ГОСТ 7372-79
Группа В72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА СТАЛЬНАЯ КАНАТНАЯ
Технические условия
Steel wire for ropes.
Specifications
МКС 77.140.65
ОКП 12 2100
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.06.79 N 2100
3. ВЗАМЕН ГОСТ 7372-66
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 1050-88 | 2.1 |
ГОСТ 1545-80 | 4.7 |
ГОСТ 1579-93 | 4.6 |
ГОСТ 3118-77 | 4.9, 1.3 |
ГОСТ 3282-74 | 5.1, 5.4 |
ГОСТ 4204-77 | 4.9, 1.3 |
ГОСТ 4381-87 | 4.3 |
ГОСТ 5530-81 | 5.4 |
ГОСТ 6507-90 | 4.3 |
ГОСТ 8828-89 | 5.4 |
ГОСТ 9569-79 | 5.4 |
ГОСТ 10354-82 | 5.4 |
ГОСТ 10396-84 | 5.4 |
ГОСТ 10446-80 | 4.4 |
ГОСТ 10447-93 | 4.8 |
ГОСТ 10877-76 | 5.3 |
ГОСТ 14192-96 | 5.9 |
ГОСТ 14959-79 | 2.1 |
ГОСТ 15102-75 | 5.7 |
ГОСТ 15150-69 | 5.7 |
ГОСТ 15846-79 | 5.4 |
ГОСТ 16272-79 | Приложение |
ГОСТ 18242-72 | Приложение |
ГОСТ 18321-73 | 5.4 |
ГОСТ 18617-83 | 5.4 |
ГОСТ 20435-75 | 5.7 |
ГОСТ 21650-76 | 5.7 |
ГОСТ 22225-76 | 5.7 |
ГОСТ 24597-81 | 5.7 |
ОСТ 38.01436-88 | 5.3 |
ТУ 38 УССР 201215-80 | 5.3 |
5. Снято ограничение срока действия Постановлением Госстандарта СССР от 28.10.91 N 1658
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в феврале 1983 г., марте 1983 г., сентябре 1986 г., октябре 1991 г. (ИУС 5-83, 7-83, 2-86*, 1-92), Поправкой (ИУС 3-2002)
_______________
* Вероятно ошибка оригинала. В указателе "Национальные стандарты" 2005 г. - ИУС 11-86. - Примечание "КОДЕКС".
Настоящий стандарт распространяется на стальную проволоку круглого сечения, предназначенную для изготовления канатов.
(Измененная редакция, Изм. N 3, 4).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Проволока изготовляется:
по виду поверхности
без покрытия,
оцинкованная;
в зависимости от поверхностной плотности цинка трех групп: С, Ж, ОЖ.
По согласованию с потребителем допускается изготовление проволоки с другими видами покрытий по нормативно-технической документации;
по механическим свойствам марок: В и 1;
по временному сопротивлению разрыву, Н/мм (кгс/мм
), маркировочных групп: 1370 (140); 1470 (150); 1570 (160); 1670 (170); 1770 (180); 1860 (190); 1960 (200); 2060 (210); 2160 (220).
(Измененная редакция, Изм. N 4).
1.2. Номинальный диаметр и предельные отклонения по нему должны соответствовать указанным в табл.1.
Таблица 1
мм
| Предельное отклонение | ||
Номинальный диаметр
| без покрытия | оцинкованная групп | |
|
| С, Ж | ОЖ |
0,18 | ±0,01 | ±0,1 | +0,02 |
0,20 |
| +0,02 |
|
0,22 |
|
| |
0,24 |
|
| |
0,26 |
|
| |
0,28 |
|
|
|
0,30 |
|
|
|
0,32 |
|
| +0,03 |
0,34 |
|
| |
0,36 |
|
| |
0,38 |
|
| |
0,40 | +0,02 | +0,03 | |
0,45 | |||
0,50 | +0,05 | ||
0,55 | |||
0,60 | |||
0,65 |
|
|
|
0,70 |
|
|
|
0,75 |
|
|
|
0,80 | ±0,02 | +0,04 | |
0,85 | |||
0,90 | |||
0,95 | |||
1,00 | +0,07 | ||
1,05 | |||
1,10 | |||
1,15 | |||
1,20 | |||
1,30 |
|
|
|
1,40 |
|
|
|
1,50 |
|
|
|
1,60 | ±0,03 | +0,05 | +0,08 |
1,70 | |||
1,80 | |||
1,90 | |||
2,00 | |||
2,10 | |||
2,20 | |||
2,30 | |||
2,40 | +0,06 | +0,10 | |
2,50 |
|
|
|
2,60 |
|
|
|
2,80 |
|
| |
3,00 |
|
| |
3,20 |
|
|
|
3,40 |
|
|
|
3,60 |
|
|
|
3,80 | ±0,04 | +0,07 | +0,12 |
4,00 | |||
4,10 | |||
4,30 | |||
4,40 | |||
4,50 | |||
4,60 | |||
5,00 | |||
5,10 | |||
5,50 | ±0,05 | +0,08 | |
Примечания:
1. По требованию потребителя допускается изготовление проволоки промежуточных диаметров, не предусмотренных табл.1; предельные отклонения для этих диаметров должны соответствовать предельным отклонениям в сторону большего диаметра.
2. Проволока диаметром от 0,18 до 0,38 мм, оцинкованная по группам С и Ж, применяемая для авиационных канатов, изготовляется с предельными отклонениями ±0,01 мм, диаметрами от 0,40 до 0,65 мм изготовляется с предельными отклонениями мм.
3. Проволока без покрытия диаметрами от 0,80 до 0,95 мм, применяемая для лифтовых канатов, изготовляется с предельными отклонениями мм.
(Измененная редакция, Изм. N 4).
