Цена 3 коп.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
союза сер
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ ПО РАЗМЕРАМ И МАССЕ И ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
ГОСТ 1855—55
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР Москва
УДК 669.162.275,144 : 621.747(083.74] Группа В81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
нгапвяшммамш
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
Допускаемые отклонения по размерам и массе и припуски на механическую обработку
ЕЗШЯННМН
гост
I855-55
Взамен
ГОСТ 18S5—45
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 10 августа 1955 г. Срок действия установлен
с 01.01. 1956 г. до 01.01. 1981 г.
Несоблюдение стандарта преследуется по закону
<7
1. Настоящий стандарт устанавливает три класса точности изготовления отливок из серого (в том числе и модифицированного) чугуна и соответственно три (класса нрипусков на их механическую обработку, а также допускаемые отклонения по массе.
2. Класс точности указывается в чертеже отливки ( или чертеже детали литейной технологической разработкой) в зависимости от предъявленных требований к детали; при этом допускаются различные (классы точности для разных размеров одной и той же отливки
I. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ ПО РАЗМЕРАМ ОТЛИВОК
3. Допускаемые отклонения (по размерам отливок как изменяемым, так п не изменяемым механической обработкой устанавливаются табл. 1, 2 и 3, а допускаемые отклонения по толщинам необрабатываемых стенок и ребер —табл. 4.
Примечание. Отклонения по размерам и массе уникальных и впервые осваиваемых отливок допускается устанавливать соглашением сторон.
Допускаемые отклонения по размерам отливок I класса точности
мм Таблица!
Наибольший габаритный размер отливки | Номинальный | размер | |||||||
до 30 | св. 50 | св 120 до 260 | св 260 до 500 | св 500 до 800 | св, 800 до 1250 | св 1250 до 2000 | св. 2000! до 3150 1 | Ив 3150 \ю 5000 | |
До 120 | ±0,2 | ±0,3 | |||||||
Св. 120 до 260 | ±0,3 | ± 0,4 | ±0,6 | ||||||
Св. 260 до 500 | ±0,4 | ±0,6 | ±0,8 | ±1,0 | |||||
Св. 500 до 1250 | ±0,6 | ±0,8 | ±1,0 | ±1,2 | ±Т ,4 | ±1,6 | |||
Св. 12(50 до 3150 | ±0,8 | ±1,0 | ±1,2 | ±4,4 | ±1,6 | ±2,0 | ±2,5 | ±3,0 | |
Св. 3160 до 5000 | ±1о0 | ±1,2 | х 1,6 | ±1,8 | ±2,0 | ±2,5 | ±(3,0 | ±4,0 | ±5,0 |
Издание официальное Перепечатка воспрещена
Переиздание. Август 1977 г
© Издательство стандартов, 1978
Таблица 2
Допускаемые отклонения по размерам отливок II класса точности
мм
Наибольший габаритный размер отливки | Номинальный размер | |||||||||
до^50 | св, 50 до 120 | СИ. 120 до 260 | св. 260 до 500 | св. 500 До 800 | св, 800 до 1250 | св, 1250 до 2000 | св. 2000 до 3150 | св 3150 до 5000 | св. 5000 до 6300 | |
До 260 | ±0,5 | ±0,8 | ±1,0 | |||||||
Св. 260 до 500 | ±0,8 | ±1,0 | ±1,2 | ±1,5 | ||||||
Св. 500 до Т250 | ±1,0 | ±1,2 | ±1,5 | ±2,0 | ±2,5 | ±3,0 | ||||
Св, 1250 до 3150 | ±1,2 | ±1,5 | ±2,0 | ±2,5 | ±3,0 | ±1,0 | ±5,0 | ±6,0 | ||
Св. 3150 до 6300 | ±1;5 | ±1,8 | ±2,2 | ±3,0 | ±4,0 | ±5,0 | ±60 | ±7 0 | ±0,0 | 1:12 |
мм Таблица 3
Номинальный размер
Наибольший габаритный размер отливки | до 50 | св, 50 до 120 | св, 120 до 250 | св. 260 до 500 | св. 500 до 800 | св. 800 до 1250 | св. 1250 до 2000 | св 2000 до 3150 | СИ. 3150 до 5000 | св. 5000 до 6300 | св. 6300 до 10000 |
До 500 | ±1,0 | ±1,5 | ±2,0 | ±2,5 | |||||||
Св. 500 до 1250 | ±1,2 | ±1,8 | щ | ±3,0 | ±4,0 | ±5,0 | |||||
Св. 1250 до 3150 | ±1,5 | ±2,0 | ±2,5 | ±3,5 | ±5,0 | ±6,0 | ±7,0 | ||||
Св, 3150 до 6300 | ±0,8 | ±2,2 | ±3,0 | +4,0 | ±5,5 | ±6,5 | ±8,0 | 4-11) — 1 j | ±13 | ||
Св, 6900 до 10Ю | ±2,0 | ±2,5 | ±3,5 | Щ | ±6,0 | ±7,5 | ±9,0 | 111 | ±н | ±17 | ±30 |
55 Стр.
