ГОСТ Р 58078-2018
(EN 10244-2:2009)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Проволока стальная и изделия из нее
ПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ НА СТАЛЬНОЙ ПРОВОЛОКЕ
Покрытия из цинка и цинковых сплавов
Steel wire and products thereof. Non-ferrous metallic coatings on steel wire. Zinc and zinc alloy coatings
ОКС 77.140.20
77.140.65
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ") на основе официального перевода на русский язык международного стандарта, указанного в пункте 4, который выполнен ФГУП ""
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 146 "Метизы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 июня 2018 г. N 323-ст
4 Настоящий стандарт является модифицированным по отношению к европейскому стандарту ЕН 10244-2:2009* "Проволока стальная и проволочная продукция. Покрытия цветным металлом на стальной проволоке. Часть 2. Покрытия из цинка и цинковых сплавов" (EN 10244-2:2009 "Steel wire and wire products - Non-ferrous metallic coatings on steel wire - Part 2: Zinc or zinc alloy coatings", MOD) путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах 4 "Требования к покрытиям", 5 "Условия проведения испытаний" и отмеченные знаком "**" в разделе "Предисловие" выделены курсивом, остальные по тексту документа приводятся обычным шрифтом. - Примечания изготовителя базы данных.
Внесение указанных технических отклонений направлено на учет особенностей объекта стандартизации, характерных для Российской Федерации, и целесообразности использования ссылочных национальных стандартов вместо ссылочных международных стандартов.
Наименование настоящего стандарта изменено относительно наименования указанного европейского стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов европейским стандартам, использованным в качестве ссылочных в примененном европейском стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт является составной частью комплекса стандартов под общим названием "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке", в который входят:
- ГОСТ Р 58075-2018 (EN 10244-1:2009) "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Общие принципы";
- ГОСТ Р 58078-2018 (EN 10244-2:2009) "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Покрытия из цинка и цинковых сплавов";
- ГОСТ Р 58128-2018 (EN 10244-3:2001) "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Покрытия из алюминия";
- ГОСТ Р 58129-2018 (EN 10244-4:2001) "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Покрытия из олова";
- ГОСТ Р 58130-2018 (EN 10244-5:2001) "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Покрытия из никеля";
- ГОСТ Р 58131-2018 (EN 10244-6:2001) "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Покрытия из меди, бронзы или латуни".
1 Область применения
Настоящий стандарт устанавливает требования, предъявляемые к массе покрытия, к другим свойствам и методам испытания покрытий из цинка и цинковых сплавов на стальной проволоке и проволочной продукции круглого и другого сечения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие национальные стандарты:
ГОСТ Р 58075-2018 (EN 10244-1:2009) Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Общие принципы
ГОСТ Р 50575-93 (ИСО 7989-88) Проволока стальная. Требования к цинковому покрытию и методы испытания покрытия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 проволока с покрытием из цинка или цинкового сплава (wire with zinc or zinc-alloy coating): Проволока, на которую изначально нанесено покрытие из цинка или цинкового сплава для предохранения от коррозии.
Примечание - Покрытие наносят методом погружения в ванну с расплавленным цинком или путем контакта с водным раствором подходящего электролита. При использовании метода погружения значение массы покрытия на единицу площади поверхности можно изменять, применяя различные способы зачистки.
3.2 покрытие из цинка или цинкового сплава (zinc or zinc alloy coating): Цинк с добавками определенного количества других элементов для получения необходимых характеристик.
Примечание - В любых случаях количество цинка в сплаве должно составлять не менее 50%. Чаще всего в состав сплава входят алюминий, олово и никель, но могут быть добавлены и другие элементы.
3.3 масса покрытия (mass of coating): Масса цинка на единице площади, выраженная в граммах на квадратный метр поверхности проволоки без покрытия.
