
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
СОРТАМЕНТ ЧЕРНЫХ МЕТАЛЛОВ
СОРТОВОЙ И ФАСОННЫЙ ПРОКАТ
Часть I
Издание официальное
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1991
ОТ ИЗДАТЕЛЬСТВА
Сборник «Сортамент черных металлов. Сортовой и фасонный прокат» часть 1 содержит стандарты, утвержденные до 1 сентября 1991 г.
В стандарты внесены все изменения, принятые до указанного срока.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячно информационном указателе «Государственные стандарты СССР».
2003000000—060
без объяви.
“ 085(02)—91
ISBN 5—7050—0324—2
© Издательство стандартов, 1991
Группа В32
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ СОРТОВОЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ДЛЯ НАПИЛЬНИКОВ, РАШПИЛЕЙ, ЗУБИЛ И КРЕЙЦМЕЙСЕЛЕЙ.
ГОСТ
5210—82
Общие технические условия
Rolled sections of tool steel lor files, rasps, chisels and cape chisels.
General specifications
ОКП 09 6100
Срок действия с 01.01.84
до 01.01.94
в части группы В —
до 01.0L93
Настоящий стандарт распространяется на инструментальную горячекатаную, калиброванную холоднотянутую или холоднокатаную сталь специальных профилей, предназначенную для изготовления напильников, рашпилей, зубил и крейцмейселей.
(Измененная редакция, Изм. № 1)
1. СОРТАМЕНТ
1.1. Виды и размеры профилей должны соответствовать указанным в табл. 1.
1.2. Профили № 1—10 по точности изготовления подразделяют на группы:
высокой точности — А;
повышенной точности — Б; обычной точности — В.
1.3. Предельные отклонения по размерам поперечного сечения для профилей № 1 —10 должны соответствовать указанным в табл. 2.
Издание официальное
★
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
Таблица I
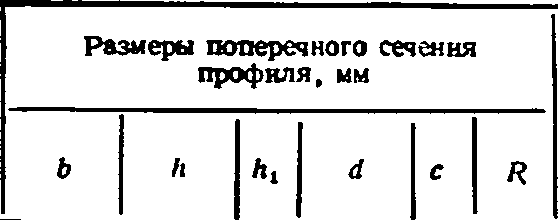
о а. с ОК 33 х-е- | Поперечное сечение профиля | Размеры поперечного сечения профиля, мм | Площадь поперечного се* чения профи* ля, мм* | *9* *8. « з Ь и = х о — _ | |||||
Ь | h | Л1 | d | с | R. | ||||
