ГОСТ Р 58389-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОФИЛИ СТАЛЬНЫЕ ЛИСТОВЫЕ ГНУТЫЕ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ ДЛЯ СТАЛЕЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Bent steel sheet profiles with trapezoidal corrugations for reinforced concrete structures. Specifications
ОКС 77.140.70
Дата введения 2019-06-01
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом "Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова" (ЗАО "ЦНИИПСК им.Мельникова")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 марта 2019 г. N 99-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на стальные листовые гофрированные профили с трапециевидной формой гофра (далее - гофрированные профили) различной формы, размеров, изготовленные на профилегибочных станах из холоднокатаной стали и предназначенные для применения в строительстве в плитах монолитных сталежелезобетонных перекрытий и покрытий в качестве оставляемой армирующей опалубки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.044 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.029 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 164 Штангенрейсмасы. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7564 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Методы отбора проб для определения химического состава
ГОСТ 7566 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 14918 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16523 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 18895 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 19904 Прокат листовой холоднокатаный. Сортамент
ГОСТ 22536.0 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.12 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 24045 Профили стальные листовые гнутые с трапециевидными гофрами для строительства. Технические условия
ГОСТ 28473 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ 30246 Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций. Технические условия
ГОСТ 30775 Ресурсосбережение. Обращение с отходами. Классификация, идентификация и кодирование отходов. Основные положения
ГОСТ 34180 Прокат стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий. Технические условия
ГОСТ Р 9.517-2003 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Методы испытаний
ГОСТ Р 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 52246 Прокат листовой горячеоцинкованный. Технические условия
ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа
СП 28.13330 "СНиП 2.03.11-85 Защита строительных конструкций от коррозии"
СП 260.1325800 Конструкции стальные из тонкостенных холодногнутых оцинкованных профилей и гофрированных листов. Правила проектирования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 внешняя поверхность: Поверхность гофрированного профиля в конструкции плит перекрытий со стороны, контактирующей с воздушной средой.
3.2 гофр: Продольная складка трапециевидной формы, получаемая путем гибки стального листа при профилировании на специализированных прокатных станах.
3.3 гофрированный настил: Гофрированные профили, соединенные между собой для выполнения функций несъемной опалубки.
3.4 отгиб: Элемент жесткости полки крайнего гофра гофрированного профиля.
3.5 полка: Горизонтальная часть профилированного листа.
3.6 потертости: Следы механического воздействия валков на поверхность цинкового, алюмоцинкового или полимерного покрытий профилей в виде участков покрытия с матовой поверхностью или пониженным уровнем блеска.
3.7 ребро жесткости: Риф, уступ, сгиб или отгиб, ужесточающий пластинчатый элемент основного гофра.
3.8 редуцированная площадь: Площадь сечения профиля, уменьшенная вследствие исключения из нее части сжатого сечения при расчете потери им местной устойчивости.
3.9 риски: Следы механического воздействия валков на поверхность цинкового, алюмоцинкового или полимерного покрытий профилей.
3.10 рифление: Образование выпуклого рельефа в листовой заготовке в целях повышения сцепления профилированного листа с бетоном.
3.11 риф: Продольный элемент жесткости полукруглой или треугольной формы, наносимый на полки гофрированного профиля для повышения жесткости.
3.12 стенка: Наклонная часть профилированного листа.
3.13 сгиб: Элемент жесткости стенки в виде продольной ступеньки.
4 Классификация, основные параметры и размеры
4.1 Классификацию гофрированных профилей по назначению устанавливают в соответствии с требованиями ГОСТ 24045.
4.2 Обозначения гофрированных профилей (НА - настилы армирующие), принятые в настоящем стандарте, классифицируют по следующим признакам:
- материал исходной заготовки;
- тип защитно-декоративного покрытия.
4.2.1 По материалу исходной заготовки выделяют профили:
- по маркам стали проката 220, 250, 280, 320, 350 по ГОСТ Р 52246;
- группам ХП, ПК по ГОСТ 14918.
4.2.2 По типу защитно-декоративного покрытия выделяют гофрированные профили:
- Ц - с цинковым покрытием;
- АЦ - с алюмоцинковым покрытием;
- ЛКП - с цинковым (алюмоцинковым) и лакокрасочным покрытиями;
- ПЗП - с цинковым (алюмоцинковым) и пластизолевым покрытиями.
4.3 По типу гофрировки плоских поверхностей для повышенного сцепления с бетоном:
- z - гофрирование по стенке в виде змейки;
- п - поперечное гофрирование по верхней полке профиля.
4.4 Схема и пример условного обозначения гофрированных профилей приведены в приложении А.
4.5 Характеристики профилированных листов приведены в приложении Б.
5 Технические требования
5.1 Требования к исходным материалам
5.1.1 Гофрированные профили изготовляют из холоднокатаного листового проката из углеродистой стали, оцинкованной в агрегатах непрерывного нанесения антикоррозионного покрытия. Толщина листовой заготовки по ГОСТ Р 52246 - от 0,6 до 1,2 мм, с обрезной кромкой и цинковым покрытием не ниже класса 275, марок стали 220, 250, 280, 320, 350, 390, 420 и 450 или заготовка по ГОСТ 14918 из листа толщиной от 0,6 до 1,2 мм, групп ХП, ПК и цинковым покрытием не ниже 1-го класса марок стали 08Ю, 08ПС по ГОСТ 9045 или Ст 1пс, Ст 2пс, Ст 3пс и Ст3сп по ГОСТ 380. Допускается для конструкций вспомогательных и временных зданий и сооружений со сроком службы не более 10 лет эксплуатации в условиях неагрессивной среды применять оцинкованный лист покрытием не ниже класса 140 по ГОСТ 14918 с цинковым покрытием не ниже 2-го класса.
