ГОСТ Р 58034-2017/EN 10248-1:1995
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАИ ШПУНТОВЫЕ ГОРЯЧЕКАТАНЫЕ ИЗ НЕЛЕГИРОВАННЫХ СТАЛЕЙ
Часть 1
Технические условия
Hot rolled sheet piling of non alloy steels. Part 1. Specifications
ОКС 77.140.70
Дата введения 2020-01-01*
Предисловие
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова" (ЗАО "ЦНИИПСК им.Мельникова") на основе официального перевода на русский язык англоязычной версии европейского стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 декабря 2017 г. N 2032-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 10248-1:1995* "Сваи шпунтовые горячекатаные из нелегированных сталей. Часть 1. Технические условия поставки" (EN 10248-1:1995 "Hot rolled sheet piling of non alloy steels - Part 1: Technical delivery conditions", IDT).
Наименование настоящего стандарта изменено относительно наименования указанного европейского стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских стандартов соответствующие им национальные стандарты, сведения о которых приведены в приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт устанавливает требования к горячекатаным шпунтовым сваям из нелегированной стали с учетом их химического состава, механических свойств и условий поставки.
Настоящий стандарт распространяется на изделия, предназначенные для гражданского строительства. Технические условия на допуски и размеры установлены в ЕН 10248-21.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и документы*:
_______________
_______________
_______________
_______________
_______________
_______________
EN 10248-2, Hot rolled sheet piling of non alloy steels - Part 2: Tolerances on shape and dimensions (Сваи шпунтовые горячекатаные из нелегированных сталей. Часть 2. Допуски на форму и размер)
_______________
_______________
_______________
3 Определения
В настоящем стандарте применены термины и определения по ЕН 10020, ЕН 10021 и ЕН 10079.
Примечание - ЕН 10020 применяется с учетом определения нелегированной стали, за исключением содержания меди (см. 4.5.2).
4 Информация, предоставляемая покупателем
4.1 Общие положения
При оформлении заказа заказчик должен предоставить следующие данные:
a) подробное описание формы, длины и величины изделия, а также всю необходимую информацию для последующей работы по обработке (например, обработка поверхности);
b) обозначение изделия (согласно 6.2);
c) необходимо ли проведение испытаний и какой вид приемочного свидетельства испытаний требуется (см. 8.1.2).
Если выбор, сделанный покупателем относительно a) и b), не будет им конкретизирован, поставщик должен обратиться к нему за уточнениями.
Примечание - Покупателю рекомендуется сообщить поставщику во время заказа, собирается ли покупатель выполнять обработку поверхности изделия после поставки.
4.2 Варианты
Количество вариантов определено в 10. Если покупатель не указал, какой вариант использовать, изделие должно поставляться согласно базовым техническим условиям.
5 Масса стали
6 Классификация и обозначение
6.1 Классификация
Настоящий стандарт устанавливает шесть марок стали, которые согласно ЕН 10020 классифицируются как нелегированные стали.
6.2 Обозначение
_______________
6.2.2 Изделия, рассматриваемые в данном стандарте, должны обозначаться в приведенной ниже последовательности:
a) название изделия, например "Шпунтовые сваи";
b) номер стандарта, например ЕН 10248;
c) марка стали.
Пример - Шпунтовые сваи ЕН 10248-S320GP или Шпунтовые сваи ЕН 10248-1.0046, что означает: изделие "шпунтовые сваи" согласно ЕН 10248 из стали S320GP (номер стали 1.0046).
7 Технические требования
7.1 Процесс производства стали
7.1.1 Процесс производства стали изготовитель выбирает самостоятельно. Если это оговаривается во время изучения и оформления заказа, данный процесс должен быть сообщен заказчику.
Вариант 1, см. 10.2.
7.1.2 Метод раскисления должен применяться по усмотрению изготовителя. Кипение стали не допускается.
7.2 Условия поставки
Шпунтовые сваи следует поставлять в упакованном состоянии.
Вариант 2, см. 10.3.