1.3. Овальность проволоки не должна превышать половины поля допуска на диаметр.
Примеры условных обозначений
Проволока канатная, без покрытия, диаметром 0,50 мм, маркировочной группы 1570 Н/мм (160 кгс/мм
) марки В:
Проволока 05-1570-В ГОСТ 7372-79
Проволока канатная диаметром 2,00 мм, маркировочной группы 1570 Н/мм (160 кгс/мм
) марки В, оцинкованная по группе ОЖ:
Проволока 2-1570-В-ОЖ ГОСТ 7372-79
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока должна изготовляться из углеродистой канатной катанки по нормативно-технической документации.
Допускается изготовление проволоки из углеродистой стали по ГОСТ 1050 или по ГОСТ 14959.
Проволока для авиационных канатов изготовляется из катанки марок 50, 55, 60, 65. Марку стали выбирает предприятие-изготовитель.
(Измененная редакция, Изм. N 3, 4).
2.2. На поверхности проволоки без покрытия не должно быть трещин, плен, закатов, раковин и ржавчины. Следы технологического омеднения на поверхности проволоки не допускаются.
2.3. Цинковое покрытие проволоки должно быть сплошным, без пропусков и трещин, видимых без увеличительных приборов.
Допускаются отдельные наплывы цинка величиной не превышающей плюсовые предельные отклонения от фактического диаметра проволоки.
Для проволоки групп ОЖ и Ж допускаются отдельные наплывы величиной, не превышающей двойного плюсового допуска от фактического диаметра проволоки.
2.4. Сцепление цинкового покрытия со стальной основой должно быть прочным. Цинковое покрытие не должно отслаиваться и растрескиваться при спиральной навивке проволоки на цилиндрический сердечник диаметром, равным указанному в табл.2.
Таблица 2
Номинальный диаметр, | Отношение диаметра сердечника к диаметру проволоки групп | |
| С, Ж | ОЖ |
От 0,18 до 1,45 | 2 | 4 |
Св. 1,45 | 3 | 6 |
(Измененная редакция, Изм. N 2, 4).
2.5. Допускаемый разбег временного сопротивления разрыву в партии должен соответствовать нормам, указанным в табл.3.
Таблица 3
Номинальный диаметр, мм | Допускаемый разбег временного сопротивления разрыву, %, | |
| В | 1 |
0,75 и менее | +18 | +21 |
0,80-1,60 | +16 | +19 |
1,70-1,80 | +15 | +17 |
1,90 и более | +14 | +17 |
Примечание. Величина допускаемого разбега временного сопротивления разрыву округляется до целого числа, при этом величина с цифрой более пяти после запятой округляется до ближайшей большей величины.
(Измененная редакция, Изм. N 1, 4).
2.6. Разбег временного сопротивления разрыву в одном мотке должен соответствовать нормам, указанным в табл.4.
Таблица 4
Н/мм (кгс/мм
)
Маркировочная группа | Разбег временного сопротивления разрыву, не более, для проволоки марок | |
| В | 1 |
1080 (110), 1180 (120), 1270 (130) | 80 (8) | 120 (12) |
1370 (140), 1470 (150), 1570 (160), 1670 (170), 1770 (180), 1860 (190) | 100 (10) | 140 (14) |
1960 (200), 2060 (210), 2160 (220), 2260 (230), 2350 (240) | 120 (12) | 160 (16) |
(Измененная редакция, Изм. N 3, 4).
2.7. Механические свойства проволоки без покрытия должны соответствовать нормам, указанным в табл.5 и 5а.
Таблица 5
| Число скручиваний для маркировочных групп, Н/мм | |||||||||||||||||
Номинальный диаметр, мм | 1370 (140) | 1470 (150) | 1570 (160) | 1670 (170) | 1770 (180) | 1860 (190) | 1960 (200) | 2060 (210) | 2160 (220) | |||||||||
| В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 |
0,18 | - | - | - | - | - | - | - | - | 79 | 70 | 76 | 67 | 74 | 65 | 71 | 63 | 69 | 60 |
0,20 | - | - | - | - | - | - | - | - | 79 | 70 | 76 | 67 | 74 | 65 | 71 | 63 | 69 | 60 |
0,22 | - | - | - | - | - | - | - | - | 74 | 66 | 71 | 64 | 69 | 62 | 67 | 61 | 65 | 59 |
0,24 | - | - | - | - | - | - | - | - | 69 | 62 | 67 | 61 | 66 | 59 | 63 | 58 | 61 | 56 |
0,26 | - | - | - | - | - | - | - | - | 61 | 56 | 60 | 55 | 59 | 54 | 57 | 53 | 56 | 52 |
0,28 | - | - | - | - | - | - | - | - | 58 | 52 | 57 | 51 | 56 | 49 | 54 | 48 | 53 | 46 |
0,30 | - | - | - | - | 57 | 50 | 56 | 49 | 55 | 48 | 54 | 47 | 53 | 46 | 52 | 45 | 51 | 44 |
0,32 | - | - | - | - | 54 | 47 | 53 | 46 | 52 | 45 | 51 | 44 | 50 | 43 | 49 | 42 | 48 | 41 |
0,34 | - | - | - | - | 49 | 42 | 48 | 41 | 47 | 40 | 46 | 39 | 45 | 38 | 44 | 37 | 44 | 36 |
0,36 | - | - | - | - | 47 | 40 | 46 | 39 | 45 | 38 | 44 | 37 | 43 | 36 | 42 | 35 | 41 | 34 |
