ГОСТ 33849-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛЯГИ МЕТАЛЛИЧЕСКИЕ ДЛЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
Общие технические условия
Metal cans for milk and milk products. General specifications
МКС 77.140.99; 77.150.10
ОКП РБ 25.91.12.000
Дата введения 2024-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Республиканским унитарным предприятием "Белорусский государственный институт метрологии" (БелГИМ)
2 ВНЕСЕН Госстандартом Республики Беларусь
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по результатам голосования в АИС МГС (протокол от 27 июля 2016 г. N 89-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Национальное Агентство по стандартам и метрологии Грузии |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии 28 декабря 2023 г. N 1730-ст межгосударственный стандарт ГОСТ 33849-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2024 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на металлические фляги, предназначенные для упаковывания и транспортирования молока и молочных продуктов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 8.633 Государственная система обеспечения единства измерений. Мерники металлические технические. Методика поверки
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.905* Единая система защиты от коррозии и старения. Методы коррозионных испытаний. Общие требования
________________
* В Российской Федерации действует ГОСТ Р 9.905-2007.
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1583 Сплавы алюминиевые литейные. Технические условия
ГОСТ 1770 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 3282 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5582 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 6009 Лента стальная горячекатаная. Технические условия
ГОСТ 9045 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 13726 Ленты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14806 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16523 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17133 Пластины резиновые для изделий, контактирующих с пищевыми продуктами. Технические условия
ГОСТ 18425 Упаковка транспортная наполненная. Метод испытания на удар при свободном падении
ГОСТ 19903 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21631 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21930 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 21931 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 29329* Весы для статического взвешивания. Общие технические требования