1 | 12,0 | 2,5 | 30,00 | 0,235 | |||||
12,5 | 3,5 | 43,75 | 0,343 | ||||||
' ///////// | 16,0 | 4,0 | 64,00 | 0,502 | |||||
< '///////// | 20,0 | 5,0 | 100,00 | 0,785 | |||||
- ///////// | 20,0 | 6,5 | 130,00 | 1,020 | |||||
25,0 | 6,0 | 150.00 | 1,177 | ||||||
х А | 25,0 | 7,5 | 187 50 | 1 471 | |||||
* * | 30,0 | 6,5 | 195^00 | 1,530 | |||||
30,0 | 8,5 | 255,00 | 2,001 | ||||||
34,0 | 7,5 | 255,00 | 2,002 | ||||||
35,0 | / ,5 | 262,50 | 2,061 | ||||||
39,0 | 8,0 | 312,00 | 2,449 | ||||||
39,0 | 9,0 | 351,00 | 2,755 | ||||||
44,0 | 9,0 | 396,00 | 3,109 | ||||||
48,0 | 10,0 | 480,00 | 3,768 | ||||||
2 | 10,5 | 3,0 | 21,00 | 0.164 | |||||
п,о | 5,5 | 47,49 | 0,373 | ||||||
12,5 | 4,0 | 33 33 | 0 262 | ||||||
16,0 | 4,5 | 48^00 | 0,377 | ||||||
16,0 | 6,0 | 64,00 | 0,502 | ||||||
Т Lr 7 /// /\ | 20,0 | 6,0 | 80,00 | 0,628 | |||||
b | 21,0 | -7’л | 105,00 | 0,824 | |||||
г*--*1 | 25,0 | 7,0 | 116,67 | 0,916 | |||||
25,0 | 8,5 | 141,66 | 1,112 | ||||||
30,0 | 8,5 | 170,00 | 1,334 | ||||||
30,0 | 10,0 | 200,00 | 1,570 | ||||||
35,0 | 10,0 | 233,33 | 1,832 | ||||||
40,0 | 11,0 | 293,33 | 2,303 | ||||||
45,0 | 13,0 | 390,00 | 3,061 | ||||||
3 | 4,0 | 12,56 | 0,099 | ||||||
5,0 | 19,63 | 0,154 | |||||||
6,0 | 28,27 | 0,222 | |||||||
? | 44,16 | 0,347 | |||||||
9,5 | 70,84 | 0,556 | |||||||
~\//у //Л | 1115 | 103,81 | 0,814 | ||||||
T'&SY /л | 12,0 | 113,04 | 0,887 | ||||||
13»о | 143,06 | 1,123 | |||||||
14,0 | 153,97 | 1,209 | |||||||
т d | 15,0 | 176,62 | 1,386 | ||||||
16,0 | 200,96 | 1,577 | |||||||
18,0 | 254,34 | 1,997 |
Продолжение табл, 1
Н(»мср профиля
Поперечное сечение профиля
х
я 3 а? ч Я
к в;
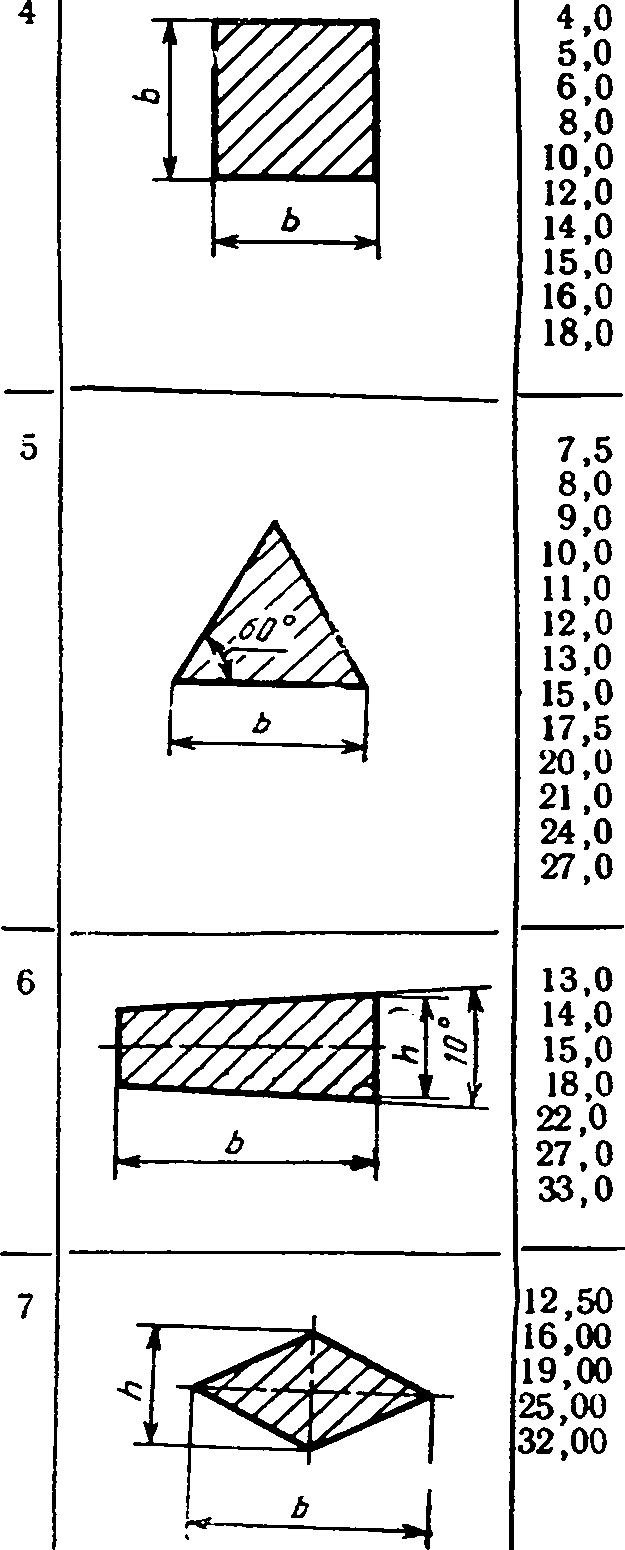
3,0
5,0
3.5
4,0
5,0
6.5
7.5
3,25
4,00
5,00
6,50
8,00
16.00 | 0,126 |
25.00 | 0,196 |
36.00 | 0,283 |
64,00 | 0,502 |
100.00 | 0,785 |
144,00 | 1,130 |
196,00 | 1,539 |
225,00 | 1.766 |
256,00 | 2,010 |
324.00 | 2,543 |
24,36 | 0,191 |
27,71 | 0,217 |
35,07 | 0,275 |