Допускаемые отклонения по толщине стенок и ребер
Таблица 4
мм
Класс точности | |||||||
Наибольший габаритный размер отливки | Толщина необрабатываемой стенки или ребра | I | II | ш | |||
Допускаемое отклонение | |||||||
До | 500 | До | 6 | ±0,2 | ±0,4 | ±0,8 | |
Св. | 6 до | 10 | ±0,3 | ±•0,5 | ±1,0 | ||
Св. | 10 до | 18 | ±0,5 | ±0,8 | ±1,5 | ||
С в. | 18 до | 30 | ±0,8 | ±1.0 | ±1,5 | ||
Св. | 30 до | 50 | ±0,8 | ±1,2 | ±2,0 | ||
Св. | 50 до | 80 | ±1,0 | ±1,5 | ±2,5 | ||
Св. | 80 до | 120 | ±1,0 | ±1.8 | ±2,5 | ||
Св. | 500 до 1250 | До Ю | ±(0Д | ±0,8 | ±1,2 | ||
Св. | 10 до | 18 | ±0,5 | ±1.2 | ±1,5 | ||
Св. | 18 до | 30 | ±0,8 | ±1,5 | ±2,0 | ||
Св. | 30 до | 50 | ±1,0 | ±1,8 | ±2,0 | ||
Св. | 50 до | 80 | ±1,2 | ±2,0 | ±2,5 | ||
Св. | 80 до | 120 | ±1,5 | ±2,5 | ±3,0 | ||
Св. | 1250 до 2500 | До 10 | ±0,5 | ±1,2 | ± 1,5 | ||
Св. | 10 до | 18 | ±0,8 | ±1,5 | ±2,0 | ||
Св. | 18 до | 30 | ±1,0 | ±2,0 | ±2,5 | ||
Св. | 30 до | 50 | ±1.2 | ±2,5 | ±3,0 | ||
Св. | 50 до | 80 | ±1.8 | ±2,5 | ±3,0 | ||
Св. | 80 до | 120 | ±2,0 | ± 3,,0 | ±3,5 | ||
Св. | 2500 до 4000 | До | 18 | ±1,0 | ±1,5 | ±’2,0 | |
Св. | 18 до | 30 | ±1,2 | ±2,0 | ±2,5 | ||
Св. | 30 до | 50 | ±1,5 | ±2,5 | ±3,0 | ||
Св. | 50 до | 80 | ±2,0 | ±3,0 | ±3,5 | ||
Св. | 80 до | 120 | ±2,5 | ±3,5 | ±4,0 |
Продолжение табл. 4
Класс точности | ||||
Наибольший габаритный размер отливки | Толщина необрабатываемой стенки или ребра | I | II | ш |
Допускаемое отклонение | ||||
Св. 4000 | До 18 | ±2,0 | ±3,0 | |
Св. 18 до 30 | ±2,5 | ±3,5 | ||
Св. 30 до 50 | ±3,0 | ±4,0 | ||
С в. 50 до 80 | ±3,5 | ±4,5 | ||
Св. 30 до 120 | ±4,0 | ± 5,0 |
Примечания:
1. Местные увеличения или уменьшения толщины необрабатываемой стенки или ребра отливки оговариваются в технических условиях.
2, По требованию потребителя допускается увеличение нижних отклонений за счет уменьшения верхних.
II. (ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ ОТЛИВОК
4. Припуском на механическую обработку отливок является слой металла (на сторону), предназначенный для снятия в 'процессе механической обработки.
