ГОСТ 9161-85
Группа В72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА РЕМИЗНАЯ
Технические условия
Harness wire. Specifications
МКС 77.140.65
ОКП 12 2100
Дата введения 1986-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.06.85 N 1680
3. ВЗАМЕН ГОСТ 9161-59
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на которые дана ссылка | Номер пункта |
ГОСТ 427-75 | 4.7 |
ГОСТ 860-75 | 2.4 |
ГОСТ 1050-88 | 2.2 |
ГОСТ 6507-90 | 4.2 |
ГОСТ 9078-84 | 5.7 |
ГОСТ 9347-74 | 5.4 |
ГОСТ 9557-87 | 5.7 |
ГОСТ 9570-84 | 5.7 |
ГОСТ 10446-80 | 4.9 |
ГОСТ 10877-76 | 2.10 |
ГОСТ 10905-86 | 4.6 |
ГОСТ 14192-96 | 5.6 |
ГОСТ 15102-75 | 5.8 |
ГОСТ 15150-69 | 5.9 |
ГОСТ 15158-78 | 5.4 |
ГОСТ 16711-84 | 5.4 |
ГОСТ 17308-88 | 5.1, 5.2 |
ГОСТ 20435-75 | 5.8 |
ГОСТ 21650-76 | 5.7 |
ГОСТ 22225-76 | 5.8 |
ГОСТ 24597-81 | 5.7 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в мае 1990 г. (ИУС 8-90)
Настоящий стандарт распространяется на ремизную проволоку из углеродистой стали, термически обработанную, луженую, предназначенную для изготовления галев к ремизным приборам ткацких станков.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ремизная проволока должна состоять из двух составляющих проволок одинакового диаметра, спаянных между собой.
1.2. Размеры проволоки и предельные отклонения размеров должны соответствовать приведенным в табл.1.
Таблица 1
мм
Высота проволоки | Предельное отклонение по высоте | Ширина проволоки | Предельное отклонение по ширине |
0,34 | ±0,01 | 0,68 | ±0,02 |
0,35 | 0,70 | ||
0,40 |
| 0,80 | |
0,50 | 1,00 | ||
0,60 | 1,20 | ||
0,70 | ±0,02 | 1,40 | ±0,04 |
0,80 | 1,60 |
Пример условного обозначения ремизной проволоки размером 0,34х0,68 мм:
Проволока 0,34,68 ГОСТ 9161-85.
(Измененная редакция, Изм. N 1).
1.3. (Исключен, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Проволока должна изготовляться из стали марок 45, 50, 55, 60 по ГОСТ 1050 или другой нормативно-технической документации по согласованию потребителя с изготовителем.
2.3. Поверхность проволоки должна быть гладкой без острых наплывов олова, непокрытых мест и ржавчины. Допускаются мелкие разбросанные стирающиеся точки (следы флюса), плавные наплывы олова и заливы внутри канала, не превышающие плюсового предельного отклонения по высоте проволоки.
Цвет поверхности проволоки должен быть светлым, серебристо-белым или желтоватым.
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Спайка составляющих проволок должна проводиться горячим способом оловом марки не ниже 02 по ГОСТ 860. Спайка должна быть прочной, расслоение проволоки на отдельные составляющие не допускается.
2.5. Оси составляющих спаянных проволок должны быть параллельны и находиться в одной плоскости. Допускаемое отклонение от плоскости (винт) не должно превышать для проволоки размерами:
0,34х0,68; 0,35х0,70; 0,40х0,80 мм - 30°;
0,50х1,00; 0,60х1,20 мм - 20°;
0,70х1,40; 0,80х1,60 мм - 15°.
По согласованию потребителя с изготовителем допускается изготовление проволоки размером 0,50х1,00 мм с отклонением от плоскости не более 30°.
(Измененная редакция, Изм. N 1).
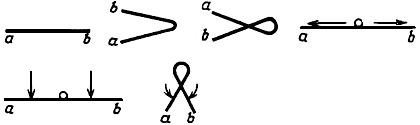
2.6. Проволока должна быть упругой. Проволока считается упругой, если отрезок проволоки после сгибания его в круг, а затем распрямленный и уложенный на гладкую ровную поверхность соприкасается с поверхностью по всей длине.
2.7. Проволока должна быть прямолинейной. Проволока считается прямолинейной, если отклонение от прямой на отрезке проволоки длиной 700 мм в любом месте по длине не превышает 3,0 мм.
2.8. Проволока не должна быть хрупкой, при образовании петли не должна ломаться или давать трещин.
2.9. Временное сопротивление разрыву каждой из составляющих проволок должно быть 1030-1270 МПа (105-130 кгс/мм). Разбег временного сопротивления разрыву в мотке каждой из составляющих проволок не должен превышать 100 МПа (10 кгс/мм
).
