IV. ПЕРИОДИЧЕСКИЕ ПРОФИЛИ

Издание официальное
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СССР
Комитет стандартов, мер и измерительных приборов при Совете Министров Союза ССР
ГОСТ
5781-61
Взамен
ГОСТ 5781—58 и ГОСТ 7314—55
Группа В22
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ Ж ЕЛ ЕЗОБЕТОН НЫХ КОНСТРУКЦИИ
Hot rolled steel for armouring reinforced concrete constructions
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций.
Сталь горячекатаная круглая гладкого и периодического профиля для армирования обычных и предварительно напряженных конструкций (сокращенное название—арматурная сталь) в зависимости от механических свойств, подразделяется на 4 класса. A-I, А-П, А-Ш, A-IV.
I. СОРТАМЕНТ
1. Стержни арматурной стали класса A-I должны поставляться круглыми гладкими, стержни классов А-П, А-Ш и A-IV—периодического профиля. Каждому классу арматурной стали (А-П, А-Ш, A-IV) должен соответствовать внешний вид периодического профиля, установленный настоящим стандартом.
Примечание. Термин «стержень» обозначает арматурную сталь любою диаметра и профиля, независимо от того, поставляется ли она в прутках ила в мотках.
2. Номинальные диаметры круглых стержней гладкого или периодического профиля (dH) и справочные величины должны соответствовать указанным в табл. 1.
Внесен Академией
Утвержден Комитетом стандартов,
Сппк ппрпрыиа
строительства
мер и измерительных приборов
1/1 1962 г.
и архитектуры СССР
1/VI 1961 г.
Несоблюдение стандарта преследуется по закону. Перепечатка воспрещена
Таблица 1
Номинальный диаметр стержней "н, мм | Площадь поперечного сечения. см1 | Теоретический вес 1 пог. м. кг | Номинальный диаметр стержней <*н, мм | Площадь поперечного сечения, см’ | Теоретический вес I пог. м, кг |
6 | 0,283 | 0,22? | 28 | 6,16 | 4,83 |
7 | 0,385 | 0,302 | 32 | 8,04 | 6,31 |
8 | 0.503 | 0,395 | 36 | 10,18 | 7,99 |
9 | 0,636 | 0,499 | 40 | 12,57 | 9,87 |
10 | 0,785 | 0,617 | 45 | 15,90 | 12,48 |
12 | 1,131 | 0,888 | 50 | 19,63 | 15,41 |
14 | 1,54 | 1.21 | 55 | 23,76 | 18,65 |
16 | 2,01 | 1,58 | 60 | 28,27 | 22,19 |
18 | 2,54 | 2,00 | 70 | 38,48 | 30,21 |
20 | 3,14 | 2,47 | 80 | 50,27 | 39,46 |
22 | 3,80 | 2,98 | 90 | 63,62 | 49,94 |
25 | 4,91 | 3,85 |
Номинальные диаметры стержней периодического профиля соответствуют номинальным диаметрам равновеликих по площади поперечного сечения круглых гладких стержней.
3. Допускаемые отклонения по диаметру круглых гладких стержней арматурной стали должны соответствовать ГОСТ 2590—57.