5.1.2 Химический состав стали и механические свойства проката должны отвечать требованиям исходной заготовки, установленным в ГОСТ Р 52246 и ГОСТ 14918.
5.1.3 Для изготовления гофрированных профилей следует использовать лист нормальной плоскостности, повышенной точности проката по толщине АТ и БТ, по ширине АШ и БШ, нормальной плоскостности ПН с обрезной кромкой по ГОСТ 19904.
5.1.4 При необходимости усиления антикоррозионной защиты следует применять гофрированные профили, изготовленные из оцинкованного, холоднокатаного листа с дополнительным лакокрасочным покрытием, нанесенным по внешней поверхности профиля, по ГОСТ 34180 или ГОСТ 30246 и алюмоцинковым покрытием по техническим условиям как с лакокрасочным покрытием, так и без него.
5.1.5 Допускается применять импортный холоднокатаный лист, показатели качества которого соответствуют требованиям 5.1.1-5.1.3.
5.1.6 Качество цинкового покрытия гофрированных профилей должно соответствовать требованиям ГОСТ 14918, ГОСТ Р 52246.
5.1.7 Качество лакокрасочного покрытия гофрированных профилей должно соответствовать требованиям ГОСТ 30246, ГОСТ 34180 и в части защитных свойств должно быть подтверждено протоколом климатических испытаний по ГОСТ Р 9.517 предприятием - изготовителем рулонного металлопроката. Протокол климатических испытаний следует приложить к сертификату качества продукции.
5.1.8 Защитно-декоративное полимерное покрытие с внешней стороны проката должно иметь следующие характеристики:
- вид покрытия - эпоксидная или полиэфирная эмаль;
- толщина покрытия, мкм, - не менее 5;
- адгезия к металлу, балл, - 0.
5.1.9 Допускается применение других видов защитно-декоративных покрытий (как зарубежного, так и отечественного производства) по согласованию между потребителем и изготовителем, показатели качества которых соответствуют требованиям нормативных документов Российской Федерации и разрешенных к применению органами государственного надзора.
5.1.10 Область применения гофрированных профилей выбирают в соответствии с СП 28.13330 в зависимости от степени агрессивного воздействия среды.
5.2 Требования к геометрической точности
5.2.1 Монтажную ширину гофрированных профилей принимают равной расстоянию между серединами крайних полок. Общую ширину гофрированных профилей принимают равной расстоянию между крайними полками.
5.2.2 Полки и стенки гофров гофрированных профилей могут быть плоскими или иметь продольные рифы и сгибы жесткости высотой не более 10 мм. На стенках профилей наносят рельефную штамповку, выполненную в процессе профилирования для повышения сцепления профилей с бетоном в сталежелезобетонных конструкциях.
5.2.3 Справочные значения расчетных геометрических характеристик гофрированных профилей при поперечном изгибе (расчетные значения моментов инерции и сопротивления) определены с учетом редуцированной (уменьшенной) площади сечения сжатых полок профиля в соответствии с требованиями СП 260.1325800 и приведены в приложении Б.
5.2.4 Форма гофрированных профилей, выполняющих функции внешней рабочей арматуры в составе монолитной железобетонной плиты перекрытия, должна обеспечивать сцепление настила с бетоном при коэффициенте условия работы арматуры не менее ![]() =0,6.
=0,6.
5.2.5 Гофрированные профили должны быть обрезаны в холодном состоянии. Допускаются на поверхности реза заусенцы, сколы и волнистость, не выводящие длину профиля за номинальный размер и предельные отклонения по длине проката.
5.2.6 Гофрированные профили должны быть изготовлены мерной длины, кратной 250 мм, при мерной длине от 3 до 12 м.
Допускается изготовлять гофрированные профили любой мерной длины по согласованию изготовителя и потребителя.
5.2.7 Косина реза проката не должна выводить длину проката за номинальный размер и предельные отклонения по длине проката.
5.2.8 Высота заусенца по кромке реза, мм, не должна превышать:
- 1,0 - при резке ножницами;
- 2,0 - при резке пилами.
По требованию потребителя заусенцы должны быть удалены. Допускаются отдельные случаи рваной кромки реза и смятия глубиной не более 3 мм.
5.2.9 Предельные отклонения размеров гофрированных профилей всех типоразмеров не должны превышать значений, указанных в таблице 1.
Таблица 1 - Предельные отклонения размеров гофрированных профилей
В миллиметрах
Размер сечения профиля | Точность изготовления |
1 Высота поперечного сечения | |
- от 20 до 59 включ.; | ±1,5 |
- от 60 до 74 включ.; | ±2,0 |
- от 75 и более | ±2,5 |
2 Ширина профиля | ±8,0 |
3 Длина профиля | +6,0* |
4 Серповидность профиля | 1 мм на 1 м длины при длине профлиста до 6 м и 1,5 мм на 1 м длины при длине профлиста более 6 м |
5 Волнистость плоских участков | 1,5 |
6 Волнистость отгибов кромок | Не более 3,0 |
* Отклонение по длине, превышающее указанное в настоящей таблице, не является браковочным признаком. | |
5.2.10 Ширину полок, радиусы кривизны в углах гофров и значение угла ![]() на готовых гофрированных профилях не контролируют. Радиус кривизны в углах профилей должен быть не менее 1,5t и обеспечиваться профилегибочным инструментом.