2.10. Проволока должна изготовляться в мотках. Внутренний диаметр мотка должен быть 330-350 мм. Моток проволоки должен состоять из одного отрезка. Допускается стыковая сварка проволоки не более чем в двух местах одного мотка. Размеры проволоки в местах сварки не должны выходить за плюсовые предельные отклонения по ним.
Проволока в мотках должна быть уложена правильными витками и свободно сматываться с мотков. Концы мотка должны быть легко находимы.
Допускается место сварки не покрывать оловом, а защищать от коррозии индустриальным маслом марки К17 по ГОСТ 10877.
2.11. Масса мотка проволоки должна соответствовать указанной в табл.2. Допускаются мотки массой до 50% меньше приведенной в табл.2 в количестве не более 10% от массы партии.
Таблица 2
Номинальный размер проволоки, мм | Масса мотка, кг, не менее |
0,34х0,68; 0,35х0,70 | 1,2 |
0,40х0,80 | 1,5 |
От 0,50х1,00 до 0,80х1,60 включ. | 3,6 |
2.10, 2.11. (Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного размера и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
результаты проведенных испытаний;
массу нетто партии;
номер партии.
Масса партии от 100 до 5000 кг.
3.2. Качество поверхности и размер проволоки проверяют на каждом мотке.
3.3. Для проверки прочности спайки, отклонения от плоскости, упругости, прямолинейности, хрупкости, временного сопротивления разрыву отбирают 3% мотков, но не менее пяти мотков от массы партии.
3.1-3.3. (Измененная редакция, Изм. N 1).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний отбирают по одному образцу от каждого конца мотка.
4.2. Высота проволоки проверяется микрометром по ГОСТ 6507 на концах мотка. Ширина и предельные отклонения по ширине определяются как суммарные значения от высоты проволоки.
4.3. Качество поверхности проволоки проверяют визуально. Допускается применение лупы 5 увеличения.
При разногласиях в оценке качества поверхности проволоки (наличие не покрытых оловом участков) контроль по этому показателю проводят методом погружения.
Для проведения испытания образцы проволоки длиной 150 мм отрезают от мотка без смятия и изгибов.
Перед испытанием образцы проволоки для удаления грязи и жира промывают бензином, бензолом или эфиром, после чего дополнительно дистиллированной водой. Промытые образцы вытирают насухо ватой или чистой тканью.
Затем образцы погружают в раствор химически чистой соляной кислоты плотностью 1,088 г/см на 10 с и для выявления непокрытых участков в раствор железосинеродистого калия с массовой долей 2,5% на 30 с.
При испытании проволоки температура профильтрованных растворов соляной кислоты и железосинеродистого калия должна быть (20±10) °С.
После чего образцы немедленно промывают в воде и протирают ватой или чистой тканью.
Глубина погружения образцов в растворы - 100 мм.
Образцы проволоки должны находиться в растворах кислоты и железосинеродистого калия в неподвижном состоянии, не соприкасаясь друг с другом и со стенками сосуда.
Проволоку считают выдержавшей испытание, если на ее поверхности не появляются синие пятна или слабая синяя окраска всей поверхности, или целые участки синего или темного цвета.
Допускается посинение поверхности проволоки на высоте уровня раствора, а также на расстоянии до 20 мм от погруженного в раствор конца проволоки.
4.4. Для проверки на прочность спайки составляющих проволок образец проволоки огибают вокруг круглого стержня на 360° с последующей закруткой концов образца на половину оборота параллельно стержню. Расщепление проволоки на составляющие при этом не допускается.
Диаметр стержня должен быть:
(3±0,1) мм - для проволоки размером 0,34х0,68; 0,35х0,70; 0,40х0,80 мм;
(5±0,1) мм -для проволоки размером 0,50х1,00; 0,60х1,20; 0,70х1,40; 0,80х1,60 мм.
4.2-4.4. (Измененная редакция, Изм. N 1).
4.5. Проверку проволоки на отклонение от плоскости (винт) проводят с помощью прибора, схема которого приведена в приложении. Длина проверяемого образца должна быть 750 мм.
Для проверки проволоки на отклонение от плоскости один конец образца длиной 40-50 мм загибают под углом 90° к продольной оси проволоки, затем образец укладывают на горизонтальную плиту строго по контрольной риске загнутым концом к транспортиру, прижимают к плоскости столика в двух точках А и В зажима и фиксируют отклонение загнутого конца по шкале транспортира, затем образец освобождают в точке В и фиксируют новое положение загнутого конца по шкале транспортира.