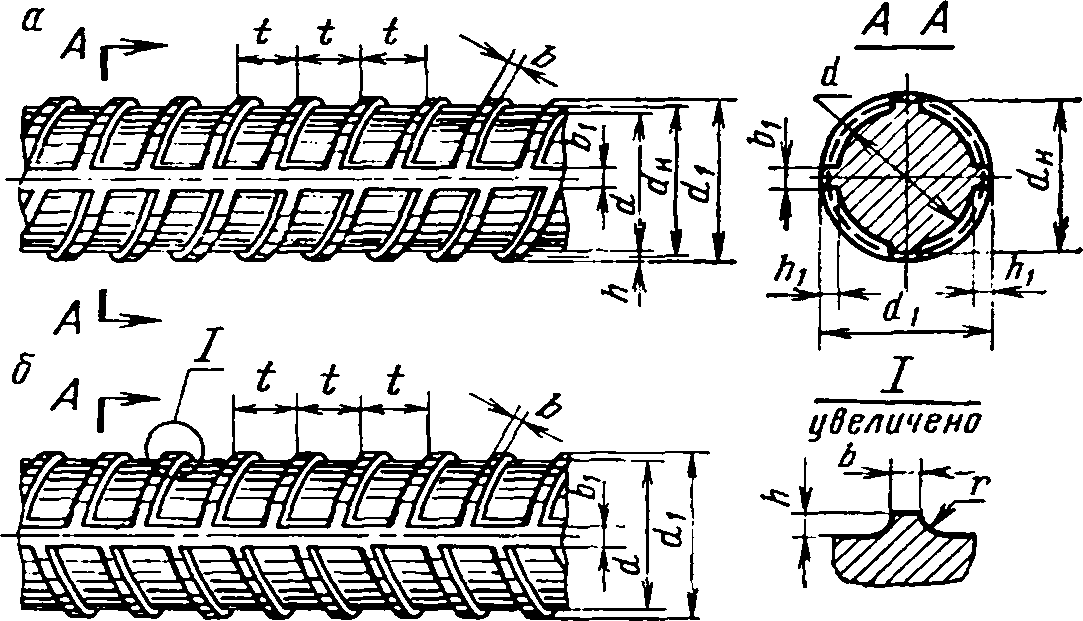
4. Арматурная сталь периодического профиля представляет собой круглые стержни с двумя продольными ребрами и выступами, идущими по трехзаходной винтовой линии. Для стержней диаметром 6—9 мч допускаются выступы, идущие по двухзаходной винтовой линии.
Размеры стержней периодического профиля и допускаемые отклонения должны соответствовать чертежу (поз. а и б) и табл. 2.
Относительные смещения винтовых выступов по сторонам стержня, разделяемых продольными ребрами, а также отклонение размера г не нормируется.
В местах примыкания винтовых выступов к продольным ребрам допускается увеличение ширины выступов (считая по номинальному размеру 6): на 1,0 мм — для стержней диаметром до 10 мм; на 1,5 мм —для стержней диаметром от 10 до 32 мм и на 3 мм— для стержней диаметром от 36 до 90 мм.
5. Овальность стержней не должна выходить за пределы допуска по диаметру (сумма плюсового и минусового допускаемых отклонений).
6. Стержни периодического профиля арматурной стали класса А-П должны иметь выступы, идущие по винтовым линиям с одина-278
новым заходом на обеих сторонах стержней, согласно чертежу (поз. а).
Стержни периодического профиля арматурной стали класса А-Ш должны иметь выступы, идущие по винтовым линиям, имеющим с одной стороны стержня правый, а с другой — левый завод согласно чертежу (поз. б).
Стержни арматурной стали класса A-IV должны иметь периодический профиль, отличающийся по внешнему виду от профиля арматурных стержней классов А-П и А-Ш.
Примечание. На период освоения массового производства арматурной стали класса A-IV допускается поставка стержней этого класса профилем, установленным для стали класса А-Ш, при условии окраски концов стержней на участке 30—40 см красной краской.
7. Стержни диаметром менее 10 мм поставляются в мотках, а диаметром от 10 мм и более —в прутках длиной от 6 до 12 м или мерной длины, оговариваемой в заказах.
По соглашению сторон допускается поставка стержней длиной до 18 м.
Пример условного обозначения арматурной стали класса А-П диаметром 20 мм:
А-П 20 ГОСТ 5781—61.
Допускается доставка стержней класса A-I диаметром до 12 мм в мотках.
Арматурная сталь класса A-IV поставляется только в прутках.
Допускаемые отклонения по мерной длине стержней:
при длине 6 м...........+50 мм
» » свыше 6 м........+70 „
Л1естная кривизна не должна превышать 6 мм на 1 пог. м.