________________
* В Российской Федерации действует ГОСТ Р 53228-2008 "Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и основные размеры
3.1 Фляги должны изготовляться двух типов:
- ФА - цельнотянутые алюминиевые;
- ФЛ - сварные стальные с последующим лужением.
3.2 Основные размеры фляг должны соответствовать значениям, указанным на рисунке 1 и в таблице 1.
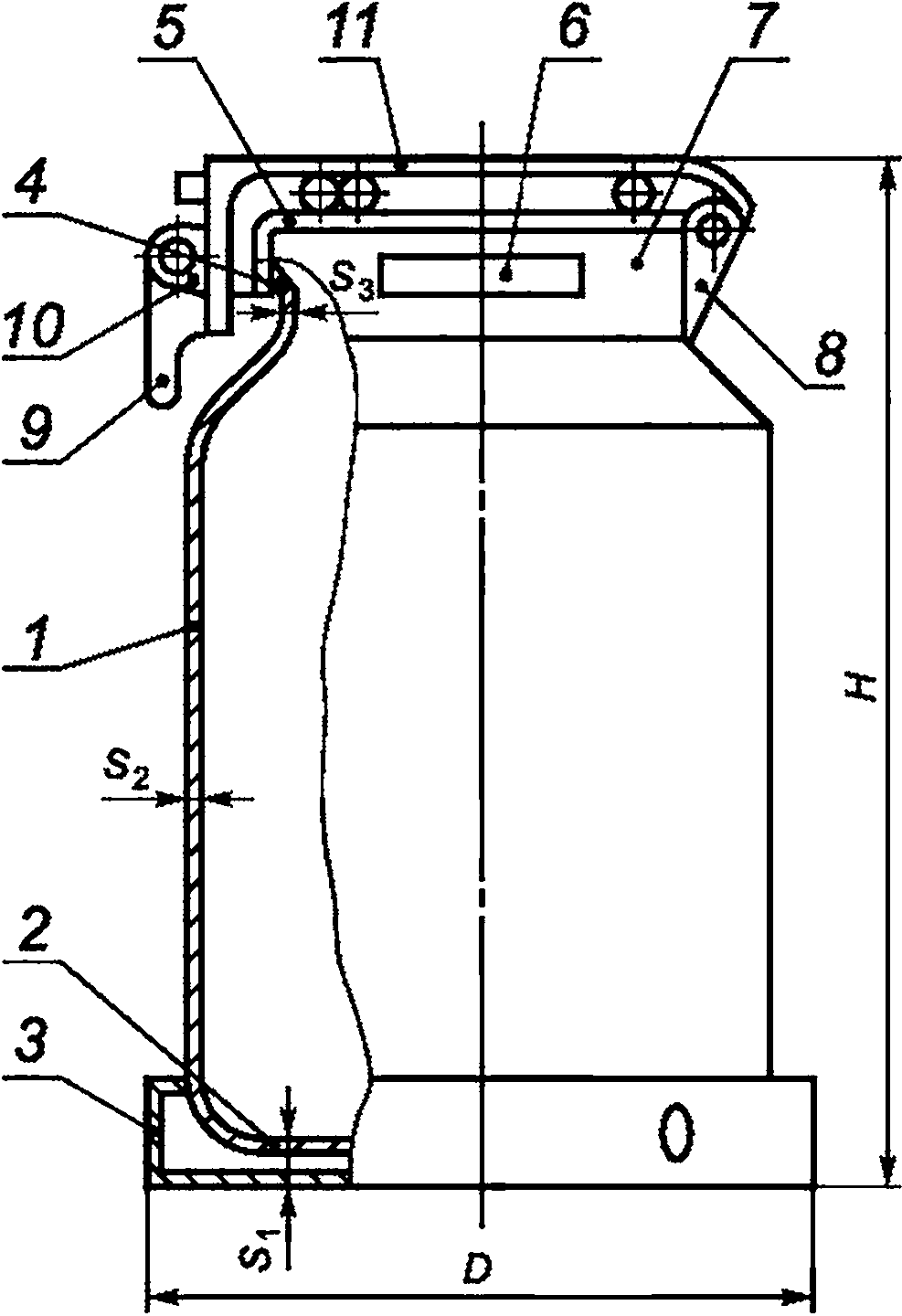 |
1 - корпус; 2 - днище; 3 - опорный обруч; 4 - горловина; 5 - крышка; 6 - ручка; 7 - верхний обруч (для фляг типа ФА); 8 - задний кронштейн; 9 - затвор; 10 - передний кронштейн; 11 - прижим
Рисунок 1
Таблица 1
Вместимость, л | Наруж- ный диа- метр, D, мм, не более | Внутренний диаметр, мм | Высота H, мм, не более | Толщина стенок корпуса фляги типа, мм, не менее | Масса фляги типа, кг, не более | |||||||||
Номи- наль- ная | Пол- ная | корпуса | горловины | ФА в сечении | ФЛ | ФА | ФЛ | |||||||
Номи- наль- ный | Доп. откл. | Номи- наль- ный | Доп. откл. | Номи- наль- ная | Доп. откл. | |||||||||
25 | 26±0,5 | 320
370
370 | 284
340
350 | ±4 | 170
220 | +1
-2 | 560
465 | 1,8 | 1,75 | 1,5 | 1,2 | ±0,15 | 7,5 | 8,0 |
35 | 36±0,5 | 370 | 340 | ±4 | 170
220 | ±1 | 560 | 2,2 | 2,0 | 1,6 | - | - | 8,0 | - |
38 | 39±0,5 | 370 | 340 | ±4 | 170
220 | +1
-2 | 600 | 1,8 | 1,75 | 1,5 | - | - | 8,5 | - |
40 | 41±0,5 | 370 | 350 | ±4 | 220 | +1
-2 | 600 | 2,2 | 2,0 | 1,6 | - | - | 9,0 | - |
3.3 Основные размеры крышки должны соответствовать значениям, указанным на рисунке 2 и в таблице 2.
 |
Рисунок 2
Таблица 2
Размеры в миллиметрах
Внутренний диаметр горловины фляги | Размеры крышки | |||
D | d | h | S, не менее | |
170 | 197±1 | 166±1 | 12±2 | 1,2 |
220 | 245±1 | 214±1 | 12±2 | 1,2 |
Примечание - Допускается поверхность в крышке под диаметр d выполнять с конусностью до 5 мм. | ||||
3.4 Размеры уплотнительных колец должны соответствовать значениям, указанным на рисунке 3 и в таблице 3.
 |
Рисунок 3
Таблица 3
Размеры в миллиметрах
Внутренний диаметр горловины фляги | Размер уплотнительного кольца | ||
d | h | b | |
170 | 157±2 | 8±1 | 11±2; 15±2 |
220 | 205±2 | 8±1 | 15±2 |
3.5 Условное обозначение фляг должно состоять из обозначения типа фляги, номинальной вместимости в литрах и обозначения настоящего стандарта.
