ГОСТ Р 58156-2018
(EN 10323:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОВОЛОКА СТАЛЬНАЯ И ИЗДЕЛИЯ ИЗ НЕЕ
Бортовая проволока
Steel wire and products thereof. Bead wire
ОКС 77.140.20
77.140.65
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 146 "Метизы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 июня 2018 г. N 344-ст
4 Настоящий стандарт является модифицированным по отношению к европейскому стандарту ЕН 10323:2004* "Проволока стальная и проволочная продукция. Бортовая проволока" (EN 10323:2004 "Steel wire and wire products - Bead wire", MOD) путем изменения отдельных фраз, ссылок, которые выделены в тексте курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов отмеченные по тексту документа знаком "**" выделены курсивом, в примерах - полужирным курсивом, остальные по тексту документа приводятся обычным шрифтом. - Примечания изготовителя базы данных.
Внесение указанных технических отклонений направлено на учет особенностей объекта стандартизации, характерных для Российской Федерации, и целесообразность использования ссылочных национальных стандартов вместо ссылочных международных стандартов.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте, приведены в приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к химическому составу стали, размерам и механическим свойствам круглой и плоской проволоки, применяемой для укрепления бортов шин всех типов.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий стандарт:
ГОСТ Р 58075-2018 (EN 10244-1:2009) Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Общие принципы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальный диаметр (nominal diameter): Диаметр, выраженный в миллиметрах, используемый для обозначения проволоки и устанавливаемый заказчиком.
Примечание - Номинальный диаметр является базисной величиной для определения значений всех прочих характеристик проволоки с целью признания ее соответствия.
3.2 фактический диаметр (actual diameter): Среднеарифметическое значение двух диаметров, расположенных под прямым углом друг к другу, измерение которых проведено в любом, но одном и том же поперечном сечении проволоки.
3.3 отклонение от формы окружности (out of roundness): Арифметическая разница между максимальным и минимальным диаметрами, измеренными в поперечном сечении проволоки, расположенном перпендикулярно к оси проволоки.
4 Классификация
Бортовую проволоку классифицируют в зависимости от временного сопротивления и разделяют на два класса:
NT - проволока со стандартным (или нормальным) временным сопротивлением;
HT - проволока с повышенным временным сопротивлением.
5 Обозначение и оформление заказа
5.1 Обозначение продукции
Обозначение продукции, соответствующей настоящему стандарту, составляется следующим образом:
- наименование: "проволока бортовая";
- для плоской проволоки - после названия "проволока бортовая": плоская;
- вид покрытия: в соответствии с 6.1.3;
- номер настоящего стандарта;
- для плоской проволоки - размеры, выраженные в виде ширины и толщины: 31,5;
- класс в зависимости от временного сопротивления (см. раздел 4);
- для проволоки круглого сечения - номинальный диаметр.
Пример - бортовая проволока, покрытая бронзой, круглая номинальным диаметром 1,295 мм, с повышенным временным сопротивлением (HT), в соответствии с настоящим стандартом:
Бортовая проволока, покрытая бронзой, ГОСТ Р 58156-2018-HT-1,295.
5.2 Информация, предоставляемая заказчиком
Заказчик должен четко указать описание продукции в запросе или заказе, а также сообщить следующую информацию:
- для круглой проволоки - номинальный диаметр;
- необходимое количество единиц продукции проволоки;
- единицы продукции и способ поставки;
- указать, если требуется, покрытие, содержащее кумароновые смолы (см. 6.1.3);
- указать необходимость проведения испытания на адгезию и вид испытания (см. 6.4.3);
- вид документа о приемочном контроле, акта приемочного контроля в соответствии с 7.1.
Пример - 20 т бортовой проволоки, покрытой бронзой, ГОСТ Р 58156-2018-HT-1,295, в катушках по 450 кг, тип документа о приемочном контроле по 3.1.
_______________
См. [1].
