ГОСТ Р 56403-2015
Группа В62
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Магистральный трубопроводный транспорт нефти и нефтепродуктов
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ
Технические условия
Trunk pipelines for oil and oil products transportation. Welded steel pipes. Specifications
ОКС 77.140.75
ОКП 13 0300
Дата введения 2016-01-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт транспорта нефти и нефтепродуктов" (ООО "НИИ ТНН") и Обществом с ограниченной ответственностью "ЧТПЗ-Инжиниринг" (ООО "ЧТПЗ-Инжиниринг")
2 ВНЕСЕН Подкомитетом ПК 7 "Магистральный трубопроводный транспорт нефти и нефтепродуктов" Технического комитета по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 мая 2015 г. N 355-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Январь 2017 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте на основе опыта эксплуатации магистральных нефтепроводов и нефтепродуктопроводов, современных достижениях технологии производства стали, проката и труб, анализе технических требований национальных стандартов Российской Федерации ГОСТ Р 52079 "Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктов", ГОСТ Р ИСО 3183 "Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия", а также международных стандартов API Spec. 5L "Технические условия на трубы для трубопроводов", ISO 3183* "Нефтяная и газовая промышленность. Трубы стальные для систем трубопроводного транспорта" установлены требования к трубам стальным электросварным.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
В настоящий стандарт внесен ряд требований, которые отличают его от действующих в Российской Федерации стандартов на трубы для магистральных нефтепроводов, а именно:
- введены требования к химическому составу, параметрам свариваемости и микроструктуре металла для труб различного исполнения;
- увеличены требуемые значения ударной вязкости основного металла и сварных соединений труб;
- введены дополнительные требования по оценке вязко-пластических характеристик металла труб;
- введены дополнительные требования к качеству поверхности труб.
1 Область применения
Настоящий стандарт распространяется на трубы стальные сварные прямошовные наружным диаметром от 114 до 1220 мм, предназначенные для строительства, ремонта и реконструкции магистральных нефтепроводов и нефтепродуктопроводов, транспортирующих некоррозионноактивные нефть и нефтепродукты при рабочем давлении до 9,8 МПа.
Настоящий стандарт не распространяется на морские подводные трубопроводы.
2 Соответствие
2.1 В настоящем стандарте применены единицы международной системы СИ.
2.2 Для обеспечения соответствия требованиям настоящего стандарта должна быть применена система менеджмента качества, соответствующая ГОСТ ISO 9001.
Изготовитель должен обеспечить соответствие продукции требованиям настоящего стандарта. Потребитель имеет право удостовериться в том, что изготовитель выполняет установленные требования и забраковать любое изделие, не соответствующее этим требованиям.
2.3 При освоении изготовителем производства труб по данному стандарту должны учитываться требования ГОСТ Р 15.201-2000.
2.4 Измеренные или рассчитанные значения должны быть округлены до последних значащих цифр, установленных в настоящем стандарте.
3 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 25.506-85 Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 1778-70 Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3845-75 Трубы металлические. Методы испытания гидравлическим давлением
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 Стали легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 30432-96 Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 30456-97 Металлопродукция. Прокат листовой и трубы стальные. Методы испытания на ударный изгиб
ГОСТ ISO 9001-2011 Системы менеджмента качества. Требования
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 54795-2011 Контроль неразрушающий. Квалификация и сертификация персонала. Основные требования
ГОСТ Р ИСО 3183-2009 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ГОСТ Р ИСО 4967-2009 Определения содержания неметаллических включений. Металлографический метод с использованием эталонных шкал
ГОСТ Р ИСО 10543-99 Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
4 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 21014, ГОСТ 1497, а также следующие термины с соответствующими определениями:
4.1 вмятина: Дефект в виде углубления произвольной формы, приводящий к местному уменьшению проходного сечения трубы.
4.2 дефект трубы: Отклонение от предусмотренного нормативными документами качества трубы.
4.3 задир: Дефект поверхности, представляющий собой углубление неправильной формы и произвольного направления, образующегося в результате механических повреждений, в том числе при складировании и транспортировании металла.
4.4 зарез тела трубы: Уменьшение толщины стенки, образующееся при снятии выпуклости сварных швов на концах труб с помощью режущего инструмента.
4.5 класс прочности труб: Прочность металла труб, оцениваемая временным сопротивлением и обозначаемая символами от К34 до К60.
4.6 некоррозионноактивные нефть и нефтепродукты: Нефть и нефтепродукты, вызывающие равномерную коррозию незащищенной стенки трубы со скоростью не более 0,1 мм в год.
4.7 неметаллические включения: Дефект металлургического происхождения в металле трубы различной формы в виде неметаллических включений.
4.8 неразрушающий контроль: Контроль сплошности металла физическими методами, не разрушающими металл.
4.9 расслоение: Внутреннее нарушение сплошности металла в продольном и поперечном направлении, разделяющее металл на слои технологического происхождения.
4.10 термическая обработка труб: Тепловая обработка труб для улучшения пластических и вязкостных свойств основного металла и сварных соединений труб.
4.11 экспандирование труб: Гидравлическая или гидромеханическая калибровка труб на экспандере путем пластической деформации стенки для получения нормативных геометрических параметров труб.
4.12 электронный паспорт трубы: Структурированный список данных, содержащий сведения об изделии, в том числе зафиксированных на стадиях производственного процесса, и предназначенный для использования в системах управления жизненным циклом трубы.
5 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
АУЗК - автоматический ультразвуковой контроль;
ВИК - визуально-измерительный контроль;
ЗТВ - зона термического влияния;
ИПГ - испытание падающим грузом;
ОС - оксиды строчечные;
ОТ - оксиды точечные;
РГК - рентгенографический контроль (с помощью пленок);
РУЗК - ручной ультразвуковой контроль;
РТК - рентгенотелевизионный контроль;
СН - силикаты недеформирующиеся;
СП - силикаты пластичные;
СХ - силикаты хрупкие;
УЗК - ультразвуковой контроль;
D - номинальный наружный диаметр трубы, мм.
6 Классы прочности и состояние поставки
6.1 Трубы изготавливают классами прочности К34, К38, К42, К48, К50, К52, К54, К55, К56, К60.
6.2 По способу изготовления трубы подразделяют на два типа:
- тип 1 - трубы диаметром от 114 до 630 мм, сваренные высокочастотной сваркой, с одним продольным швом;
- тип 2 - трубы диаметром от 530 до 1220 мм, сваренные дуговой сваркой под флюсом, с одним или двумя продольными швами.
6.3 Устанавливается три уровня качества труб:
- уровень качества I - трубы в обычном исполнении;
- уровень качества II - трубы в хладостойком исполнении;
- уровень качества III - трубы с повышенными эксплуатационными характеристиками.
Соответствие между классом прочности труб и уровнем качества установлено в таблице 1.
Таблица 1 - Классы прочности труб и уровни качества
Класс прочности труб | Уровень качества | ||
I | II | III | |
К34 | + | - | - |
К38 | + | - | - |
К42 | + | - | - |
К48 | + | - | - |
К50 | + | + | - |
К52 | + | + | - |
К54 | + | + | - |
К55 | + | + | - |
К56 | + | + | + |
К60 | + | + | + |
Примечания 1 Трубы типа 1 уровня качества III не изготавливаются. 2 Трубы типа 2 уровня качества II изготавливаются классами прочности не менее К52. 3 Знак "+" обозначает, что соответствующий класс прочности применяется, знак "-" - не применяется. | |||
6.4 Трубы типа 1 должны изготавливаться с применением высокочастотной сварки.
Трубы подвергают объемной термообработке или локальной термообработке сварного шва.
6.5 Трубы типа 2 должны изготавливаться с применением двухсторонней дуговой сварки под флюсом по сплошному технологическому шву без дополнительной термообработки.
По согласованию между изготовителем и потребителем допускается термообработка труб.
6.6 Двухшовные трубы типа 2 изготавливают из:
- двух листов одной плавки и одного состояния поставки (вида термообработки);
- двух листов различных плавок и одного состояния поставки (вида термообработки), разница фактических значений механических свойств (временное сопротивление разрыву и предел текучести) по данным, приведенным в документах о качестве, не превышает 50 МПа.
6.7 Условия эксплуатации, хранения, транспортирования и проведения строительно-монтажных работ, при которых сохраняются эксплуатационные свойства труб, изготовленных в соответствии с требованиями настоящего стандарта, приведены в приложении А.
7 Информация, которая должна быть предоставлена потребителем
7.1 Потребителем должна быть предоставлена следующая информация:
- тип трубы;
- размеры трубы (номинальные наружный диаметр и толщина стенки);
- класс прочности трубы;
- уровень качества трубы;
- длина трубы (при заказе мерных труб);
- указание об использовании трубы в составе подводного перехода трубопровода.
7.2 Условное обозначение трубы при заказе должно содержать следующие параметры: обозначение типа трубы, значения номинального наружного диаметра и номинальной толщины стенки трубы, класс прочности трубы, уровень качества трубы, а также длину (при заказе мерной трубы).
Примеры условных обозначений
1 Труба типа 1, наружным диаметром 219 мм, с толщиной стенки 4,0 мм, класса прочности К38, уровня качества I, немерной длины:
Труба 1-219х4,0-К38-I.
2 Труба типа 2, наружным диаметром 820 мм, с толщиной стенки 10,0 мм, класса прочности К52, уровня качества I, мерной длины 11,3 м:
Труба 2-820х10,0-К52-I, L=11,3.
3 Труба типа 2, наружным диаметром 1020 мм, с толщиной стенки 14,0 мм, класса прочности К56, уровня качества II, немерной длины, предназначенная для строительства подводного перехода трубопровода:
Труба 2-1020x14,0-К56-II, ПП.
8 Производство
8.1 Рулонный или листовой прокат, применяемый в качестве исходной заготовки для производства труб, должны быть изготовлены из полностью раскисленной (спокойной) стали, полученной кислородно-конвертерным или электросталеплавильным процессом.