Пример - Условное обозначение цельнотянутой алюминиевой фляги вместимостью 25 л: ФА-25 ГОСТ 33849-2016.
4 Технические требования
4.1 Фляги изготавливают в соответствии с требованиями настоящего стандарта по техническим описаниям, рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
4.2 Соединение верхнего обруча и горловины фляги типа ФА, а также положение кронштейнов на флягах обоих типов приведено на рисунке 4.
 |
1 - верхний обруч; 2 - горловина; 3 - передний кронштейн; 4 - задний кронштейн
Рисунок 4
4.3 Соединения горловины фляги с корпусом, а также корпуса, днища и опорного обруча фляг типа ФЛ приведены на рисунке 5.
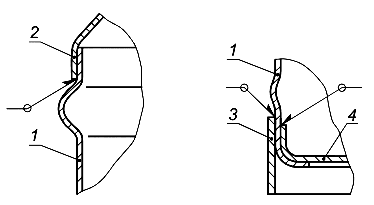 |
1 - корпус; 2 - горловина; 3 - опорный обруч; 4 - днище
Рисунок 5
4.4 Рисунки 1, 2, 4 и 5 не определяют конструкцию фляги.
4.5 Уплотнительные кольца крышек изготовляют цельными или с вулканизационным швом из пищевой резины по ГОСТ 17133.
4.6 Конструкция крышки фляги должна обеспечивать возможность замены уплотнительного кольца, но не допускать самопроизвольного его выпадения.
4.7 Стальные опорные обручи изготавливают сваркой по ГОСТ 15878, а из алюминиевых сплавов - сваркой по ГОСТ 14806 или газовой сваркой.
Опорные обручи из алюминиевых сплавов изготавливают из фасонного профиля в соответствии с рисунком 6. Допускается опорные обручи из фасонного профиля изготавливать других размеров, не ухудшающих качественные и эксплуатационные показатели.
Опорные обручи должны иметь три-шесть отверстий для слива воды.
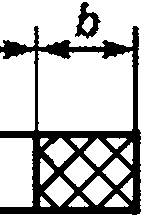 |
Рисунок 6
4.8 Опорные обручи из стали к флягам типа ФА крепят зиговкой, а из алюминиевых сплавов дополнительно приваривают по ГОСТ 14806.
К флягам типа ФЛ опорные обручи крепят сваркой по ГОСТ 15878.
Опорные обручи из алюминиевых сплавов фасонного профиля (рисунок 5) крепят к корпусу фляги зиговкой без приварки.
4.9 Ручки и кронштейны фляг типа ФА крепят к верхнему обручу сваркой по ГОСТ 15878 или ГОСТ 14806 или изготавливают одной деталью с обручем методом литья или прессовки. Допускается изготавливать фляги с шарнирным креплением ручек, а также с креплением клепкой или другими методами, не ухудшающими прочности крепления ручек.
4.10 Ручки фляг типа ФЛ крепят к конической части фляги сваркой по ГОСТ 15878. Ручки фляг не должны выступать за пределы наружного диаметра фляг.
4.11 Фляги должны иметь запорное устройство, конструкция которого должна обеспечивать возможность пломбирования.
4.12 Крышка фляги должна открываться и закрываться усилием руки без применения рычагов.
4.13 Металлическое покрытие должно быть толщиной от 6 до 12 мкм.
4.14 Металлическое покрытие должно быть плотным, равномерным по всей поверхности и должно иметь прочное сцепление со сталью. Качество металлического покрытия должно соответствовать требованиям ГОСТ 9.301.
4.15 Обручи, ручки и арматура фляг, изготовленные из углеродистой стали, должны быть покрыты оловом, цинком или кадмием. Толщина слоя покрытия должна быть не менее 9 мкм.
4.16 Опорные обручи и ручки фляг должны в течение 15 мин выдерживать статическую нагрузку:
- фляги вместимостью 38 и 40 л - 1960 Н (200 кгс);
- фляги вместимостью 25 и 35 л - 1372 Н (140 кгс).
4.17 Сварные швы должны соответствовать ГОСТ 5264 или ГОСТ 15878, быть плотными и ровными, не должны иметь пор, трещин и свищей.
4.18 Конструкция и технология изготовления фляги должна обеспечивать герметичность корпуса и герметичность прилегания крышки. При выявлении негерметичности корпуса фляги типа ФЛ допускается частичная пайка непроваренных швов, но не более чем в трех местах общей длиной до 60 мм. Пайку производят припоем марки ПОС-90 по ГОСТ 21931 или ГОСТ 21930 или другими припоями по качеству не хуже указанных.
