ГОСТ Р 57983-2017/EN 10248-2:1995
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАИ ШПУНТОВЫЕ ГОРЯЧЕКАТАНЫЕ ИЗ НЕЛЕГИРОВАННЫХ СТАЛЕЙ
Часть 2
Допуски на форму и размеры
Hot rolled sheet piling of non alloy steels. Part 2. Tolerances on shape and dimensions
ОКС 77.140.70
Дата введения 2020-01-01*
Предисловие
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова" (ЗАО "ЦНИИПСК им.Мельникова") на основе официального перевода на русский язык англоязычной версии европейского стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2017 г. N 1812-ст
4 Настоящий стандарт является идентичным европейскому стандарту EN 10248-2:1995* "Сваи шпунтовые горячекатаные из нелегированных сталей. Часть 2. Допуски на форму и размеры" (EN 10248-2:1995 "Hot rolled sheet piling of non alloy steels - Part 2: Tolerances on shape and dimensions", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочного европейского стандарта соответствующий национальный стандарт, сведения о котором приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт устанавливает допуски на основные размеры, предельные отклонения сечения перпендикулярно продольной оси, прямолинейность и массу горячекатаных шпунтовых свай из нелегированной стали в соответствии с ЕН 10248-1.
Настоящий стандарт распространяется на замковые соединения профилей шпунтовых свай.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий нормативный документ*:
EN 10248-1, Hot rolled sheet piling of non alloy steels - Part 1: Technical delivery conditions (Сваи шпунтовые из горячекатаных нелегированных сталей. Часть 1. Технические условия поставки)
3 Требования к геометрическим размерам
3.1 Высота профилей
3.1.1 Допуски на высоту U-образных шпунтовых свай приведены в таблице 1.
Таблица 1 - Допуск на высоту U-образных свай
Размеры в миллиметрах
Обозначение | Изображение | Номинальный размер | Допуск |
Высота |  | 200 | ±4 |
200 | ±5 |
3.1.2 Дополнительно могут быть согласованы допуски для высоты сечения, составленного из пары гнутых или сваренных профилей.
3.1.3 Допуски на высоту Z-образных свай приведены в таблице 2.
Таблица 2 - Допуск на высоту Z-образных свай
Размеры в миллиметрах
Обозначение | Изображение | Номинальный размер | Допуск |
Высота |  | 200 | ±5 |
200 300 | ±6 | ||
300 | ±7 |
3.1.4 Допуски на высоту Н-образных свай приведены в таблице 3.
Таблица 3 - Допуск на высоту Н-образных свай
Размеры в миллиметрах
Обозначение | Изображение | Номинальный размер | Допуск |
Высота |  | 500 | ±5 |
500 | ±7 |
3.2 Ширина профилей
3.2.1 Допуск на ширину U-образных свай приведен в таблице 4.
Таблица 4 - Допуск на ширину U-образных свай
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Ширина |  | Все | ±2% |
3.2.2 Допуск на ширину Z-образных свай приведен в таблице 5.
Таблица 5 - Допуск на ширину Z-образных свай
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Ширина |  | Все | ±2% |
3.2.3 Допуск на ширину плоских профилей приведен в таблице 6.
Таблица 6 - Допуск на ширину плоских профилей
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Ширина |  | Все | ±2% |
3.2.4 Допуск на ширину Н-образных свай приведен в таблице 7.
Таблица 7 - Допуск на ширину Н-образных свай
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Ширина |  | Все | ±2% |
3.2.5 Для секций, соединенных в двойные или тройные сваи, допуск общей номинальной ширины может быть 3%.
3.3 Толщина стенок профилей
3.3.1 Допуски на толщину стенок U-образных свай приведены в таблице 8.
Таблица 8 - Допуск на толщину стенок U-образных свай
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Толщина и |  | 8,5 | ±0,5 |
8,5 | ±6% | ||
8,5 | -0,5 | ||
8,5 | -6% | ||
Обычно положительный допуск устанавливает изготовитель. При оформлении заказа может быть согласовано ограничение на этот допуск. В этом случае следует выбрать следующие значения: +0,5 мм для 8,5 мм и +6% для 8,5 мм, если для U-образных шпунтовых свай для толщины согласован положительный допуск. | |||
3.3.2 Допуски на толщину стенок Z-образных свай приведены в таблице 9.
