ГОСТ 14959-2016
Группа В22
В32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛОПРОДУКЦИЯ ИЗ РЕССОРНО-ПРУЖИННОЙ НЕЛЕГИРОВАННОЙ И ЛЕГИРОВАННОЙ СТАЛИ
Технические условия
Spring nonalloy and alloy steel products. Specifications
МКС 77.140.25
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 120 "Чугун, сталь, прокат" и Федеральным государственным унитарным предприятием "ЦНИИчермет им.И.П.Бардина" (ФГУП "ЦНИИчермет им.И.П.Бардина")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 8 декабря 2016 г. N 50)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Грузия | GE | Грузстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 3-2019), (Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 10 марта 2017 г. N 112-ст межгосударственный стандарт ГОСТ 14959-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 ВЗАМЕН ГОСТ 14959-79
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 3, 2019 год; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021; поправка, опубликованная в ИУС N 11, 2023 год, введенная в действие с 23.08.2023
Поправки внесены изготовителем базы данных
1 Область применения
1.1 Настоящий стандарт распространяется на металлопродукцию горячекатаную и кованую диаметром или толщиной до 270 мм включительно, а также на калиброванную и со специальной отделкой поверхности, предназначенную для изготовления пружин, рессор и других деталей машин и механизмов, применяемых в закаленном и отпущенном состоянии.
Горячекатаную и кованую металлопродукцию диаметром или толщиной свыше 270 до 300 мм включительно изготовляют по согласованию изготовителя с заказчиком.
1.2 На сталь марок 51ХФА и 70С2ХА стандарт распространяется только в части норм химического состава.
1.3 В части требований к химическому составу настоящий стандарт распространяется на другие виды металлопродукции: слитки, блюмы, слябы, заготовки, поковки, штамповки и листовой прокат.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 103-2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1051-73 Прокат калиброванный. Общие технические условия
ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 1778-70 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2879-2006 Прокат сортовой стальной горячекатаный шестигранный. Сортамент
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4405-75 Полосы горячекатаные и кованые из инструментальной стали. Сортамент
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5657-69 Сталь. Метод испытания на прокаливаемость
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент
ГОСТ 7419-90 Прокат стальной горячекатаный для рессор. Сортамент
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 8559-75 Сталь калиброванная квадратная. Сортамент
ГОСТ 8560-78 Прокат калиброванный шестигранный. Сортамент
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт заменен без замены*, то положение, в котором дана ссылка на него, применяется в части, затрагивающей* эту ссылку.
________________
* Текст документа соответствует оригиналу. - .
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 1050, [1]*, а также следующие термины с соответствующими определениями:
_______________
* В Российской Федерации может использоваться ГОСТ Р 54384-2011 (EN 10020:2000) "Сталь. Определение и классификация по химическому составу и классам качества".
См. раздел Библиография. - .
3.1 ковшовая проба: Проба металла определенного объема, отобранная из сталеразливочного или промежуточного ковша или из тигля.
3.2 легирующие химические элементы: Химические элементы, специально вводимые в сталь в определенном количестве, массовая доля которых контролируется.
3.3 остаточные химические элементы: Химические элементы (хром, никель, медь и другие элементы), добавленные не преднамеренно, а попавшие в сталь случайно из шихтовых материалов, огнеупоров и пр.
3.4 сумма (половина суммы) предельных отклонений: Сумма (половина суммы) абсолютных значений предельных отклонений.
4 Классификация
4.1 Сталь подразделяют:
4.1.1 По способам выплавки и переплава:
- на мартеновскую;
- кислородно-конвертерную;
- открытой дуговой/индукционной выплавки (далее - выплавленную в электропечах);
- вакуумно-индукционной выплавки - ВИ;
- электрошлакового переплава - Ш;
- вакуумно-дугового переплава - ВД;
- плазменно-дугового переплава - П;
- вакуумно-индукционной выплавки с электрошлаковым переплавом - ИШ;
- вакуумно-индукционной выплавки с вакуумно-дуговым переплавом - ИД.
4.1.2 По способу разливки стали:
- в слиток;
- в непрерывнолитую заготовку.
4.1.3 По классам стали и классам качества - на группы:
- нелегированная специальная;
- нелегированная специальная, предназначенная для изготовления патентированной проволоки (ПП), что должно быть оговорено в заказе;
- легированная специальная.
4.1.4 По химическому составу, требованиям к качеству поверхности и макроструктуре металлопродукции - на классы:
- качественная;
- высококачественная - сталь с повышенными требованиями к химическому составу и макроструктуре металлопродукции из нее по сравнению с качественной сталью. При этом в конце наименования марки стали добавляют букву А;
- особовысококачественная - сталь, выплавленная в вакуумно-индукционной печи (ВИ) или выплавленная в открытых печах, с применением специальных переплавов (Ш, ВД, П, ИШ, ИД) с повышенными требованиями к химическому составу, качеству поверхности и макроструктуре металлопродукции из нее по сравнению с качественной и высококачественной сталью. При этом индекс обозначения способов выплавки и переплавов (ВИ, Ш, ВД, П, ИШ, ИД) пишется через дефис после наименования марки стали.