на готовых гофрированных профилях не контролируют. Радиус кривизны в углах профилей должен быть не менее 1,5t и обеспечиваться профилегибочным инструментом.
5.2.11 Предельные отклонения по толщине гофрированных профилей должны соответствовать предельным отклонениям по толщине заготовки нормальной точности прокатки по ГОСТ 19904 без учета толщины покрытия. Предельные отклонения не распространяются на отклонения по толщине в местах изгиба.
5.3 Комплектность
В комплект поставки профилей должны входить:
- гофрированные профили одного типоразмера, материала исходной заготовки, вида лакокрасочного покрытия;
- крепежные изделия (по согласованию потребителя с изготовителем);
- документ на отгружаемую продукцию.
5.4 Упаковка
5.4.1 Упаковку гофрированных профилей выполняют по чертежам предприятия-изготовителя, утвержденным в установленном порядке. Упаковка должна обеспечить сохранность гофрированных профилей и защитного покрытия от механических повреждений, а также от смещения листов в пакете относительно друг друга.
5.4.2 Расстояние между упаковочными стяжками из полипропиленовых или стальных полос пакета гофрированных профилей должно быть не более 2 м. В местах контактов стяжки с поверхностью гофрированных профилей должны быть предусмотрены прокладки, исключающие местные смятия в процессе транспортирования и погрузо-разгрузочных работ.
5.4.3 Упаковка гофрированных профилей, предназначенных для экспорта, должна соответствовать требованиям нормативных документов, утвержденных в установленном порядке, и контракту.
5.4.4 При отгрузке гофрированных профилей в районы Крайнего Севера и приравненные к ним местности упаковку следует выполнять в соответствии с ГОСТ 15846.
5.5 Маркировка
5.5.1 Маркировку гофрированных профилей выполняют по ГОСТ 7566.
5.5.2 Маркировку наносят любым способом на ярлык, который крепят к пакету. Маркировка должна содержать:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение гофрированного профиля;
- длину и число гофрированных профилей в пакете;
- теоретическую массу пакета;
- номер пакета и партии;
- клеймо технического контроля предприятия-изготовителя.
6 Правила приемки
6.1 Гофрированные профили принимают партиями или по наряд-заказам. Партией считают гофрированные профили, входящие в один товаросопроводительный документ, одной плавки и одного профилеразмера, изготовленные из заготовок одной партии. Допускается формирование партий из гофрированных профилей, изготовленных из заготовок разных партий одного предприятия-изготовителя.
6.2 Для контроля механических свойств основного металла отбирают два гофрированных профиля от партии. Допускается изготовителю не контролировать механические свойства основного металла гофрированных профилей, при этом они должны быть удостоверены документом о качестве предприятия - поставщика листового проката в рулонах.
6.3 Замеры размеров поперечного сечения гофрированных профилей следует проводить на расстоянии 250 мм от торца профиля.
6.4 Размеры гофрированных профилей проверяются предприятием-изготовителем на профиле одного профилеразмера не реже 0,5-часовой производительности профилегибочного стана или на профилях в размере 2% от массы партии, предназначенной потребителю, но не менее двух профилей.
6.5 Для контроля показателей качества на соответствие требованиям 5.2.7 и 5.2.9 отбирают по одному верхнему профилю из каждого пакета одной партии гофрированных профилей. Допускается для контроля отбирать по одному профилю из первого и последнего пакетов одной партии, если установленные показатели качества обеспечиваются технологией производства.
6.6 Проверке внешнего вида подвергают каждый профиль. Качество поверхности гофрированных профилей проверяют без применения увеличительных приборов.
6.7 Партию считают принятой, если показатели качества соответствуют требованиям настоящего стандарта. При получении неудовлетворительных результатов контроля как минимум по одному из показателей качества по нему проводят повторный контроль на удвоенном числе гофрированных профилей, отобранных от той же партии. Если при повторной проверке будет обнаружен как минимум один гофрированный профиль, не соответствующий требованиям настоящего стандарта, всю партию подвергают поштучной приемке.
7 Методы испытаний и контроля
7.1 Испытание механических свойств металла гофрированных профилей следует проводить на заготовках по ГОСТ 16523, ГОСТ 17066, ГОСТ 19281. Отбор проб для химических испытаний - по ГОСТ 7565.
7.2 Химический состав стали гофрированных профилей определяют по ГОСТ 22536.0, ГОСТ 22536.12, ГОСТ 18895, ГОСТ 28473, ГОСТ Р 54153.
Допускается применять другие методы анализа, обеспечивающие точность определения в соответствии с указанными стандартами.
При разногласиях в оценке химического состава стали для проверки отбирают один гофрированный профиль от партии.
7.3 Испытание на растяжение проводят по ГОСТ 1497 на вырезанных из грани гофрированного профиля продольных образцах. Применяют пропорциональные плоские образцы типа I или II по приложению 3 ГОСТ 1497-84. Отбор проб для механических испытаний - по ГОСТ 7564.