Таблица 9 - Допуск на толщину стенок Z-образных профилей
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Толщина и |  | 8,5 | ±0,5 |
8,5 | ±6% |
3.3.3 Допуски на толщину плоских профилей приведены в таблице 10.
Таблица 10 - Допуск на толщину стенок плоских профилей
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Толщина |  | 8,5 | ±0,5 |
| 8,5 | ±6% |
3.3.4 Допуски на толщину стенок Н-образных свай приведены в таблице 11.
Таблица 11 - Допуск на толщину стенок Н-образных свай
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Толщина и |  | 12,5 | +2 -1 |
| 12,5 | +2,5 -1,5 |
3.3.5 Измерения толщины выполняются посредине.
3.4 Прямолинейность профилей
3.4.1 Предельное отклонение от прямолинейности профилей приведено в таблице 12.
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
 | Все длины | 0,2% | |
Примечание - Измерение свай проводят отрегулированным уровнем на поверхности профиля. | |||
3.4.2 Дополнительно может быть согласовано уменьшенное значение допуска.
3.5 Длина профилей
3.5.1 Допуск на длину профилей приведен в таблице 13.
Таблица 13 - Длина всех профилей
Размеры в миллиметрах
Обозначение | Рисунок | Номинальный размер | Допуск |
Длина |  | Все | ±200 |
3.5.2 Уменьшенный допуск может быть согласован во время оформления заказа.
3.6 Перпендикулярность сечения торцов профилей
3.6.1 Допуск на перпендикулярность сечения торцов профилей приведен в таблице 14.
Таблица 14 - Прямоугольность концов всех профилей
Обозначение | Рисунок | Номинальный размер | Допуск |
 | Все ширины | ±2% |
3.7 Масса профилей
3.7.1 По сравнению с расчетной массой (изделие заказанной длины по массе на линейный метр сваи согласно таблицам профилей от производителя) действительная масса не должна отклоняться от массы общей поставки более чем на 5%.
3.7.2 Уменьшенный допуск может быть согласован во время оформления заказа.
4 Требования к замковым соединениям профилей
4.1 Замковые соединения должны иметь свободный ход так, чтобы сваи могли быть подогнаны друг к другу. Они должны соединяться таким образом, чтобы была обеспечена передача действующих усилий.
Таблица 15 - Примеры хорошо зарекомендовавших себя замков шпунтовых свай
Размеры в миллиметрах
Тип 1 - ширина крюка - зев соединения Допуск: 4  | Тип 2 - ширина заглушки - зев соединения Допуск: 4 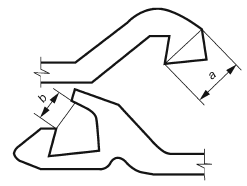 |
Тип 3 - ширина заглушки - зев соединения Допуск: 4 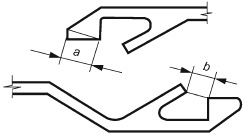 | Тип 5 - ширина крюка - зев соединения Допуск: 2,6  |
Тип 4 - высота задерживающего устройства - зев соединения Допуск: 4  | Тип 6 - ширина крюка - зев соединения Допуск: 7,0  |
Приложение ДА
(справочное)
Сведения о соответствии ссылочного европейского стандарта национальному стандарту
Таблица ДА.1
Обозначение ссылочного европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN 10248-1 | IDT | ГОСТ Р 58034-2017/EN 10248-1:1995 "Сваи шпунтовые горячекатаные из нелегированных сталей. Технические условия" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
УДК [624.155.114](083.74):006.354 | ОКС 77.140.70 |
Ключевые слова: сваи шпунтовые горячекатаные из нелегированных сталей, допуски на форму и размеры, масса профилей, замковое соединение | |
{kind=link}