Таблица 2
мм
Поим-кальныЛ диаметр (номер сечение) | Размеры стержней и допускаемые отклонения | г | |||||||||||||
tf | rf, | h | Л. | t | ь | N | |||||||||
S я о X | с 3 о 2 *t5 | Ж ж 1 о «W ** | ii | х ■ 5 | в з о S | 5 X е X | *1 о | Ж s о | В 3 о 2 | S я ф | Jp Сч О | S § •м | §3 «г 5 | ||
6 | 5.75 | 6.75 | 0.5 | 0,5 | 5 | 0.5 | 1.0 | 0.75 | |||||||
7 | 6.75 | 7,75 | +0.8 | 0,5 | 0.5 | tO.5 | 5 | 0,5 | +0,5 | 1.0 | 0.75 | ||||
-1.0 | ±0.25 | -0.25 | —0,25 | +0.5 | |||||||||||
8 | 7,5 | 9,0 | 0,75 | 0,75 | 5 | 0,75 | 1,25 | 1.1 | |||||||
9 | 8.5 | + 0.3 | 10,0 | 0.75 | 0,75 | 5 | 0,75 | 1,25 | 1.1 | ||||||
-0.5 | |||||||||||||||
10 | 9.3 | 11.3 | 1.0 | 1.0 | 7 | 1.0 | 1.5 | 1.5 | |||||||
-• 0,7 | |||||||||||||||
12 | 11 | 13,5 | 1.25 | 1.25 | 7 | 1,0 | -0.3 | 2.0 | 1.9 | ||||||
±0.5 | |||||||||||||||
14 | 13 | 15,5 | 1.25 | 1.25 | 7 | 1.0 | 2.0 | 1.9 | |||||||
16 | 15 | 18.0 | ±1.5 | 1.5 | 1.5 | + 1,0 | 8 | 1,0 | 2.0 | 2.2 | |||||
±0,5 | -0,5 | ±1,0 | |||||||||||||
18 | 17 | 20,0 | 1,5 | 1.5 | 8 | 1.5 | + 1,0 | 2.0 | 2.2 | ||||||
-0,5 | |||||||||||||||
20 | 19 | 22.0 | 1 »5 | 1.5 | 8 | 1.5 | 2.0 | 2,2 | |||||||
22 | 21 | Ю.4 | 24.0 | 1.5 | 1.5 | 8 | 1.5 | 2.0 | 2.2 | ||||||
25 | 24 | —0,5 | 27.0 | 1.5 | 1.5 | 8 | 1.5 | 2.0 | 2.2 | ||||||
ГОСТ 5781—61
Продолжение
ми
Номинальный диаметр (иомер ссчелма) dK | Размеры стержней и допускаемые отклонение | Г | |||||||||||||
d | h | А| | t | ь | |||||||||||
i ж о | G S о 2 н О | 89 ■ X О С | е J ©Й П О | й Ж X о X | й 5 <4 о | > к X ж о X | eS о* d о | й X ж о <*• | |е | si ■ ж о X | с * nS | й ж X о X | 1! | ||
28 32 36 40 45 50 55 60 70 80 ЭО |
43 48' 53 58 68
| 4-0,4 -0.7 |
39.3
49.0 54,0 59,0 64.0 74,0
| 42.0 -2,2 | 2,0 2.0 2,5 2,5 3.0 3,0 3.0 3.0 3.0 3.0 3.0 | ±0.7 | 2,0 2,0 2.5 2.5 3,0 3.0 3.0 3,0 3,0 3,0 3.0 | 4-1.5 -0,7 |
12 12 15 15 15 15 15 15 15 | ±0,5 |
2,1 2,0 2.0
2.5 2.5 2.5
| + 1.0 -0.5 |
3,0 3.0 3.0
4.0 4.0
5.0 | ±1.5 | з.о 3,0
4,5
5,0
5,5 5,5 |
±2,0 | |||||||||||||||
+ 0.4 -1.0 | +2,4 -3.0 | ±1,0 | 42,5 -1.2 | + 1.5 -1,0 | |||||||||||
4 0.5 -1.1 | 4-2,5 -3.1 | ||||||||||||||
•••0.5 -1.3 | 4-2,5 -3.3 |
8
Общая кривизна стержней не должна превышать произведения допускаемой местной кривизны на 1 пог. м на длину стержня в метрах.
II. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
8. Гарантируемыми характеристиками механических свойств для арматурной стали являются: предел текучести, временное сопротивление, относительное удлинение, определяемые при испытании на растяжение, и удовлетворительные результаты испытаний на загиб в холодном состоянии.
9. Механические свойства арматурной стали по классам должны соответствовать нормам, указанным в табл. 3.
Таблица 3
Класс арматурной стали | Диаметры стержня. мм | Предел текучести, кге/мм* | Временное сопротивление разрыву, кге/мм* | Относительное удлинение б*.% | Испытание на загиб в холодном состоянии с—толщина оправки, d—диаметр стержня | |
не менее | ||||||
А-1 | 6—40 | 24 | 38 | 25 | 180°; | C~0,5d |
A-II | 10—90 | 30 | 50 | 19 | 180°; | C=3d |
A-JI1 | 6—40 | 40 | 60 | 14 | 90°; | С—3d |
A-1V | 10-32 | 60 | 90 | 6 | 45°; | C=5d |
Для стержней диаметром свыше 40 мм допускается снижение норм относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3% (абсолютных).