0,38 | - | - | - | - | 45 | 38 | 44 | 37 | 43 | 36 | 42 | 35 | 41 | 34 | 40 | 33 | 39 | 32 |
0,40 | - | - | - | - | 44 | 37 | 43 | 36 | 42 | 35 | 41 | 34 | 40 | 33 | 39 | 32 | 38 | 31 |
0,45 | - | - | - | - | 40 | 34 | 38 | 33 | 37 | 32 | 36 | 31 | 35 | 30 | 34 | 29 | 33 | 28 |
0,50 | - | - | - | - | 35 | 30 | 34 | 29 | 33 | 28 | 32 | 27 | 31 | 26 | 31 | 26 | - | - |
0,55 | - | - | - | - | 34 | 29 | 33 | 28 | 32 | 27 | 31 | 26 | 30 | 25 | 30 | 25 | - | - |
0,60 | - | - | - | - | 33 | 28 | 32 | 27 | 31 | 26 | 30 | 25 | 29 | 24 | 29 | 24 | - | - |
0,65 | - | - | - | - | 32 | 27 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 28 | 23 | - | - |
0,70 | 33 | 28 | 32 | 27 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | - | - | - | - |
0,75 | 32 | 27 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | - | - | - | - |
0,80 | 31 | 26 | 30 | 25 | 30 | 24 | 28 | 23 | 28 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
0,85 | 31 | 26 | 30 | 25 | 30 | 24 | 28 | 23 | 28 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
0,90 | 31 | 26 | 30 | 25 | 30 | 24 | 28 | 23 | 28 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
0,95 | 31 | 26 | 30 | 25 | 30 | 24 | 28 | 23 | 28 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,00 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,05 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,10 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,15 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,20 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,30 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,40 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,50 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,60 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,70 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,80 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
1,90 | 31 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
2,00 | 30 | 26 | 30 | 25 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | - | - | - | - |
2,10 | 29 | 24 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | - | - | - | - |
2,20 | 29 | 24 | 28 | 23 | 27 | 21 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | - | - | - | - |
2,30 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | 22 | 17 | - | - | - | - |
2,40 | 28 | 23 | 27 | 22 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | 22 | 17 | - | - | - | - |
2,50 | 27 | 22 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | 22 | 17 | 21 | 16 | - | - | - | - |
2,60 | 27 | 22 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | 22 | 17 | 21 | 16 | - | - | - | - |
2,80 | 26 | 21 | 25 | 20 | 24 | 19 | 23 | 18 | 22 | 17 | 21 | 16 | 20 | 15 | - | - | - | - |
3,00 | 25 | 20 | 24 | 19 | 23 | 18 | 22 | 17 | 21 | 16 | 20 | 15 | 19 | 14 | - | - | - | - |
3,20 | 24 | 19 | 23 | 18 | 22 | 17 | 21 | 16 | 21 | 16 | 17 | 14 | 17 | 12 | - | - | - | - |
3,40 | 22 | 17 | 22 | 16 | 22 | 16 | 20 | 15 | 20 | 15 | 17 | 13 | 17 | 12 | - | - | - | - |
3,60 | 22 | 17 | 21 | 16 | 20 | 15 | 19 | 14 | 18 | 13 | - | - | - | - | - | - | - | - |
3,80 | 21 | 16 | 20 | 15 | 19 | 14 | 18 | 13 | 17 | 12 | - | - | - | - | - | - | - | - |
4,00 | 20 | 15 | 19 | 14 | 18 | 13 | 17 | 12 | 16 | 11 | - | - | - | - | - | - | - | - |
4,10 | 18 | 10 | 18 | 9 | 18 | 8 | 15 | 7 | 15 | 6 | - | - | - | - | - | - | - | - |
4,30 | 17 | 10 | 17 | 9 | 17 | 8 | 13 | 7 | 13 | 6 | - | - | - | - | - | - | - | - |
4,40 | 16 | 10 | 16 | 9 | 16 | 8 | 12 | 7 | 12 | 6 | - | - | - | - | - | - | - | - |
4,50 | 16 | 10 | 16 | 9 | 16 | 8 | 12 | 7 | 12 | 6 | - | - | - | - | - | - | - | - |
4,60 | 15 | 9 | 15 | 8 | 15 | 8 | 10 | 7 | 10 | 6 | - | - | - | - | - | - | - | - |
5,00 | 14 | 7 | 14 | 6 | 14 | 6 | 10 | 6 | - | - | - | - | - | - | - | - | - | - |
5,10 | 14 | 6 | 14 | 5 | 14 | 5 | - | - | - | - | - | - | - | - | - | - | - | - |
5,50 | 8 | 5 | 8 | 4 | 8 | 4 | - | - | - | - | - | - | - | - | - | - | - | - |
Примечание. Нормы по скручиванию для диаметров более 4,00 мм вводятся с 01.01.98. До 01.01.98 нормы по скручиванию должны быть для диаметров от 4,00 до 4,60 мм не более чем на 4, для диаметров более 4,60 мм - не более чем на 6 единиц ниже регламентированных в табл.5.