7.4 Размеры гофрированных профилей по 5.2.9 контролируют рулеткой по ГОСТ 7502, металлической линейкой по ГОСТ 427, штангенрейсмасом по ГОСТ 164. Ширину и высоту гофрированных профилей измеряют на расстоянии не менее 40 мм от торца профиля, длину профиля - по стенке.
7.5 Серповидность гофрированных профилей следует проверять с помощью струны, закрепленной на одноименных точках поперечного сечения, и линейки по ГОСТ 427.
7.6 Волнистость полок, стенок и отгибов следует контролировать поверочной линейкой по ГОСТ 427 и набором щупов по действующим нормативным документам.
7.7 Косину реза следует замерять линейкой по ГОСТ 427 и угольником по ГОСТ 3749.
7.8 За результат замеров размеров готовой продукции следует принимать среднее значение из трех замеров каждого линейного параметра в одном месте или сечении гофрированных профилей при условии, что все результаты измерений должны находиться в пределах нормируемых допусков.
7.9 Качество поверхности гофрированных профилей проверяют без применения увеличительных приборов.
7.10 Размеры и форму гофрированных профилей допускается контролировать другими средствами измерений, утвержденными в установленном порядке и обеспечивающими необходимую точность измерения.
7.11 Шаг гофров профиля, его общую ширину и радиусы кривизны в углах не контролируют.
8 Транспортирование и хранение
8.1 Гофрированные профили перевозят транспортом всех видов в соответствии с правилами перевозки и условиями погрузки, разгрузки и крепления пакетов, действующими на транспорте данного вида.
Методы погрузки, разгрузки и крепления пакетов должны обеспечивать сохранение размеров поперечного сечения гофров профиля.
8.2 Пакеты при транспортировании и хранении должны быть уложены на деревянные подкладки одинаковой толщины не менее 50 мм, шириной не менее 150 мм и длиной более габаритного размера пакета не менее чем на 100 мм. Подкладки должны быть расположены с шагом не более 2 м.
8.3 Пакеты при транспортировании должны быть закреплены и надежно предохранены от перемещения.
8.4 При транспортировании и хранении пакеты должны быть размещены в один ярус. Допускается размещение транспортируемых и хранимых пакетов в два яруса и более при условии, что масса 1 м всех профилей, расположенных над нижним профилем, не должна превышать 3000 кг/м
, а масса верхнего пакета передается на основание или платформу транспортного средства через элементы упаковки.
8.5 Запрещены выгрузка пакетов вручную и перемещение их и отдельных профилей к месту монтажа волоком.
8.6 Максимальный срок хранения гофрированных профилей с полимерным покрытием в заводской упаковке у потребителя не должен превышать двух недель с момента доставки к месту хранения и до начала монтажа при условии недопущения потребителем образования конденсата влаги и прямого воздействия на профили атмосферных осадков.
8.7 Гофрированные профили следует хранить в заводской упаковке под навесом или в холодном проветриваемом помещении. Запрещено складировать пакеты непосредственно на землю. Для исключения образования и накопления внутри пакета влаги или конденсата их следует располагать с продольным уклоном не менее 3°.
8.8 Условия транспортирования гофрированных профилей при воздействии климатических факторов должны соответствовать условиям 7, хранения - условиям 3 по ГОСТ 15150.
9 Требования безопасности и охраны окружающей среды
9.1 При изготовлении гофрированных профилей и конструкций комплекта зданий следует соблюдать правила и нормы безопасности в соответствии с предписаниями ГОСТ 12.3.002, ГОСТ 30775, ГОСТ 12.1.004, ГОСТ Р 12.1.019 и ГОСТ 12.2.029.
9.2 Контроль за соблюдением санитарных правил и выполнение санитарно-противоэпидемиологических мероприятий (профилактика) проводят в соответствии с требованиями санитарных правил СП 1.1.1058 [1].
9.3 Гофрированные профили и комплектующие их изделия с полимерным покрытием или без него являются нетоксичными и негорючими материалами в соответствии с ГОСТ 12.1.044.
9.4 Изготовление гофрированных профилей, а также сборка конструкций зданий на строительной площадке не требуют специальных мероприятий по охране окружающей среды. При изготовлении, монтаже и эксплуатации гофрированных профилей, выпускаемых по настоящему стандарту, вредные выбросы в атмосферу и вредные производственные стоки отсутствуют.
9.5 Отходы производства утилизируют как металлический лом.
10 Рекомендации по монтажу
10.1 При монтаже элементов конструкций зданий и сооружений с использованием несущих профилированных настилов следует обеспечить их расчетную несущую способность. С этой целью монтаж гофрированных профилей при листовой сборке опалубки перекрытий и покрытий следует проводить по разметке, обеспечивающей фиксацию расчетной ширины профилированного листа (расстояния между осями крайних гофров) в соответствии со значениями, установленными приложением Б, с допуском ±10 мм на ширину профилированного листа.
10.2 Раскрой гофрированных профилей следует осуществлять методами, исключающими повреждение слоя антикоррозионной защиты.
10.3 Снятие защитной полиэтиленовой пленки на поверхности гофрированных профилей следует выполнять сразу после монтажа при установке профиля в проектное положение.
10.4 Запрещаются газовая резка и сварка в непосредственной близости от поверхности настила из гофрированных профилей во избежание термического воздействия на защитные покрытия, а также не допускается образование отверстий и проемов в поверхности готового настила армирующей опалубки с помощью указанных выше методов.