Примечание - Повышенные требования на металлопродукцию из особовысококачественной стали, выплавленной в вакуумно-индукционной печи (ВИ), распространяются только в части химического состава.
4.2 Наименования марок стали
Наименование марок стали состоит из буквенного обозначения химических элементов и цифр. Цифры перед буквенным обозначением указывают среднюю массовую долю углерода в стали в сотых долях процента.
Химические элементы обозначены следующими буквами: В - вольфрам (W), Г - марганец (Mn), Н - никель (Ni), Р - бор (В), С - кремний (Si), Ф - ванадий (V), X - хром (Сr).
Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в целых единицах. В наименовании марок стали с массовой долей марганца (Mn) до 0,90% (по верхнему пределу в марке) буква "Г" не ставится.
4.3 Металлопродукцию подразделяют:
4.3.1 По способу производства:
- на горячекатаную;
- кованую;
- калиброванную;
- со специальной отделкой поверхности.
4.3.2 По форме поперечного сечения:
- круглого (круг);
- квадратного (квадрат);
- шестигранного (шестигранник);
- прямоугольного (полоса).
4.3.3 По виду поставки:
- в прутках;
- в мотках (НМД);
- в полосах.
4.3.4 По видам длины прутков и полос - в соответствии со стандартами на сортамент.
4.3.5 По способу подготовки поверхности (для горячекатаной и кованой):
- без обточки (шлифования):
- с обточенной (шлифованной) поверхностью (ОБТ);
4.3.6 По качеству и отделке поверхности на группы:
- 1ГП, 2ГП и 3 ГП - горячекатаную и кованую:
- Б и В - калиброванную;
- А, Б, В, Г и Д - со специальной отделкой поверхности.
4.3.7 По назначению и нормируемым характеристикам - на категории: 1, 1А, 1Б, 2, 2А, 2Б, 3, 3А, 3Б, 3В, 3Г, 3Д, 3Е, 4, 4А и 4Б.
4.3.8 По состоянию поставки:
- без термической обработки (для горячекатаной и кованой);
- термически обработанную (отожженную или высокоотпущенную) - ТО;
4.4 Примеры условных обозначений металлопродукции при заказе и в конструкторской документации приведены в приложении А.
5 Сортамент
По форме, размерам, предельным отклонениям по размерам и другим требованиям к сортаменту металлопродукция должна соответствовать требованиям:
ГОСТ 103 - для горячекатаной полосовой;
ГОСТ 2590 - для горячекатаной круглой, в том числе, обточенной (шлифованной);
ГОСТ 2591 - для горячекатаной квадратной;
ГОСТ 2879 - для горячекатаной шестигранной;
ГОСТ 7419 - для горячекатаной полосовой, трапециевидно-ступенчатой, Т-образной, трапециевидной и желобчатой;
ГОСТ 1133 - для кованой круглой, в том числе, обточенной (шлифованной), и квадратной;
ГОСТ 4405 - для кованой полосовой;
ГОСТ 7417 - для калиброванной круглой;
ГОСТ 8559 - для калиброванной квадратной;
ГОСТ 8560 - для калиброванной шестигранной;
ГОСТ 14955 - для круглой со специальной отделкой поверхности;
другой нормативной документации, согласованной при оформлении заказа.
6 Технические требования
6.1 Марки стали и химический состав по анализу ковшовой пробы должны соответствовать:
- таблицам 1 и 3 - для металлопродукции, кроме предназначенной для изготовления патентированой проволоки;
- таблице 2 - для металлопродукции, предназначенной для изготовления патентированой проволоки.