4 Требования к покрытиям
4.1 Требования к материалу покрытия
Цинк или цинковый сплав, используемый для покрытия, должен соответствовать требованиям действующих нормативных документов*. Вопрос о его использовании должен быть решен на этапе анализа информации и оформления заказа. Информация о сплаве Zn95AI5 с добавкой или без добавки мишметалла (ММ)** представлена в соответствующем нормативном документе***.
_______________
* См. также [1].
** Мишметалл - это смесь редкоземельных металлов (лантан и другие), являющаяся побочным продуктом при производстве цинка.
*** См. также [2].
Степень чистоты материала, используемого для изготовления цинкового покрытия, должна быть не менее 99,95%*, если в стандарте на соответствующую продукцию или оформленном заказе не указано иное. Материал, используемый для изготовления покрытия методом электролиза, должен содержать не менее 99% цинка.
_______________
* См. также [1].
4.2 Требования к покрытию на проволоке
4.2.1 Масса покрытия
Минимальная масса цинка на единицу площади поверхности проволоки должна соответствовать требованиям таблицы 1.
Таблица 1 - Масса покрытия на единицу площади поверхности
Диаметр d, мм | Класс покрытия | |||||
А, г/м | АВ, г/м | В, г/м | С, г/м | D, г/м | Ах3 | |
От 0,15 до 0,20 | - | - | 15 | - | 10 | - |
От 0,20 до 0,25 | 30 | 20 | 20 | 20 | 15 | - |
От 0,25 до 0,32 | 45 | 30 | 30 | 25 | 15 | - |
От 0,32 до 0,40 | 60 | 30 | 30 | 25 | 15 | - |
От 0,40 до 0,50 | 85 | 55 | 40 | 30 | 15 | - |
От 0,50 до 0,60 | 100 | 70 | 50 | 35 | 20 | - |
От 0,60 до 0,70 | 115 | 80 | 60 | 40 | 20 | - |
От 0,70 до 0,80 | 130 | 90 | 60 | 45 | 20 | - |
От 0,80 до 0,90 | 145 | 100 | 70 | 50 | 20 | - |
От 0,90 до 1,00 | 155 | 110 | 70 | 55 | 25 | - |
От 1,00 до 1,20 | 165 | 115 | 80 | 60 | 25 | - |
От 1,20 до 1,40 | 180 | 125 | 90 | 65 | 25 | 540 |
От 1,40 до 1,65 | 195 | 135 | 100 | 70 | 30 | 585 |
От 1,65 до 1,85 | 205 | 145 | 100 | 75 | 30 | 615 |
От 1,85 до 2,15 | 215 | 155 | 115 | 80 | 40 | 645 |
От 2,15 до 2,50 | 230 | 170 | 125 | 85 | 45 | 690 |
От 2,50 до 2,80 | 245 | 185 | 125 | 95 | 45 | 735 |
От 2,80 до 3,20 | 255 | 195 | 135 | 100 | 50 | 765 |
От 3,20 до 3,80 | 265 | 210 | 135 | 105 | 60 | 795 |
От 3,80 до 4,40 | 275 | 220 | 135 | 110 | 60 | 825 |
От 4,40 до 5,20 | 280 | 220 | 150 | 110 | 70 | 840 |
От 5,20 до 8,20 | 290 | - | - | 110 | 80 | 870 |
От 8,20 до 10,00 | 300 | - | - | 110 | 80 | 900 |
| ||||||
Если класс покрытия или масса покрытия не указаны, покрытие следует считать "нормальным". Такое покрытие должно иметь не менее 1 г цинка на килограмм оцинкованной проволоки (эквивалентно требованию, чтобы масса покрытия в граммах на квадратный метр (г/м) не менее чем в два раза превышала диаметр проволоки, выраженный в миллиметрах (мм).
Требования к покрытию из сплава цинк-алюминий типа Zn95AI5 приведены в таблице 2.
Для покрытий из других цинковых сплавов изготовитель и заказчик должны согласовать требуемую массу покрытия.