6 Требования
6.1 Материал
6.1.1 Сталь
Проволоку изготавливают из стальной катанки, отвечающей требованиям, установленным в соответствующих нормативных документах для стали класса временного сопротивления NT и для стали класса временного сопротивления HT
.
_______________
См. [2] и [3].
См. [4].
6.1.2 Химический состав стали
Химический состав стали, оцениваемый по анализу плавки, должен соответствовать предельным значениям, приведенным в таблице 1. Допускаемое отклонение результатов анализа продукции от результатов анализа плавки должно соответствовать требованиям нормативных документов.
_______________
См. [3] и [4].
Таблица 1 - Химический состав стали
Класс | Массовая доля, % | ||||
C | Si | Mn | S, не более | P, не более | |
NT | 0,60-0,76 | 0,15-0,30 | 0,40-0,70 | 0,035 | 0,035 |
HT | 0,65-0,85 | 0,15-0,30 | 0,40-0,60 | 0,025 | 0,020 |
Если при оформлении запроса и заказа не согласовано иное, то метод анализа химического состава стали выбирает производитель продукции.
В спорных ситуациях анализ проводят в лаборатории, удовлетворяющей обе стороны. При этом метод анализа согласовывают, по возможности, в соответствии с нормативным документом.
_______________
См. [5].
6.1.3 Металлическое покрытие
Круглую проволоку поставляют с покрытием одного из следующих видов: латунь, бронза 1 или бронза 2. Кроме того, заказчик может потребовать покрытие из кумароновых смол (см. 5.2). Плоскую бортовую проволоку поставляют только с латунным покрытием. Химический состав покрытия должен соответствовать данным, приведенным в таблице 2.
Таблица 2 - Химический состав покрытий
В процентах
Материал покрытия | Cu | Sn | Zn |
Латунь | 67-77 | - | 23-33 |
Бронза | Не менее 97 | Не более 3 | - |
Примечание - Бронза 1: покрытие малой толщины; бронза 2: покрытие большой толщины. | |||
6.2 Механические свойства
6.2.1 Временное сопротивление
6.2.1.1 Результаты испытаний на определение временного сопротивления
Характерные значения временного сопротивления приведены в таблице 3.
6.2.1.2 Разрывная нагрузка и относительное удлинение
При испытании проволоки в соответствии с 7.2.1 минимальная разрывная нагрузка и относительное удлинение должны удовлетворять требованиям таблицы 3 для проволоки соответствующего класса.
6.2.1.3 Предельное напряжение сдвига и предельная нагрузка при остаточной деформации 0,2% ().
При испытании проволоки в соответствии с 7.2.1 предельная нагрузка при остаточной деформации 0,2% должна быть не менее 80% минимальной разрывной нагрузки по таблице 3.
6.2.2 Испытание на скручивание
При испытании проволоки в соответствии с 7.2.2 проволока должна выдерживать без разрушения минимальное число скручиваний, приведенное в таблице 3.
Таблица 3 - Механические свойства
Диаметр | Номинальное значение временного сопротивления, МПа | Минимальная разрывная нагрузка, H | Относительное удлинение | Минимальное число скручиваний, |
NT | ||||
0,800 | 2200 | 1000 | 5,0 | 50 |
0,890 | 2100 | 1200 | 5,0 | 50 |
0,965 | 2000 | 1350 | 5,0 | 50 |
1,000 | 2000 | 1450 | 5,0 | 25 |
1,295 | 1950 | 2400 | 5,0 | 25 |
1,420 | 1950 | 2880 | 5,0 | 22 |
1,550 | 2000 | 3525 | 5,0 | 20 |
1,550 | 1900 | 3340 | 5,0 | 20 |
1,600 | 1900 | 3560 | 5,0 | 20 |
1,650 | 1850 | 3680 | 5,0 | 20 |
1,830 | 1650 | 3970 | 5,0 | 20 |
2,000 | 1650 | 4805 | 5,0 | 20 |
Плоская проволока 3 | - | 7600 | 2,0 | - |
HT | ||||
0,890 | 2350 | 1350 | 5,0 | 50 |
0,965 | 2250 | 1525 | 5,0 | 50 |
1,000 | 2250 | 1640 | 5,0 | 20 |
1,295 | 2250 | 2795 | 5,0 | 20 |
1,550 | 2200 | 3900 | 5,0 | 20 |
1,600 | 2200 | 4150 | 5,0 | 20 |
1,830 | 2200 | 5500 | 5,0 | 15 |
| ||||
6.3 Качество поверхности
6.3.1 Общие положения
Поверхность проволоки должна быть гладкой и свободной от смазки и других загрязнений.