Таблица 1 - Химический состав стали по анализу ковшовой пробы для металлопродукции, кроме предназначенной для изготовления патентированой проволоки
Группа стали | Марка стали | Массовая доля элементов, % | ||||||||
С | Si | Mn | Сr | V | W | Ni | В | Сu, не более | ||
Нелеги- | 65 | 0,62-0,70 | 0,17-0,37 | 0,50-0,80 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 |
70 | 0,67-0,75 | 0,17-0,37 | 0,50-0,80 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
75 | 0,72-0,80 | 0,17-0,37 | 0,50-0,80 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
80 | 0,77-0,85 | 0,17-0,37 | 0,50-0,80 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
85 | 0,82-0,90 | 0,17-0,37 | 0,50-0,80 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
60Г | 0,57-0,65 | 0,17-0,37 | 0,70-1,00 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
65Г | 0,62-0,70 | 0,17-0,37 | 0,90-1,20 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
70Г | 0,67-0,75 | 0,17-0,37 | 0,90-1,20 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
75Г | 0,72-0,80 | 0,17-0,37 | 0,90-1,20 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
80Г | 0,77-0,85 | 0,17-0,37 | 0,90-1,20 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
85Г | 0,82-0,90 | 0,17-0,37 | 0,90-1,20 | Не более 0,25 | - | - | Не более 0,25 | - | 0,20 | |
Легиро- | 40С2А | 0,38-0,42 | 1,50-1,80 | 0,60-0,80 | Не более 0,15 | - | - | Не более 0,20 | - | 0,20 |
50ХГ | 0,46-0,54 | 0,17-0,37 | 0,70-1,00 | 0,90-1,20 | - | - | Не более 0,25 | - | 0,20 | |
50ХГА | 0,47-0,52 | 0,17-0,37 | 0,80-1,00 | 0,95-1,20 | - | - | Не более 0,25 | - | 0,20 | |
50ХФА | 0,46-0,54 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | 0,10-0,20 | - | Не более 0,25 | - | 0,20 | |
50ХГФА | 0,48-0,55 | 0,17-0,37 | 0,80-1,00 | 0,95-1,20 | 0,15-0,25 | - | Не более 0,25 | - | 0,20 | |
51ХФА | 0,47-0,55 | 0,15-0,30 | 0,30-0,60 | 0,75-1,10 | 0,15-0,25 | - | Не более 0,25 | - | 0,20 | |
55С2 | 0,52-0,60 | 1,50-2,00 | 0,60-0,90 | Не более 0,30 | - | - | Не более 0,25 | - | 0,20 | |
55С2А | 0,53-0,58 | 1,50-2,00 | 0,60-0,90 | Не более 0,30 | - | - | Не более 0,25 | - | 0,20 | |
55ХГР | 0,52-0,60 | 0,17-0,37 | 0,90-1,20 | 0,90-1,20 | - | - | Не более 0,25 | 0,001-0,003 | 0,20 | |
55С2ГФ | 0,52-0,60 | 1,50-2,00 | 0,95-1,25 | Не более 0,30 | 0,10-0,15 | - | Не более 0,25 | - | 0,20 | |
60С2 | 0,57-0,65 | 1,50-2,00 | 0,60-0,90 | Не более 0,30 | - | - | Не более 0,25 | - | 0,20 | |
60С2А | 0,58-0,63 | 1,60-2,00 | 0,60-0,90 | Не более 0,30 | - | - | Не более 0,25 | - | 0,20 | |
60С2Г | 0,55-0,65 | 1,80-2,20 | 0,70-1,00 | Не более 0,30 | - | - | Не более 0,25 | - | 0,20 | |
60ХФА | 0,55-0,65 | 0,17-0,37 | 0,50-0,80 | 0,80-1,30 | 0,10-0,20 | - | Не более 0,30 | - | 0,30 | |
60С2ХА | 0,56-0,64 | 1,40-1,80 | 0,40-0,70 | 0,70-1,00 | - | - | Не более 0,25 | - | 0,20 | |
60С2Н2А | 0,56-0,64 | 1,40-1,80 | 0,40-0,70 | Не более 0,30 | - | - | 1,40- 1,70 | - | 0,20 | |
60С2ХФА | 0,56-0,64 | 1,40-1,80 | 0,40-0,70 | 0,90-1,20 | 0,10-0,20 | - | Не более 0,25 | - | 0,20 | |
65С2ГВА | 0,61-0,69 | 1,50-2,00 | 0,70-1,00 | Не более 0,30 | - | 0,80-1,20 | Не более 0,25 | - | 0,20 | |
70С3А | 0,66-0,74 | 2,40-2,80 | 0,60-0,90 | Не более 0,30 | - | - | Не более 0,25 | - | 0,20 | |
70С2ХА | 0,65-0,75 | 1,40-1,70 | 0,40-0,60 | 0,20-0,40 | - | - | Не более 0,25 | - | 0,20 | |
Примечания 1 Знак "-" означает, что массовая доля элемента не нормируется и не контролируется. 2 Массовая доля алюминия (AI) в стали марки 40С2А не должна превышать 0,025%. | ||||||||||
Таблица 2 - Химический состав стали по анализу ковшовой пробы для металлопродукции, предназначенной для изготовления патентированой проволоки
Группа стали | Марка стали | Массовая доля элементов, % | |||||
С | Si | Мn | Сr | Ni | Сu | ||
Не более | |||||||
Нелегированная специальная | 65 | 0,62-0,70 | 0,17-0,37 | 0,30-0,60 | 0,15 | 0,15 | 0,20 |
70 | 0,67-0,75 | 0,17-0,37 | 0,30-0,60 | 0,15 | 0,15 | 0,20 | |
75 | 0,72-0,80 | 0,17-0,37 | 0,30-0,60 | 0,15 | 0,15 | 0,20 | |
80 | 0,77-0,85 | 0,17-0,37 | 0,30-0,60 | 0,15 | 0,15 | 0,20 | |
85 | 0,82-0,90 | 0,17-0,37 | 0,30-0,60 | 0,15 | 0,15 | 0,20 | |
65Г | 0,62-0,70 | 0,17-0,37 | 0,70-1,00 | 0,15 | 0,15 | 0,20 | |
70Г | 0,67-0,75 | 0,17-0,37 | 0,70-1,00 | 0,15 | 0,15 | 0,20 | |
6.1.1 Массовая доля серы (S) и фосфора (Р) в стали по анализу ковшовой пробы не должна превышать для стали всех марок по таблице 1 норм, указанных в таблице 3.