43,30 | 0,340 |
52,39 | 0,411 |
62,35 | 0,489 |
73,18 | 0,574 |
97,43 | 0.765 |
132,45 | 1,039 |
173,00 | 1,358 |
190,96 | 1,499 |
249,42 | 1,958 |
315.67 | 2,478 |
24,21 | 0,190 |
52,85 | 0.415 |
32,81 | 0,258 |
43,65 | 0,343 |
67,65 | 0,531 |
111,71 | 0,877 |
152.21 | 1,195 |
20,31 | 0,159 |
32,00 | 0,251 |
47,50 | 0,373 |
81,25 | 0,638 |
128,00 | 1,605 |
Поперечное сечение профиля
(77777777Х | |
Ь т |
11
Размеры поперечного сечения | Дох е *88. | х А | |||||
профнпя. | мм | ||||||
b | h | Л: | 4 | с | R | 5 = S ж = х * s 2&х -5 о о « -Eyq | Л и с х gx - |
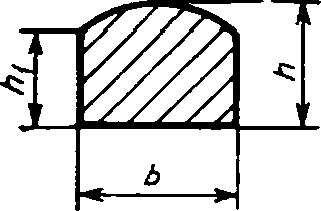
18,0 | 3,0 | 52,06 | 0,409 | ||||
22,0 27,0 | 5,5 7,0 | 4,0 5,0 | 110,00 171,00 | 0,864 1.342 | |||
19,0 24,0 | 5,0 7.0 | 1 .5 1,5 | 61.75 102,00 | 0,485 0,801 | |||
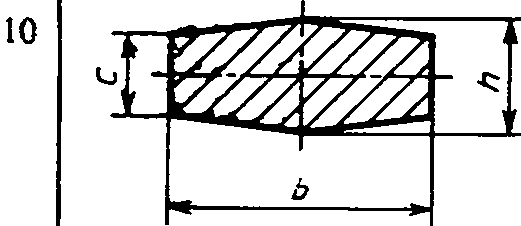
10,0 12,0 16,0 20,0 25,0 30,0 32,0 | 8,0 8,0 10,0 12,0 16,0 18,0 20,0 | 5,0 6,0 8,0 10,0 12,0 15,0 16,0 | 71,00 80.00 145,00 216.00 352.00 480,00 570.00 | 0,553 0.628 1,138 1.696 2,763 4,239 4.474 |
Примечание. Площадь поперечного сечения профиля и масса 1 м длины вычислены по номинальному размеру. При этом плотность стали принята равной 7,85 г/см3.
(Измененная редакция, Изм. № 1, 2).
Таблица 2
мм
ТОЧНОСТо нз-готозления (группа) | Предельные отклонения | |||||
по размерах d и b j | по размерам й, йх и с | |||||
до 12 | св. 12 до 22 | св. 22 | до 3.5 | св. 3,5 до 6 | СВ. 6 | |
А | +0,2 | 4-0.3 | +0,2 | +0,2 | ||
Б | +0,3 | +0,4 | +0,6 | +0,25 | +0,3 | +0,35 |
В | +0,4 | +0,6 | +0,9 | +0.3 | +0,4 | +0,5 |
Предельные отклонения по размерам поперечного сечения профиля № 11 не должны превышать величин:
Ii'qMm — при b до 32 мм включ.
io.’s мм — ПРИ 20 мм;
lo’yMM — при h до 16 мм включ.
1.4. Профили изготовляют длиной кратной или мерной от 2 до 6 м.
Допускается изготовление профилей не короче 1,5 м в количестве не более 10 % массы партии.
Предельные отклонения по длине прутков не должны превышать плюс 50 мм.