10. Арматурная сталь класса AI должна изготовляться из углеродистой стали марок Ст. 3, Ст. Зпс и Ст. Зкп группы А ГОСТ 380—60. Способ изготовления стали выбирается заводом-изготовителем.
По требованию заказчика арматурная сталь класса A-I может изготовляться из стали марок ВСт. 3, ВСт. Зпс и ВСт. Зкп, а также БКСт. 3, ВКСт. Зпс и ВКСт. Зкп по ГОСТ 380—60.
11. Арматурная сталь класса А-П диаметром от 10 до 40 мм должна изготовляться из углеродистой стали марки Ст. 5 с гарантированным верхним пределом содержания углерода, серы, фосфора и кремния в соответствии с нормами, указанными в табл. 2-ГОСТ 380—60. Способ выплавки стали выбирается заводом-изготовителем.
Арматурная сталь класса А-П диаметром свыше 40 до 90 мм должна изготовляться из низколегированной стали марки 18Г2С по ГОСТ 5058—65.
12. Арматурная сталь класса А-1П диаметром от 6 до 40 мм должна изготовляться из низколегированной стали марки 25Г2С и марки 35 ГС по ГОСТ 5058—65.
Примечание. Арматурную сталь класса А-П1 диаметром от 6 до 8 мм допускается изготовлять из низколегированной стали марки 18Г2С по ГОСТ 5058—65.
13. Арматурная сталь класса A-IV должна изготовляться из низколегированной стали марки 30ХГ2С по ГОСТ 5058—65.
14. На поверхности стержней, включая поверхность ребер и выступов, не должно быть трещин, раковин, плен и закатов, не допускаются отколы ребер и выступов.
Отдельные местные повреждения ребер и выступов в количестве не более трех на 1 пог. м стержня, а также незначительная ржавчина, вмятины, рябизна, мелкие волосовины и шероховатость в пределах допускаемых, отклонений не являются браковочным признаком.
15. Готовые стержни арматурной стали должны быть приняты техническим контролем предприятия-поставщика, которое должно гарантировать соответствие качества и размеров стержней требованиям настоящего стандарта.
III. МЕТОДЫ ИСПЫТАНИЙ, МАРКИРОВКА И УПАКОВКА
16. Проверка качества, методы отбора проб и Испытаний, маркировка, упаковка и документация должны соответствовать требованиям ГОСТ 7564—64, ГОСТ 7565—66 и ГОСТ 7566—55.
17. Готовые стержни должны предъявляться к приемке партиями. Партия должна состоять из стержней одной плавки и одного размера.
Вес партии не более 60 т.
Вес партии углеродистой арматурной стали допускается увеличивать до веса плавки-ковша.
18. Для испытаний арматурной стали на растяжение и на холодный загиб отбираются по два образца от различных стержней партии, принятой по результатам внешнего осмотра и обмера.
19. Испытание на растяжение производят по ГОСТ 1497—61, на загиб в холодном состоянии—по ОСТ 1683.
20. Стержни диаметром от 6 до 32 мм испытываются на растяжение на образцах с необработанной поверхностью.
Стержни диаметром от 36 до 90 мм испытываются на растяжение на образцах после обточки. Допускается испытывать стержни диаметром от 22 до 32 мм на образцах после их обточки.
21. При испытании на растяжение площадь поперечного сечения стержней периодического профиля с необработанной поверхностью определяется по весу и длине образцов согласно формуле:
где:
Q— вес образца стержня периодического профиля, г;
L— длина того же образца, см,
22. Стержни (прутки) арматурной стали должны поставляться в пачках весом до 5 т, перевязанных проволокой, катанкой или ьедокатом.
По соглашению сторон допускается поставка стержней диаметром свыше 40 мм в пачках весом более 5 т.
По обоснованному требованию заказчика стержни поставляются в пачках весом до 3 т.
23. Стержни периодического профиля диаметром от 36 до 90 мм должны иметь клейма, соответствующие нормам сечений, выкатываемые на одной стороне стержня по его длине.
Замена
ГОСТ 5058—65 введен взамен ГОСТ 5058—57.
ГОСТ 7564—64 введен взамен ГОСТ 7564—55.
ГОСТ 7565—66 введен взамен ГОСТ 7565—-55.
284
{kind=link}