Таблица 3
Класс стали | Массовая доля элементов, %, не более | |
Р | S | |
Качественная | 0,035 | 0,035 |
Высококачественная | 0,025 | 0,025 |
Особо высококачественная | 0,020 | 0,015 |
Примечания 1 В соответствии с заказом металлопродукция из нелегированной и легированной качественной стали всех марок по таблице 1 может быть изготовлена с массовой долей серы (S) и фосфора (Р) в соответствии с требованиями таблицы 3 для высококачественной стали. В этом случае к наименованию марки стали добавляется буква А. 2 В металлопродукции категорий 1, 1А, 1Б, 4, 4А, 4Б из нелегированной качественной стали всех марок по таблице 1 допускается массовая доля серы (S) до 0,040%. | ||
6.1.2 В стали марки 60С2Г суммарная массовая доля серы и фосфора не должна превышать 0,060%.
6.1.3 Массовая доля серы и фосфора в стали всех марок по таблице 2 должна соответствовать требованиям стандартов на проволоку, но должна быть не более норм, указанных в таблице 3 для высококачественной стали.
6.1.4 Предельные отклонения по химическому составу в готовой металлопродукции не должны превышать значений, указанных в таблице 4.
Таблица 4
Обозначение элемента | Верхняя предельная массовая доля элементов в марке, % | Предельные отклонения, % |
С | По таблицам 1 и 2 и 6.15.5 | ±0,01 |
Si | Менее 1,00 | ±0,02 |
1,00 и более | ±0,05 | |
Мn | Менее 1,00 | ±0,02 |
1,00 и более | ±0,05 | |
Сr (для стали, легированной Сr) | Менее 1,00 | ±0,02 |
1,00 и более | ±0,05 | |
Ni (для стали марки 60С2Н2А) | По таблице 1 | -0,05 |
V | По таблице 1 | ±0,02 |
W | По таблице 1 | ±0,05 |
Р (для качественной стали) | По таблице 3 | +0,005 |
S | По таблице 3 | Не допускаются |
Примечания 1 Знак "±" означает, что предельное отклонение по каждому из элементов в готовой металлопродукции одной плавки стали может быть только ниже нижнего предела или только выше верхнего предела значений массовой доли элемента, приведенных в настоящей таблице, но не одновременно плюсовым и минусовым. 2 Отклонения по углероду (С) для стали марок 40С2А, 55С2А, 60С2А, 50ХГА не допускаются. | ||
6.2 В зависимости от номенклатуры нормируемых показателей металлопродукцию изготовляют по категориям, указанным в таблице 5. Категорию указывают в заказе.
Назначение металлопродукции в зависимости от категорий приведено в приложении Б.
Ограничение размеров металлопродукции, предназначенной для изготовления рессор и пружин, приведено в приложении В.
Таблица 5
Нормируемый показатель | Категория | |||||||||||||||
1 | 1А | 1Б | 2 | 2А | 2Б | 3 | 3А | 3Б | 3В | 3Г | 3Д | 3Е | 4 | 4А | 4Б | |
Химический состав | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + |
Твердость металлопродукции при поставке в состоянии: | ||||||||||||||||
- без термической обработки | - | - | + | - | - | + | - | - | + | - | + | - | - | - | - | + |
- термически обработанном (отожженном или высокоотпущенном) | - | + | - | - | + | - | - | + | - | + | - | - | - | - | + | - |
Механические свойства при растяжении | - | - | - | - | - | - | + | + | + | + | + | + | - | + | + | + |
Прокаливаемость | - | - | - | + | + | + | - | - | - | + | + | + | + | - | - | - |
Допускаемая величина обезуглероженного слоя для металлопродукции: | ||||||||||||||||
- горячекатаной, кованой, калиброванной; | - | - | - | + | + | + | + | + | + | + | + | + | + | - | - | - |
- со специальной отделкой поверхности | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + | + |
Примечание - Знак "+" означает, что показатель нормируется, знак "-" - что показатель не нормируется и не контролируется. | ||||||||||||||||
6.3 Металлопродукцию изготовляют:
- категорий 1, 1Б, 2, 2Б, 3, 3Б, 3Г, 3Д, 3Е, 4 и 4Б - без термической обработки;
- категорий 1А, 2А, 3А, 3В, 4А - в термически обработанном состоянии (отожженном или высокоотпущенном).
6.4 Твердость металлопродукции в состоянии поставки должна соответствовать нормам, указанным в таблице 6.