6.3.2 Толщина покрытия
При проведении испытания согласно 7.3 толщина покрытия должна соответствовать значениям, приведенным в таблице 4.
Таблица 4 - Толщина покрытия
Тип покрытия | Толщина покрытия, мкм |
Латунь | 0,15±0,05 |
Бронза 1 | 0,10±0,05 |
Бронза 2 | 0,17±0,05 |
6.4 Размеры и допуски
6.4.1 Допускаемые отклонения размера
При проведении измерений согласно 7.2.3 допускаемые отклонения диаметра круглой проволоки должны соответствовать таблице 5.
Таблица 5 - Допуски диаметров проволоки
Диаметр проволоки | Допуск, мм |
Не более 1,60 | ±0,02 |
Более 1,60 | ±0,03 |
Для плоской проволоки размером 3 мм1,5 мм:
- допускаемое отклонение по ширине: ±0,05 мм;
- допускаемое отклонение по толщине: ±0,03 мм.
6.4.2 Овальность
Овальность круглой проволоки не должна превышать допускаемого отклонения, указанного в таблице 5.
6.4.3 Адгезия
По требованию заказчика проводят испытание покрытия на адгезию (сцепление) (см. 5.2). Метод испытания и требования к сцеплению, которым должна соответствовать проволока, согласовывают между заказчиком и поставщиком.
Примечание - Пример метода испытания покрытия на сцепление приведен в приложении А.
6.5 Условия поставки
6.5.1 Упаковочная единица
Проволоку поставляют в виде единого длинномерного изделия - упаковочной единицы. Проволока должна быть намотана на катушку или свернута в мотки, размеры которых должны быть согласованы между заказчиком и поставщиком.
Примечание - Перечень рекомендуемых типов катушек приведен в приложении В.
6.5.2 Сварные соединения
Сварные швы на проволоке конечного диаметра допустимы при условии, что они должным образом зачищены, имеют гладкую поверхность и не препятствуют применению проволоки в соответствии с ее назначением. В месте сварного шва и зоны, подвергшейся воздействию температуры, проволока должна выдерживать минимальную разрывную нагрузку, равную 40% разрывной нагрузки, приведенной в таблице 3.
6.5.3 Прямизна проволоки
При проведении испытания согласно 7.2.4 проволока должна целиком оставаться между двумя линиями.
6.5.4 Остаточное кручение
При проведении испытания согласно 7.2.5 конец проволоки не должен закручиваться вокруг своей оси ни в одном, ни в другом направлении более чем на один полный оборот.
7 Испытания и контроль
7.1 Протоколы испытаний и акты приемочного контроля
Продукцию, отвечающую требованиям настоящего стандарта, поставляют после проведения установленных испытаний и сопровождаться документом о приемочном контроле (актом приемочного контроля), соответствующим нормативному документу
и оговоренным заказчиком при оформлении заказа.
_______________
См. [6].
См. [1].
7.2 Процедуры испытаний
7.2.1 Испытания на растяжение
Испытания на растяжение проводят в соответствии с методами, согласованными в установленном порядке, или по нормативным документам, на образцах проволоки с полным поперечным сечением. В качестве результатов испытаний фиксируют минимальную разрывную нагрузку, относительное удлинение
в момент разрыва и нагрузку при остаточной деформации 0,2% (
).
_______________
См. [7] и [8].
Исходная длина образца для определения относительного удлинения составляет 200 мм. Длины образцов для других испытаний могут быть согласованы между заказчиком и изготовителем.