8.2 Прокат должен изготавливаться из непрерывнолитых заготовок и быть в горячекатаном, нормализованном состоянии, после термического упрочнения (закалки с последующим отпуском), контролируемой прокатки или после контролируемой прокатки с ускоренным охлаждением.
8.3 Трубы типа 2 должны изготавливаться из листового проката, прошедшего УЗК со 100% сканированием площади каждого листа.
8.4 Трубы уровня качества III должны изготавливаться из проката, полученного контролируемой прокаткой или контролируемой прокаткой с ускоренным охлаждением.
8.5 На поверхности проката, предназначенного для изготовления труб, не должно быть рванин, плен, трещин, раскатанных пригаров и корочек, вкатанной окалины и других загрязнений.
Глубина рисок, царапин, раковин, задиров не должна превышать 0,2 мм.
Не допускаются расслоения, выходящие на поверхность и торцевые участки.
8.6 Прокат и сварочные материалы, используемые при производстве труб, должны иметь документы о качестве и подвергаться входному контролю.
8.7 Любые смазочно-охлаждающие вещества, которые загрязняют зону разделки шва или прилегающие участки, должны быть удалены до выполнения сварных швов.
8.8 Трубы типа 2 должны подвергаться экспандированию по всей длине. Пластическая деформация по периметру трубы в любом сечении должна быть в пределах от 0,3% до 1,2%.
Для экспандирования следует применять гидромеханические экспандеры.
9 Критерии приемки
9.1 Сортамент
9.1.1 Трубы изготавливают немерной и мерной длины.
Длина немерных труб должна быть от 10,50 до 12,20 м. Допускается изготовление до 10% (по массе) труб длиной от 10,00 до 10,49 м.
По согласованию с потребителем допускается поставка труб длиной до 18,3 м.
По согласованию с потребителем поставляются двухтрубные секции длиной до 24,00 м, полученные сваркой встык двух труб.
Длина мерных труб должна быть:
- от 6,00 до 12,20 м при диаметре от 114 до 219 мм включительно;
- от 10,00 до 12,20 м при диаметре свыше 219 мм.
Отклонение длины мерных труб от номинального значения - не более 200 мм.
9.1.2 Сортамент и теоретическая масса труб приведена в таблице 2.
Теоретическая масса M одного погонного метра трубы, кг/м, рассчитывается по формуле
M=0,02466(D-S
)S
, (1)
где D - номинальный наружный диаметр трубы, мм;
S - номинальная толщина стенки трубы, мм.
При изготовлении труб типа 2 теоретическую массу увеличивают на 1% за счет выпуклости шва (швов).
По согласованию между изготовителем и потребителем допускают изготовление труб с промежуточной толщиной стенки и диаметром в пределах таблицы 2.
Таблица 2 - Сортамент и теоретическая масса труб
Номи- нальный | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | ||||||||||||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | |
114 | 8,21 | 10,85 | 13,44 | 15,98 | 18,47 | 20,91 | - | - | - | - | - | - | - | - | - | - | - | - | - |
121 | 8,73 | 11,54 | 14,30 | 17,02 | 19,68 | 22,29 | 24,86 | 27,37 | - | - | - | - | - | - | - | - | - | - | - |
133 | 9,62 | 12,72 | 15,78 | 18,79 | 21,75 | 24,66 | 27,52 | 30,33 | - | - | - | - | - | - | - | - | - | - | - |
140 | 10,14 | 13,42 | 16,65 | 19,83 | 22,96 | 26,04 | 29,07 | 32,06 | 34,99 | 37,87 | 40,71 | - | - | - | - | - | - | - | - |
159 | 11,54 | 15,29 | 18,99 | 22,64 | 26,24 | 29,79 | 33,29 | 36,74 | 40,15 | 43,50 | 46,80 | - | - | - | - | - | - | - | - |
168 | 12,21 | 16,18 | 20,10 | 23,97 | 27,79 | 31,57 | 35,29 | 38,96 | 42,59 | 46,16 | 49,69 | - | - | - | - | - | - | - | - |
219 | 15,98 | 21,21 | 26,39 | 31,52 | 36,60 | 41,63 | 46,61 | 51,54 | 56,42 | 61,26 | 66,04 | 70,77 | - | - | - | - | - | - | - |
245 | - | 23,77 | 29,59 | 35,36 | 41,09 | 46,76 | 52,38 | 57,95 | 63,47 | 68,95 | 74,37 | 79,75 | - | - | - | - | - | - | - |
273 | - | 26,53 | 33,04 | 39,51 | 45,92 | 52,28 | 58,59 | 64,86 | 71,07 | 77,24 | 83,35 | 89,42 | - | - | - | - | - | - | - |
325 | - | 31,66 | 39,46 | 47,20 | 54,89 | 62,54 | 70,13 | 77,68 | 85,18 | 92,62 | 100,03 | 107,38 | 114,68 | 121,93 | - | - | - | - | - |
356 | - | 34,72 | 43,28 | 51,79 | 60,24 | 68,65 | 77,01 | 85,32 | 93,58 | 101,80 | 109,96 | 118,07 | 126,14 | 134,15 | - | - | - | - | - |
377 | - | - | 45,87 | 54,89 | 63,87 | 72,80 | 81,68 | 90,51 | 99,28 | 108,01 | 116,70 | 125,33 | 133,91 | 142,45 | - | - | - | - | - |
426 | - | - | 51,91 | 62,15 | 72,33 | 82,47 | 92,55 | 102,59 | 112,57 | 122,51 | 132,41 | 142,25 | 152,04 | 161,78 | - | - | - | - | - |
530 | - | - | - | 77,53 | 90,29 | 102,99 | 115,64 | 128,24 | 140,79 | 153,30 | 165,75 | 178,15 | 190,50 | 202,80 | 215,06 | 227,27 | 239,42 | 251,53 | 263,59 |
630 | - | - | - | - | 107,55 | 122,72 | 137,83 | 152,90 | 167,91 | 182,88 | 197,80 | 212,67 | 227,49 | 242,26 | 257,00 | 271,66 | 286,28 | 300,85 | 315,38 |
720 | - | - | - | - | - | 140,47 | 157,80 | 175,09 | 192,32 | 209,51 | 226,65 | 243,74 | 260,78 | 277,77 | 294,72 | 311,60 | 328,45 | 345,24 | 362,00 |
820 | - | - | - | - | - | 160,20 | 180,00 | 199,75 | 219,46 | 239,12 | 258,71 | 278,28 | 297,77 | 317,23 | 336,63 | 356,00 | 375,30 | 394,56 | 413,77 |
1020 | - | - | - | - | - | - | 224,38 | 249,07 | 273,70 | 298,29 | 322,83 | 347,31 | 371,75 | 396,14 | 420,48 | 444,77 | 469,04 | 493,21 | 517,34 |
1220 | - | - | - | - | - | - | - | 298,39 | 327,95 | 357,47 | 386,94 | 416,36 | 445,73 | 475,05 | 504,32 | 533,54 | 562,72 | 591,84 | 620,91 |
Окончание таблицы 2
Номи- нальный | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | |||||||||||||
22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | |
530 | 275,60 | 287,56 | 299,47 | 311,33 | 323,14 | 334,91 | 346,62 | 358,29 | 369,90 | 381,47 | - | - | - | - |
630 | 329,85 | 344,28 | 358,66 | 372,98 | 387,26 | 401,49 | 415,67 | 429,80 | 443,88 | 457,91 | 471,89 | 485,83 | - | - |
720 | 378,68 | 395,33 | 411,92 | 428,47 | 445,00 | 461,41 | 477,81 | 494,16 | 510,46 | 526,71 | 542,91 | 559,07 | 575,17 | 591,22 |
820 | 432,93 | 452,04 | 471,11 | 490,12 | 509,08 | 528,00 | 546,86 | 565,68 | 584,44 | 603,16 | 621,83 | 640,44 | 659,01 | 677,53 |
1020 | 541,44 | 565,48 | 589,47 | 613,42 | 637,31 | 661,16 | 685,00 | 708,70 | 732,40 | 756,05 | 779,65 | 803,20 | 826,70 | 850,15 |
1220 | 649,94 | 678,92 | 707,84 | 736,72 | 765,55 | 794,32 | 823,05 | 851,73 | 880,36 | 908,94 | 937,47 | 965,96 | 994,39 | 1022,77 |
9.1.3 Предельные отклонения по толщине стенки труб:
- плюсовой допуск должен соответствовать допускам по ГОСТ 19903 для максимальной ширины проката нормальной точности;
- минусовой допуск для труб типа 1 должен соответствовать допускам по ГОСТ 19903 для максимальной ширины проката нормальной точности;
- минусовой допуск для труб типа 2 не должен превышать 5% от номинальной толщины стенки, но не более 0,8 мм.
9.1.4 Предельные отклонения номинального наружного диаметра корпуса труб должны соответствовать значениям, приведенным в таблице 3.
Таблица 3 - Предельные отклонения номинального наружного диаметра корпуса труб
В миллиметрах
Номинальный наружный диаметр | Предельное отклонение |
От 114 до 168 включ. | ±1,3 |
Св. 168 до 426 включ. | ±2,0 |
Св. 426 до 1220 включ. | ±3,0 |
9.1.5 Предельные отклонения номинального наружного диаметра концов труб на длине не менее 200 мм от торца должны соответствовать значениям, приведенным в таблице 4.
Таблица 4 - Предельные отклонения номинального наружного диаметра концов труб
В миллиметрах
Номинальный наружный диаметр | Предельное отклонение |
От 114 до 168 включ. | ±1,3 |
Св. 168 до 820 включ. | ±1,5 |
Св. 820 до 1220 включ. | ±1,6 |
9.1.6 Овальность концов труб типа 1 не должна выводить наружный диаметр за пределы допустимых значений, приведенных в таблице 3.
Овальность концов труб типа 2, определяемая как разность наибольшего и наименьшего диаметров, не должна превышать следующих значений:
- 0,010D - для труб с толщиной стенки до 20,0 мм включительно;
- 0,008D - для труб с толщиной стенки более 20,0 мм.