Таблица 6
Марка стали | Твердость металлопродукции, НВ, не более | |
без термической обработки (категории 1Б, 2Б, 3Б, 4Б, 3Г, 3Д и 3Е) | термически обработанной (категории 1А, 2А, 3А, 3В и 4А) | |
65 | 255 | 229 |
70 | 269 | 229 |
75 | 285 | 241 |
80 | 302 | 269 |
85 | ||
60Г | 285 | 241 |
65Г | ||
70Г | ||
75Г | 302 | + |
80Г | 302 | 269 |
85Г | 321 | 269 |
40С2А | 255 | + |
50ХГ | 321 | 269 |
50ХГА | ||
50ХФА | ||
50ХГФА | 321 | 285 |
55С2 | 285 | 241 |
55С2А | ||
55ХГР | 321 | 269 |
55С2ГФ | ||
60С2 | 302 | 269 |
60С2А | ||
60С2Г | 321 | 269 |
60ХФА | + | + |
60С2ХА | 341 | 285 |
60С2Н2А | 302 | 269 |
60С2ХФА | 341 | 285 |
65С2ГВА (65С2ВА) | ||
70С3А | 302 | 269 |
Примечания 1 При изготовлении металлопродукции без термической обработки допускаются отклонения по твердости: - для металлопродукции в мотках - +10 НВ; - для металлопродукции полосовой - +40 НВ. 2 Нормы твердости для металлопродукции из стали марок 75Г, 80Г и 85Г факультативны в течение двух лет с даты введения в действие настоящего стандарта. Результаты контроля не являются браковочным признаком, заносят в документ о качестве. 3 Знак "+" означает, что показатель определяется и результаты заносятся в документ о качестве для набора статистических данных. | ||
Таблица 6 (Поправка. ИУС N 11-2023).
6.5 Механические свойства металлопродукции при испытании на растяжение, определяемые на продольных термически обработанных образцах, должны соответствовать нормам, указанным в таблице 7.
Таблица 7
Марка стали | Рекомендуемый режим термической обработки образцов | Механические свойства, не менее | ||||||
Закалка | Отпуск | |||||||
Темпе- | Среда охлаж- | Темпе- | Среда охлаж- | Предел текучести | Временное сопротив- | Относи- | Относи- | |
65 | 830 | Масло | 470 | Воздух | 785 | 980 | 10 | 35 |
70 | 830 | Масло | 470 | Воздух | 835 | 1030 | 9 | 30 |
75 | 820 | Масло | 470 | Воздух | 885 | 1080 | 9 | 30 |
80 | 820 | Масло | 470 | Воздух | 930 | 1080 | 8 | 30 |
85 | 820 | Масло | 470 | Воздух | 980 | 1130 | 8 | 30 |
60Г | 830 | Масло | 470 | Воздух | 785 | 980 | 8 | 30 |
65Г | 830 | Масло | 470 | Воздух | 785 | 980 | 8 | 30 |
70Г | 830 | Масло | 470 | Воздух | 835 | 1030 | 7 | 25 |
75Г | 830 | Масло | 470 | Воздух | 885 | 1080 | 7 | 25 |
80Г | 830 | Масло | 470 | Воздух | 935 | 1110 | 7 | 25 |
85Г | 830 | Масло | 470 | Воздух | 980 | 1130 | 6 | 25 |
40С2А | 870 | Вода | 470 | Воздух | + | 980 | 10 | 35 |
50ХГ | 850 | Масло | 470 | Воздух | 1175 | 1270 | 7 | 35 |
50ХГА | 850 | Масло | 470 | Воздух | 1175 | 1270 | 7 | 35 |
50ХФА | 850 | Масло | 470 | Воздух | 1080 | 1270 | 8 | 35 |
50ХГФА | 850 | Масло | 470 | Воздух | 1325 | 1420 | 6 | 35 |
55С2 | 870 | Масло или вода | 470 | Воздух | 1175 | 1270 | 6 | 30 |
55С2А | 870 | Масло или вода | 470 | Воздух | 1175 | 1270 | 6 | 30 |
55ХГР | 850 | Масло | 470 | Воздух | 1175 | 1270 | 7 | 35 |
55С2ГФ | 870 | Масло | 470 | Воздух | 1375 | 1570 | 6 | 25 |
60С2 | 870 | Масло | 470 | Воздух | 1175 | 1270 | 6 | 25 |
60С2А | 870 | Масло | 420 | Воздух | 1375 | 1570 | 6 | 20 |
60С2Г | 870 | Масло | 470 | Воздух | 1325 | 1470 | 6 | 25 |
60ХФА | 850 | Масло | 650 | Масло | 780 | 980 | 10 | 45 |
60С2ХА | 870 | Масло | 470 | Воздух | 1325 | 1470 | 6 | 25 |
60С2Н2А | 870 | Масло | 470 | Воздух | 1325 | 1470 | 8 | 30 |
60С2ХФА | 870 | Масло | 470 | Воздух | 1470 | 1670 | 6 | 25 |
65С2ГВА (65С2ВА) | 850 | Масло | 420 | Воздух | 1665 | 1860 | 5 | 20 |
70С3А | 850 | Масло | 470 | Воздух | 1470 | 1670 | 6 | 25 |