4.19 Фляги должны выдерживать одно сбрасывание на опорный обруч с высоты 60 см.
4.20 Фляги не должны иметь заусенцев и острых кромок.
4.21 На внутренней и наружной поверхностях фляг типа ФА допускаются:
- малозначительные следы от штампующего инструмента в виде продольных рисок, царапин;
- малозначительные следы от раскаточного инструмента на конусе и горловине, отпечатки от валков;
- непроцинкованные участки на поверхности оцинкованной арматуры - не более 3 шт. диаметром не более 3 мм;
- дефекты алюминиевого листа - по ГОСТ 21631, ленты - по ГОСТ 13726;
- малозначительные следы точечной сварки и цвета побежалости в местах соединения деталей.
4.22 На внутренней и наружной поверхностях фляг типа ФЛ допускаются:
- малозначительные следы от штампующего инструмента в виде продольных рисок, царапин, не разрушающие целостности покрытия;
- малозначительные следы от раскаточного инструмента на конусе и горловине, отпечатки от валков;
- одна точка непролуды диаметром не более 1 мм;
- поверхностные включения не более 5 шт. диаметром не более 2 мм.
4.23 Конструкция фляги должна обеспечивать устойчивое положение ее на горизонтальной плоскости.
4.24 Внешний вид фляг в процессе эксплуатации не должен изменяться под воздействием молока и молочных продуктов.
4.25 Требования к сырью и материалам
4.25.1 Материалы, применяемые для изготовления фляг, должны быть допущены и разрешены для контакта с пищевыми продуктами органами здравоохранения и не должны ухудшать органолептические и токсиколого-гигиенические показатели упаковываемой продукции.
4.25.2 Фляги типа ФА изготавливают:
- корпус - из листов алюминия или алюминиевых сплавов по ГОСТ 21631 или лент по ГОСТ 13726, марок А7, А6, А5, А0, АД0, АД, АД1, АД0М, АДМ, АД1М;
- крышка - из нагартованных листов по ГОСТ 21631 или лент по ГОСТ 13726, марок А7Н, А6Н, А5Н, А0Н, АД0Н, АДН, АД1Н. Допускается изготовлять крышки из листов отожженного алюминия марки АД1М, толщиной не менее 2,5 мм по ГОСТ 21631;
- опорный обруч - из стальных листов толщиной не менее 2 мм по ГОСТ 19903 или ГОСТ 19904. Допускается изготовлять опорный обруч из алюминиевых сплавов марок АД1, АД1М, АМц, АМг1, АД31 по ГОСТ 4784.
4.25.3 Фляги типа ФЛ изготавливают:
- корпус и крышка - из тонколистовой стали не ниже II группы по ГОСТ 9045, ГОСТ 16523, ГОСТ 5582, ГОСТ 1050, ГОСТ 380, сортамент по ГОСТ 19903 или ГОСТ 19904;
- опорный обруч - из стального листа толщиной 3 мм по ГОСТ 19903 или ГОСТ 19904.
4.25.4 Ручки, верхний обруч и арматура фляг изготавливают из тонколистовой или полосовой стали не ниже II группы по ГОСТ 9045, ГОСТ 16523, ГОСТ 5582, ГОСТ 1050, ГОСТ 380, ГОСТ 6009, сортамент по ГОСТ 19903, ГОСТ 19904 или из алюминия и алюминиевых сплавов по ГОСТ 4784 и ГОСТ 1583.
Допускается изготавливать арматуру фляг из стальной проволоки по ГОСТ 3282.
4.26 Маркировка
4.26.1 На каждую флягу штампованием или выдавливанием должна быть нанесена маркировка, содержащая:
- условное обозначение фляги;
- символ о назначении для контакта с пищевой продукцией в соответствии с [1] (приложение 4);
- наименование изготовителя или его товарный знак;
- цифровое и (или) буквенное обозначение (аббревиатура) материала, из которого изготовлена фляга, в соответствии с [1] (приложение 4);
- год и месяц изготовления фляги.