9.1.7 Отклонение от прямолинейности труб не должно превышать 1,5 мм на 1 м длины. Общее отклонение от прямолинейности труб не должно превышать 0,2% от длины трубы.
9.1.8 Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) не должно превышать следующих значений:
- 1,0 мм - для труб диаметром до 219 мм включительно;
- 1,5 мм - для труб диаметром свыше 219 до 426 мм включительно;
- 1,6 мм - для труб диаметром свыше 426 мм.
9.1.9 Форма и размеры разделки кромок торцов труб с толщиной стенки более 5,0 мм под сварку должны соответствовать указанным на рисунке 1 и в таблице 5.
Допустимое отклонение размера В (см. рисунок 1) в зоне сварного шва (40 мм по обе стороны от оси шва) - ±1,5 мм.
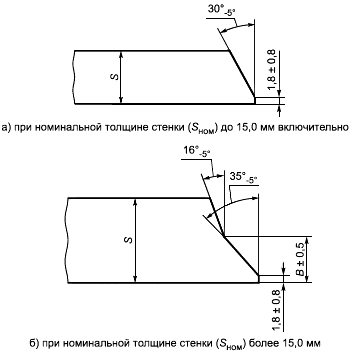
Рисунок 1 - Форма и размеры разделки торцов труб
Таблица 5 - Величина размера B в зависимости от толщины стенки трубы
В миллиметрах
Номинальная толщина стенки трубы, мм | Величина B, мм |
От 15,0 до 19,0 включ. | 9 |
Св. 19,0 до 21,0 включ. | 10 |
Св. 21,0 до 32,0 включ. | 12 |
Св. 32,0 | 16 |
9.1.10 Отклонение профиля наружной поверхности труб типа 2 от окружности по корпусу трубы и в зоне сварного соединения на концевых участках длиной 200 мм от торцов и по дуге периметра 200 мм не должно превышать 0,0015D.
9.1.11 Относительное смещение кромок в сварном соединении не должно превышать следующих значений:
- 1,0 мм - для всех труб типа 1 и труб типа 2 с толщиной стенки до 10,0 мм;
- 10% от номинальной толщины стенки - для труб типа 2 с толщиной стенки от 10,0 до 20,0 мм включительно;
- 2,0 мм - для труб типа 2 с толщиной стенки более 20,0 мм.
9.1.12 Наружный и внутренний грат сварных швов труб типа 1 должен быть удален. Высота остатка грата не должна превышать 0,5 мм.
В месте снятия грата допускается утонение стенки трубы, не выводящее толщину за пределы минусового допуска.
9.1.13 Выпуклость наружных и внутренних сварных швов труб типа 2 должна находиться в пределах:
- от 0,5 до 2,5 мм - для труб с толщиной стенки до 10,0 мм включительно;
- от 0,5 до 3,0 мм - для труб с толщиной стенки свыше 10,0 мм.
9.1.14 На концах труб типа 2 на длине не менее 150 мм, но не более 200 мм, от торцов выпуклость внутреннего сварного шва должна быть удалена до высоты от 0 до 0,5 мм.
По согласованию между потребителем и изготовителем производится снятие выпуклости наружного сварного шва на концах труб на длине не менее 150 мм, но не более 200 мм, от торцов до высоты от 0 до 0,5 мм.
Зарез тела трубы при снятии выпуклости сварных швов не допускается.
Снятие выпуклости сварных швов должно производиться до проведения гидроиспытаний и неразрушающего контроля сварного шва на концах труб.
9.1.15 Ширина выпуклости сварных швов труб типа 2 должна быть не более:
- 20,0 мм - для труб с толщиной стенки до 10,0 мм;
- 25,0 мм - для труб с толщиной стенки от 10,0 до 16,0 мм включительно;
- 30,0 мм - для труб с толщиной стенки свыше 16,0 до 27,0 мм включительно;
- 35,0 мм - для труб с толщиной стенки свыше 27,0 мм.
В местах ремонта допускается увеличение ширины выпуклости сварного шва на 4,0 мм.
Шлифовка выпуклости сварного шва с целью приведения ширины сварных швов к требуемым параметрам не допускается.
9.1.16 Смещение осей наружного и внутреннего швов (n) на торцах труб типа 2 (рисунок 2) должно быть не более:
- 3,0 мм при толщине стенки до 10,0 мм включительно с перекрытием не менее 1,5 мм;
- 4,0 мм при толщине стенки более 10,0 мм с перекрытием швов не менее 2,0 мм.
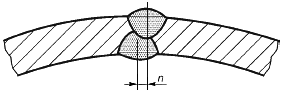
Рисунок 2 - Смещение осей наружного и внутреннего швов труб типа 2
9.2 Химический состав металла труб
9.2.1 Химический состав металла труб, значения эквивалента углерода C и параметра стойкости против растрескивания P
, характеризующих свариваемость стали, должны соответствовать требованиям таблицы 6.
9.2.2 Расчет значений эквивалента углерода C и параметра стойкости против растрескивания P
, характеризующих свариваемость стали, проводят по формулам:
![]() , (2)
, (2)![]() , (3)
, (3)
где C, Mn, Cr, Mo, V, Cu, Ni и Si - массовые доли в стали, соответственно углерода, марганца, хрома, молибдена, ванадия, меди, никеля и кремния, %.
Параметр P применяется для сталей с массовой долей углерода до 0,12% включительно.
Таблица 6 - Массовая доля химических элементов в стали
Уровень качества | Массовая доля химических элементов, %, не более | C | P | ||||||||||||||
C | Mn | Si | S | P | N | AI | Nb | V | Ti | Mo | Ni | Cu | Cr | B | |||
I | 0,20 | 1,70 | 0,60 | 0,020 | 0,020 | 0,012 | 0,05 | 0,080 | 0,08 | 0,04 | 0,25 | 0,35 | 0,35 | 0,20 | 0,001 | 0,43 | 0,24 |
II | 0,12 | 1,85 | 0,60 | 0,010 | 0,015 | 0,010 | 0,05 | 0,11 | 0,08 | 0,04 | 0,25 | 0,35 | 0,35 | 0,20 | 0,001 | 0,42 | 0,23 |
III | 0,08 | 1,65 | 0,60 | 0,005 | 0,012 | 0,009 | 0,05 | 0,080 | 0,08 | 0,04 | 0,25 | 0,35 | 0,35 | 0,20 | 0,001 | 0,41 | 0,21 |
Примечания 1 В металле труб уровня качества I, изготовленных из низколегированной стали, массовые доли углерода и серы не должны превышать 0,18% и 0,015% соответственно. 2 Суммарная массовая доля ниобия, ванадия и титана в металле труб всех уровней качества не должна превышать 0,15%. 3 В сталях контролируемой прокатки массовая доля ниобия должна быть не менее 0,02%. | |||||||||||||||||
9.3 Микроструктура металла труб
9.3.1 Металл труб диаметром 530 мм и более должен подвергаться контролю микроструктуры.
9.3.2 Загрязненность неметаллическими включениями металла труб уровней качества I и II не должна превышать значений, приведенных в таблице 7.
Таблица 7 - Неметаллические включения в основном металле труб уровня качества I и II
Тип включений | Загрязненность | ||
по среднему баллу | по максимальному баллу | ||
Сульфиды | 2,5/2,0 | 3,0 | |
Оксиды | ОС | 3,0/2,5 | 4,0 |
ОТ | 3,0/2,5 | 4,0 | |
Силикаты | СХ | 3,0/2,5 | 4,0 |
СП | 3,0/2,5 | 4,0 | |
СН | 3,0/2,5 | 4,0 | |
Примечание - В числителе приведен средний балл для металла труб уровня качества I, в знаменателе для металла труб уровня качества II. | |||
Загрязненность металла труб уровня качества III не должна превышать значений, приведенных в таблице 8.
Таблица 8 - Неметаллические включения в основном металле труб уровня качества III
Тип включений | Загрязненность | ||
по среднему баллу | по максимальному баллу | ||
Сульфиды | 1,0 | 1,5 | |
Оксиды | ОС | 2,0 | 2,5 |
ОТ | 2,0 | 2,5 | |
Силикаты | СХ | 2,0 | 2,5 |
СП | 2,0 | 2,5 | |
СН | 2,5 | 3,0 | |
9.3.3 Полосчатость структуры металла с ферритно-перлитной структурой не должна превышать балла 3.
9.3.4 Величина действительного зерна металла с ферритно-перлитной структурой должна быть:
- не крупнее 7 номера для труб уровня качества I;
- не крупнее 8 номера для труб уровня качества II;
- не крупнее 9 номера для труб уровня качества III.
Нормы оценки величины действительного зерна металла с иной структурой устанавливаются по согласованию между изготовителем и потребителем.
9.4 Механические и технологические свойства металла труб и сварных соединений
9.4.1 Механические свойства основного металла труб, определенные по результатам испытаний образцов на растяжение, должны соответствовать значениям, приведенным в таблице 9.
9.4.2 Относительное равномерное удлинение основного металла труб уровня качества III должно быть не менее 6%.
Относительное сужение поперечного сечения круглых образцов основного металла труб уровня качества III должно быть не менее 70%.
9.4.3 Твердость основного металла труб должна быть не более 250 HV10.
9.4.4 Временное сопротивление сварных соединений труб при испытании плоских образцов со снятыми выпуклостями швов или грата должно быть не ниже нормативного значения, установленного для основного металла в таблице 9.
Таблица 9 - Механические свойства металла труб
Класс прочности труб | Временное сопротивление | Предел текучести | Относительное удлинение |
не менее | |||
К34 | 335 | 206 | 24 |
К38 | 375 | 235 | 22 |
К42 | 410 | 245 | 21 |
К48 | 470 | 265 | 21 |
К50 | 490 | 345 | 20 |
К52 | 510 | 355 | 20 |
К54 | 530 | 380 | 20 |
К55 | 540 | 390 | 20 |
К56 | 550 | 410 | 20 |
К60 | 590 | 460 | 20 |
9.4.5 Максимальные фактические значения временного сопротивления не должны превышать установленные нормы более чем на 108 МПа для классов прочности до К55 и более чем на 98 МПа для классов прочности К55 и более.