10.5 По окончании монтажа гофрированного настила следует устранить с его поверхности стружки и мусор и закрасить выявленные царапины и повреждения на всю толщину защитных слоев вплоть до поверхности основного металла.
Приложение А
(справочное)
Схема и примеры условного обозначения гофрированных профилей
|
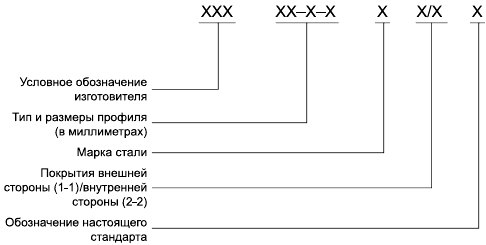
Пример условного обозначения
Профиль несущий армирующий тип НА, размеры профиля 50-600-0,7 из стали марки Ст3пс с цинковым покрытием поверхностей 1-1 и 2-2 1-го класса, с дополнительно с пластизолевым ПЗП покрытием поверхности 1-1 или лакокрасочным полиэфирным ЛКП покрытием поверхности 1-1:
СК НА50-600-0,7 Ст3пс Ц1 ПЗП/Ц1 ЛКП ГОСТ Р 58389-2019.
Приложение Б
(обязательное)
Характеристики профиля
В настоящем приложении приведены характеристики профиля (см. рисунки Б.1-Б.7 и таблицы Б.1-Б.7).
|
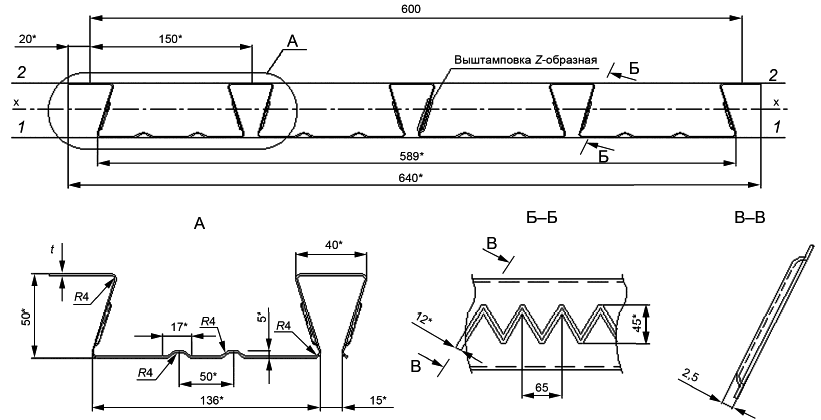
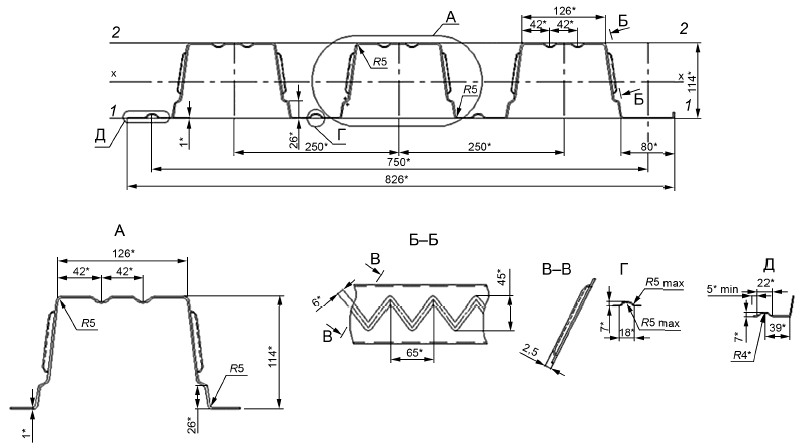
________________
* Контрольные размеры при монтаже профиля.
Рисунок Б.1 - Форма поперечного сечения профиля HA50Z-600-t
Таблица Б.1 - Справочные величины профиля типа HA50Z-600-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
HA50Z-600-0,6 | 0,60 | 6,60 | 5,64 | 41,95 | 24,55 | 11,74 | 41,88 | 21,63 | 12,56 | 9,40 | 1100 |
HA50Z-600-0,65 | 0,65 | 7,15 | 6,07 | 47,95 | 26,75 | 13,17 | 45,65 | 26,75 | 13,17 | 10,12 | |
HA50Z-600-0,7 | 0,70 | 7,70 | 6,50 | 51,45 | 28,95 | 14,67 | 49,32 | 28,95 | 14,67 | 10,83 | |
HA50Z-600-0,8 | 0,80 | 8,80 | 7,36 | 58,48 | 33,30 | 17,59 | 56,72 | 32,45 | 17,00 | 12,27 | |
HA50Z-600-0,9 | 0,90 | 9,90 | 8,23 | 65,43 | 37,41 | 20,13 | 64,17 | 38,04 | 19,20 | 13,72 | |
HA50Z-600-1,0 | 1,00 | 11,00 | 9,09 | 72,23 | 41,27 | 22,22 | 72,23 | 42,79 | 21,32 | 15,15 | |
HA50Z-600-1,2 | 1,20 | 13,20 | 10,82 | 85,70 | 48,89 | 26,39 | 85,70 | 48,89 | 26,39 | 18,03 | |
|
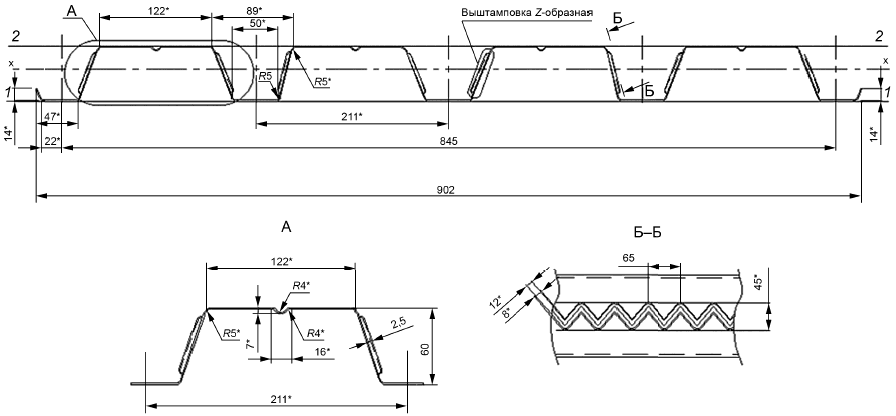
________________
* Контрольные размеры при монтаже профиля.