4.26.2 В сопроводительных документах на фляги должна быть приведена следующая информация:
- наименование и условное обозначение фляги;
- наименование и местонахождение изготовителя, информация для связи с ним;
- обозначение настоящего стандарта;
- указания по эксплуатации;
- дата изготовления (месяц, год);
- гарантийный срок эксплуатации;
- срок службы;
- условия хранения и транспортирования;
- отметка ОТК или информация, подтверждающая качество.
4.26.3 Транспортная маркировка должна соответствовать требованиям ГОСТ 14192.
4.27 Упаковка
Фляги не подлежат консервации и упаковыванию перед транспортированием.
5 Требования безопасности
5.1 Фляги не должны изменять органолептические свойства молока и молочных продуктов после контакта с ними при правильной эксплуатации и хранении. Покрытие внутренних поверхностей фляг должно быть стойким к упаковываемой продукции при соблюдении условий ее хранения и транспортирования, установленных в нормативной документации на упаковываемую продукцию.
5.2 Санитарно-гигиенические показатели фляг должны соответствовать [1] (приложение 1).
5.3 Фляги типа ФЛ должны быть стойкими к коррозии.
6 Правила приемки
6.1 Фляги подвергают приемо-сдаточным, периодическим и типовым испытаниям.
6.2 Фляги к приемке предъявляют партиями.
Партией считают количество фляг одного типа и размера, изготовленных из одного материала и оформленных одним документом о качестве, содержащим:
- наименование изготовителя или его товарный знак;
- местонахождение (юридический адрес изготовителя);
- номер партии;
- условное обозначение фляг;
- количество единиц в партии;
- дату изготовления (месяц, год);
- обозначение настоящего стандарта;
- результаты испытаний;
- дату отгрузки.
6.3 При приемо-сдаточных испытаниях контролируют внешний вид фляг, размеры (кроме толщины стенок корпуса), качество швов сварных соединений, качество покрытия, маркировку, прочность крепления ручек и опорного обруча, герметичность, устойчивость на горизонтальной плоскости. Для этого от партии отбирают фляги в объеме 1% от партии, но не менее пяти фляг.
При получении неудовлетворительных результатов хотя бы по одному показателю производят повторный контроль удвоенного количества фляг, взятых из этой же партии.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
При получении отрицательных результатов приемку и отгрузку принятых фляг приостанавливают до выявления причин дефектов.
6.4 Периодическим испытаниям подвергают фляги, прошедшие приемо-сдаточные испытания. Периодические испытания проводят не реже одного раза в два года.
При периодических испытаниях проводят контроль толщины стенок корпуса и испытание на удар при свободном падении. Объем выборки - по 6.3.
Для проверки санитарно-гигиенических показателей не реже одного раза в год отбирают 0,5% фляг от контролируемой партии, но не менее пяти фляг.
6.5 Если в процессе периодических испытаний будет обнаружено несоответствие фляг хотя бы одному из требований настоящего стандарта, то приемку и отгрузку фляг приостанавливают до выявления причин возникновения дефектов, их устранения и получения положительных результатов повторных периодических испытаний на удвоенной выборке. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
6.6 При изменении конструкции фляг или технологии их изготовления, а также в случае замены вида сырья и материалов изготовитель проводит типовые испытания по программе, утвержденной в установленном порядке, или согласно требованиям настоящего стандарта. Объем выборки - по 6.3.
При неудовлетворительных результатах испытаний изменения в конструкцию и технологию не вносятся, а замену сырья и материалов не производят.
6.7 По требованию потребителей изготовитель должен предоставить протоколы периодических и типовых испытаний.
6.8 Входной контроль осуществляет потребитель на соответствие фляг всем требованиям настоящего стандарта. Объем выборки - по 6.3.
При получении неудовлетворительных результатов контроля хотя бы по одному из показателей отбирают удвоенную выборку от той же партии. Результаты повторных испытаний распространяют на всю партию.
7 Методы испытаний
7.1 Внешний вид, форму, комплектность и маркировку фляг контролируют визуальным осмотром при нормальном освещении без применения увеличительных приборов путем сравнения с требованиями настоящего стандарта, технического описания, рабочих чертежей и/или образцами-эталонами.
7.2 Контроль размеров дефектов до 5 мм на поверхности фляг проводят отсчетным микроскопом с диапазоном измерения от 0 до 6,5 мм и ценой деления 0,01 мм. Контроль размеров дефектов свыше 5 мм проводят линейкой измерительной металлической по ГОСТ 427. Допускается применять другие средства измерения, которые обеспечивают необходимую точность измерения.