7.2.2 Испытание на скручивание
Длина образца для испытания указана в таблице 6. Перед испытанием образец подвергают термической обработке (термическому старению) при температуре 150°С в течение 1 ч. Испытание на скручивание проводят в соответствии с методами, согласованными в установленном порядке, или в соответствии с нормативным документом.
_______________
См. [7].
Таблица 6 - Длина образца проволоки для испытания на скручивание
Диаметр проволоки, мм | Длина образца |
Менее 1,00 | 200 |
От 1,00 до 5,00 включ. | 100 |
7.2.3 Диаметр и овальность
Диаметр определяют в соответствии с методами, согласованными в установленном порядке, или в соответствии с нормативным документомс помощью микрометра, позволяющего проводить измерения с точностью до ±0,001 мм.
_______________
См. [9].
7.2.4 Прямизна проволоки
Образец проволоки кладут на ровную гладкую поверхность, на которой проведены две параллельные линии длиной 3 м на расстоянии 600 мм друг от друга. Образец проволоки должен целиком оставаться между этими линиями.
7.2.5 Остаточное кручение
Наружный конец упаковочной единицы проволоки загибают под прямым углом. Вытягивают из упаковочной единицы образец проволоки длиной приблизительно 9 м, не отрезая его. Отпускают конец образца и наблюдают за движением проволоки.
7.3 Толщина покрытия
Толщину покрытия определяют в соответствии с методами, согласованными в установленном порядке, или в соответствии с ГОСТ Р 58075**. При проведении испытания измеряют массу покрытия, а затем это значение используют для вычисления толщины покрытия.
7.4 Повторные испытания
Проводят повторные испытания в соответствии с нормативным документом.
_______________
См. [6].
8 Маркировка и упаковка
Каждая катушка и упаковочная единица продукции должна иметь маркировку и информацию, которая позволяет идентифицировать продукцию и установить ее соответствие документам о приемочном контроле (актам приемочного контроля).
К каждой катушке и к каждой упаковочной единице прикрепляют этикетку, содержащую четкую информацию, минимальный объем которой приведен в таблице 7.
При согласовании между заказчиком и поставщиком иной информации ее также указывают на этикетке.
При транспортировании продукции из проволоки должна быть обеспечена защита проволоки от механических повреждений и/или загрязнений.
Таблица 7 - Информация, помещаемая на этикетку
Информация | Отдельная катушка | Транспортный контейнер |
Обозначение стандарта | + | + |
Наименование производителя | + | + |
Идентификационный номер | + | - |
Номер плавки | (+) | - |
Пункт доставки | - | + |
Номер заказа | - | + |
Масса (нетто, брутто) | - | + |
Отправитель | - | (+) |
Шифр заказчика | - | + |
Примечания | ||
Приложение А
(справочное)
Испытание на адгезию
_______________
Наиболее часто используемый метод испытания на адгезию приведен в [10].
Метод заключается в следующем:
Используя технологию процесса вулканизации, "внедряют" образцы проволоки в каучуковый блок или между толстыми слоями каучука. Длина участка проволоки, контактирующего с каучуком, составляет 50 мм. Вытягивают образцы проволоки в направлении, совпадающем с осью проволоки, и измеряют усилие, которое потребовалось для вытягивания образцов из каучукового блока.
Приложение В
(справочное)
Бортовая проволока
Рекомендуемые типы катушек отражены на рисунке В.1, а более детально описаны в таблице В.1.