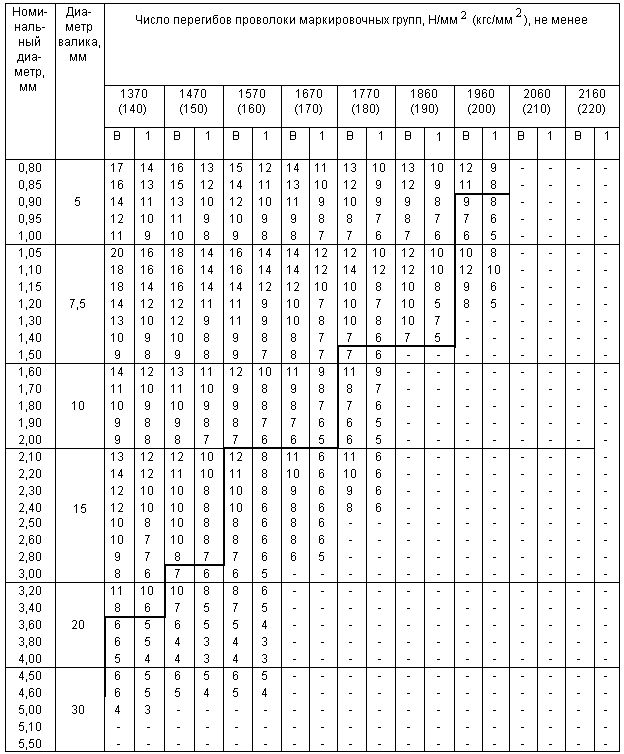
Таблица 5а
|
| Число перегибов для маркировочных групп, Н/мм | |||||||||||||||||
Номи- нальный диаметр, | Диаметр валика, мм | 1370 (140) | 1470 (150) | 1570 (160) | 1670 (170) | 1770 (180) | 1860 (190) | 1960 (200) | 2060 (210) | 2160 (220) | |||||||||
|
| В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 | В | 1 |
0,80 |
| 21 | 19 | 20 | 18 | 19 | 17 | 18 | 16 | 17 | 15 | 16 | 14 | 15 | 13 | - | - | - | - |
0,85 |
| 20 | 17 | 19 | 16 | 18 | 15 | 17 | 14 | 16 | 13 | 15 | 12 | 14 | 11 | - | - | - | - |
0,90 | 5 | 18 | 16 | 17 | 15 | 16 | 14 | 15 | 13 | 14 | 12 | 13 | 11 | 12 | 10 | - | - | - | - |
0,95 |
| 15 | 13 | 14 | 13 | 13 | 11 | 12 | 10 | 11 | 9 | 10 | 8 | 10 | 8 | - | - | - | - |
1,00 |
| 14 | 12 | 13 | 11 | 12 | 10 | 11 | 9 | 10 | 9 | 10 | 8 | 10 | 8 | - | - | - | - |
1,05 |
| 26 | 22 | 24 | 20 | 22 | 18 | 20 | 16 | 20 | 16 | 18 | 14 | 18 | 14 | - | - | - | - |
1,10 |
| 24 | 20 | 22 | 18 | 22 | 18 | 20 | 16 | 20 | 16 | 18 | 14 | 18 | 14 | - | - | - | - |
1,15 |
| 20 | 18 | 20 | 18 | 18 | 16 | 18 | 16 | 16 | 14 | 16 | 14 | 16 | 12 | - | - | - | - |
1,20 | 7,5 | 18 | 16 | 16 | 14 | 17 | 14 | 16 | 12 | 16 | 12 | 14 | 11 | 14 | 11 | - | - | - | - |
1,30 |
| 16 | 13 | 15 | 13 | 14 | 12 | 14 | 11 | 13 | 11 | 13 | 10 | 12 | 10 | - | - | - | - |
1,40 |
| 14 | 12 | 13 | 11 | 13 | 11 | 12 | 10 | 11 | 10 | 11 | 9 | 10 | 8 | - | - | - | - |
1,50 |
| 13 | 11 | 12 | 10 | 12 | 10 | 11 | 9 | 10 | 9 | 10 | 8 | 10 | 8 | - | - | - | - |
1,60 |
| 18 | 16 | 17 | 15 | 16 | 14 | 15 | 13 | 14 | 12 | 13 | 11 | 13 | 11 | - | - | - | - |
1,70 |
| 16 | 14 | 15 | 13 | 14 | 12 | 13 | 11 | 13 | 11 | 12 | 10 | 12 | 10 | - | - | - | - |
1,80 | 10 | 14 | 13 | 13 | 12 | 13 | 12 | 12 | 11 | 12 | 11 | 11 | 10 | 11 | 10 | - | - | - | - |
1,90 |
| 13 | 12 | 12 | 11 | 12 | 11 | 11 | 10 | 11 | 10 | 10 | 9 | 10 | 9 | - | - | - | - |
2,00 |
| 12 | 11 | 11 | 10 | 11 | 10 | 10 | 9 | 10 | 9 | 9 | 9 | 9 | 8 | - | - | - | - |
2,10 |
| 22 | 18 | 20 | 16 | 20 | 16 | 18 | 14 | 18 | 14 | 16 | 12 | 16 | 12 | - | - | - | - |
2,20 |
| 20 | 18 | 18 | 16 | 18 | 16 | 16 | 14 | 16 | 14 | 14 | 12 | 14 | 12 | - | - | - | - |
2,30 |
| 20 | 18 | 18 | 14 | 18 | 14 | 16 | 12 | 16 | 12 | 14 | 12 | 14 | 10 | - | - | - | - |
2,40 | 15 | 18 | 16 | 16 | 14 | 16 | 14 | 14 | 12 | 14 | 12 | 12 | 10 | 12 | 10 | - | - | - | - |
2,50 |
| 16 | 14 | 14 | 12 | 14 | 12 | 12 | 10 | 12 | 10 | 12 | 10 | 10 | 8 | - | - | - | - |
2,60 |
| 16 | 14 | 14 | 12 | 14 | 12 | 12 | 10 | 12 | 10 | 10 | 8 | 10 | 8 | - | - | - | - |
2,80 |
| 12 | 11 | 12 | 11 | 11 | 10 | 11 | 10 | 10 | 9 | 9 | 8 | 9 | 8 | - | - | - | - |
3,00 |
| 11 | 10 | 11 | 10 | 10 | 9 | 10 | 9 | 9 | 8 | 8 | 7 | 8 | 7 | - | - | - | - |
3,20 |
| 16 | 13 | 16 | 13 | 15 | 11 | 15 | 11 | 13 | 11 | 11 | 9 | 11 | 9 | - | - | - | - |
3,40 |
| 13 | 11 | 11 | 10 | 11 | 10 | 10 | 8 | 10 | 8 | 8 | 6 | 8 | 6 | - | - | - | - |
3,60 | 20 | 10 | 9 | 9 | 8 | 9 | 8 | 7 | 6 | 7 | 6 | - | - | - | - | - | - | - | - |
3,80 |
| 9 | 8 | 8 | 7 | 8 | 7 | 7 | 6 | 7 | 6 | - | - | - | - | - | - | - | - |
4,00 |
| 9 | 6 | 8 | 5 | 8 | 5 | 6 | 4 | 6 | 4 | - | - | - | - | - | - | - | - |
4,10 |
| 16 | 12 | 14 | 10 | 12 | 10 | 12 | 8 | 10 | 8 | - | - | - | - | - | - | - | - |
4,30 |
| 14 | 12 | 14 | 10 | 12 | 10 | 12 | 8 | 10 | 8 | - | - | - | - | - | - | - | - |
4,40 |
| 12 | 10 | 12 | 8 | 12 | 8 | 10 | 8 | 10 | 8 | - | - | - | - | - | - | - | - |
4,50 |
| 12 | 10 | 12 | 8 | 10 | 8 | 10 | 8 | 8 | 7 | - | - | - | - | - | - | - | - |
4,60 | 30 | 10 | 8 | 10 | 8 | 10 | 8 | 8 | 8 | 8 | 7 | - | - | - | - | - | - | - | - |
5,00 |
| 10 | 8 | 10 | 6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5,10 |
| 8 | 6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5,50 |
| 6 | 5 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
Механические свойства проволоки оцинкованной должны соответствовать нормам, указанным в табл.6 и 6а.