Рисунок Б.2 - Форма поперечного сечения профиля HA60Z-845-t
Таблица Б.2 - Справочные величины профиля типа HA60Z-845-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
HA60Z-845-0,55 | 0,55 | 6,90 | 5,90 | 40,26 | 11,33 | 16,46 | 37,86 | 15,80 | 10,08 | 7,00 | 1250 |
HA60Z-845-0,6 | 0,60 | 7,50 | 6,40 | 45,23 | 12,75 | 18,45 | 44,11 | 17,62 | 14,03 | 7,60 | |
HA60Z-845-0,65 | 0,65 | 8,13 | 6,90 | 53,67 | 13,67 | 20,72 | 51,50 | 19,25 | 13,75 | 8,20 | |
HA60Z-845-0,7 | 0,70 | 8,75 | 7,40 | 62,12 | 14,60 | 24,40 | 59,15 | 18,73 | 15,10 | 8,70 | |
HA60Z-845-0,8 | 0,80 | 10,00 | 8,40 | 70,67 | 18,47 | 28,11 | 69,89 | 22,72 | 19,00 | 9,90 | |
HA60Z-845-0,9 | 0,90 | 11,25 | 9,30 | 79,14 | 20,92 | 31,82 | 78,74 | 27,04 | 21,52 | 11,00 | |
HA60Z-845-1,0 | 1,00 | 12,50 | 10,30 | 87,15 | 22,91 | 39,18 | 83,02 | 34,44 | 23,13 | 12,50 | |
Примечание - При раскладке по однопролетной схеме принимают данные при сжатых широких полках. | |||||||||||
|
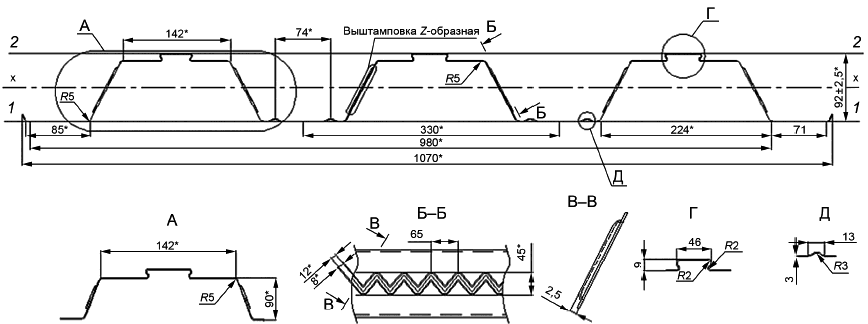
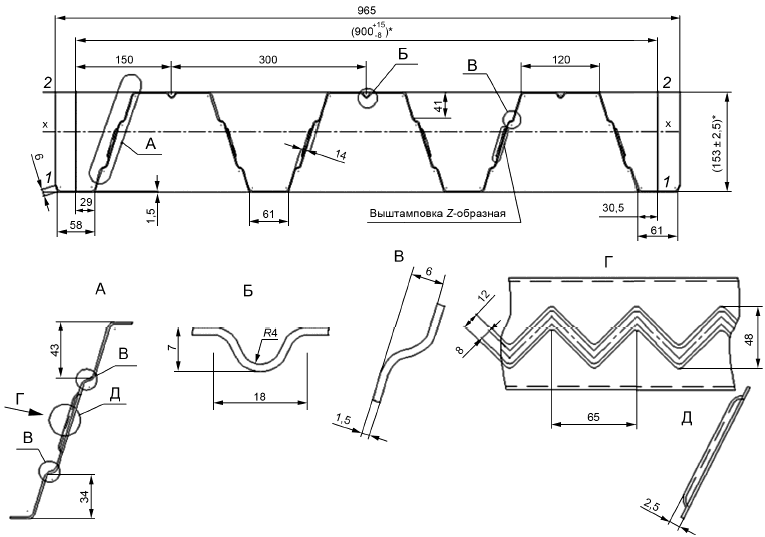
________________
* Контрольные размеры при монтаже профиля.