|
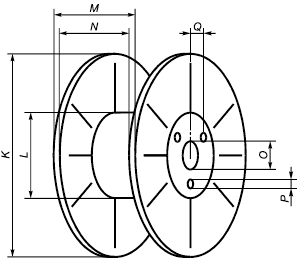
- диаметр фланца;
- диаметр цилиндра;
- общая ширина катушки;
- длина цилиндрической части;
- диаметр канала катушки, идущего через всю ширину катушки;
- диаметр отверстий, используемых для перемещения катушки, и число таких отверстий;
- расстояние от центра фланца до отверстий, используемых для перемещения катушки
Рисунок В.1 - Катушка для упаковки бортовой проволоки
Таблица В.1 - Рекомендуемые типы катушек
В миллиметрах
Наименование | Бобина без фланцев | Металлическая катушка |
Тип | С1000 | BS 900 |
Диаметр фланца ( | - | 760 |
Диаметр цилиндра ( | - | 355 |
Общая ширина ( | - | 345 |
Длина цилиндра ( | 280 | 280 |
Диаметр центрального отверстия ( | - | 70,5 или 33 |
Число | - | 2 |
Расстояние от центра до малого отверстия ( | - | 115 |
Общий диаметр | 720 | - |
Диаметр бобины | 355 | - |
Приблизительная масса проволоки (кг) | 445 | 450 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте
Таблица ДА.1
Обозначение ссылочного национального стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ Р 58075-2018 | MOD | EN 10244-1:2009 "Проволока стальная и проволочная продукция. Покрытия цветным металлом на стальной проволоке. Часть 1. Общие принципы" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: | ||
Библиография
[1] | ЕН 10204:2004 | Металлическая продукция. Типы актов приемочного контроля |
(EN 10204:2004) | (Metallic products - Types of inspection documents) | |
[2] | ЕН ИСО 16120-1:2017 | Катанка из нелегированной стали, предназначенная для изготовления проволоки. Часть 1. Общие требования |
(EN ISO 16120-1:2017) | [Non-alloy steel wire rod for conversion to wire - Part 1: General requirements (ISO 16120-1:2017)] | |
[3] | ЕН ИСО 16120-2:2017 | Катанка из нелегированной стали для производства проволоки. Часть 2. Особые требования к катанке общего назначения |
(EN ISO 16120-2:2017) | [Non-alloy steel wire rod for conversion to wire - Part 2: Specific requirements for general purpose wire rod (ISO 16120-2:2017)] | |
[4] | ЕН ИСО 16120-4:2017 | Катанка из нелегированной стали для производства проволоки. Часть 4. Особые требования к катанке специального назначения |
(EN ISO 16120-4:2017) | [Non-alloy steel wire rod for conversion to wire - Part 4: Specific requirements for wire rod for special applications (ISO 16120-4:2017)] | |
[5] | ЦР 10261-2015 | Информационный циркуляр 11 ECISS. Железо и сталь. Обзор доступных методов химического анализа |
(CR 10261-2015) | (ECISS Information circular 11. Iron and steel. Review of available methods of chemical analysis) | |
[6] | ЕН 10021:2006 | Общие технические условия поставки изделий из стали |
(EN 10021:2006) | (General technical delivery conditions for steel products) | |
[7] | ЕН 10218-1:2012 | Проволока стальная и изделия из нее. Общие положения. Часть 1. Методы испытаний |
(EN 10218-1:2012) | (Steel wire and wire products - General - Part 1: Test methods) | |
[8] | ЕН ИСО 6892-1:2016 | Материалы металлические. Испытания на растяжение при температуре окружающей среды |
(EN ISO 6892-1:2016) | [Metallic materials - Tensile testing - Part 1: Method of test at room temperature (ISO 6892-1:2016)] | |
[9] | ЕН 10218-2:2012 | Проволока стальная и изделия из нее. Общие положения. Часть 2. Размеры проволоки и допуски |
(EN 10218-2:2012) | (Steel wire and wire products - General - Part 2: Wire dimensions and tolerances) | |
[10] | АСТМ Д1871-04(2014) | Стандартный метод определения адгезии между бортовой проволокой и резиной |
[ASTM D1871-04(2014)] | (Standard Test Method for Adhesion Between Tire Bead Wire and Rubber) |
УДК 669.14-426-272.43:006.354 | ОКС 77.140.20 |
Ключевые слова: проволока, проволока бортовая, требования, характеристики, методы испытаний, химический состав, размеры, механические свойства | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}