Механические свойства проволоки диаметров, не предусмотренных в табл.5, 5а, 6, 6а, должны соответствовать нормам для ближайшего большего диаметра.
Проволока, значения механических свойств которой находятся в табл.6, 6а, за ограничительной чертой изготовляется оцинкованной по группам Ж и ОЖ по согласованию с потребителем.
Таблица 6
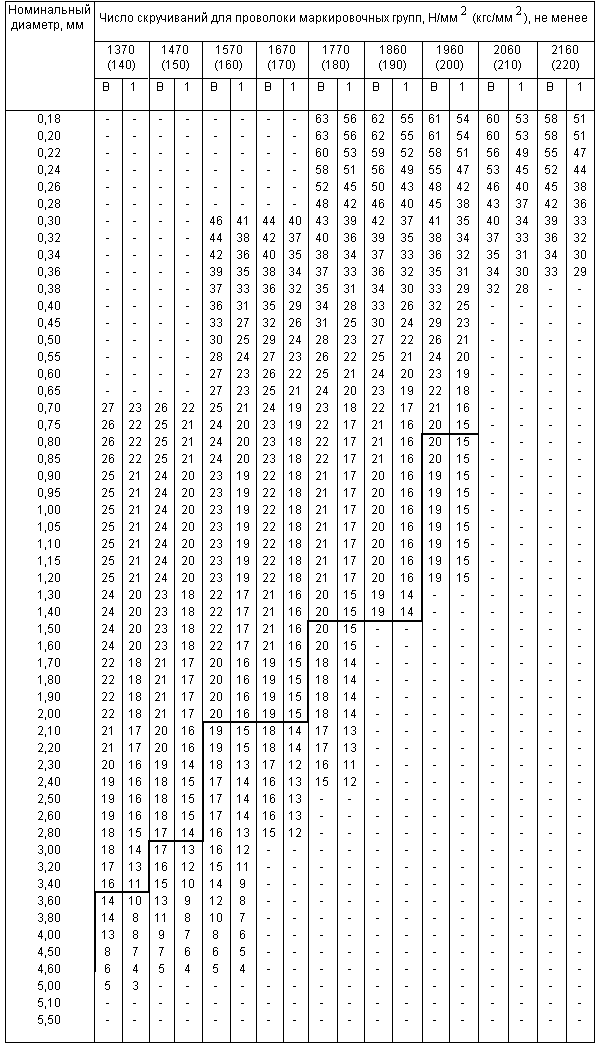
Таблица 6а
Проволока оцинкованная по группе С с диаметром более 4,60 мм маркировочной группы 1370 (140) и диаметром более 3,40 мм маркировочных групп 1470 (150), 1570 (160) изготовляются по согласованию с потребителем.
(Измененная редакция, Изм. N 4, Поправка).
2.7.1. Проволока диаметром менее 0,80 мм подвергается испытанию на разрыв с узлом; при этом разрывающее усилие проволоки должно быть не менее разрывающего усилия при разрыве без узла
для проволоки без покрытия диаметров:
высшей марки
0,50-0,75 мм - 58%
менее 0,50 мм - 60%
первой марки
0,18-0,75 мм - 50%;
для проволоки оцинкованной диаметров:
высшей марки
0,50-0,75мм - 56%
менее 0,50 мм - 58%
первой марки
0,18-0,75 мм - 50%.
(Измененная редакция, Изм. N 1, 2).
2.8. Поверхностная плотность цинка должна соответствовать нормам, указанным в табл.7.
Таблица 7
Номинальный диаметр, мм | Поверхностная плотность цинка, г/м | ||
| С | Ж | ОЖ |
0,18 | 10 | 20 | 30 |
От 0,20 до 0,24 включ. | 15 | 20 | 30 |
Св. 0,24 " 0,32 " | 20 | 25 | 45 |
" 0,32 " 0,38 " | 20 | 25 | 60 |
" 0,38 " 0,45 " | 30 | 40 | 75 |
" 0,45 " 0,55 " | 35 | 40 | 90 |
" 0,55 " 0,65 " | 40 | 50 | 110 |
" 0,65 " 0,75 " | 40 | 60 | 120 |
" 0,75 " 0,95 " | 50 | 70 | 130 |
" 0,95 " 1,15 " | 60 | 80 | 150 |
" 1,15 " 1,40 " | 60 | 90 | 165 |
" 1,40 " 1,80 " | 70 | 100 | 180 |
" 1,80 " 2,40 " | 80 | 110 | 205 |
" 2,40 " 3,00 " | 90 | 125 | 230 |
" 3,00 " 3,80 " | 100 | 135 | 230 |
" 3,80 " 4,40 " | 110 | 150 | 245 |
" 4,40 " 5,10 " | 110 | 165 | 245 |
(Измененная редакция, Изм. N 4).