Рисунок Б.3 - Форма поперечного сечения профиля HA90Z-1000-t
Таблица Б.3 - Справочные величины профиля типа HA90Z-1000-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
HA90Z-1000-0,55 | 0,55 | 7,70 | 6,66 | 81,33 | 20,23 | 15,73 | 83,23 | 21,41 | 15,70 | 6,62 | 1400 |
HA90Z-1000-0,6 | 0,60 | 8,40 | 7,20 | 90,16 | 22,22 | 17,53 | 93,31 | 23,56 | 17,81 | 7,17 | |
HA90Z-1000-0,65 | 0,65 | 9,10 | 7,70 | 99,21 | 24,22 | 19,37 | 103,88 | 25,75 | 20,07 | 7,72 | |
HA90Z-1000-0,7 | 0,70 | 9,80 | 8,30 | 108,49 | 26,26 | 21,32 | 114,73 | 27,95 | 22,42 | 8,27 | |
HA90Z-1000-0,8 | 0,80 | 11,20 | 9,40 | 127,70 | 30,39 | 25,35 | 137,37 | 32,41 | 27,48 | 9,37 | |
HA90Z-1000-0,9 | 0,90 | 12,60 | 10,50 | 147,78 | 34,59 | 29,63 | 161,64 | 36,96 | 33,06 | 10,47 | |
HA90Z-1000-1,0 | 1,00 | 14,00 | 11,60 | 168,58 | 38,85 | 34,05 | 186,16 | 41,48 | 38,84 | 11,57 | |
HA90Z-1000-1,2 | 1,20 | 16,80 | 13,80 | 212,84 | 47,55 | 43,94 | 231,68 | 50,42 | 49,03 | 13,77 | |
|
________________
* Контрольные размеры при монтаже профиля.
Рисунок Б.4 - Форма поперечного сечения профиля HA114Z-750-t
Таблица Б.4 - Справочные величины профиля типа HA114Z-750-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
HA114Z-750-0,7 | 0,70 | 9,80 | 8,30 | 260,10 | 49,10 | 41,10 | 269,70 | 44,80 | 50,10 | 11,00 | 1400 |
HA114Z-750-0,8 | 0,80 | 11,20 | 9,40 | 307,90 | 51,20 | 57,10 | 307,90 | 51,20 | 57,10 | 12,50 | |
HA114Z-750-0,9 | 0,90 | 12,60 | 10,50 | 345,20 | 57,40 | 64,00 | 345,20 | 57,40 | 64,00 | 14,00 | |
HA114Z-750-1,0 | 1,00 | 14,00 | 11,70 | 383,60 | 63,80 | 71,10 | 383,60 | 63,80 | 71,10 | 15,40 | |
HA114Z-750-1,2 | 1,20 | 16,80 | 13,80 | 454,30 | 83,70 | 72,20 | 454,30 | 75,40 | 84,50 | 18,36 | |
|
________________
* Контрольные размеры при монтаже профиля.
Рисунок Б.5 - Форма поперечного сечения профиля HA153Z-900-t
Таблица Б.5 - Справочные величины профиля типа HA153Z-900-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
HA153Z-900-0,8 | 0,80 | 12,80 | 10,70 | 444,10 | 65,70 | 52,00 | 440,50 | 58,70 | 56,50 | 11,89 | 1600 |
HA153Z-900-0,9 | 0,90 | 14,40 | 12,00 | 510,30 | 74,50 | 60,40 | 521,10 | 66,70 | 69,60 | 13,33 | |
HA153Z-900-1,0 | 1,00 | 16,00 | 13,20 | 578,60 | 83,40 | 69,20 | 592,10 | 74,70 | 80,30 | 14,67 | |
HA153Z-900-1,1 | 1,10 | 17,60 | 14,50 | 651,10 | 92,80 | 78,60 | 668,00 | 83,50 | 91,70 | 16,11 | |
HA153Z-900-1,2 | 1,20 | 19,20 | 15,70 | 724,10 | 102,00 | 88,30 | 746,00 | 93,40 | 102,40 | 17,44 | |
HA153Z-900-1,3 | 1,30 | 20,80 | 17,00 | 792,90 | 110,00 | 98,00 | 795,00 | 98,00 | 110,00 | 18,89 | |
HA153Z-900-1,4 | 1,40 | 22,40 | 18,20 | 854,00 | 119,00 | 105,00 | 854,00 | 105,00 | 119,00 | 20,22 | |
HA153Z-900-1,5 | 1,50 | 24,00 | 19,50 | 924,00 | 128,00 | 114,00 | 924,00 | 114,00 | 128,00 | 21,67 | |
|
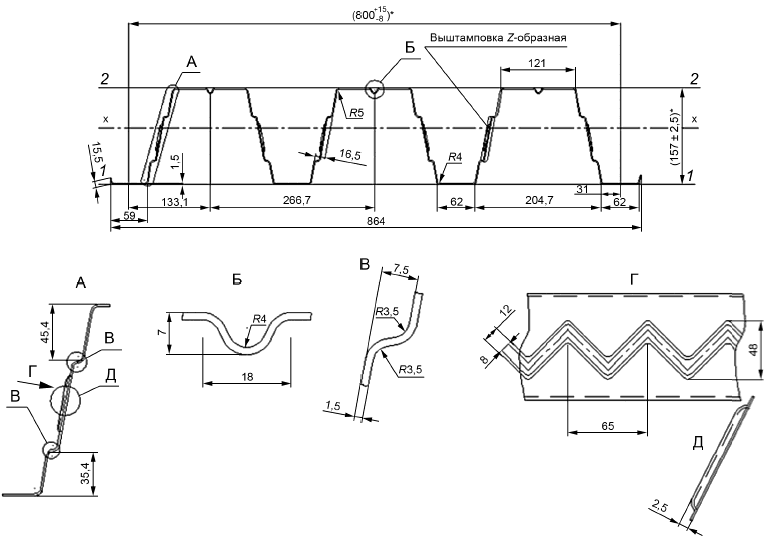
________________
* Контрольные размеры при монтаже профиля.