7.3 Химический состав
7.3.1 Предельные значения, применяемые для анализа плавки и изделия, должны соответствовать значениям в таблице 1.
7.3.2 Если определено присутствие меди, ее содержание должно быть в интервале от 0,20% до 0,35% или между 0,35% и 0,50%.
Вариант 3, см. 10.4.
7.3.3 Максимальное значение углеродного эквивалента (CEV) рассчитывают по формуле
Если согласовано значение углеродного эквивалента, то в свидетельстве об испытаниях должно быть указано содержание отдельных элементов (см. 8.8). В свидетельстве также должно быть указано максимальное значение углеродного эквивалента.
Вариант 4, см. 10.5.
7.4 Механические характеристики
7.4.1 Механические свойства по условиям поставки (см. 7.2) и при отборе проб (см. раздел 8) должны соответствовать требованиям, указанным в таблице 2.
7.4.2 При необходимости все марки стали поставляются с утвержденными значениями ударной вязкости.
Вариант 5, см. 10.6.
7.5 Технические характеристики
7.5.1 Свариваемость
7.5.1.1 В общем, сорта стали для шпунтовых свай пригодны для дуговой сварки.
7.5.1.2 Стали, указанные в настоящем стандарте, имеют ограниченную пригодность для различных сварочных процессов, так как содержание стали во время и после сварки зависит не только от материала, но и от габаритов, формы, а также условий изготовления.
Примечание 1 - С увеличением толщины изделия, прочности и значения углеродного эквивалента возникает большой риск образования холодных трещин в зоне сварки. Возникновение холодных трещин обусловлено взаимодействием следующих факторов:
a) значение диффузии водорода в свариваемом металле;
b) хрупкость структуры зоны воздействия тепла;
c) значительные концентрации напряжения при растяжении в сварном шве.
Примечание 2 - Подходящие условия сварки могут быть рассчитаны в зависимости от толщины изделия, силы растяжения, требований к строительной конструкции, применяемых электродов, способов сварки и свойств наплавленного металла.
Примечание 3 - Для сварных конструкций с повышенными нагрузками стали с соответствующими свойствами могут быть согласованы во время оформления заказа.
Вариант 4, см. 10.5.
Обозначение по ЕН 10027 | Классификация по EH 10020 | Химический состав в %, максимально | ||||||||||||
Марка стали | Номер стали | С | Mn | Si | P | S | N | |||||||
Ковш | Изделие | Ковш | Изделие | Ковш | Изделие | Ковш | Изделие | Ковш | Изделие | Ковш | Изделие | |||
S240GP | 1.0021 | BS | 0,20 | 0,25 | - | - | - | - | 0,045 | 0,055 | 0,045 | 0,055 | 0,009 | 0,011 |
S270GP | 1.0023 | BS | 0,24 | 0,27 | - | - | - | - | 0,045 | 0,055 | 0,045 | 0,055 | 0,009 | 0,011 |
S320GP | 1.0046 | BS | 0,24 | 0,27 | 1,60 | 1,70 | 0,55 | 0,60 | 0,045 | 0,055 | 0,045 | 0,055 | 0,009 | 0,011 |
S355GP | 1.0083 | BS | 0,24 | 0,27 | 1,60 | 1,70 | 0,55 | 0,60 | 0,045 | 0,055 | 0,045 | 0,055 | 0,009 | 0,011 |
S390GP | 1.0522 | QS | 0,24 | 0,27 | 1,60 | 1,70 | 0,55 | 0,60 | 0,040 | 0,050 | 0,040 | 0,050 | 0,009 | 0,011 |
S430GP | 1.0523 | QS | 0,24 | 0,27 | 1,60 | 1,70 | 0,55 | 0,60 | 0,040 | 0,050 | 0,040 | 0,050 | 0,009 | 0,011 |
См. 7.3. BS - базовая сталь; QS - качественная сталь. Допускается превышение заданных значений при условии, что для каждого увеличения N на 0,01% содержание уменьшается на 0,005%; тем не менее содержание N в анализе пробы из ковша не должно быть более 0,012%. Максимальное значение для азота неприменимо, если химический состав показывает общее минимальное значение AI 0,020% или наличие достаточного количества других связующих элементов N. Связующие элементы N должны быть указаны в акте приемочного контроля. Если для получения определенных свойств необходимо добавить некоторое количество V, Nb, Ti, это остается на усмотрение изготовителя. | ||||||||||||||