Примечания 1 Термическую обработку производят на образцах, предназначенных для механических испытаний, с припуском под шлифовку. 2 При рекомендуемой термической обработке допускаются отклонения по температуре: - закалки - ±15°С; - отпуска - ±50°С. 3 Нормы относительного сужения приведены только для круглых образцов. 4 Нормы механических свойств относятся к образцам, отобранным от металлопродукции диаметром или толщиной до 80 мм включ. При испытании металлопродукции диаметром или толщиной свыше 80 до 150 мм включ. допускается уменьшение относительного удлинения на 2% (абс.), относительного сужения на 5% (абс.) по сравнению с нормами, указанными в таблице 7. При испытании металлопродукции диаметром или толщиной более 150 мм допускается уменьшение относительного удлинения на 3% (абс.), относительного сужения на 10% (абс.) по сравнению с нормами, указанными в таблице 7. Нормы механических свойств металлопродукции диаметром или толщиной более 100 мм, при контроле на образцах, изготовленных из перекатанной или перекованной заготовки стороной квадрата от 90 до 100 мм, должны соответствовать нормам, указанным в таблице 7. 5 Нормы механических свойств для металлопродукции из стали марок 40С2А, 75Г, 80Г и 85Г факультативны в течение двух лет с даты введения в действие настоящего стандарта. Результаты контроля не являются браковочным признаком, заносят в документ о качестве. 6 Знак "+" означает, что показатель определяется и результаты заносятся в документ о качестве для набора статистических данных. | ||||||||
Таблица 7 (Поправка. ИУС N 11-2023).
6.6 Качество поверхности металлопродукции должно соответствовать требованиям, указанным в таблице 8. Группу качества или отделки поверхности указывают в заказе.
Таблица 8
Способ изготовления металлопродукции | Обозначение групп качества или отделки поверхности | Качество поверхности металлопродукции |
Горячекатаная | 1ГП | Дефекты на поверхности прутков и полос должны быть удалены путем шлифования или пологой зачистки в продольном направлении и не должны выводить прутки и полосы за пределы наименьших допускаемых размеров. |
Горячекатаная и кованая | 2ГП | Дефекты на поверхности металлопродукции должны быть удалены путем шлифования или пологой зачистки или пологой вырубки, ширина которой должна быть не менее пятикратной глубины. |
2ГП | Глубину зачистки дефектов считают от фактического размера. | |
3ГП | Дефекты на поверхности не допускаются, если их глубина, определяемая контрольной запиловкой или вырубкой, считая от номинального размера, превышает: | |
Горячекатаная и кованая круглая с обточенной или шлифованной поверхностью | ОБТ | Качество поверхности металлопродукции должно соответствовать, в зависимости от заказа, группам качества поверхности 1ГП, 2ГП, 3ГП. Шероховатость поверхности должна быть не более параметра Rz 40 мкм по ГОСТ 2789 или по согласованным эталонам |
Калиброванная | Б, В | По ГОСТ 1051 |
Со специальной отделкой поверхности | А, Б, В, Г, Д | По ГОСТ 14955 |
Примечания 1 Под размером металлопродукции понимается диаметр, сторона квадрата или толщина, указанная в заказе. 2 Для металлопродукции с качеством поверхности групп 1ГП и 2ГП допускается удалять дефекты сплошной обточкой. | ||
6.7 Металлопродукция горячекатаная и кованая должна быть обрезана.
6.7.1 Косина реза полос для рессор должна соответствовать требованиям ГОСТ 7419.
Косина реза кованых полос, горячекатаных полос (кроме рессорных), прутков и мотков размером до 30 мм включительно не регламентируется, размером более 30 мм, кроме мотков, не должна превышать 0,1 диаметра или толщины. Прутки и полосы размером до 40 мм немерной длины, а также мотки, допускается изготовлять с необрезными концами.
6.7.2 На концах прутков, поставляемых без обточки поверхности и в обточенном (шлифованном) состоянии, допускается фаска размером не более 6 мм(45°±15°).
6.7.3 На прутках и полосах с качеством поверхности группы 1ГП заусенцы и загиб концов не допускаются. Наличие "чашечки" от правки не является браковочным признаком.
Допускается удалять заусенцы снятием фаски.
6.7.4 На прутках и полосах с качеством поверхности групп 2ГП и 3ГП допускаются смятые концы и заусенцы.
6.8 Требования к обрезке концов калиброванной металлопродукции должны соответствовать ГОСТ 1051, металлопродукции со специальной отделкой поверхности - ГОСТ 14955.
На концах прутков со специальной отделкой поверхности допускается фаска размером не более 6 мм(45°±15°).