Таблица 2 - Требования к массе покрытия из сплава Zn95AI5
Диаметр d, мм | Масса покрытия на единицу площади | |||
Класс А, г/м | Класс АВ, г/м | Класс В, г/м | Класс Е | |
От 0,20 до 0,25 | - | 20 | 20 | |
От 0,25 до 0,32 | - | 30 | 30 | |
От 0,40 до 0,50 | 85 | 55 | 40 | 40 |
От 0,50 до 0,60 | 100 | 70 | 50 | |
От 0,60 до 0,70 | 115 | 80 | 60 | |
От 0,70 до 0,80 | 130 | 90 | 60 | |
От 0,80 до 0,90 | 145 | 100 | 70 | |
От 0,90 до 1,00 | 155 | 110 | 70 | |
От 1,00 до 1,20 | 165 | 115 | 80 | |
От 1,20 до 1,40 | 180 | 125 | 90 | 60 |
От 1,40 до 1,65 | 195 | 135 | 100 | |
От 1,65 до 1,85 | 205 | 145 | 100 |
|
От 1,85 до 2,15 | 215 | 155 | 115 | |
От 2,15 до 2,50 | 230 | 170 | 125 | |
От 2,50 до 2,80 | 245 | 185 | 125 | |
От 2,80 до 3,20 | 255 | 195 | 135 | |
От 3,20 до 3,80 | 265 | 210 | 135 | |
От 3,80 до 4,40 | 275 | 220 | 135 | |
От 4,40 до 5,20 | 280 | 220 | 150 | |
От 5,20 до 8,20 | 290 | - | - | |
От 8,20 до 10,00 | 300 | - | - | |
| ||||
4.2.2 Внешний вид покрытия
Покрытие проволоки должно быть достаточно гладким и настолько равномерным, насколько это позволяет технология. Покрытие не должно иметь нарушений, таких как участки оголенной проволоки, шлаковые загрязнения и т.п.
Примечание - Покрытие из сплава Zn95AI5 может иметь разный цвет и со временем темнеть. Это не влияет на его способность защищать от коррозии.
4.2.3 Испытание погружением
Если на этапе анализа информации и оформления заказа достигнуто соответствующее соглашение, то проводят испытание погружением по процедуре, описанной в 5.3. Следует отметить, что корреляции между количеством погружений и массой покрытия нет, а результат испытания обусловлен как условиями изготовления покрытия, так и его равномерностью.
В таблице 3 указаны минимальные количества погружений для покрытий классов А и АВ. Испытание погружением для покрытий классов В, С и D не проводят.
4.2.4 Особые требования к обработке поверхности
Необходимость волочения проволоки после нанесения покрытия методом гальванизации должна быть согласована на этапе запроса и оформления заказа или обусловлена стандартом на продукцию. То же относится к другим особым требованиям к обработке поверхности, таким как покрытие воском, полировка или доведение поверхности до исключительно гладкого состояния.
4.2.5 Сцепление покрытия
Таблица 3 - Минимальное количество погружений
Номинальный диаметр d, мм | Покрытие класса А | Покрытие класса АВ | ||
Количество погружений | Количество погружений | |||
на 1 мин | на 0,5 мин | на 1 мин | на 0,5 мин | |
От 0,40 до 0,60 | - | 1 | - | - |
От 0,60 до 0,90 | 1 | - | - | 1 |
От 0,90 до 1,00 | 1 | 1 | - | 1 |
От 1,00 до 1,40 | 1 | 1 | 1 | - |
От 1,40 до 1,65 | 2 | - | 1 | - |
От 1,65 до 1,85 | 2 | - | 1 | - |
От 1,85 до 2,15 | 2 | - | 1 | 1 |
От 2,15 до 2,80 | 2 | 1 | 1 | 1 |
От 2,80 до 4,40 | 3 | - | 2 | - |
От 4,40 до 5,20 | 3 | 1 | 2 | - |
От 5,20 до 8,20 | 3 | 1 | - | - |
От 8,20 до 10,00 | 4 | - | - | - |
4.2.5.1 В процессе испытания проволоки* проверяют сцепление покрытия со стальной проволокой при ее спиральной навивке в условиях соответствующего теста. На покрытии не должно образовываться надломов и трещин такого характера, чтобы можно было отделить кусочки покрытия простым трением пальцев. Отслоение или отделение во время испытания небольших частиц цинка, образующихся в результате механической полировки покрытия из цинка или цинкового сплава, не должно становиться причиной браковки изделия.