Рисунок Б.6 - Форма поперечного сечения профиля НА157Z-800-t
Таблица Б.6 - Справочные величины профиля типа HA157Z-800-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
HA157Z-800-0,8 | 0,80 | 12,80 | 10,70 | 524,90 | 75,50 | 60,00 | 531,60 | 63,70 | 72,30 | 13,38 | 1600 |
HA157Z-800-0,9 | 0,90 | 14,40 | 12,00 | 603,00 | 85,70 | 69,60 | 613,00 | 76,10 | 80,20 | 15,00 | |
HA157Z-800-1,0 | 1,00 | 16,00 | 13,20 | 783,80 | 95,90 | 79,80 | 696,70 | 85,30 | 92,50 | 16,50 | |
HA157Z-800-1,1 | 1,10 | 17,60 | 14,50 | 766,30 | 106,10 | 90,40 | 781,90 | 94,50 | 105,30 | 18,13 | |
HA157Z-800-1,2 | 1,20 | 19,20 | 15,70 | 850,80 | 116,40 | 101,40 | 862,10 | 103,40 | 117,10 | 19,63 | |
HA157Z-800-1,3 | 1,30 | 20,80 | 17,00 | 931,70 | 126,50 | 111,80 | 931,60 | 111,80 | 126,50 | 21,25 | |
HA157Z-800-1,4 | 1,40 | 22,40 | 18,20 | 1000,70 | 135,80 | 120,10 | 1000,70 | 120,10 | 135,80 | 22,75 | |
HA157Z-800-1,5 | 1,50 | 24,00 | 19,50 | 1069,50 | 145,20 | 128,40 | 1069,50 | 128,40 | 145,20 | 24,38 | |
|
________________
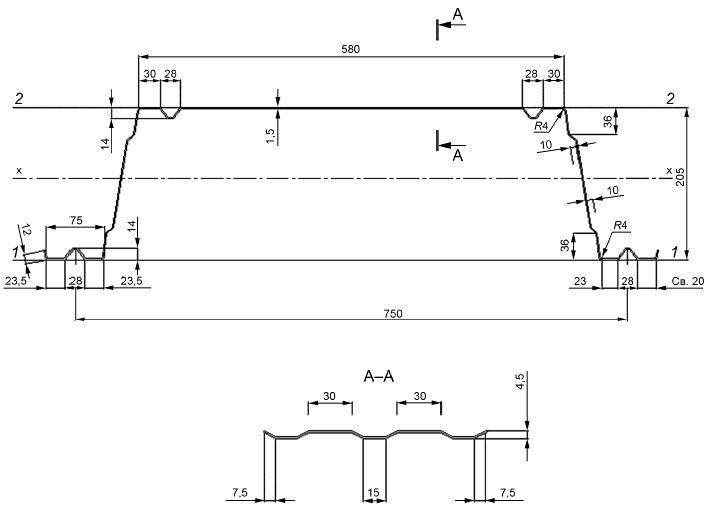
* Контрольные размеры при монтаже профиля.
Рисунок Б.7 - Форма поперечного сечения профиля НА 200П-750-t
Таблица Б.7 - Справочные величины профиля типа НА 200П-750-t
Тип профиля | Толщина | Площадь | Масса | Справочная величина на 1 м ширины | Масса | Ширина | |||||
листа t, мм | сечения А, см | 1 м длины, кг | при сжатых узких полках | при сжатых широких полках | 1 м | заготовки, мм | |||||
Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| Момент инерции
| Момент сопротив- ления
| Момент сопротив- ления
| ||||||
НА 200П-750-0,9 | 0,90 | 10,77 | 8,81 | 559,85 | 129,21 | 34,45 | 412,45 | 33,71 | 49,45 | 11,75 | 1200 |
НА 200П-750-1,0 | 1,00 | 11,95 | 9,75 | 648,92 | 143,77 | 40,36 | 472,51 | 39,24 | 55,27 | 13,00 | |
НА 200П-750-1,1 | 1,10 | 13,15 | 10,69 | 737,47 | 158,17 | 46,27 | 528,49 | 44,31 | 60,93 | 14,26 | |
НА 200П-750-1,2 | 1,20 | 14,34 | 11,63 | 828,25 | 172,56 | 52,39 | 585,52 | 49,52 | 66,64 | 15,51 | |
НА 200П-750-1,3 | 1,30 | 15,54 | 12,58 | 922,03 | 186,97 | 58,77 | 642,99 | 54,75 | 72,44 | 16,78 | |
НА 200П-750-1,5 | 1,50 | 17,94 | 14,46 | 1064,76 | 205,59 | 68,85 | 758,75 | 65,19 | 84,31 | 19,28 | |
Библиография
[1] | СП 1.1.1058-01 | Организация и проведение производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий |
УДК 669.14-423.69:006.354 | ОКС 77.140.70 |
Ключевые слова: гофрированные стальные, оцинкованные профили гнутые; холоднокатаная сталь; сталежелезобетонные плиты; сортамент; технические требования; правила приемки; методы испытаний; транспортирование и хранение; охрана окружающей среды; требования безопасности | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}