6.9 Макроструктура
6.9.1 Макроструктура металлопродукции, произведенной из слитка (КМС1), при проверке на протравленных темплетах или в изломе не должна иметь остатков усадочной раковины, подусадочной рыхлоты, подкорковых пузырей, трещин, расслоений, корочек, инородных металлических и шлаковых включений, флокенов.
6.9.2 Нормируемые в баллах требования к макроструктуре металлопродукции, произведенной из слитка (КМС1), диаметром или толщиной 40 мм и более должны соответствовать указанным в таблице 9.
Таблица 9 - Макроструктура металлопродукции размером (диаметром или толщиной) 40 мм и более, произведенной из слитка (КМС1)
Класс стали | Макроструктура металлопродукции, баллы, не более | |||||
Централь- | Точечная неоднород- | Ликва- | Общая пятнистая ликвация | Краевая пятнистая ликвация | Подуса- | |
Качественная | 3 | 3 | 3 | 1 | 1 | 1 |
Высококачественная | 2 | 2 | 2 | Не допускаются | 1 | |
Особовысококачественная | 1 | 1 | 1 | Не допускаются | ||
Примечания 1 В металлопродукции из особовысококачественной стали допускается послойная кристаллизация и светлый контур не более балла 3. 2 В металлопродукции с качеством поверхности группы 3ГП допускаются подкорковые пузыри на глубину не более половины суммы предельных отклонений на диаметр или толщину. | ||||||
6.9.3 Макроструктура металлопродукции, произведенной из непрерывнолитой заготовки (КМС2), не должна иметь трещин, расслоений, корочек, инородных металлических и шлаковых включений, флокенов.
6.9.4 Нормируемые в баллах требования к макроструктуре металлопродукции, произведенной из непрерывнолитой заготовки (КМС2), диаметром или толщиной 40 мм и более должны соответствовать, указанным в таблице 10.
Таблица 10 - Макроструктура металлопродукции размером (диаметром или толщиной) 40 мм и более, произведенной из непрерывнолитой заготовки (КМС2)
Класс стали | Макроструктура металлопродукции, баллы, не более | ||||
Центральная пористость | Подусадочная ликвация | Ликвационные полоски | Краевые точечные загрязнения | Светлая полоса (контур) | |
Качественная | 3 | 2 | 1 | 1 | 1 |
Высоко- | 2 | 2 | 1 | 1 | Не допускается |
Особовысоко- | 1 | 2 | Не допускаются | ||
Примечание - В металлопродукции с качеством поверхности группы 3ГП допускаются подкорковые пузыри на глубину не более половины суммы предельных отклонений на диаметр или толщину. | |||||
6.9.5 При нормировании требований по проведению УЗК металлопродукции допускается макроструктуру по излому и на темплетах не контролировать.
6.10 В металлопродукции горячекатаной и кованой круглой с обточенной или шлифованной поверхностью и металлопродукции со специальной отделкой поверхности всех категорий обезуглероживание не допускается.
Глубина общего обезуглероживания (феррит плюс переходная зона) металлопродукции других способов производства категорий 2, 2А, 2Б, 3, 3А, 3Б, 3В, 3Г, 3Д и 3Е размером до 150 мм включительно не должна превышать норм, указанных в таблице 11.
Таблица 11
Номинальные диаметр (d) или толщина (h) металлопродукции, мм | Допускаемая глубина общего обезуглероживания для стали, мм, не более | |
всех марок, кроме легированной кремнием | легированной кремнием | |
До 8,0 включ. | 0,02 | 0,025 |
Св. 8,0 | 0,015 | 0,02 |
6.11 Микроструктура металлопродукции из стали марки 40С2А диаметром от 5,5 до 16,0 мм должна содержать не менее 40% пластинчатого перлита баллов 1-2 по ГОСТ 8233, в поверхностном слое металлопродукции подкалка (мартенситные и троостомартенситные участки, сорбит отпуска) не допускаются.
6.12 Величина действительного зерна в микроструктуре стали марки 40С2А должна быть в пределах номеров 6-8.
6.13 В металлопродукции из стали марок 50ХГ, 50ХГА, 50ХГФА, 55С2, 55С2А, 60С2, 60С2А, 60ХФА определяют величину аустенитного зерна. Величина аустенитного зерна не должна быть крупнее:
- номера 6 - для стали марки 50ХГФА;
- номера 5 - для стали марок 50ХГ, 50ХГА, 55С2, 55С2А, 60С2, 60С2А, 60ХФА.
6.14 Прокаливаемость для металлопродукции категорий 2, 2А, 2Б, 3В, 3Г, 3Д и 3Е из стали марок 55С2, 55С2А, 60С2, 60С2А, 60С2Г, 50ХГФА должна соответствовать указанной в приложениях Г и Д.
6.15 По согласованию изготовителя с заказчиком металлопродукцию изготовляют.