_______________
* См. [3].
Испытание навивкой регламентировано в нормативном документе**, а соответствующие требования к проволоке установлены в ГОСТ Р 58075-2018.
_______________
** См. [4].
4.2.5.2 Оценка сцепления
Чтобы охарактеризовать сцепление покрытия, которое может быть регламентировано в соответствующем стандарте на продукцию, или с целью оценить условия изготовления покрытия, можно использовать следующую процедуру.
Проволоку наматывают на стержень, диаметр которого равен диаметру проволоки, и сравнивают ее вид с первоначальным видом (см. рисунок 1). Определяют номер изображения на рисунке 1 (от 1 до 5), которому соответствует качество покрытия сточки зрения сцепления.
5 Условия проведения испытаний
5.1 Отбор образцов
5.1.1 Порядок отбора образцов для испытаний и их количество устанавливает стандарт на продукцию. При отсутствии такого стандарта порядок отбора образцов согласовывают изготовитель продукции и заказчик.
5.1.2 При отборе образцов следует соблюдать осторожность, чтобы избежать повреждения поверхности. Части проволоки, имеющие видимые повреждения, для испытаний не используют.
5.1.3 Кусок проволоки, требуемой для испытания длины, отрезают от одного или от обоих концов каждого мотка проволоки, выбранного для отбора образцов.
Для проволоки с покрытием длину образцов, которые следует отобрать для испытаний, должен устанавливать стандарт на продукцию.
5.2 Определение массы покрытия
5.2.1 Общие положения
Для проволоки с покрытием из цинка или цинкового сплава массу покрытия определяют гравиметрическим или объемным методом. Второй метод кроме приемлемой точности обладает и другим преимуществом - быстротой исполнения. Поэтому этот метод предпочтителен при рутинных испытаниях проволоки любых размеров, подходящих для используемого оборудования. При возникновении каких-либо претензий следует применять гравиметрический метод определения, как арбитражный.
Примечание - Описание методов испытаний, приведенное в настоящем стандарте, может включать не все меры предосторожности, необходимые для сохранения здоровья, и не все правила техники безопасности на рабочем месте и т.д. Следует обращать внимание на то, что к проведению процедур с соблюдением всех мер предосторожности, должны допускаться только те исполнители, которые обладают достаточным опытом.
|
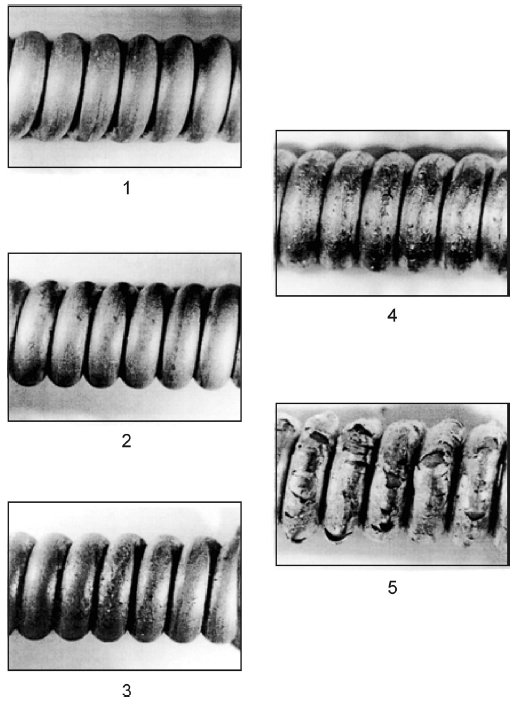
Убывающая шкала качества сцепления покрытия от 1 (наивысшее качество) до 5 (наихудшее качество) (см. 4.2.5.2)
Рисунок 1 - Оценка степени сцепления покрытия
5.2.2 Гравиметрический метод
Метод используют в соответствии с ГОСТ Р 58075 с учетом следующих дополнительных требований.