7.3 Размеры корпусов фляг, крышек и уплотняющих колец контролируют универсальными средствами измерений или шаблонами, обеспечивающими контроль с погрешностью, не превышающей установленную в ГОСТ 8.051.
7.4 Для проверки полной вместимости во флягу мерниками 2-го класса точности по ГОСТ 8.633 и цилиндра 2-го класса точности по ГОСТ 1770 наливают воду температурой (20±5)°C до переливания через край горловины фляги.
Полную вместимость фляги допускается определять весовым методом следующим образом. Чистую и сухую флягу взвешивают на весах неавтоматического действия среднего класса точности с максимальной нагрузкой 100 кг по ГОСТ 29329. Затем наполняют ее до верхнего края горловины водой температурой (20±5)°C и снова взвешивают, определяя общую массу. При взвешивании наружная поверхность фляги должна быть сухой. Разность между массой фляги, наполненной водой, и порожней флягой в килограммах соответствует ее полной вместимости в литрах.
7.5 Качество швов сварных соединений контролируют по ГОСТ 3242.
7.7 Герметичность прилегания крышки контролируют опрокидыванием закрытой и наполненной не менее чем на 50% водой фляги.
Флягу выдерживают в перевернутом положении не менее 5 мин. При этом не должно быть течи или каплеобразования.
7.8 Контроль усилия открывания и закрывания крышки фляги производят вручную. Крышка должна открываться и закрываться без применения рычагов.
7.9 Для контроля качества крепления ручек и опорных обручей от выборки отбирают не менее пяти фляг. Качество крепления опорных обручей и ручек контролируют приложением статической нагрузки по 4.16 в течение 15 мин. При этом фляги устанавливают неподвижно либо подвешивают за ручки или опорный обруч.
После испытания не должно быть деформации корпуса фляги и нарушения крепления ручек и опорного обруча.
7.10 Для испытания фляг на удар при свободном падении от выборки отбирают не менее пяти фляг. Испытания проводят по ГОСТ 18425. Перед испытанием фляги наполняют водой и закрывают. Фляги в вертикальном положении сбрасывают один раз на опорный обруч с высоты 60 см на деревянный пол. После испытания не должно быть нарушения крепления опорного обруча и герметичности фляг.
7.11 Коррозионную стойкость фляг определяют по ГОСТ 9.905.
7.12 Санитарно-гигиенические показатели определяют в соответствии с требованиями нормативных документов, действующих на территории стран, принявших настоящий стандарт.
7.13 Для контроля устойчивости флягу устанавливают на горизонтальную плоскость. Фляга должна устойчиво стоять на плоскости и не качаться.
8 Транспортирование и хранение
8.1 Фляги транспортируют в крытых транспортных средствах в соответствии с правилами, действующими на транспорте соответствующего вида.
Между флягами должны быть помещены деревянные или картонные прокладки.
8.2 Условия хранения фляг - по группе Ж2 ГОСТ 15150. Фляги хранят в горизонтальном положении в штабелях высотой не более восьми рядов.
9 Указания по эксплуатации
9.1 Заполненные фляги необходимо устанавливать в один ряд по высоте.
9.2 Уплотняющее кольцо перед мойкой необходимо вынимать.
9.3 Не следует закрывать флягу с неохлажденными молочными продуктами.
9.4 При транспортировании, погрузочно-разгрузочных работах и эксплуатации необходимо предохранять фляги от ударов и других механических воздействий.
9.5 В процессе эксплуатации фляги должны подвергаться санитарной обработке, периодичность и режим которой устанавливают в соответствии с нормами и правилами, принятыми для предприятий пищевой промышленности.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие фляг требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации, установленных настоящим стандартом.
10.2 Гарантийный срок эксплуатации фляг - 24 мес со дня ввода в эксплуатацию.
10.3 Срок службы фляг типа ФА - не менее 5 лет, типа ФЛ - не менее 8 лет.
Библиография
[1] | ТР ТС 005/2011 О безопасности упаковки |
УДК 621.798.144(083.74)(476) | МКС 77.140.99; 77.150.10 | ОКП РБ 25.91.12.000 |
Ключевые слова: фляги металлические, технические требования, правила приемки, методы контроля, транспортирование и хранение | ||
{kind=link}