Таблица 2 - Механические характеристики шпунтовых свай из горячекатаной стали
Обозначение по ЕН 10027 | Классификация по ЕН 10020 | Минимальный предел текучести , , Н/мм | Минимальная прочность при растяжении , Н/мм | Минимальное удлинение при базовой длине , % | |
Наименование стали | Номер стали | ||||
S210GP | 1.0021 | BS | 240 | 340 | 26 |
S270GP | 1.0023 | BS | 270 | 410 | 24 |
S320GP | 1.0016 | BS | 320 | 440 | 23 |
S355GP | 1.0083 | BS | 355 | 480 | 22 |
S390GP | 1.0522 | QS | 390 | 490 | 20 |
S430GP | 1.0523 | QS | 430 | 510 | 19 |
BS - базовая сталь; QS - качественная сталь. Значения настоящей таблицы применимы для испытания на растяжение к пробам вдоль направления прокатки. | |||||
7.5.2 Другие требования
Если это оговорено во время изучения и заказа, пригодность и требования к качеству соответствующего продукта для нанесения покрытия способом окунания в подогретый пропиточный состав можно согласовать.
Вариант 6, см. 10.7.
_______________
Вариант 7, см. 10.8.
7.6 Отделка поверхности
7.6.1 Материал должен быть однородным и свободным от всех поверхностных дефектов, которые могут повлиять на его целевое применение.
7.6.2 Устранение дефекта шлифованием и/или сваркой допускается при соблюдении следующих условий:
a) после устранения дефекта и перед сваркой толщина изделия составляет не менее 80% номинальной толщины;
b) суммарная площадь всех сварных зон составляет не более 2% поверхности сваи, подвергнутой контролю;
c) с поверхности шпунтовой сваи следует убрать наплавленный металл, выступающий над поверхностью изделия;
d) допуски размеров шлифованной зоны после восстановления соответствуют требованиям ЕН 10248-2.
8 Контроль и испытания
8.1 Общие положения
8.1.1 Изделия могут поставляться с контролем соответствия требованиям настоящего стандарта.
8.1.2 Если требуются испытания, заказчик во время оформления заказа должен оговорить:
a) вид испытаний (специальное или нет);
b) вид свидетельства приемочного испытания [см. 8.8 и 4.1c)].
Вариант 8, см. 10.9.
8.1.3 Специальные испытания следует выполнять согласно положениям 8.2-8.8.
8.1.4 Контроль за состоянием поверхности и геометрическими размерами должен выполняться изготовителем, если не оговорено иное требование.
Вариант 9, см. 10.10.
8.2 Специальный контроль и испытания
Дополнительно допускается проводить испытания по указанию заказчика или проводимые самостоятельно на предприятии-изготовителе [см. 8.1.2а)]. При необходимости специальных испытаний (см. 8.4) следует провести испытание на растяжение. При оформлении заказа могут быть согласованы дополнительные испытания:
a) испытание на удар (вариант 5, см. 10.6);
b) анализ изделия, если изделия поставлены в отливках (вариант 10, см. 10.11).
8.3 Единицы контроля
Образцы для испытаний должны быть изделиями одной и той же формы и из одной и той же марки стали согласно таблице 2.
Максимальная масса единицы для испытаний составляет 125 тонн.
8.4 Испытание на растяжение
8.4.1 Количество образцов
Из каждого изделия для испытания на растяжение следует брать один образец (см. 8.3).
8.4.2 Расположение и приготовление испытательных образцов
Образцы для испытания выбирают из изделия согласно приложению А и подготовляют согласно европейским нормам EU 18.
8.4.3 Испытательные образцы
Пробы для испытания на растяжение берут в продольном направлении, то есть параллельно направлению прокатки, в соответствии с ЕН 10002-1.