5.2.2.1 Реактивы
Раствором для снятия покрытия служит соляная кислота, плотностью от 1,13 до 1,19 г/мл, в которую добавляют подходящий ингибитор. Растворяют 3,2 г хлорида сурьмы (![]() ) или 2 г оксида сурьмы (III) (
) или 2 г оксида сурьмы (III) (![]() ) в 500 мл концентрированной соляной кислоты (
) в 500 мл концентрированной соляной кислоты (=1,190 г/мл). Разбавляют раствор дистиллированной водой до 1 л. В качестве ингибиторов могут быть использованы гексаметилентетрамин (
![]() ), формальдегид (НСНО) и др.
), формальдегид (НСНО) и др.
Примечание - Рекомендуется использовать ингибиторы, не содержащие сурьму.
5.2.2.2 Вычисление массы покрытия
Массу покрытия из цинка или цинкового сплава вычисляют по следующей формуле
![]() , (1)
, (1)
где А - площадь поверхности образца с нанесенным покрытием, мм;
- потеря массы образца при снятии покрытия химическим способом, г;
- масса покрытия, г/м
или
![]() , (2)
, (2)
где - масса образца после снятия покрытия химическим способом, г;
d - диаметр (круглой) проволоки, мм;
- масса покрытия, г/м
.
5.2.3 Газовый объемный метод
5.2.3.1 Сущность
Объемный метод определения массы покрытия основан на том, что при растворении металла в кислоте выделяется газообразный водород в количестве, пропорциональном массе растворенного металла, представленной через химический эквивалент металла (в грамм-эквивалентах).
В случае цинкового покрытия эта пропорциональность является очень простой. В случае покрытий из цинковых сплавов соотношение определяют отдельно для каждого сплава, принимая во внимание входящие в сплав металлы. Детальное описание метода существует только для покрытий из цинка и из сплава "цинк 95%-алюминий 5%".
Измеряя объем водорода, выделяющегося при растворении покрытия, можно определить массу покрытия. Разделив полученный результат на площадь поверхности испытуемого образца, которую измеряют после снятия покрытия, получают массу покрытия на единицу площади.
5.2.3.2 Реактивы
Соляная кислота. Для растворения покрытия используют соляную кислоту плотностью от 1,13 до 1,19 г/мл.
Примечание - Концентрация раствора кислоты может влиять на результат объемного метода; в концентрированной кислоте получают слегка заниженные результаты.
Ингибитор: Ингибитор добавляют в раствор для снятия покрытия с целью предотвратить растворение стали. В качестве ингибиторов могут быть использованы гексаметилентетрамин (![]() ), формальдегид (НСНО) и др.
), формальдегид (НСНО) и др.
5.2.3.3 Аппаратура (см. ГОСТ Р 50575)
Установка для проведения испытания состоит из следующих частей (см. рисунок 2):
- трубка, градуированная в миллилитрах, с кранами на обоих концах;
- склянка с тубусом на уровне чуть выше дна, соединенным резиновым шлангом с нижним отверстием градуированной трубки;
- контейнер, вмещающий кусок проволоки, с которого снимают покрытие из цинка или цинкового сплава.
5.2.3.4 Образцы для испытания
После тщательного выпрямления проволоки от нее аккуратно отрезают куски требуемой длины, которая зависит от размеров используемой трубки, диаметра проволоки и предполагаемой массы покрытия. В таблице 4 приведены длины образцов, которые обычно используют для испытания при нормальном выделении газа. В зависимости от объема выделяющегося газа длины образцов могут быть изменены.