Разность первого и второго отклонений загнутого конца образца по шкале транспортира составляет отклонение от плоскости (винт) в градусах (°).
4.6. Для проверки проволоки на упругость концы испытуемого образца соединяют для получения фигуры в виде круга, затем концы проволоки отпускают и образец кладут на поверочную плиту по ГОСТ 10905. Образец проволоки должен соприкасаться с плоскостью плиты по всей длине.
Длина образца для проверки проволоки на упругость должна быть:
300 мм - для проволоки размером 0,34х0,68; 0,35х0,70 мм;
400 мм - для проволоки размером 0,40х0,80; 0,50х1,00 мм;
500 мм - для проволоки размером 0,60х1,20 мм;
700 мм - для проволоки размером 0,70х1,40; 0,80х1,60 мм.
(Измененная редакция, Изм. N 1).
4.7. Проверку проволоки на прямолинейность проводят на приборе, схема которого приведена в приложении. Длина проверяемого образца должна быть 700 мм.
Для проверки проволоки на прямолинейность проверяемый образец кладут на столик прибора вдоль контрольной риски и совмещают его по всей длине с контрольной риской.
Замер отклонения проверяемого образца от контрольной риски проводят с помощью измерительных линеек по ГОСТ 427, закрепленных на столике прибора.
4.8. Для проверки проволоки на хрупкость из проверяемого образца делают петлю и ветви этой петли растягивают до образования прямой линии и, не выворачивая образованной петли, ветви ее сближают в направлении, противоположном растягиванию, до сближения ветвей (чертеж).
4.9. Проверку каждой составляющей проволоки на растяжение проводят по ГОСТ 10446. Временное сопротивление разрыву определяют по фактическому диаметру проверяемого образца.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток проволоки должен быть перевязан мягкой луженой проволокой диаметром менее или равным диаметру перевязываемой проволоки или шпагатом по ГОСТ 17308, или другой проволокой или шпагатом по нормативно-технической документации не менее чем в трех местах мотка, равномерно расположенных по окружности.
5.2. Мотки проволоки одинакового диаметра должны быть связаны в бухты массой не более 15 кг. Каждая бухта должна быть перевязана мягкой луженой проволокой диаметром менее или равным диаметру перевязываемой проволоки или шпагатом по ГОСТ 17308, или другой проволокой или шпагатом по нормативно-технической документации не менее чем в двух местах, равномерно расположенных по окружности.
5.3. К каждой бухте должен быть прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки.
5.4. Бухты проволоки должны быть обернуты бумагой ОДП по ГОСТ 16711 и упакованы в плотно закрываемые металлические банки, бочки или специализированные контейнеры по нормативно-технической документации, обеспечивающие защиту проволоки от проникновения влаги.
Допускается в бочки и контейнеры упаковывать проволоку трех диаметров с обязательным разделением их бумагой по ГОСТ 9569, ГОСТ 15158 или картоном по ГОСТ 9347, или другой бумагой или картоном по нормативно-технической документации.
5.5. На каждой банке, бочке или контейнере должны быть указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
масса нетто проволоки;
номер партии.
5.3-5.5. (Измененная редакция, Изм. N 1).
5.6. Транспортная маркировка - по ГОСТ 14192.
5.7. Масса брутто грузового места не должна быть более 80 кг при упаковывании проволоки в банки и не более 1000 кг при упаковывании в бочки или контейнеры. При упаковывании проволоки в банки укрупнение грузовых мест в транспортные пакеты проводят по ГОСТ 24597.
Пакетирование должно проводиться механизированным или ручным способом. Для формирования транспортных пакетов должны применять многооборотные средства пакетирования: поддоны по ГОСТ 9078, ГОСТ 9557, ГОСТ 9570 или другой нормативно-технической документации и многооборотные средства скрепления грузов в транспортных пакетах по ГОСТ 21650 или другой нормативно-технической документации.
5.8. Транспортирование проволоки должно проводиться всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Размещение и крепление груза в железнодорожных транспортных средствах должно соответствовать техническим условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
Транспортирование проволоки по железной дороге проводят мелкими или повагонными отправками.
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.7, 5.8. (Измененная редакция, Изм. N 1).
5.9. Хранение проволоки должно проводиться по условиям хранения 2 ГОСТ 15150.
ПРИЛОЖЕНИЕ
Обязательное
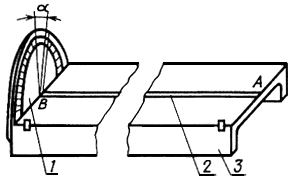
1 - транспортир; 2 - контрольная риска; 3 - столик
Текст документа сверен по:
Проволока металлическая. Часть 2: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}