8.4.4 Метод испытания
Испытание на растяжение проводят согласно ЕН 10002-1. Испытания проводят при температуре от 10°С до 35°С.
8.4.5 Повторные испытания
Повторные испытания следует проводить согласно положениям ЕН 10021.
8.5 Проверка химического состава
При анализе плавки применяют значения, указанные изготовителем.
Анализ образца проводят только в том случае, если это согласовано при размещении заказа. В заказе должны быть определены состав испытаний изделия и указано количество проб, а также образцы, которые необходимо испытать (вариант 10, см. 10.11).
_______________
8.6 Внутренние дефекты
Внутренние дефекты определяют согласно требованиям ЕН 10021.
8.7 Проверка допусков на размеры
Проверку допусков по геометрическим размерам проводят на каждой шпунтовой свае из отобранных для испытаний в соответствии с требованиями, установленными в ЕН 10248-2.
8.8 Документы контроля
По согласованию с заказчиком должен быть выдан один из документов, указанных в ЕН 10204.
В свидетельствах должны быть включены данные А, В и Z, а также кодовые номера С01-С03, С10-С13, С40-С43 и С70-С92 согласно EU 168, 4.1с).
Вариант 8, см. 10.9.
9 Маркировка
Маркировку наносят в соответствии с указаниями, согласованными заказчиком при размещении заказа.
Вариант 11, см. 10.12.
Маркировка должна быть расположена близко к одному концу каждого изделия или на наружной поверхности концевой части, по усмотрению изготовителя. Маркировку следует наносить краской, трафаретной печатью, штамповкой, прочно приклеивающимися ярлыками или любыми другими подходящими средствами.
Изделия должны поставляться в прочно связанных пачках. В этом случае маркировка должна быть на ярлыке, прочно прикрепленном к связке или верхнему изделию связки.
10 Варианты
10.1 Варианты, доступные для покупателя, должны согласовываться во время изучения и заказа (см. 4.2).
10.2 Вариант 1
Должен быть указан процесс изготовления стали (см. 7.1.1).
10.3 Вариант 2
Требуется альтернативное по отношению к прокатке условие поставки (см. 7.2).
10.4 Вариант 3
Требуется содержание меди между 0,2% и 0,35% или 0,35% и 0,50% (см. 7.3.2).
10.5 Вариант 4
Требуется максимальное значение эквивалента углерода (см. 7.3.3).
10.6 Вариант 5
Требуется и проверяются испытанием специальные ударные свойства (см. 7.4.2 и 8.2).
10.7 Вариант 6
Материал пригоден для нанесения покрытия способом окунания в подогретый пропиточный состав (см. 7.5.2).
10.8 Вариант 7
Требуется прочность (см. 7.5.2).
10.9 Вариант 8
Изделия должны быть представлены для контроля и испытаний и, если таковые потребуются, то какого вида, а также какой акт приемочного контроля нужен [см. 4.1с), 8.1.2 и 8.8].
10.10 Вариант 9
Покупатель хочет провести контроль на предприятии изготовителя (см. 8.1.4).
10.11 Вариант 10
Должен быть выполнен анализ изделия и, в этом случае, указать количество образцов и элементов для измерения (см. 8.2 и 8.5).
10.12 Вариант 11
Применение маркировки (см. 9).
Приложение А
(обязательное)
Расположение участков для взятия проб
На рисунке А.1 показан пример расположения участков на разрезе изделия для взятия образцов, используемых при приготовлении проб (см. 5.2.5):
a) на U-образных шпунтовых сваях;
b) на Z-образных шпунтовых сваях;
c) на плоских шпунтовых сваях.
Для сцепленных Н-образных шпунтовых свай участок взятия пробы должен соответствовать EU 18.
Если возможно несколько вариантов участков отбора проб, выбирают образец наибольшей толщины.