Таблица 4 - Рекомендуемая длина образцов для испытания
В миллиметрах | |
Диаметр d | Длина образца для испытания |
До 1,00 | 300 |
От 1,00 до 1,50 | 150 |
От 1,50 до 3,00 | 100 |
От 3,00 до 5,00 | 50 |
|
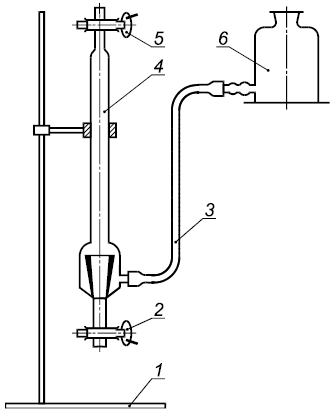
1 - штатив; 2 - кран В; 3 - шланг; 4 - градуированная трубка; 5 - кран А; 6 - склянка
Рисунок 2 - Установка для определения массы покрытия газовым объемным методом
5.2.3.5 Процедура
При закрытом кране В заполняют градуированную трубку и часть склянки раствором соляной кислоты, содержащей ингибитор.
Поднимая склянку с кислотой С, поднимают уровень раствора в градуированной трубке так, чтобы он был чуть ниже крана А. Уровни раствора в трубке и склянке должны быть одинаковыми (см. рисунок За). После загрузки образца для испытаний в градуированную трубку через кран А этот кран закрывают, и водород, выделяющийся при взаимодействии покрытия с кислотой, начинает скапливаться в верхней части градуированной трубки.
После завершения выделения водорода, не принимая во внимание небольшое количество маленьких пузырьков, опускают склянку (см. рисунок 3б) относительно градуированной трубки до тех пор, пока уровни раствора в трубке и склянке не сравняются. Положение поверхности жидкости в трубке показывает объем выделившегося водорода. Чтобы минимизировать ошибку, объем газа определяют по нижнему краю мениска жидкости.
По окончании испытания открывают кран А и удаляют из градуированной трубки весь раствор кислоты, поставив для этого склянку с кислотой на стол.
Открывают кран В, чтобы извлечь из трубки образец для испытаний и поместить его в контейнер.
После этого образец промывают водой, тщательно вытирают и измеряют его диаметр.
Для каждого испытания берут один кусок проволоки и в трубке поддерживают температуру (20±2)°С. Температуру в лаборатории следует контролировать, чтобы при необходимости внести поправку на температуру.
Не рекомендуется применять объемный метод для испытания проволоки диаметром более 5 мм.
5.2.3.6 Обработка результатов
Результат определяют, проводя испытание одного образца. Масса покрытия зависит от типа сплава. Объем выделившегося водорода прямо пропорционален массе цинка, растворившегося в кислоте. Для цинкового покрытия (не из сплава) массу цинка на единицу площади, в граммах на квадратный метр, выражают следующим уравнением
![]() . (3)
. (3)
Примечание - 1 моль водорода равен 24,0 л водорода и эквивалентен 65,38 г цинка. Объем водорода V, выраженный в миллилитрах (мл), соответствует массе цинка m, выраженной в граммах (г).
![]() . (4)
. (4)
|
|
а | б |
Обозначения: А - кран А; В - кран В; С - склянка с кислотой | Обозначения: А - кран А; В - кран В; С - склянка с кислотой |
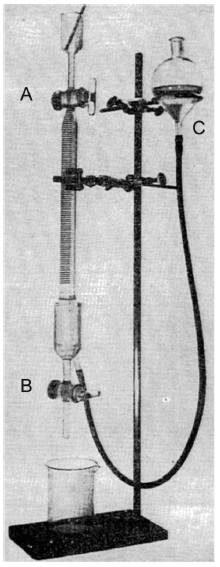
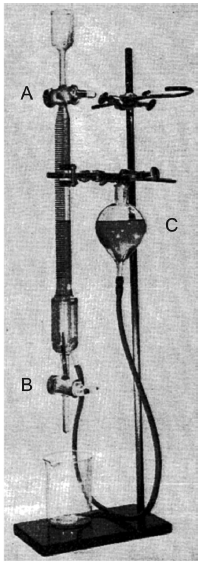
Рисунок 3 - Расположение частей установки
Масса покрытия на единицу площади поверхности , г/м
, равна
![]() , (5)
, (5)
где d - диаметр проволоки без покрытия, мм;
- длина образца для испытания, мм;
V - объем водорода, выделившийся в каждом отдельном испытании, мл.