5. Припуски на механическую обработку отливок устанавливаются в соответствии с классом точности их изготовления:
а) для отливок I класса — по табл. 5,
б) для отливок II класса — по табл. 6,
в) для отливок III клаоса — по табл. 7.
По соглашению сторон допускается уменьшать припуски на механическую обработку, указанные в таблицах, до минимально необходимых.
6. Под номинальным размером для установления припусков на механическую обработку следует понимать наибольшее расстояние между противоположными обрабатываемыми поверхностями или расстояние от базисной поверхности или оси (указанной в чертеже отливки или детали) до обрабатываемой поверхности.
7. Припуски, компенсирующие коробление, сглаживающие местные углубления, выступы, а также напуски, создающие направленное затвердевание металла, должны устанавливаться претприя-тиам-изготовителем.
8. На механическую обработку отливаемых отверстой должны приниматься припуски от табл. 5, 6 и 7 (верха или низа, независимо от расположения отверстий).
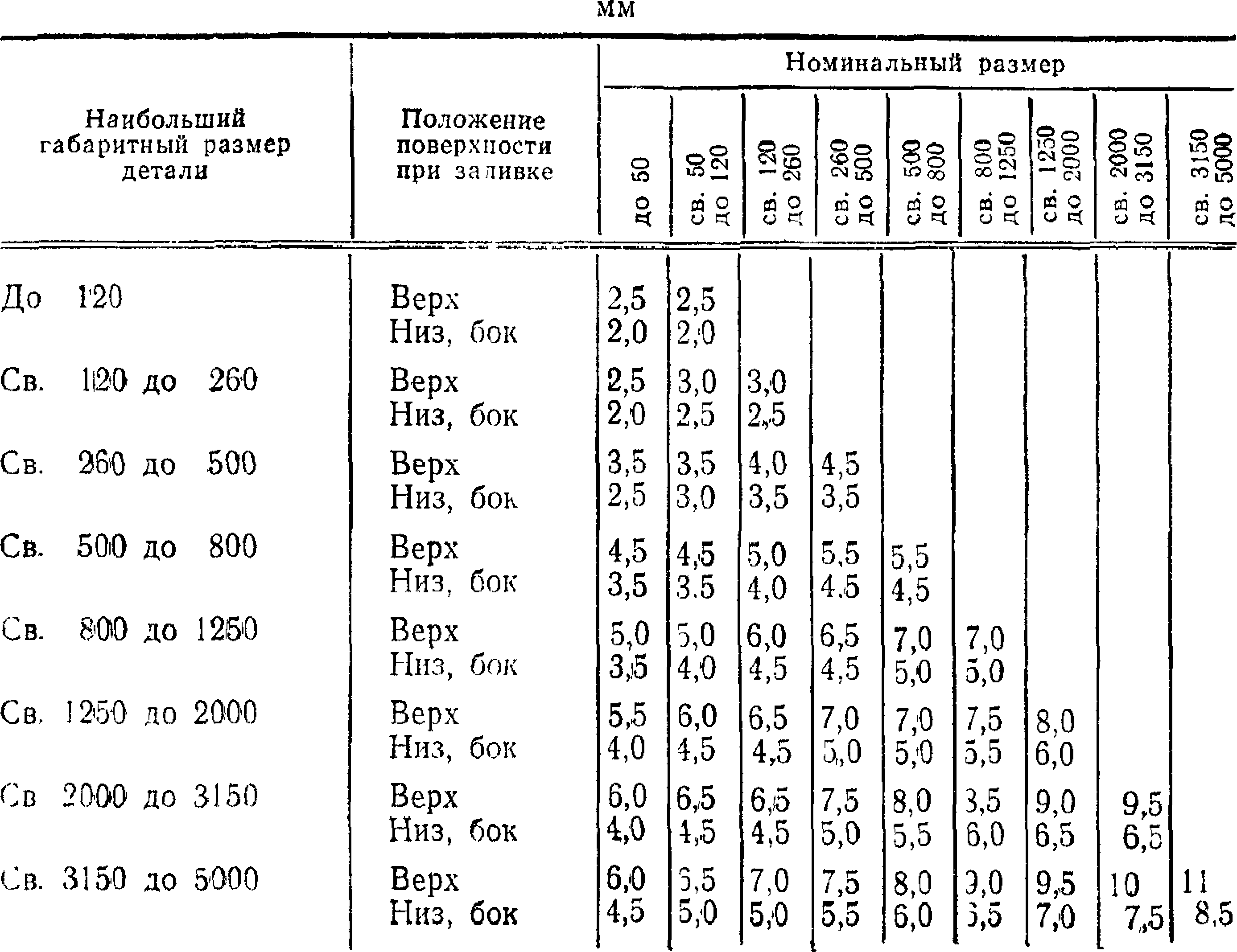
Припуски на механическую обработку отливок I класса
Таблица
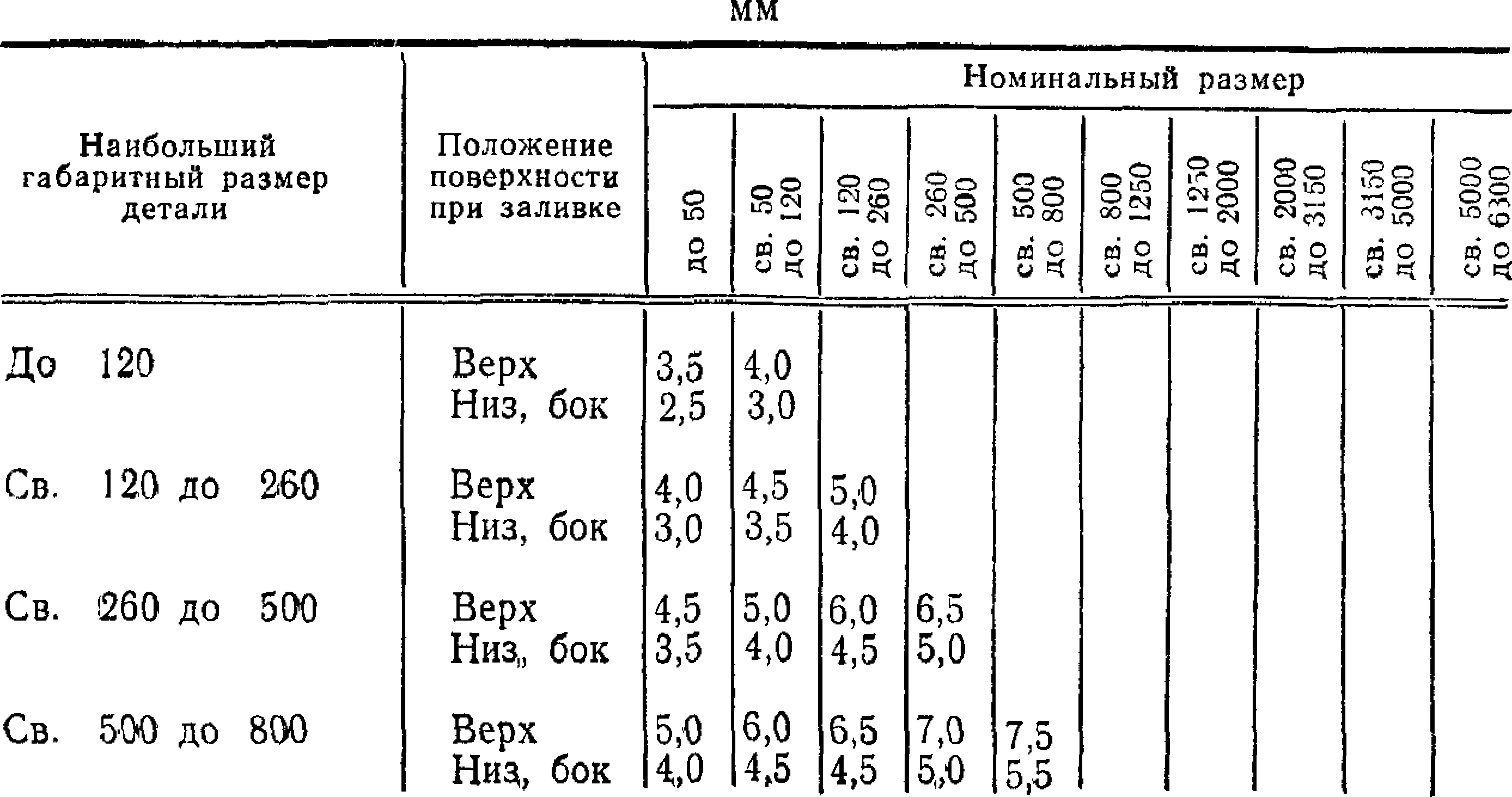
Припуски на механическую обработку отливок II класса
Таблица
Продолжение табл. 6
Наибольший габаритный размер детали | Положение поверхности при заливке 1 | Номинальный размер | |||||||||||
о ю о | св. 50 до 120 | I св. 120 до 260 | св. 260 до 500 | О О : О о 1Л со S § | св. 800 до 1250 | S§ а| » о о с=[ | с в. 2000 до 3150 | св. 3150 до 5000 | 0 л о Э 9 ^ | ||||
Св. | 800 до | 1250 | Верх | 6,0 | 7,0 | 7,0 | 7,5 | 8,0 | 8,5 | ||||
Низ, бок | 4,0 | 5,0 | 5,0 | 5,5 | 5,5 | 6,5 | |||||||
Св. | 1250 до | 2000 | Верх | 7,0 | 7,5 | 8,0 | 8,0 | 9,0 | 9,0 | 10 | |||
Нин. бок | 4,5 | 3,0 | 5,5 | 6,0 | 6,5 | 6,5 | 7,5 | ||||||
Св. | 2000 до | 3150 | Верх | 7,0 | 7,0 | 8,0 | 8,5 | 9,0 | 10 | 11 | 12 | ||
Низ,, бок | 5,0 | 5,0 | 5,5 | 6,0 | 5,5 | 7,0 | 8,5 | 9,0 | |||||
Св. | 3350 до | 5000 | Верх | 7,5 | 7,5 | 8,0 | 8,5 | 9,0 | 10 | 11 | 12 | 13 | |