9.4.6 Отношение фактических значений предела текучести к временному сопротивлению (/
) основного металла труб:
- для труб типа 1 - не более 0,90;
- для труб типа 2 класса прочности до К52 включительно - не более 0,87;
- для труб типа 2 класса прочности свыше К52 не более 0,90.
9.4.7 Сварные соединения труб диаметром менее 530 мм должны выдерживать испытания на сплющивание. Сплющивание труб следует проводить до расстояния, равного 2/3 номинального наружного диаметра, между сплющивающими плоскостями без появления видимых невооруженным глазом трещин, надрывов и расслоений в сварном соединении и основном металле.
9.4.8 Сварные соединения труб диаметром 530 мм и более должны выдерживать испытание на статический изгиб. Плоские поперечные относительно оси трубы образцы сварных соединений со снятыми выпуклостями швов или гратом должны выдерживать загиб на угол до 120° без образования трещин и протяженных надрывов. Допускаются одиночные надрывы длиной не более 3,0 мм и глубиной не более 12,5% толщины образца.
9.4.9 Твердость металла сварного шва и ЗТВ (для труб типа 2) должна быть не более 260 HV10.
9.5 Характеристики сопротивления разрушению металла труб и сварных соединений
9.5.1 Для труб уровней качества I и II ударная вязкость основного металла и металла сварного соединения труб с толщиной стенки 6,0 мм и более, определенная по результатам испытаний образцов с концентратором вида V (KCV) на ударный изгиб, и доля вязкой составляющей в изломе образцов основного металла, определенная по результатам ИПГ, должны соответствовать значениям, приведенным в таблице 10.
Таблица 10 - Ударная вязкость и доля вязкой составляющей основного металла труб уровней качества I и II
Диаметр труб, мм | Ударная вязкость KCV, Дж/см | Доля вязкой составляющей в изломе образцов при ИПГ, % | |
основного металла | сварного соединения | ||
Не менее | |||
От 114 до 426 включ. | 34 | 29 | - |
Св. 426 до 630 включ. | 59 | 39 | 50 |
Св. 630 до 920 включ. | 78 | 44 | 60 |
Св. 920 до 1220 включ. | 88 | 49 | 80 |
Испытания на ударный изгиб основного металла и сварных соединений, а также ИПГ основного металла труб уровня качества I должны проводиться при температуре минус 5°C, а труб уровня качества II - при температуре минус 20°C.
9.5.2 Для труб уровня качества III ударная вязкость основного металла и металла сварного соединения, определенная по результатам испытаний образцов с концентратором вида V (KCV) на ударный изгиб, и доля вязкой составляющей в изломе образцов основного металла, определенная по результатам ИПГ, должны соответствовать значениям, приведенным в таблице 11.
Таблица 11 - Ударная вязкость и доля вязкой составляющей основного металла труб уровня качества III
Диаметр труб, мм | Ударная вязкость KCV, Дж/см | Доля вязкой составляющей в изломе образцов при ИПГ, % | |
основного металла | сварного соединения | ||
Не менее | |||
От 530 до 630 включ. | 98 | 44 | 60 |
Св. 630 до 920 включ. | 118 | 49 | 70 |
Св. 920 до 1220 включ. | 137 | 54 | 90 |
Испытания на ударный изгиб основного металла и сварных соединений труб должны проводиться при температуре минус 40°C.
ИПГ основного металла должно проводиться при температуре минус 20°C.
9.5.3 Основной металл и сварные соединения (центр шва и зона термического влияния) труб уровня качества III должны подвергаться испытаниям на трещиностойкость при температуре минус 20°C. Величина раскрытия в вершине трещины (CTOD) должна быть не менее 0,2 мм для основного металла и не менее 0,15 мм для сварного соединения.
9.6 Испытания гидравлическим давлением
9.6.1 Каждая труба должна пройти испытание внутренним гидравлическим давлением. Параметры гидравлического испытания записывают на диаграмму.
9.6.2 Трубы, при гидравлических испытаниях которых выявлены течи, потения, изменения формы или вздутия, считают не соответствующими настоящему стандарту и отбраковывают.
9.7 Состояние поверхности и дефекты сварных соединений труб
9.7.1 Качество поверхности
9.7.1.1 На наружной и внутренней поверхностях основного металла не должно быть рванин, плен, трещин, раскатанных пригаров и корочек, вкатанной окалины и иных загрязнений.
Глубина рисок, царапин, раковин, задиров не должна превышать 0,2 мм.
9.7.1.2. Не допускаются расслоения, выходящие на внешние и внутренние поверхности и торцевые участки.
9.7.1.3 На поверхности труб не допускаются вмятины глубиной более 3,2 мм.
Не допускаются вмятины любых размеров с механическими повреждениями поверхности металла и вмятины на сварном шве.
9.7.1.4 Длина вмятин в любом направлении не должна превышать 50% от номинального наружного диаметра трубы. Не допускаются вмятины глубиной более 1,5 мм, расположенные на расстоянии менее 40 мм от оси сварного шва и/или менее 40 мм от торца трубы.
Глубина вмятины измеряется как зазор между самой глубокой точкой вмятины и продолжением контура трубы.
Исправление вмятин и шлифовка механических повреждений во вмятинах не допускаются.
9.7.2 Оценка качества основного металла и сварных соединений труб физическими методами
9.7.2.1 В основном металле труб не допускаются расслоения, размеры которых превышают указанные в таблице 12.
Таблица 12 - Максимальные размеры расслоений
Уровень качества труб | Площадь, мм | Длина в любом направлении, мм |
I, II | 2500 | 55 |
III | 1500 | 45 |
Каждое расслоение длиной 25 мм и более должно отстоять от следующего более чем на 500 мм.
Не допускаются цепочки расслоений, суммарная длина которых превышает 55 мм. Цепочкой считаются расслоения размером до 25 мм, отстоящие друг от друга на расстоянии менее толщины стенки трубы.
Контроль на сплошность основного металла проводится:
- для труб типа 1 при производстве труб;
- для труб типа 2 при производстве листового проката, предназначенного для изготовления труб.
9.7.2.2 В зонах основного металла труб шириной 40 мм, примыкающих к линиям сплавления продольных швов труб типа 2, не допускаются расслоения, размер которых в любом направлении превышает 6,4 мм.
Настройка оборудования производится в соответствии с приложением Б.
9.7.2.3 На концевых участках труб диаметром 530 мм и более шириной 40 мм не допускаются расслоения, размер которых в любом направлении превышает 6,4 мм.
Настройка оборудования производится в соответствии с приложением Б.
9.7.2.4 Скошенные поверхности на торцах труб диаметром 530 мм и более должны пройти магнитопорошковый контроль или контроль люминесцентным методом.
Несплошности, индикация от которых превышает индикацию от искусственных дефектов, не допускаются.
Настройка чувствительности оборудования проводится с помощью образца с искусственными дефектами длиной (3,2±0,1) мм и шириной раскрытия (0,05±0,01) мм, ориентированными в кольцевом и радиальном направлениях.
По согласованию с потребителем контроль скошенных поверхностей торцов труб типа 1 не проводится.
9.7.2.5 Сварные соединения труб типа 1 после гидроиспытаний должны быть подвергнуты УЗК или электромагнитному контролю. Электромагнитный контроль допускается проводить для труб диаметром до 426 мм включительно.
9.7.2.6 Сварные соединения труб типа 2 должны быть подвергнуты неразрушающему контролю следующими методами:
а) при технологическом контроле сварных соединений труб (после сварки):
- 100% АУЗК сварных швов с расшифровкой участков швов, отмеченных АУЗК, РГК или РТК и РУЗК;
- 100% РУЗК по концам труб на длине до 100 мм, не контролируемых АУЗК;
- РГК или РТК и РУЗК участков сварного соединения, отремонтированных сваркой;
б) при сдаточном контроле (после гидроиспытаний труб):
- 100% АУЗК сварных швов с расшифровкой участков швов, отмеченных АУЗК, РГК или РТК и РУЗК;
- 100% РГК или РТК концевых участков сварных швов на длине не менее 200 мм.
Сварные соединения труб, предназначенных для сооружения подводных переходов, должны быть подвергнуты 100% РГК или РТК при технологическом или сдаточном контроле.
9.7.2.7 Отбраковка сварных соединений по результатам неразрушающего контроля должна проводиться в соответствии с приложениями Б-Г.
9.7.3 Дефекты сварных соединений труб
9.7.3.1 Сварные соединения должны быть без непроваров, трещин, прожогов, свищей, пор, наплывов и резких сужений.
Начальные участки и концевые кратеры сварных швов у труб типа 2 должны быть полностью удалены.
9.7.3.2 Глубина одиночных подрезов в одном сечении шва труб типа 2 должна быть не более 0,4 мм для труб уровней качества I и II и не более 0,2 мм для труб уровня качества III и для труб, предназначенных для подводных переходов. Длина подрезов - не более 150 мм.
Не допускаются неотремонтированные подрезы в одном сечении трубы с наружной и внутренней поверхности швов.
9.8 Предельная намагниченность труб
Остаточная магнитная индукция на торцах труб должна быть не более 3 мТл.
10 Методы ремонта основного металла и сварных соединений труб
10.1 Устранение поверхностных дефектов основного металла труб производится зачисткой абразивным инструментом. Места зачисток не должны выводить толщину стенки за пределы минусового допуска.
10.2 Исправление вмятин и шлифовка механических повреждений во вмятинах не допускаются.
10.3 Ремонт основного металла труб сваркой не допускается.
10.4 Подрезы сварных соединений глубиной до 0,8 мм включительно допускается ремонтировать зачисткой. Подрезы глубиной более 0,8 мм ремонтируют сваркой с последующей зачисткой.