При испытании проволоки не круглого сечения величину заменяют на периметр сечения; периметр обычно определяют с помощью эскиза поперечного сечения проволоки.
Если температура при испытании (t°С) сильно отличается от 20°С, то в значение объема вводят поправку на температуру, умножая правую часть уравнения, приведенного выше, на фактор:
![]() .
.
Если атмосферное давление Р выходит за пределы диапазона от 987 до 1040 мбар, то правую часть уравнения умножают на:
![]() .
.
На практике можно пользоваться таблицами, в которых указана масса цинкового покрытия на квадратный метр поверхности голой проволоки в зависимости от диаметра проволоки, длины образца и объема выделившегося водорода.
Для покрытия из сплава Zn95AI5 массу сплава выражают уравнением
![]() . (6)
. (6)
Эта формула справедлива только для сплава с содержанием алюминия от 4,5% до 5,5%.
Формула, приведенная выше, может быть использована для проволоки с круглым сечением. Для проволоки с сечением другой формы величину заменяют на номинальный периметр поперечного сечения.
Для покрытий из других цинковых сплавов объемный метод может быть использован в случае, если для этого сплава можно надежно установить соотношение между объемом выделяющегося газа и массой покрытия.
5.3 Испытание погружением
5.3.1 Сущность
Сущность метода заключается в том, что образец проволоки погружают один раз или несколько раз подряд на определенное время в насыщенный раствор сульфата меди, который постепенно растворяет цинк и позволяет таким образом обнаружить нарушение целостности цинкового покрытия.
Испытание погружением является единственным методом, позволяющим обнаружить значительные дефекты покрытия сточки зрения его радиальной или любой другой равномерности. Данные дефекты могут иметь место даже в случае соответствия массы покрытия на единицу площади поверхности требованиям к массе покрытия.
5.3.2 Реактивы
Для испытания используют насыщенный раствор сульфата меди, приготовленный из кристаллического сульфата меди (![]() ) квалификации "чистый для анализа" в пропорции 314 г соли на 1 л деионизованной воды при температуре (20±2)°С.
) квалификации "чистый для анализа" в пропорции 314 г соли на 1 л деионизованной воды при температуре (20±2)°С.
Раствор готовят на холоде. Нагрев не допускается даже с целью завершения процесса растворения соли. Для ускорения процедуры приготовления раствора могут быть использованы следующие приемы: соль, подлежащую растворению, измельчают, а затем растворяют по частям, последовательно добавляя порции воды. Как только части соли полностью растворятся, отдельные порции раствора объединяют и перемешивают. Небольшое количество соли должно остаться на дне контейнера не растворенным, что свидетельствует о состоянии насыщения.
Полученный раствор нейтрализуют, добавляя избыток химически чистого оксида меди (1 г на 1 л раствора), и дают отстояться в течение, как минимум, 24 ч. Перед использованием раствор декантируют.
5.3.3 Образец для испытания представляет собой кусок проволоки длиной приблизительно 250 мм, выпрямленный вручную в большей или меньшей степени. Кусок тщательно обезжиривают любым подходящим растворителем. Затем кусок промывают дистиллированной водой и протирают чистой хлопчатобумажной тканью. После обезжиривания проволоку следует держать только за тот конец, который при испытании не будет погружаться. Если после обезжиривания на поверхности проволоки видны следы коррозии или других химических веществ (например, хроматы или фосфаты), то проволоку сначала погружают на 15 с в раствор серной кислоты концентрацией 0,2%, а затем промывают дистиллированной водой.