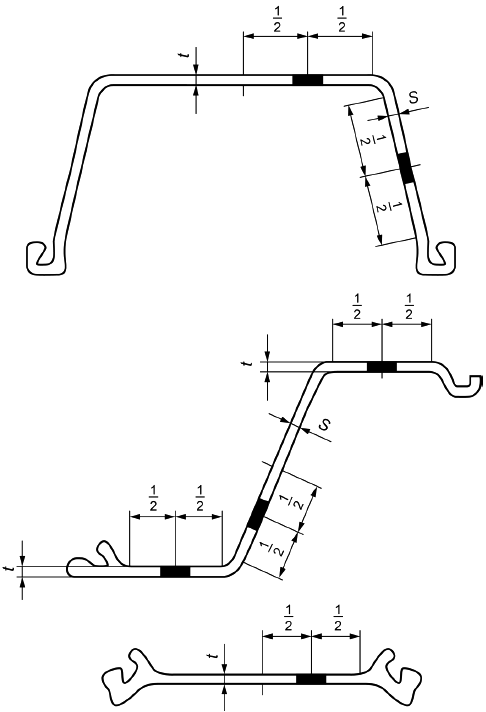 |
Рисунок А.1 - Примеры размещения участков для взятия образцов
Приложение В
(справочное)
Перечень национальных стандартов, соответствующих ссылочным европейским нормам
В таблице В.1 приведены национальные стандарты, соответствующие европейским нормам, на которые приведены ссылки в настоящем стандарте.
До их преобразования в европейские стандарты допускается применять упомянутые в тексте стандарты или соответствующие национальные стандарты.
Таблица В.1 - Европейские нормы и соответствующие национальные стандарты
Евро- пейская норма | Соответствующий национальный стандарт | |||||||||
Герма- ния | Франция | Соеди- ненное Короле- вство | Испания | Италия | Бельгия | Порту- галия | Швеция | Австрия | Норвегия | |
18 | - | NF A 03-111 | BS 4360 | UNE 36-300 UNE 36-400 | UNI EU 18 | NBNA 03-001 | NP 2451 | SS 11 01 20 SS 11 01 05 | - | NS 10005 |
168 | - | - | BS 4360 | UNE 36-800 | UNI EU 168 | - | - | SS 11 00 12 | - | - |
Приложение С
(справочное)
Перечень соответствующих ранее действовавших национальных обозначений сталей
В таблице С.1 приведены национальные обозначения, которые заменены наименованиями сталей согласно ЕН 10027-1:2005 по таблицам 1 и 2 настоящего стандарта.
Таблица С.1 - Перечень соответствующих прежних национальных обозначений
Обозначение | Германия | Франция | Соединенное Королевство | Бельгия | |
Наименование стали | Номер стали | ||||
S240GP | 1.0021 | StSp 37 | E240SP | 40 А | РАЕ250 |
S270GP | 1.0023 | StSp 45 | E270SP | 43 А | РАЕ270 |
S320GP | 1.0046 | - | E320SP | - | РАЕ320 |
S355GP | 1.0083 | StSp S | E360SP | 50 А | РАЕ360 |
S390GP | 1.0522 | - | E390SP | - | РАЕ390 |
S430GP | 1.0523 | - | E430SP | - | РАЕ420 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных европейских стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
BS EN 10002-1 | - | * |
BS EN 10020:1991 | MOD | ГОСТ Р 54384-2011 (ЕН 10020:2000) "Сталь. Определение и классификация по химическому составу и классам качества" |
BS EN 10021:1993 | - | * |
BS EN 10027-1:1992 | - | * |
BS EN 10027-2:1992 | - | * |
BS EN 10079:1993 | - | * |
EN 10248-2 | IDT | ГОСТ Р 57983-2017/EN 10248-2:1995 "Сваи шпунтовые горячекатаные из нелегированных сталей. Допуски на форму и размер" |
BS EN 10204:1991 | - | * |
ECISS/IC10 | - | * |
EU 18 | - | * |
EU 168 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного европейского стандарта (документа). Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
УДК [624.155.114](083.74):006.354 | ОКС 77.140.70 |
Ключевые слова: сваи шпунтовые горячекатаные из нелегированных сталей, профиль, классификация, масса профилей, замковое соединение, контроль | |
{kind=link}