10.5 Допускается ремонт сварных соединений труб типа 2 (кроме сварных соединений труб, предназначенных для строительства подводных переходов трубопроводов) в заводских условиях зачисткой и удалением дефектов с последующей заваркой. Расстояние до ремонтных участков от торцов труб не должно быть менее 300 мм, а расстояние между ремонтными участками не должно быть менее двух номинальных наружных диаметров трубы. Ремонтный участок должен быть длиной не менее 50 мм и не более 300 мм. Суммарная длина отремонтированных участков не должна превышать 10% от длины сварного шва.
10.6 Для ремонта сварных соединений должны применяться полуавтоматическая сварка в среде защитных газов или ручная дуговая сварка покрытыми электродами.
Заварка кратеров, получающихся при прекращении и возобновлении сварки, не допускается.
11 Контроль
11.1 Приемка труб
11.1.1 Трубы принимают партиями. Партия должна состоять из труб одного типа, одинаковых номинальных размеров (наружный диаметр, толщина стенки, длина (при поставке мерных труб), одного класса прочности, одного уровня качества, одной или нескольких плавок, одного вида термообработки (если применяется), изготовленных по одному технологическому процессу.
11.1.2 Максимальное количество труб в партии должно быть не более:
- 400 шт. - для труб диаметром от 114 до 159 мм включительно;
- 200 шт. - для труб диаметром свыше 159 до 426 мм включительно;
- 100 шт. - для труб диаметром свыше 426 мм до 1020 мм;
- 50 шт. - для труб диаметром 1020 мм и более.
11.1.3 Для проверки соответствия труб техническим требованиям проводят приемо-сдаточные испытания.
Приемо-сдаточные испытания по контролю показателей качества труб должны проводиться на каждой трубе или на отдельных трубах от партии согласно таблице 13.
Таблица 13 - Объем приемо-сдаточных испытаний
Наименование показателей качества труб | Объем контролируемых труб в партии (плавке) |
1 Показатели, контролируемые с помощью ВИК: качество наружной и внутренней поверхностей основного металла и сварного соединения, торцов, маркировки | Каждая труба |
2 Размеры труб, определяемые измерением: длина, толщина стенки, диаметр, овальность, кривизна, отклонение профиля от окружности труб типа 2, разделка торцов, высота остатка грата труб типа 1, высота и ширина сварных швов труб типа 2, смещение кромок, смещение и перекрытие осей и перекрытие швов труб типа 2 | Каждая труба |
3 Показатели сплошности основного металла и сварных соединений труб типа 1, сварных соединений и основного металла по концам труб типа 2, определяемые неразрушающими методами контроля: расслоения, трещины, непровары и другие внутренние дефекты основного металла и сварного соединения | Каждая труба |
4 Герметичность и прочность при гидроиспытаниях | Каждая труба |
5 Механические свойства основного металла: испытания на растяжение, ударную вязкость, ИПГ, измерение твердости, испытания на трещиностойкость металла труб уровня качества III | Две трубы (одношовные) или одна труба (двухшовная) от плавки |
6 Механические свойства сварного соединения: испытания на растяжение, ударную вязкость, сплющивание кольцевых образцов труб диаметром менее 530 мм, статический изгиб сварных соединений труб диаметром 530 мм и более, измерение твердости, испытания на трещиностойкость металла сварного шва труб уровня качества III | Две трубы (одношовные) или одна труба (двухшовная) от партии |
7 Остаточная магнитная индукция | Две трубы от партии |
Примечание - Частота испытаний на трещиностойкость устанавливается по согласованию с потребителем. | |
Химический состав, структура основного металла и параметры свариваемости C и P
, принимаются по документу о качестве поставщика металла.
Если прокат, использованный для изготовления труб, состоит из стали одной плавки, но с различным состоянием поставки (видом термообработки), то механические свойства основного металла и сварного соединения труб должны определяться для каждого состояния поставки (вида термообработки) проката.
11.1.4 Изготовитель должен документально подтверждать свойства труб, установленные настоящим стандартом.
11.1.5 На каждую партию труб оформляют документ о качестве.
Документ о качестве должен быть подписан уполномоченным лицом и заверен штампом службы технического контроля изготовителя труб.
В документе о качестве на партию труб должны содержаться следующие основные сведения:
- наименование и товарный знак изготовителя;
- наименование грузополучателя;
- номер заказа или контракта;
- дата выпуска документа о качестве;
- обозначение нормативного документа на трубы;
- наименование изготовителя листового (рулонного) проката и обозначение нормативного документа на прокат;
- тип труб, номинальные размеры в мм (наружный диаметр, толщина стенки) и длину труб в м;
- класс прочности труб;
- уровень качества;
- номер партии и плавки, состояние поставки (вид термообработки) листового (рулонного) проката;
- номера труб (для труб диаметром 530 мм и более);
- химический состав металла труб, параметры свариваемости C и P
(для труб с содержанием углерода в металле до 0,12% включительно);
- вид термообработки (если применяется);
- результаты механических испытаний основного металла для каждой плавки;
- результаты механических испытаний сварного соединения для каждой партии;
- результаты контроля структуры металла (балльность по неметаллическим включениям, полосчатость структуры металла, номер зерна);
- расчетное давление гидравлического испытания без учета осевого подпора;
- теоретическая масса и длина каждой трубы. Для труб диаметром до 426 мм включительно указывают количество труб в партии, их общую длину в метрах и массу;
- отметки о проведении неразрушающего контроля;
- штамп службы технического контроля.
11.1.6 Каждая труба уровня качества III должна сопровождаться электронным паспортом трубы, в котором приводятся все данные, указанные в пункте 10.1.5 (кроме штампа службы технического контроля).
Дополнительно в электронном паспорте трубы указываются сведения об использованных сварочных материалах и режимах сварки, величина пластической деформации при экспандировании труб, места ремонта сварных соединений в координатах по длине трубы, места шлифовки основного металла труб с целью удаления поверхностных дефектов в координатах по длине и периметру трубы и сведения по неразрушающему контролю отремонтированных участков сварного шва и мест шлифовки основного металла.
Форма электронного паспорта трубы приведена в приложении Д.
11.1.7 При отрицательных результатах приемо-сдаточных испытаний хотя бы по одному из показателей, приемка партии труб осуществляется на основании повторных испытаний на удвоенной выборке образцов. Трубы, на образцах которых были получены отрицательные результаты испытаний, бракуются.
При неудовлетворительных результатах повторных испытаний основного металла, бракуют трубы из испытанной плавки. При неудовлетворительных результатах повторных испытаний сварного соединения, бракуют трубы из испытанной партии.
Допускается приемка труб на основании испытаний каждой трубы по показателю, имеющему неудовлетворительные результаты, либо проведение термообработки забракованной партии (для труб типа 1) и предъявления ее к приемке как новой.
11.2 Отбор проб, заготовок, образцов
11.2.1 Для проверки качества труб отбирают заготовки, пробы и образцы для испытаний по ГОСТ 30432.
11.2.2 От одношовной трубы, выбранной для контроля механических свойств основного металла, отбирают:
- пробы основного металла для изготовления одного образца для испытаний на растяжение, трех образцов для испытаний на ударный изгиб, двух образцов для испытаний падающим грузом, одного образца для измерения твердости;
- пробы сварного соединения для изготовления одного образца для испытаний на растяжение, трех образцов для испытаний на ударный изгиб центра шва, трех образцов для испытаний на ударный изгиб зоны термического влияния (для труб типа 2), двух кольцевых образцов для испытаний на сплющивание (для труб диаметром менее 530 мм), двух образцов для испытаний на статический изгиб (для труб диаметром 530 мм и более), одного образца для измерения твердости.
11.2.3 От основного металла труб уровня качества III дополнительно отбирают пробы для изготовления одного образца для испытаний на растяжение с целью определения относительного равномерного удлинения, одного цилиндрического образца для испытаний на растяжение с целью определения относительного сужения и пробы для изготовления шести образцов для испытаний с целью определения характеристик трещиностойкости.
От сварного соединения труб уровня качества III дополнительно отбирают пробы для изготовления 12 поперечных образцов (шесть образцов с надрезом в металле шва, шесть образцов - в зоне термического влияния) для испытаний с целью определения характеристик трещиностойкости.
11.2.4 От двухшовных труб, выбранных для контроля свойств основного металла и сварного соединения, отбирают от каждого полуцилиндра и каждого сварного соединения пробы в количестве, равном пробам, вырезаемым из одношовных труб.
11.2.5 Допускается правка заготовок для изготовления образцов с применением статической нагрузки.
11.3 Проверка химического состава
При необходимости определения химического состава металла готового изделия, пробы отбирают по ГОСТ 7565 от одного из темплетов основного металла.
Химический состав определяют по ГОСТ 22536.0 - ГОСТ 22536.12, ГОСТ 12344 - ГОСТ 12352, ГОСТ 12354 - ГОСТ 12362, ГОСТ 17745, ГОСТ 18895, ГОСТ 28033
11.4 Испытания основного металла
11.4.1 Испытания на растяжение
Испытание на растяжение основного металла труб диаметром менее 219 мм проводят по ГОСТ 10006 на продольных относительно оси трубы пятикратных образцах в виде полосы. Образцы отбирают на участке, расположенном под углом 90° к сварному шву.
Испытание на растяжение основного металла труб диаметром 219 мм и более проводят по ГОСТ 10006 на поперечных относительно оси трубы плоских пятикратных образцах типа I по ГОСТ 1497. По согласованию между изготовителем и потребителем, допускается проведение испытаний на растяжение на поперечных цилиндрических образцах типа III по ГОСТ 1497.
Для определения относительного равномерного удлинения (для металла труб уровня качества III) проводят испытания продольных относительно оси трубы плоских десятикратных образцов типа I по ГОСТ 1497.
Для определения относительного сужения поперечного сечения после разрыва (для металла труб уровня качества III) проводят испытания поперечных относительно оси трубы пропорциональных цилиндрических образцов типа III по ГОСТ 1497.
11.4.2 Испытания на ударный изгиб
Испытания металла на ударный изгиб труб диаметром до 219 мм проводят по ГОСТ 9454 на продольных относительно оси трубы образцах типа 12 (для толщин стенок 8,5 мм и более) или типа 13 (для толщин менее 8,5 мм).