5.3.4 Проведение испытания
Испытание проводят в стеклянном контейнере внутренним диаметром не менее 8 см. В контейнер наливают раствор, приготовленный по 5.3.2, так чтобы высота слоя раствора составляла не менее 10 см.
Температура раствора при испытании должна поддерживаться равной (20±2)°С. Реальную температуру записывают.
Подготовленный к испытанию образец погружают в раствор на полминуты, если таково требование к продолжительности погружения. Во всех других случаях образец погружают в раствор на одну минуту.
Погруженный образец следует удерживать в вертикальном положении; погруженная часть образца не должна касаться стенок контейнера и должна оставаться неподвижной. После каждого погружения любые осевшие, но не прилипшие частицы меди удаляют под струей воды легким прикосновением хлопчатобумажной ткани.
Процедуру погружения повторяют до тех пор, пока не обнаружат на поверхности проволоки покрытие из металлической меди, или пока не достигнут количества погружений, указанного в таблице 3 и являющегося минимальным. После последнего погружения образец снова промывают под струей воды и высушивают хлопчатобумажной тканью.
Если, согласно таблице 3, регламентировано погружение на полминуты, его осуществляют после проведения испытаний, для которых установлено определенное количество минутных погружений. Раствор для погружений обновляют после проведения серии испытаний, в результате которых количество растворенного цинка достигнет допустимого максимума, равного 5 г цинка на 1 л раствора. С целью экономии времени можно одновременно проводить испытание нескольких образцов; максимальное количество образцов, при котором они не соприкасаются друг с другом - шесть.
5.3.5 Интерпретация результатов
Образец считают выдержавшим испытание, если количество погружений, не приводящих к образованию на его поверхности не стираемого налета меди, равно или больше количества погружений, предусмотренного в таблице 3. При появлении медного налета на участке погружаемого конца проволоки протяженностью до 25 мм, образец бракуют.
При появлении сомнений относительно образования налета меди оставшееся цинковое покрытие можно удалить растворением в соляной кислоте. Если медный налет образовался не на стальной основе проволоки, а на цинковом покрытии, то медь удалится вместе с цинком.
Приложение ДА
(справочное)
Сведения о соответствии ссылочного национального стандарта европейскому стандарту, использованному в качестве ссылочного в примененном европейском стандарте
Таблица ДА.1
Обозначение ссылочного национального стандарта | Степень соответствия | Обозначение и наименование ссылочного европейского стандарта |
ГОСТ Р 58075-2018 (EN 10244-1:2009) | MOD | EN 10244-1:2009 "Проволока стальная и изделия из нее. Покрытия из цветных металлов на стальной проволоке. Общие принципы" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - MOD - модифицированный стандарт. | ||
Библиография
[1] | ЕН 1179:2003 | Цинк и цинковые сплавы. Первичный цинк |
(EN 1179:2003) | (Zinc and zinc alloys - Primary zinc) | |
[2] | АСТМ Б750-16 | Стандартные технические условия для сплава ГАЛЬФАН |
ASTM В750-16 | (Standard Specification for GALFAN) | |
[3] | ЕН 10218-1:2012 | Проволока стальная и изделия из нее. Общие положения. Часть 1. Методы испытаний |
(EN 10218-1:2012) | (Steel wire and wire products - General - Part 1: Test methods) | |
[4] | ИСО 7802:2013 | Материалы металлические. Проволока. Метод испытания на навивание |
(ISO 7802:2013) | (Metallic materials. Wire. Wrapping test) |
УДК 669.14-426-272.43:006.354 | ОКС 77.140.20 | |||
77.140.65 | ||||
Ключевые слова: проволока, покрытия из цветных металлов, цинк, покрытия из цинка и цинковых сплавов, масса покрытия, сцепление покрытия, испытание погружением | ||||
Электронный текст документа
и сверен по:
, 2018
{kind=link}