2.9. Проволока изготовляется в мотках или на катушках. Намотка проволоки должна проводиться без перепутывания витков и обеспечить свободное сматывание проволоки с катушек и мотков. При освобождении мотка от вязок проволока не должна сворачиваться в "восьмерку".
2.10. Проволока в мотке должна состоять из одного отрезка. На катушке допускается не более трех отрезков. Масса отрезка должна соответствовать нормам, указанным в табл.8.
Таблица 8
Диаметр проволоки, мм | Масса отрезка проволоки, кг, не менее | |||
От 0,18 до 0,24 | 0,5 | |||
" 0,26 " 0,32 | 0,8 | |||
" 0,34 " 0,36 | 1,0 | |||
" 0,38 " 0,45 | 2,0 | |||
" 0,50 " 0,60 | 2,5 | |||
" 0,65 " 0,75 | 5,0 | |||
От 0,80 до 1,00 | 8 | |||
" 1,05 " 1,20 | 12 | |||
" 1,3 " 1,40 | 15 | |||
" 1,5 " 1,80 | 25 | |||
" 1,90 " 2,00 | 30 | |||
" 2,1 " 5,50 | 40 | |||
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволока принимается партиями. Катушка или моток проволоки массой более 250 кг могут приниматься как партия. Партия должна состоять из проволоки одного диаметра, одного состояния поверхности, одной маркировочной группы, одной марки и оформленной одним документом о качестве, в котором указывается:
товарный знак или наименование и товарный знак предприятия-изготовителя;
диаметр;
маркировочная группа;
марка;
группа цинкового покрытия;
масса проволоки нетто;
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 1, 3).
3.2. Внешний вид, диаметр, временное сопротивление разрыву проволоки проверяют на каждом мотке (катушке).
3.3. Для проверки перегибов, скручиваний проволоки и качества цинкового покрытия отбирают 5% мотков или 10% катушек, но не менее трех мотков и пяти катушек от партии.
3.2, 3.3. (Измененная редакция, Изм. N 4).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве мотков или катушек, взятых из числа не проходивших испытания. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний отбирают по одному образцу от катушки или от каждого конца проверяемого мотка.
(Измененная редакция, Изм. N 4).
4.2. Осмотр поверхности проволоки проводят визуально без применения увеличительных приборов.
4.3. Диаметр и овальность проволоки измеряют микрометрами по ГОСТ 6507 и ГОСТ 4381 в двух взаимно перпендикулярных направлениях одного сечения проволоки. Для измерения диаметра оцинкованной проволоки выбирают участок поверхности без наплывов цинка.
4.4. Определение временного сопротивления разрыву и разрывного усилия с узлом проводят по ГОСТ 10446.
Определение временного сопротивления разрыву проволоки производится отнесением разрывающей нагрузки к площади поперечного сечения проволоки номинального диаметра.
(Измененная редакция, Изм. N 4).
4.5. Для контроля механических свойств и поверхностной плотности цинка разрешается использовать метод статистического контроля, изложенный в приложении.
4.6. Испытание проволоки на перегиб проводят по ГОСТ 1579.
4.7. Испытание проволоки на скручивание проводят по ГОСТ 1545.
4.8. Испытание проволоки на навивание проводят в соответствии с требованиями п.2.4 настоящего стандарта и ГОСТ 10447. Число витков спирали испытываемой проволоки на стержне должно быть не менее шести. Покрытие считается выдержавшим испытание, если при навивании проволоки вокруг цилиндрического стержня диаметром, установленным п.2.4 настоящего стандарта, цинковое покрытие не удаляется при протирании проволоки тканью. Допускается поверхностное пылевидное шелушение цинкового покрытия на навитых образцах.
4.9. Поверхностную плотность цинка определяют объемно-газометрическим или весовым методом. При арбитражном анализе применяется весовой метод.
Длина образца для определения поверхностной плотности цинка проволоки указана в табл.9.
Допускается разрезать испытываемый образец на отрезки.
Таблица 9
мм
Диаметр проволоки | Длина образца, не менее |
От 0,18 до 1,50 | 300 |
Св. 1,50 " 3,00 | 100 |
" 3,00 " 5,50 | 50 |
(Измененная редакция, Изм. N 2).
4.9.1. Объемно-газометрический метод
4.9.1.1. Аппаратура
Растворение цинкового покрытия проводят в приборе, состоящем из резервуара и соединенной с ним резиновым шлангом стеклянной бюретки с двумя кранами, или в приборе, состоящем из бюретки и уравнительного сосуда. Пробка уравнительного сосуда должна быть плотно притерта к стенкам сосуда, чтобы выделяющийся водород не мог ее вытолкнуть.
4.9.1.2. Подготовка образцов
Подлежащие испытанию образцы измеряют, обезжиривают спиртом, бензином или бензолом и протирают чистой тканью.
4.9.1.3. Порядок проведения испытания
Испытание образцов проводят раздельно. Цинковое покрытие растворяют при полном погружении образца в водный раствор смеси кислот:
серной по ГОСТ 4204 - 100 г/дм;
соляной по ГОСТ 3118 - 34 г/дм или в растворе ингибированной серной кислоты: 2 г
![]() или
или ![]() растворяют в 60 см
растворяют в 60 см соляной кислоты плотностью 1,19 г/см
и доливают до объема 1 дм
серной кислотой концентрацией 80 г/дм
.