Испытания металла на ударный изгиб труб диаметром 219 мм и более проводят по ГОСТ 9454 на поперечных относительно оси трубы образцах типа 11 (для толщин стенок 12,0 мм и более), типа 12 (для толщин стенок от 9,5 до 12,0 мм) или типа 13 (для толщин стенок менее 9,5 мм).
Ударная вязкость определяется как среднеарифметическое значение по результатам испытаний трех образцов. На одном образце допускается снижение ударной вязкости от установленных норм на 9,8 Дж/см.
Надрез на образцах выполняют перпендикулярно к прокатной поверхности металла. Допускается совпадение боковой поверхности образца, перпендикулярной к оси концентратора, с поверхностью исходного проката.
11.4.3 Испытания падающим грузом
Испытания падающим грузом основного металла проводят по ГОСТ 30456 для труб диаметром 508 мм и более, толщиной стенки более 7,5 мм.
Доля вязкой составляющей в изломе определяется как среднеарифметическое значение по результатам испытания двух образцов.
При среднем значении доли вязкой составляющей в изломе 50% индивидуальное значение должно быть не ниже 45%, при среднем значении 60% индивидуальное - не ниже 55%, при среднем значении 70% индивидуальное - не ниже 65%, при среднем значении 80% индивидуальное - не ниже 75%, при среднем значении 90% индивидуальное - не ниже 80%.
11.4.4 Испытания на трещиностойкость
Испытания проводятся в соответствии с [1] или ГОСТ 25.506 на плоских прямоугольных образцах (испытание на изгиб).
Плоскость разрушения образцов должна быть ориентирована в направлении Y-X по [1], T-L по ГОСТ 25.506.
Величину раскрытия в вершине трещины определяют как минимальную величину по результатам испытаний трех образцов.
11.4.5 Измерение твердости
Измерение твердости основного металла HV10 проводят по ГОСТ 2999.
11.4.6 Металлографический контроль
Металлографический контроль микроструктуры металла должен проводиться для каждой плавки.
Загрязненность стали неметаллическими включениями оценивается по ГОСТ 1778 (метод Ш6).
По требованию потребителя содержания* в стали неметаллических включений проводится по ГОСТ Р ИСО 4967 по согласованным критериям.
___________________
* Текст документа соответствует оригиналу. - .
Величина действительного зерна металла с ферритно-перлитной структурой оценивается по ГОСТ 5639 (шкала 1).
Полосчатость структуры металла с ферритно-перлитной структурой оценивается по ГОСТ 5640 (шкала 3).
По согласованию изготовителя с потребителем допускается применение других методов оценки микроструктуры металла, в том числе автоматизированных.
11.5 Испытания сварных соединений
11.5.1 Испытания на растяжение
Испытание на растяжение сварного соединения труб проводят по ГОСТ 6996 на плоских поперечных относительно оси трубы образцах типа XIII со снятыми выпуклостями наружного и внутреннего швов или грата механическим способом до уровня основного металла.
11.5.2 Испытания на ударный изгиб
Испытание на ударный изгиб сварного соединения проводят по ГОСТ 6996 на образцах типа X для толщин стенки труб до 12 мм и на образцах типа IX для толщин стенки труб 12 мм и более. Надрез на ударных образцах выполняют перпендикулярно к поверхности исходного проката по центру шва и по зоне термического влияния сварного шва (для труб типа 2), сваренного последним.
Надрез на образцах наносится в соответствии с рисунком 3.
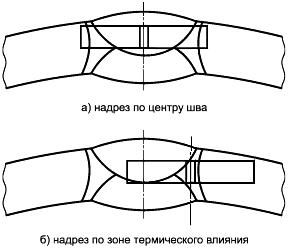
Рисунок 3 - Нанесение надреза при испытании сварного соединения на ударный изгиб
Ударную вязкость определяют как среднеарифметическое значение по результатам испытаний трех образцов. На одном образце допускается снижение ударной вязкости от установленных норм на 5,0 Дж/см.
11.5.3 Испытание на сплющивание
Испытание на сплющивание проводят по ГОСТ 8695.
Испытанию подвергаются два кольцевых образца. На одном из образцов сварной шов должен совпадать, а на втором находиться под углом 90° к оси приложения нагрузки.
11.5.4 Испытания на статический изгиб
Испытания сварных соединений на статический изгиб проводят на угол 120° в соответствии с ГОСТ 6996 на двух образцах со снятыми выпуклостями шва или гратом. Один образец располагают внутренним швом в растянутой зоне, а другой - наружным швом в растянутой зоне.
11.5.5 Измерение твердости
Измерение твердости сварных соединений HV10 проводят по ГОСТ 2999. Схема измерения - по ГОСТ 6996.
11.5.6 Испытания на трещиностойкость
Испытания проводятся в соответствии с [2] на плоских прямоугольных образцах (испытание на изгиб).
Плоскость разрушения образцов должна быть ориентирована в направлении N-P.
Величину раскрытия в вершине трещины определяют как минимальную величину по результатам испытаний трех образцов.
11.6 Измерение геометрических параметров
Измерение геометрических параметров трубы проводят:
- периметр и длину - рулеткой по ГОСТ 7502;
- толщину стенки - микрометром типа МТ по ГОСТ 6507, стенкомером по ГОСТ 11358 или ультразвуковым толщиномером. По согласованию с потребителем толщина стенки труб типа 1 измеряется по ГОСТ Р ИСО 10543;
- отклонение профиля наружной поверхности труб от окружности - шаблоном, изготовленным по технической документации;
- отклонение от прямолинейности на 1 м длины и общее отклонение от прямолинейности - по наибольшему расстоянию между поверхностью трубы и поверочной линейкой по ГОСТ 8026, установленной на ребро или струной, натянутой на призмы, соответственно;
- наружный диаметр труб диаметром до 530 мм - штангенциркулем по ГОСТ 166. Наружный диаметр труб диаметром 530 мм и более D, мм рассчитывается по формуле
![]() , (4)
, (4)
где П - периметр трубы в поперечном сечении, измеренный металлической рулеткой, мм;
- толщина измерительной ленты рулетки, мм;
0,2 - погрешность при измерении периметра трубы за счет перекоса ленты, мм;
- максимальный и минимальный диаметры, используемые при определении овальности концов труб, - штангенциркулем по ГОСТ 166, металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 измерением внутреннего диаметра. В зоне сварного соединения (100 мм по обе стороны от оси сварного шва) контроль овальности не проводят;
- форму фаски на торцах труб - шаблонами, изготовленными по технической документации;
- угол (углы) фаски - угломером по ГОСТ 5378 или шаблонами, изготовленными по технической документации;
- ширину торцевого притупления на концах труб - штангенглубиномером по ГОСТ 162 или шаблонами, изготовленными по технической документации;
- высоту выпуклости наружных и внутренних сварных швов и глубину поверхностных дефектов - измерительными инструментами, оснащенными индикаторным устройством часового типа, шкалой с нониусом или электронным цифровым отсчетным устройством и ценой деления не более 0,1 мм, изготовленными по технической документации;
- ширину выпуклости наружных и внутренних швов - штангенциркулем по ГОСТ 166;
- высоту остатков наружного и внутреннего грата - микрометром по ГОСТ 6507;
- относительное смещение кромок - штангенглубиномером по ГОСТ 162 или измерительными инструментами, оснащенными индикаторным устройством часового типа, шкалой с нониусом или электронным цифровым отсчетным устройством и ценой деления не более 0,1 мм, изготовленными по технической документации;
- смещение и перекрытие сварных швов - на микрошлифе с использованием инструментального микроскопа (один образец от партии) или на торцах труб после обработки фаски и травления визуально.
Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) обеспечивается технологией обработки торцов.
Допускается применение других средств измерений, в том числе автоматизированных, обеспечивающих требуемую точность.
Все средства измерений, используемые для контроля размеров труб, должны быть поверены и иметь действующие свидетельства или клейма.
11.7 Гидроиспытания
Испытательное давление P, МПа, рассчитывают по нормативному пределу текучести по формуле
![]() , (5)
, (5)
где S - минимальная (с учетом минусового допуска) толщина стенки, мм;
R - расчетное значение окружных напряжений в стенке, принимаемое равным 0,95 от нормативного предела текучести, приведенного в таблице 6, МПа;
D - внутренний диаметр трубы, мм.
Внутренний диаметр трубы D, мм определяется по формуле
D=D
-2S
. (6)
При определении испытательного давления следует учитывать влияние осевого подпора, рассчитываемого по ГОСТ 3845.
Если расчетное испытательное давление для труб диаметром 273 мм и менее превышает 12 МПа, то допускается испытывать данные трубы давлением 12 МПа.
11.7.2 Гидроиспытания труб проводят по ГОСТ 3845.
Трубы диаметром до 530 мм выдерживают под давлением не менее 10 с, а трубы диаметром 530 мм и более - не менее 20 с.
11.8 Измерение остаточной магнитной индукции
Измерение остаточной магнитной индукции проводят на торцах труб поверенным магнитометром (миллитесламетром).
11.9 Контроль качества поверхности
11.9.1 Контроль качества поверхности проводят с помощью визуального и измерительного контроля в соответствии с [3].
11.9.2 Контроль качества внутренней поверхности труб типа 2 диаметром 720 мм и более должен осуществляться непосредственным осмотром изнутри каждой трубы по всей длине.
Контроль качества внутренней поверхности труб типа 2 диаметром менее 720 мм производится "на просвет" с размещением источника света на одном конце трубы.
12 Маркировка
12.1 На наружной поверхности (для труб диаметром до 530 мм) или внутренней поверхности (для труб диаметром 530 мм и более) каждой трубы на расстоянии от 50 до 500 мм от одного из торцов должна быть нанесена четкая маркировка белой несмываемой краской, содержащая:
- товарный знак изготовителя труб;
- обозначение настоящего стандарта;
- класс прочности труб и уровень качества;
- параметры свариваемости C, P
(для труб с содержанием углерода в металле до 0,12% включительно);
- месяц и год изготовления;
- номер партии;
- номер трубы (для труб диаметром 530 мм и более);
- номинальные размеры (наружный диаметр в мм, толщина стенки в мм) и длину трубы в м;
- штамп службы технического контроля.