ние, бок | 5 j5 | 5,5 | 6,0 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 10,0 | ||||
С в. | 5000 до | 6300 | Верх | 7.5 | 8,0 | 8,5 | 9,0 | 10 | 11 | 12 | 13 | 14 | 15 |
Низ, бок | 5 5 | 6,0 | 6,5 | 7,0 | 7,5 | 8,0 | 9,5 | 10 | 11 | 12 |
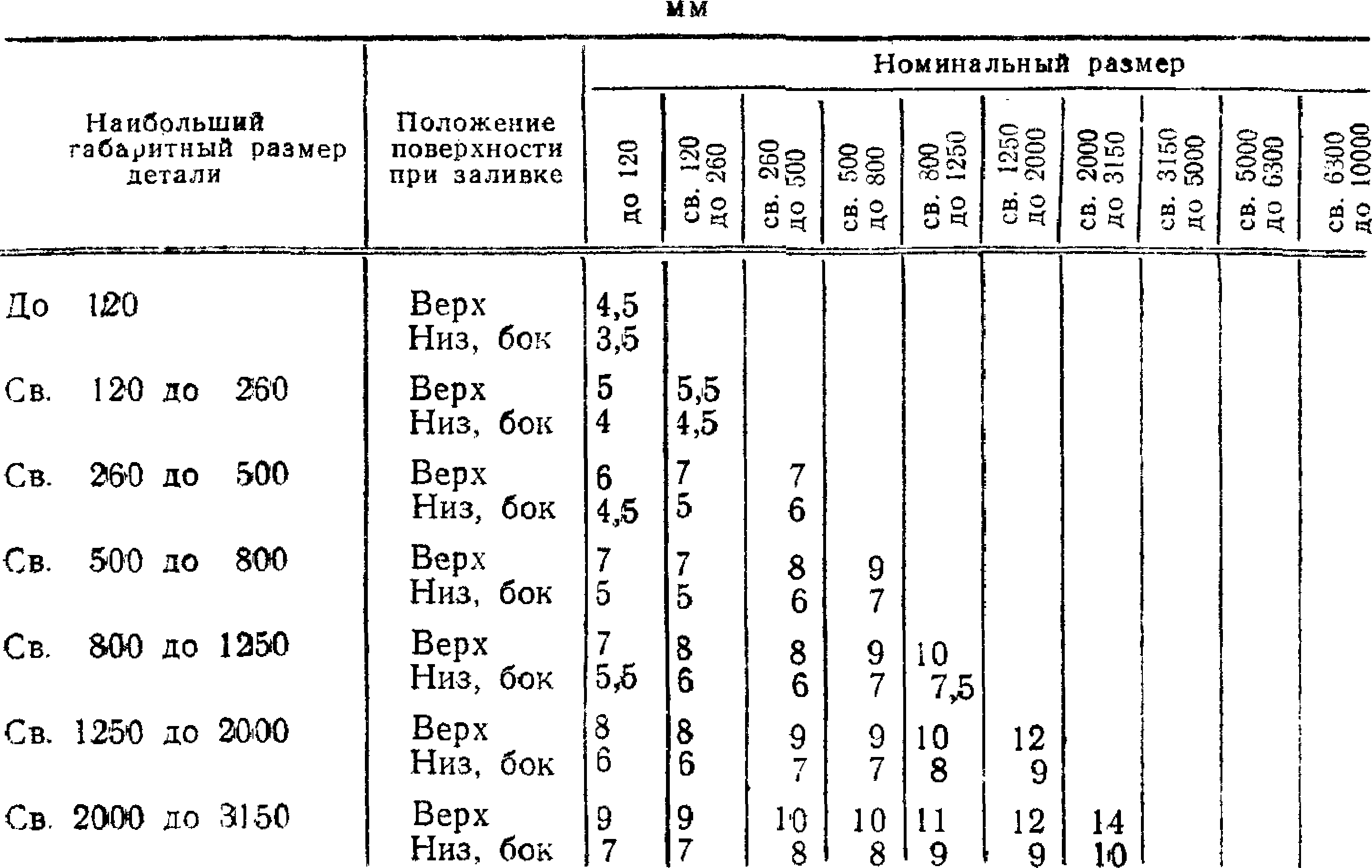
Припуски на механическую обработку отливок UI класса
Таблица 1
Продолжение табл, 7
Наибольший габаритный размер детали | Положение | поверхности при заливке | Номинальный размер | |||||||||
о сч о <=( | св. 120 до 260 | св. 260 S до 500 | св. 500 ! ; до 800 | — о 2 ю о 5§ | ^8 С\» m о о | с в. 2000 ! ДО 3150 | св. 3150 до 5000 | 1 св. 5000 до 6300 | св. 6300 до 10000 | ||
Св. 3160 ДО 5000 | Верх | 9 | 10 | 10 | 1 11 | 112 | 14 | 16 | 16 | ||
Низ,, бок | 7 | 8 | 8 | 9 | 9 | 11 | 12 | 13 | |||
Со, 5000 до 6000 | Верх | 9 | 10 | 11 | 12 | 13 | 14 | 16 | 18 | 20 | |
Низ, бок | 7 | 8 | 9 | 9 | 10 | 11 | КЗ | 15 | 17 | ||
С в. 6300 до 10300 | Верх | 9 | 10 | И | 12 | 14 | 16 | 18 | 29 | 22 | 24 |
Низ, бок | 7 | 8 | 9 | 10 | И | 13 | 15 | 17 | 19 | 21 |
III. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ ПО МАССЕ ОТЛИВОК
9. Номинальной массой отливки является масса детали, установленная с учетом припусков ка механическую обработку и припусков, связанных с технологией производства, и указанный в чертеже отливки или в заказе.
10. Допускаемые верхние отклонения по массе отливок устанавливаются табл. 8.
Таблица S
Номинальная масса отливки., кг | Класс точности | ||
I | п | 1 Ш | |
Допускаемое отклонение по % | массе. | ||
До SO 1 | . | 7 | S |
Св. 80 до 1 | [ 4 | 6 | 7 |
Св. 500 ] | ! з | 5 | 6 |
Нижние отклонения по маасе ограничиваются минусовыми отклонениями по размерам.
Редактор Т. П. Шашина
трхнииескйй редактор Ф. И. Шрайбштейн Корректор Э. В. Митяй
Сдана в паб. 15,02.78. Подп. а печ. 20.04.78. 0,5 п. л. 0,44 уч.-изд. л. Тир. 4000. Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, Москва, Д-557, Новопресненский^пер., д. 3-Вильнюсская типография Издательства стандартов, ул, Миндауго. 12/14. Зак. 1010
{kind=link}