Цинковое покрытие растворяют при температуре окружающей среды до прекращения газовыделения водорода.
Для каждого образца измеряют объем выделившегося водорода, суммируют и среднее арифметическое значение объема приводят к нормальным условиям (давление 760 мм рт.ст., температура 0 °С
).
4.9.1.4. Обработка результатов
Поверхностную плотность цинка , г/м
, вычисляют по формуле
![]() ,
,
где - среднеарифметическое значение объема водорода при нормальных условиях, см
;
- номинальный диаметр проволоки, мм;
- длина образца, мм.
Поверхностная плотность цинка всего мотка или катушки оценивается по среднему арифметическому значению результатов испытаний.
4.9.2. Весовой метод
4.9.2.1. Подготовка образцов
Подлежащие испытанию образцы обезжиривают спиртом, бензолом или бензином и протирают чистой тканью.
4.9.2.2. Порядок проведения испытания
Цинковое покрытие растворяют в растворе ингибированной серной кислоты состава, указанного в п.4.9.1.3.
Образцы промывают дистиллированной водой и протирают чистой тканью до удаления влаги и снова взвешивают. После стравливания цинка измеряют диаметр образца.
4.9.2.3. Обработка результатов
Поверхностную плотность цинка (), г/м
, вычисляют по формуле
![]() ,
,
где - масса образца или группы образцов проволоки до снятия покрытия, г;
- масса образца или группы образцов проволоки после снятия покрытия, г;
- диаметр образца проволоки после снятия покрытия, мм.
Величины ,
определяют с погрешностью до 0,001 г;
- до 0,01 мм; величину поверхностной плотности цинка - до 0,1 г/м
.
Поверхностная плотность цинка всего мотка или катушки оценивается по среднему арифметическому значению результатов испытаний.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток проволоки должен быть перевязан термически обработанной проволокой по ГОСТ 3282 или другой мягкой проволокой по нормативно-технической документации не менее чем в трех местах, равномерно расположенных по окружности мотка. Концы проволоки в мотке должны быть легко находимы. Мотки проволоки диаметром 0,50 мм и менее могут быть перевязаны концом проволоки этого же мотка или шпагатом. Верхний и нижний концы проволоки на катушке должны быть закреплены на щеке катушки.
(Измененная редакция, Изм. N 1, 3).
5.2. Мотки проволоки одного размера, одной маркировочной группы, группы покрытия и марки могут быть связаны в бухты.
5.3. Проволока без покрытия должна быть покрыта тонким слоем консервационного масла типов НГ203А по ОСТ 38.01436-88, К17 по ГОСТ 10877, ЖКБ по ТУ 38 УССР 201215-80.
Проволока на катушках не покрывается смазкой.
Предприятие-изготовитель проволоки и канатов проволоку, используемую для производства канатов, не покрывает смазкой.
Допускается применение смазок другого типа, обеспечивающих защиту проволоки от коррозии.
(Измененная редакция, Изм. N 3, 4).
5.4. Каждый моток проволоки диаметром менее 0,4 мм должен быть обернут слоем бумаги и уложен в деревянные ящики типа II по ГОСТ 18617 или другую металлическую тару по нормативно-технической документации.
Каждый моток проволоки диаметром 0,4-1,0 мм должен быть обернут слоем бумаги, затем слоем полимерной пленки или нетканых материалов, или ткани из химического волокна.
Каждый моток проволоки диаметром более 1,0 мм должен быть обернут слоем бумаги, затем ткани или полимерной пленки. При механизированной упаковке моток проволоки должен быть обернут слоем кабельной крепированной бумаги по ГОСТ 10396 или бумаги марки КМВ-170, или другой крепированной бумаги, равноценной по защитным свойствам, или полимерной пленки с закреплением упаковки или другой мягкой проволокой по нормативно-технической документации.
В качестве упаковочных материалов применяют:
бумагу парафинированную по ГОСТ 9569 (допускается применение двухслойной упаковочной бумаги по ГОСТ 8828 или другой бумаги, обеспечивающей защиту от коррозии);
пленку полимерную по ГОСТ 10354, ГОСТ 16272 или другую полимерную пленку;
тарное холстопрошивное или клееное полотно, ткань упаковочную технического назначения по ГОСТ 5530, сшивную ленту из отходов текстильной промышленности или ткани из химических волокон по нормативно-технической документации.
По требованию потребителя допускается проволоку не упаковывать.
Упаковка проволоки, отправляемой в районы Крайнего Севера и труднодоступные районы, - по ГОСТ 15846.
(Измененная редакция, Изм. N 1, 3, 4).
5.5. К каждому мотку или катушке проволоки должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
изображение государственного Знака качества для проволоки, которой присвоен государственный Знак качества.
(Измененная редакция, Изм. N 1, 3).
5.6. При упаковке проволоки в металлическую тару или деревянные ящики на грузовом месте или на ярлыке, прикрепленном к грузовому месту, должны быть указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
масса нетто.
5.7. Проволоку транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Проволоку по железной дороге транспортируют повагонными, малотоннажными или мелкими отправками.
Допускается транспортирование проволоки диаметром 0,8 мм и более без упаковки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225 или другой нормативно-технической документации.
Условия транспортирования проволоки в части воздействия климатических факторов должны соответствовать условиям хранения 5 по ГОСТ 15150.
Укрупнение грузовых мест в транспортные пакеты должно проводиться по ГОСТ 21650, ГОСТ 24597.
5.8. Хранение проволоки должно соответствовать требованиям ГОСТ 15150 (условия 3).
