Для осевого биения представляют график общего биения в полярных координатах (ИСО 230-7:2015, 3.6.2) с центром круглограммы (PC) (ИСО 230-7:2015, 3.7.2). c) Общие значения углового отклонения (с помощью измерительных преобразователей 1 , 2 , 4 , 5 ). Измерение углового отклонения описано в ИСО 230-7:2015, 5.3.3. Любое угловое отклонение также можно проверить только с помощью двух бесконтактных измерительных преобразователей (см. ИСО 230-7:2015, 5.3.3.2). Для углового отклонения представляют график общего углового отклонения в полярных координатах (ИСО 230-7:2015, 3.6.2) с центром круглограммы (PC) (ИСО 230-7:2015, 3.7.2). | |||
Для данных испытаний указывают следующие параметры: 1) радиальные, осевые или поверхностные точки, в которых выполняют измерения; 2) обозначение всех используемых вспомогательных устройств, шаблонов и приспособлений; 3) место устройства измерения; 4) положение любых линейных или поворотных координатных столиков, которые подключены к испытываемому устройству; 5) направляющий угол направления повышенной чувствительности, например осевые, радиальные или промежуточные углы (в зависимости от ситуации); 6) представление результата измерений, например значение биения, график в полярных координатах, график в зависимости от времени; график частотного спектра; 7) частота вращения шпинделя (ноль для статического отклонения); 8) время в секундах или число оборотов шпинделя; 9) надлежащий порядок прогрева или опробования; 10) частотная характеристика контрольно-измерительных приборов, выраженная в герцах или циклах на оборот, включая характеристики спада любых электронных фильтров. Для цифровых КИП - разрешение смещения и частота дискретизации; 11) замкнутая конструкция, включая положение и ориентацию измерительных преобразователей относительно корпуса шпинделя, который проверяют на биение, определенные объекты, относительно которых расположены оси шпинделя и оси опорных координат, а также элементы, соединяющие эти объекты; 12) время и дата измерения; 13) тип и состояние калибровки всех измерительных приборов; 14) любые другие рабочие параметры, которые могут оказывать влияние на измерения, например температура окружающей среды. Если измерения углового отклонения не требуются (по соглашению между поставщиком и пользователем), то используют только три измерительных преобразователя смещения (4, 5 и 3), а контрольную оправку допускается заменить на контрольную прецизионную сферу | |||
Приложение B
(справочное)
Термины на языках, не являющихся официальными языками ИСО
Таблица В.1 - Термины на неофициальных языках к рисунку 1
N | Наименование изделия на следующих языках | |||
п/п | Немецкий | Итальянский | Японский | Персидский |
1 | Bett | banco | ||
2 | Arbeitsspindel, C’-Achse | Mandrino porta-pezzi, Asse C’ | ||
3 | Reitstock, W-Achse | Contro-testa, Asse W | ||
4 | Schlitten 1, Z-Achse | Slitta longitudinale 1, Asse Z | ||
5 | Revolverschlitten 1, X-Achse | Slitta radiale 1, Asse X | ||
6 | Schlitten, P-Achse | Slitta, Asse P | ||
7 | Schlitten 2, Z2-Achse | Slitta longitudinale 2, Asse Z2 | ||
8 | Revolverschlitten 2, X2-Achse | Slitta della torretta 2, Asse X2 | ||
9 | Revolverkopf 1 und 2 | Testa della torretta 1 e 2 | ||
10 | Revolverscheibe 1 und 2 | Torretta 1 e 2 | ||
Таблица В.2 - Термины на неофициальных языках к рисунку 2
N п/п | Наименование изделия на следующих языках | |||
Немецкий | Итальянский | Японский | Персидский | |
1 | Bett | banco | ||
2 | Hauptarbeitsspindel, C’-Achse | Mandrino porta-pezzi, Asse C’ | ||
3 | Nebenarbeitsspindel, C2’-Achse | Contro-mandrino, Asse C2’ | ||
4 | Schlitten, Z-Achse | Slitta longitudinale, Asse Z | ||
5 | , Y-Achse | Colonna, Asse Y | ||
6 | Schlitten, X-Achse | Slitta longitudinale, Asse X | ||
7 | Schwenkachse В | Asse rotante, В | ||
8 | Werkzeugspindelkopf | Testa porta utensile rotante | ||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального и межгосударственного стандарта |
ISO 230-1:2012 | IDT | ГОСТ ISO 230-1-2018 "Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях" |
ISO 230-7:2015 | IDT | ГОСТ Р ИСО 230-7-2021 "Нормы и правила испытаний станков. Часть 7. Геометрическая точность осей вращения" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO/TR 230-1:2018 | Test code for machine tools - Part 11: Measuring instruments suitable for machine tool geometry tests (Нормы и правила испытаний станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях станков) |
[2] | ISO 841:2001 | Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение перемещений) |
[3] | ISO 1708 | Acceptance conditions for general purpose parallel lathes - Testing of the accuracy (Условия приемки токарных станков общего назначения. Проверка точности) |
[4] | ISO 2806:1994 | Industrial automation systems - Numerical control of machines - Vocabulary (Системы промышленной автоматизации. Числовое программное управление станков. Словарь) |
УДК 621.9:006.354 | ОКС 25.040.20 25.080.10 |
Ключевые слова: методика испытаний, погрешность, отклонения, станки с ЧПУ, токарные станки, горизонтальный шпиндель | |
{kind=link}