Трубы, предназначенные для строительства подводных переходов трубопроводов, дополнительно маркируются отметкой "ПП".
По согласованию между изготовителем и потребителем, на трубы наносится дополнительная маркировка или применяются самоклеящиеся этикетки вместо маркировки.
12.2 На наружной поверхности каждой трубы диаметром 530 мм и более на расстоянии от 50 до 140 мм от одного из торцов и на расстоянии от 200 до 300 мм от оси сварного шва должно быть выбито клеймо с ее номером и товарным знаком изготовителя труб. Глубина отпечатка клейма не должна превышать 0,2 мм.
Для труб уровня качества III расстояние от торцов труб, на котором выбивается клеймо, должно составлять от 50 до 100 мм.
13 Сохранение записей
Изготовитель должен сохранять и предоставлять потребителю по его требованию в течение трех лет со дня приобретения продукции у изготовителя записи по следующим видам контроля и испытаний:
- контроль химического состава и микроструктуры металла;
- испытание металла труб на растяжение, ударный изгиб, ИПГ, трещиностойкость;
- испытание сварного соединения на растяжение, ударный изгиб, статический изгиб (сплющивание), трещиностойкость;
- контроль твердости основного металла и сварных соединений труб;
- гидравлическим испытаниям;
- неразрушающий контроль, в том числе после ремонта сварных соединений труб типа 2;
- контроль остаточной магнитной индукции.
Изготовитель должен сохранять сведения о видах и методах ремонта, которым подвергались трубы в процессе производства.
14 Погрузка труб
14.1 Погрузка труб должна производиться в соответствии со схемами погрузки, разработанными для каждого вида транспорта (автомобильный, железнодорожный, водный) и действующими правилами.
14.2 Погрузка не должна приводить к пластической деформации труб, повреждению их торцов, трещинообразованию.
14.3 Упаковку, транспортирование и хранение труб проводят по ГОСТ 10692.
Приложение А
(обязательное)
Условия эксплуатации, хранения, транспортирования и проведения строительно-монтажных работ
Условия эксплуатации, хранения, транспортирования и проведения строительно-монтажных работ, при которых сохраняются эксплуатационные свойства труб, должны соответствовать следующим требованиям:
- минимальная температура стенки для труб уровня качества I при эксплуатации (температура транспортируемой нефти или нефтепродукта при рабочем давлении) должна быть не ниже минус 5°C, для труб уровня качества II и III - не ниже минус 20°C;
- минимальная температура стенки труб при хранении, транспортировании и проведении строительно-монтажных работ (температура воздуха наиболее холодной пятидневки с обеспеченностью 0,92 в соответствии с [4]) должна быть не ниже минус 40°C для труб уровня качества I и не ниже минус 60°C для труб уровней качества II и III;
- максимальная температура стенки труб (максимальная температура окружающего воздуха) при хранении, транспортировании и проведении строительно-монтажных работ должна быть не выше 80°C.
Приложение Б
(обязательное)
Требования к ультразвуковому контролю
Б.1 Операторы, выполняющие УЗК труб, должны пройти соответствующую подготовку, сдать необходимые экзамены и быть аттестованы. Периодичность аттестации - по [5].
По согласованию с потребителем проводится сертификация по ГОСТ Р 54795.
Б.2 Оборудование, используемое для УЗК, должно обеспечивать возможность длительного и непрерывного контроля основного металла и сварных соединений труб. Проверка надежности и эффективности контроля должна осуществляться не реже одного раза за 4 ч работы с использованием контрольных образцов согласно пункту Б.4. Настройку и проверку настройки оборудования на контрольном образце необходимо проводить, используя методы и режимы, аналогичные применяемым при контроле изделия.
Б.3 При контроле сварного соединения оборудование должно обеспечивать контроль сварного шва плюс 1,6 мм основного металла с обеих сторон от шва.
Б.4 Контрольные образцы должны иметь ту же номинальную толщину, что и проверяемое изделие. Радиус контрольного образца должен быть в пределах от 0,9 до 1,1 от радиуса проверяемого изделия. Необходимая длина контрольного образца определяется изготовителем изделий. Применительно к контролю сварного соединения образцы должны иметь продольные пазы с обеих сторон шва (один паз на внутренней поверхности контрольного образца и один - на наружной его поверхности) и/или просверленное отверстие в центре сварного шва. Размеры пазов и отверстия приведены на рисунке Б.1. Пазы должны быть параллельны сварному шву и расположены друг от друга на расстоянии, достаточном для получения двух отдельных и различимых сигналов. Отверстия просверливаются сквозь стенку, перпендикулярно поверхности контрольного образца.
Применительно к контролю основного металла и зоны термического влияния сварного шва на контрольных образцах выполняют плоскодонное отверстие диаметром 6 мм и глубиной, равной половине толщины стенки трубы или исходной заготовки.
Б.5 Предельно допустимый уровень сигнала, образуемого контрольным отражателем, приведен в таблице Б.1. Дефект сварного соединения, уровень сигнала от которого превышает уровень сигнала от контрольного отражателя квалифицируется как недопустимый, если только его размеры не превышают размеры допустимых дефектов, приведенных в настоящем стандарте.
Б.6 Участки сварных швов с дефектами труб типа 2, рассматриваемыми как недопустимые по данным УЗК, перепроверяются рентгеновским контролем и РУЗК.
Б.7 Предельно допустимый уровень сигнала от дефекта типа расслоения при контроле основного металла или зоны термического влияния не должен превышать уровня сигнала, образуемого контрольным отражателем.
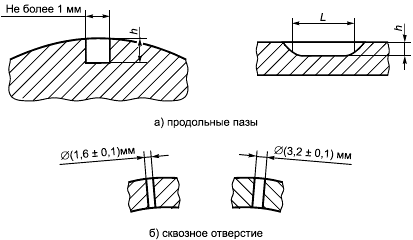
h - глубина паза, равная (5±1,5)% или (10±1,5)% от толщины стенки, но не менее 0,3 мм; L - длина на полной глубине 50 мм
Рисунок Б.1 - Контрольные образцы для УЗК сварного соединения труб
Таблица Б.1 - Предельно допустимый уровень сигнала
Способ сварки | Диаметр отверстия, мм | Глубина паза, % от толщины стенки | Предельно допустимый уровень сигнала |
Дуговая сварка под флюсом, сварка в защитных газах и процессы сварки, применяемые при ремонте швов | 1,6 | 5±1,5 | 100% от уровня сигнала от контрольного отражателя |
Высокочастотная сварка | 3,2 | 10±1,5 |
Приложение В
(обязательное)
Требования к рентгеновскому контролю
В.1 При рентгеновском контроле качества швов применяются РГК (с помощью пленок) или РТК (с проектированием изображения на экран) - методы, обеспечивающие требуемую чувствительность.
В.2 Операторы, выполняющие рентгеновский контроль труб, должны пройти соответствующую подготовку, сдать необходимые экзамены и быть аттестованы. Периодичность аттестации - по [5].
По согласованию с потребителем проводится сертификация по ГОСТ Р 54795.
В.3 Проверка надежности и эффективности оборудования для рентгеновского контроля должна осуществляться не реже одного раза за 4 ч работы с использованием контрольных эталонов.
В.4 В качестве контрольного эталона РГК необходимо использовать стандартные проволочные эталоны чувствительности по ГОСТ Р ИСО 3183.
Параметры эталонов чувствительности приведены в таблице В.1.
Таблица В.1 - Параметры эталонов чувствительности
Толщина сварного шва, мм | Диаметр проволоки, мм | Комплект проволок | Номер проволоки |
До 8 включ. | 0,16 | W10-W16 | 14 |
От 8 до 11 включ. | 0,20 | W10-W16 | 13 |
От 11 до 14 включ. | 0,25 | W10-W16 или W6-W12 | 12 |
От 14 до 18 включ. | 0,32 | W10-W16 или W6-W12 | 11 |
От 18 до 25 включ. | 0,40 | W10-W16 или W6-W12 | 10 |
От 25 до 32 включ. | 0,50 | W6-W12 | 9 |
От 32 до 41 включ. | 0,63 | W6-W12 | 8 |
От 41 до 50 включ. | 0,80 | W6-W12 | 7 |
Примечание - Толщина сварного шва определяется как толщина стенки трубы плюс выпуклость сварного шва. | |||
В.5 При РГК с использованием пленки эталон чувствительности должен располагаться на каждой пленке. При РГК трубу следует удерживать в неподвижном положении. Для обеспечения четкости изображения и требуемой чувствительности контроля должны быть четко различимы проволоки эталона чувствительности.
В.6 При РТК для определения четкости изображения дефектов на рабочих скоростях контроля необходимо использовать отрезок трубы с минимальной толщиной стенки. В центре шва такой трубы должны быть просверлены сквозные отверстия диаметром 0,8 мм, как показано на рисунке В.1ж. Необходимо выполнить не менее четырех серий таких отверстий на расстоянии 300 мм друг от друга. По усмотрению изготовителя труб вместо отрезка трубы для этих же целей могут быть использованы эталоны чувствительности, указанные в В.4.
Скорость контроля должна быть выбрана такой, чтобы обеспечить четкое визуальное определение оператором отверстий в отрезке трубы либо отдельных проволочек эталонов чувствительности.
В.7 Рентгеновский контроль должен обеспечивать выявление дефектов, указанных в В.8 и В.9.
В.8 Максимально допустимые размеры и распределение дефектов типа шлаковых включений и/или пор в сварных соединениях приведены в таблицах В.2 и В.3, а также на рисунках В.1 и В.2.
При определении допустимости дефектов необходимо учитывать размер дефектов, их размещение относительно друг друга, а также сумму диаметров дефектов на заданной длине шва. В общем случае это расстояние принимается равным 150 мм.
8.9 Недопустимыми дефектами при рентгеновском контроле являются трещины, непровары, а также дефекты типа шлаковых включений и пор, размеры и/или распределение которых превышают указанные в таблицах В.2 и В.3, а также на рисунках В.1 и В.2.