5.6-5.8. (Измененная редакция, Изм. N 3).
5.9. Транспортная маркировка - по ГОСТ 14192.
(Введен дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ
Рекомендуемое
МЕТОДИКА СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ
КАНАТНОЙ ПРОВОЛОКИ
1. Назначение и область применения
1.1. Настоящая методика устанавливает план и порядок проведения приемочного статистического контроля качества канатной проволоки в соответствии с ГОСТ 18242*.
________________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
1.2. Методика рекомендуется для оценки качества проволоки по механическим свойствам и массе цинкового покрытия.
1.3. В методике за величину приемочного уровня качества принята величина 2,5% как максимально допустимое значение доли дефектной продукции в партии.
2. Основные положения
2.1. Методика статистического приемочного контроля качества канатной проволоки предусматривает:
выбор плана контроля;
отбор мотков или катушек проволоки в выборку и образцов для контроля;
испытание образцов проволоки;
решение о качестве партий.
3. Выбор плана контроля
3.1. Выбор плана контроля по таблице определяет объем выборки, приемочное и браковочное
числа в зависимости от объема партии.
3.2. Для выбора плана контроля при определении числа перегибов, разрыва с узлом, числа скручиваний, массы цинкового покрытия, величины временного сопротивления разрыву, разбега временного сопротивления разрыву в партии пользуются строкой таблицы - числителем, при определении разбега временного сопротивления разрыву в мотке строкой таблицы - знаменателем.
Объем выборки | ||||
Объем партии | мотков, катушек | образцов | ||
От 5 до 8 | 5 | 5 | 0 | 1 |
" 9 " 25 | 8 | 8 | 0 | 1 |
" 26 " 50 | 13 | 13 | 1 | 2 |
" 51 " 90 | 20 | 20 | 1 | 2 |
" 91 " 150 | 32 | 32 | 2 | 3 |
4. Порядок отбора проволоки в выборку
4.1. Отбор мотков в выборку следует осуществлять в соответствии с требованиями ГОСТ 18321.
4.2. Отбор образцов для контроля следует производить от мотков проволоки составленной выборки.
Для определения числа перегибов, скручиваний, количества цинка, величины временного сопротивления разрыву и разбега временного сопротивления разрыву в партии от каждого мотка отбирается по одному образцу в выборку.
Для контроля проволоки по разбегу временного сопротивления разрыву в мотке отбирается по одному образцу от конца проволоки в мотке.
5. Методы испытаний
5.1. Методы испытаний образцов - в соответствии с разд.4 настоящего стандарта.
6. Решение о качестве партии
6.1. Партия проволоки считается годной, если количество образцов с отклонениями от норм в выборке меньше или равно приемочному числу .
6.2. Партия проволоки бракуется, если количество образцов с отклонениями от норм в выборке хотя бы по одному из показателей качества больше или равно браковочному числу .
6.3. Контроль качества образцов в выборке прекращается, если решение о забраковании партии принято без дальнейшего испытания.
Пример 1
На контроль поступило две партии проволоки диаметром 1,40 мм, объемом 18 мотков каждая, маркировочной группы 1570 Н/мм (160 кгс/мм
). По таблице методики выбирается план контроля для партии объемом 18 мотков.
Для оценки механических свойств проволоки от партии отбирается восемь мотков - второй, четвертый, шестой, восьмой, десятый, двенадцатый, четырнадцатый, шестнадцатый в соответствии с ГОСТ 18321.
Для определения числа перегибов, скручиваний, временного сопротивления разрыву в партии от восьми выбранных мотков необходимо отобрать восемь образцов (по одному образцу от каждого контролируемого мотка) на каждый вид испытаний, а для испытания на разбег временного сопротивления разрыву проволоки в мотке от тех же восьми мотков - 16 образцов (по одному образцу от каждого конца контролируемого мотка).
Испытания образцов показали, что по величине временного сопротивления разрыву обе партии проволоки можно отнести к маркировочной группе 1570 Н/мм (160 кгс/мм
), а по числу перегибов, скручиваний и разбегу временного сопротивления разрыву в партии - к марке В. Однако один образец проволоки второй партии имеет разбег временного сопротивления разрыву в мотке 137,2 Мпа (14 кгс/мм
) вместо 100 Н/мм
(10 кгс/мм
) по нормам, что не позволило замаркировать проволоку этой партии маркой В. Разбег временного сопротивления разрыву в мотке проволоки первой партии оказался соответствующим норме. Таким образом, из двух предъявленных на контроль партий проволоки одна может быть принята с маркой В, другая - с маркой 1 и обе - с маркировочной группой 1570 Н/мм
(160 кгс/мм
).
Пример 2
На контроль представлены две партии проволоки диаметром 2,0 мм и 100 мотков каждая, маркировочной группы 1770 Н/мм (180 кгс/мм
). По таблице выбираем план контроля для партии объемом 100 мотков.
Отбираем от каждой партии проволоки 32 мотка - третий, шестой, девятый, двенадцатый и т.д. в соответствии с ГОСТ 18321. В одной партии при испытании на перегибы один образец показал число перегибов меньше нормы на единицу. Все остальные характеристики соответствуют требованиям настоящего стандарта к проволоке маркировочной группы 1770 Н/мм (180 кгс/мм
), марки В.
Планом контроля появление в выборке двух образцов с характеристиками, не соответствующими нормам стандарта, допускается, следовательно, вся партия может быть принята с маркировочной группой 1770 Н/мм (180 кгс/мм
), марки В.
В другой партии три образца были забракованы по числу скручиваний. Наличие трех дефектных образцов в выборке, согласно плану контроля, недопустимо. Партия бракуется.
(Измененная редакция, Изм. N 3).
Текст документа сверен по:
Проволока металлическая. Часть 2: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}