1.5. Кривизна прутков не должна превышать:
для профилей № 3 и 4 — 0,5 % длины;
для профилей № 5, 7 и 10 — 0,6 % длины;
для профиля № 1 по плоскости — 0,5 %, по ребру — 0,2 % Длины;
для профилей № 2, 6, 8 и 9 по плоскости — 0,6 %, по ребру — 0,2 % длины;
для профиля № 11 по плоскости — 0,6%, по ребру — 0,4% длины.
1.6. Радиусы закругления ребер профилей не должны превышать 0,5 мм.
1.7. У ромбических профилей № 7 и 10 разность сторон, образующих тупой угол, не должна превышать 0,5 мм.
1.8. Отклонения от правильной геометрической формы поперечного сечения профиля — овальность, разнотолщинность, ромбич-ность (разность диагоналей), непараллельность, выпуклость плоскостей должны быть в пределах, не превышающих допускаемые отклонения по размерам. Вогнутость плоскостей не допускается.
Пример условного обозначения профиля № 1, размером (bXh) 12X3, стали марки У13, точности изготовления по группе А:
Профиль № 1—12X3—А~У 13 ГОСТ 5210—82
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Инструментальная сталь для напильников, рашпилей, зубил и крейцмейселей должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Профили № 1—10 изготовляют из углеродистой инструментальной стали марок У7, У7А, У8, У8А, У10, У10А, У12, У12А, У13, У13А с химическим составом по ГОСТ 1435—90 (группы 1—5) и стали марок 13Х и X с химическим составом по ГОСТ 5950—73.
Профиль № 11 изготовляют из стали марок У7, У7А, У8, У8А с химическим составом по ГОСТ 1435—90 и стали марок 4ХС, 6ХС и 8ХФ с химическим составом по ГОСТ 5950—73.
2.3. По техническим требованиям сталь должна соответствовать: углеродистая инструментальная — ГОСТ 1435—90, сталь марок 4ХС, 6ХС, 8ХФ, 13Х и X — ГОСТ 5950—73.
2.2, 2.3. (Измененная редакция, Изм. № 1).
2.3.1. Глубина обезуглероженного слоя в зависимости от точности изготовления профилей № 1—10 не должна превышать норм, указанных в табл. 3.
Таблица 3
Точность изготовления (группа) | Глубина обезуглероженного слоя, мм, при диаметро круга, стороне квадрата, треугольника и толщине полосы | |
до 15 мм | свыше 15 мм | |
А и Б | 0.20 | 0,35 |
В | 0,25 | 0,40 |
2.3.2. Прокаливаемость стали должна быть не ниже балла 2.
3. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЙ
3.1. Правила приемки и методы испытаний — по ГОСТ 1435—90 и ГОСТ 5950—73.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566—81.
4.2. Укороченные прутки должны быть увязаны в отдельную связку.
4.3. Калиброванные холоднотянутые или холоднокатаные профили должны быть покрыты смазкой, предохраняющей их от коррозии.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
П. М. Геращенко, канд. техн, наук (руководитель работы); С. И. Тишаев, канд. техн, наук; Г. И. Капланов, канд. техн, наук; О. А. Распопина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.12.82 №4916
3. ВЗАМЕН ГОСТ 5210—67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта
ГОСТ 1435—90
2.2, 2.3, 3.1
ГОСТ 5950—73
2.2, 2.3, 3.1
ГОСТ 7566—81
4.1
5. Срок действия продлен до 01.01.94 Постановлением Госстандарта СССР от 24.02.88 № 350
6. ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, утвержденными в феврале 1988 г., июне 1989 г. (ИУС 5—88, 11—89)
СОРТАМЕНТ ЧЕРНЫХ МЕТАЛЛОВ
Сортовой н фасонный прокат
Часть I
Редактор И. В. Виноградская
Обложка художника В. Г. Лапшина Технический редактор Г. А. Теребинкина Корректор О. Я. Чернецова
Сдано в наб. Ctf.06.91 Подп. в пе%, 13.09.91 Формат 60X90'/t«. Бумага типографская № Гарнитура литературная. Печать высокая 15,5 усл. пС л. 15.75 усл. кр.-отт. 12,40 уч.-яэд. Тираж 23000 экз. Зак. 1188 Изд. № 949/2 Цена 5 р.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва. ГСП,
Новопресненский пер., 3
Калужская типография стандартов, ул. Московская, 256. Зак. 11ё1
{kind=link}