Таблица В.2 - Дефекты типа удлиненных шлаковых включений
Максимальные размеры дефектов, мм | Минимальное расстояние между дефектами, мм | Максимальное количество дефектов на длине 150 мм |
1,6x13,0 | 150,0 | 1 |
1,6x6,4 | 75,0 | 2 |
1,6x3,2 | 50,0 | 3 |
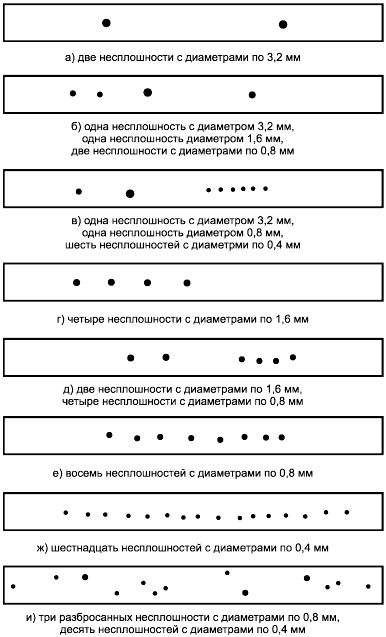
Рисунок В.1 - Примеры максимально допустимого распределения в швах дефектов типа круглых шлаковых включений и пор
В.10 Максимальная суммарная длина дефектов типа удлиненных шлаковых включений на любом участке, равном 150 мм, не должна превышать 13,0 мм.
В.11 Допускается расположение двух дефектов типа круглых шлаковых включений и пор диаметром 0,8 мм и менее на расстоянии одного диаметра друг от друга при условии, что они находятся на расстоянии 13,0 мм от всех других дефектов.
В.12 Максимальная суммарная длина дефектов типа круглых шлаковых включений и пор на любом участке, равном 150 мм, не должна превышать 6,4 мм.
Таблица В.3 - Дефекты типа круглых шлаковых включений и пор
Диаметр дефекта, мм, не более | Диаметр смежного дефекта, мм, не более | Минимальное расстояние между смежными дефектами, мм | Максимальное количество дефектов на длине 150 мм |
3,2 | 3,2 | 50,0 | 2 |
3,2 | 1,6 | 25,0 | Не установлено |
3,2 | 0,8 | 13,0 | Не установлено |
3,2 | 0,4 | 9,5 | Не установлено |
1,6 | 1,6 | 13,0 | 4 |
1,6 | 0,8 | 9,5 | Не установлено |
1,6 | 0,4 | 6,4 | Не установлено |
0,8 | 0,8 | 6,4 | 8 |
0,8 | 0,4 | 4,8 | Не установлено |
0,4 | 0,4 | 3,2 | 16 |
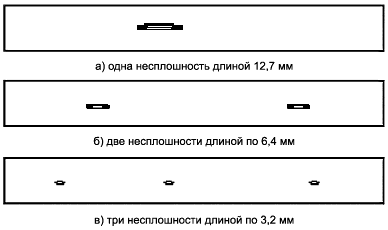
Рисунок В.2 - Примеры максимально допустимого распределения в швах дефектов типа удлиненных шлаковых включений
Приложение Г
(обязательное)
Требования к электромагнитному контролю
Г.1 Операторы, выполняющие электромагнитный контроль труб, должны пройти соответствующую подготовку, сдать необходимые экзамены и быть аттестованы. Периодичность аттестации по [5].
По согласованию с потребителем проводится сертификация по ГОСТ Р 54795.
Г.2 Оборудование, используемое для электромагнитного контроля, должно обеспечивать возможность длительного и непрерывного контроля основного металла и сварных соединений труб. Проверка надежности и эффективности контроля должна осуществляться не реже одного раза за 4 ч работы с использованием контрольных образцов согласно Г.3. Настройку и проверку настройки оборудования на контрольном образце необходимо проводить используя методы и режимы, аналогичные применяемым при контроле изделия.
Г.3 Контрольные образцы должны иметь ту же номинальную толщину, что и проверяемое изделие. Радиус контрольного образца должен быть в пределах от 0,9 до 1,1 от радиуса проверяемого изделия. Необходимая длина контрольного образца определяется изготовителем изделий.
Применительно к контролю сварного соединения образцы должны иметь продольные пазы в сварном соединении (один паз на внутренней поверхности контрольного образца и один - на наружной его поверхности).
Применительно к контролю основного металла образцы должны иметь продольные и поперечные пазы на наружной и внутренней поверхности и сквозное отверстие.
Размеры пазов и отверстия приведены на рисунке Г.1.
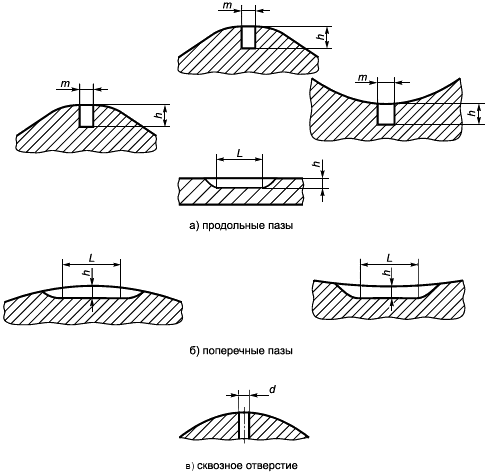
h - глубина паза, равная (10±1,5)% от толщины стенки, но не менее 0,3 мм; L - длина на полной глубине 50 мм; d - диаметр, равный (3,2±0,1) мм; m - ширина паза, не более 0,5 мм
Рисунок Г.1 - Контрольные образцы для электромагнитного контроля
Приложение Д
(рекомендуемое)
Форма электронного паспорта трубы
Изготовитель трубы: | |||||||||||||||
Грузополучатель: | |||||||||||||||
Заказ N | Дата | ||||||||||||||
Тип трубы | |||||||||||||||
Нормативная (техническая) документация на трубу: | |||||||||||||||
Номер трубы | Номер партии | Номер плавки | Размеры трубы | Теорети- | Класс проч- | Уровень | Давление гидроис- | ||||||||
Номи- | Номи- | Длина, м | |||||||||||||
Информация о листовом (рулонном) прокате
Изготовитель проката | Нормативная/техническая документация на прокат | Способ изготовления | УЗК | ||
100% УЗК в соответствии с 8.3, 9.7.2.1 | |||||
Вид термообработки трубы | |||||
Химический состав основного металла
C | Mn | Si | S | P | Cr | Ni | Cu | AI | N | Nb | V | Ti | Mo | B | C | P |
Микроструктура основного металла
Загрязненность неметаллическими включениями, балл | Величина действительного зерна, номер | Полосчатость структуры, балл | |||||
Сульфиды | Оксиды | Силикаты | |||||
ОС | ОТ | СХ | СП | СН | |||
Механические свойства основного металла
Предел текучести, МП | Временное сопротив- | Относи- | Ударная вязкость KCV при темпера- | Отношение предела текучести к пределу прочности | Твердость HV10 | Доля вязкой состав- | Раскрытие в вершине трещины, мм |
Механические свойства сварного соединения
Временное сопротивление, МПа | Ударная вязкость KCV при температуре , ______Дж/см | Угол загиба, градус | Твердость HV10 | Раскрытие в вершине трещины, мм | |
центр шва | зона термического влияния | ||||
Сварочные материалы
Флюс | Проволока |
Режимы сварки
Шов | Вид сварки | Количество дуг, шт. | Защитный газ | Ток, А | Напряжение, В | Скорость сварки, м/мин | ||
Технологический | ||||||||
Внутренний | - | |||||||
Наружный | - | |||||||
Участок ремонта | ||||||||
Величина пластической деформации при экспандировании | ||||||||
Места ремонта сварного соединения труб (кроме труб для подводных переходов)
Номер ремонтного участка | Координата начала ремонтного участка, м | Координата конца ремонтного участка, м | Длина ремонтного участка, м |
Примечание - За нулевую координату принят торец конца трубы с маркировкой (клеймением). | |||
Места шлифовки основного металла
Номер участка шлифовки | Координата начала участка шлифовки по оси трубы, м | Координата конца участка шлифовки по оси трубы, м | Координата начала участка шлифовки по периметру трубы, градус | Координата конца участка шлифовки по периметру трубы, градус | |
Примечания 1 За нулевую координату по оси трубы принят торец конца трубы с маркировкой (клеймением). 2 За нулевую координату в градусах по периметру трубы принят сварной шов при его нахождении в положении 12 ч. | |||||
Неразрушающий контроль сварного шва, в том числе ремонтных участков: | |||||
Рентгенографический контроль сварного шва на концах труб на длине не менее 200 мм: | ||||
Ультразвуковой контроль основного металла трубы на длине не менее 40 мм от торца по всему | ||||
периметру | ||||
Магнитопорошковый (люминесцентный) контроль торцов | ||||
Библиография
[1] | BS 7448-1:1991 | Испытания на вязкость разрушения - Метод для определения Klc, критического CTOD и критических значений J металлических материалов (Fracture mechanics toughness tests - Method for determination of Klc, critical CTOD and critical J values of metallic materials) | |
[2] | BS 7448-2:1997 | Испытания на вязкость разрушения - Метод для определения Klc, критического CTOD и критических значений J сварных соединений металлических материалов (Fracture mechanics toughness tests - Method for determination of Klc, critical CTOD and critical J values of welds in metallic materials) | |
[3] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю | |
[4] | СП 131.13330.2012 | СНиП 23-01-99. Строительная климатология | |
[5] | ПБ 03-440-02 | Правила аттестации персонала в области неразрушающего контроля |
УДК 621.774.2:621.643.03:006.354 | ОКС 77.140.75 | В62 | ОКП 13 0300 |
Ключевые слова: магистральный нефтепровод, магистральный нефтепродуктопровод, трубы, основной металл, сварное соединение, механические свойства, ударная вязкость | |||
Электронный текст документа
и сверен по:
, 2017
{kind=link}