6.15.1 С суженными пределами массовой доли углерода (С) в стали, по сравнению с нормами таблицы 1, с предельными отклонениями в готовой металлопродукции по таблице 4.
6.15.2 С суженными пределами по массовой доле марганца (Мn) и хрома (Сr) (вместе или раздельно) для стали, легированной указанными элементами, по сравнению с нормами таблицы 1, с предельными отклонениями в готовой металлопродукции по таблице 4.
6.15.3 Из стали марок 65, 70, 75, 80, 85 по таблице 2 с массовой долей марганца (Mn) от 0,30% до 0,70%, с предельными отклонениями в готовой металлопродукции по таблице 4.
6.15.4 Из стали, изготовленной в соответствии с заказом, с применением металлического лома - скрап-процессом или скрап-рудным процессом (выплавленная в электропечах, с использованием переплавов Ш, ВД, ВИ, ИШ, ИД).
При этом остаточная массовая доля должна быть:
- меди (Сu) - не более 0,30%;
- никеля (Ni) - не более 0,40%;
- хрома (Сr) - не более, для металлопродукции из нелегированной специальной стали категорий: 2, 2А, 2Б, 3, 3А, 3Б, 3В, 3Г, 3Д и 3Е - 0,30%, категорий: 1, 1А, 1Б, 4, 4А и 4Б - 0,40%.
6.15.5 Из стали, выплавленной в электропечи. При этом массовая доля меди (Сu), никеля (Ni), хрома (Сr), не должна превышать 0,40% каждого элемента.
6.15.6 Из стали, не легированной хромом (Сr) и никелем (Ni), с нижней массовой долей марганца (Mn), уменьшенной, против норм таблицы 1, на величину марганцового эквивалента (Эм), но не более чем на 0,30%.
6.15.7 Из стали марок 65, 70, 75, 80, 85, предназначенной для изготовления патентированной проволоки, с массовой долей элементов, %:
- меди (Сu) - не более 0,15;
- никеля (Ni) - не более 0,10;
- хрома (Сr) - не более 0,10.
6.15.8 Из стали с массовой долей серы (S) не более 0,010%. Предельные отклонения по массовой доле серы (S) в готовой металлопродукции согласовывают при заказе.
6.15.9 Из качественной стали, выплавленной в электропечах, с массовой долей фосфора (Р) не более 0,020% с предельным отклонением в готовой металлопродукции 0,005%.
6.15.10 Из стали с ограничением массовой доли азота (N), указываемой в заказе.
6.15.11 Из стали с массовой долей остаточного хрома (Сr) не более 0,10%.
6.15.12 С введением в сталь алюминия (AI) в пределах от 0,020% до 0,050% с предельными отклонениями в готовой металлопродукции ±0,005%.
6.15.13 С микролегированием хромом (Сr) и/или ванадием (V) стали, нелегированной указанными элементами, массовую долю хрома (Сr) и/или ванадия (V), а также предельные отклонения в готовой металлопродукции по ним согласовывают в заказе.
6.15.14 Со специальной отделкой поверхности диаметром более 50 мм с предельными отклонениями по диаметру в соответствии с ГОСТ 7417.
6.15.15 В мотках, состоящих из двух отрезков. При этом в партии допускается не более 5% мотков, состоящих из двух отрезков;
6.15.16 При резке прутков и полос на прессах, ножницах и под молотами со смятием концов длиной не более 70 мм, без регламентации уширения концов.
6.15.17 С установлением величины смятия концов прутков и полос.
6.15.18 Без удаления смятых концов на прутках и полосах с качеством поверхности группы 1ГП.
6.15.19 Без удаления смятых концов и заусенцев на прутках и полосах с качеством поверхности группы 1ГП.
6.15.20 Со снятием фаски на одном конце (Ф1) или на двух концах (Ф2) прутка. Величину фаски устанавливают в заказе.
6.15.21 Без заусенцев с одной стороны (УЗ1) и с двух сторон прутка (УЗ2) для металлопродукции, не предусмотренной в 6.7.3. Допускается удалять заусенцы снятием фаски. Размер фаски не регламентируется.
6.15.22 Горячекатаную и кованую, подвергаемую очистке дробью от окалины (ДО).
6.15.23 Горячекатаную и кованую категорий 1, 1А, 1Б, 4, 4А, 4Б с наличием сколов и трещин на торцах прутков диаметром или толщиной менее 40 мм на длине не более 150 мм, порезанных на ножницах холодной резки.
6.15.24 Горячекатаную и кованую категорий 1, 1А, 1Б, 4, 4А, 4Б с наличием торцевых трещин, глубина которых не выходит за границу смятого конца.
6.15.25 Из стали марки 60ХФА с нормированной ударной вязкостью KCU не менее 59 Дж/см, определяемой на термически обработанных (закалка плюс отпуск) образцах.
6.15.26 Горячекатаную и кованую размером (диаметром или толщиной) менее 40 мм с нормированной в баллах макроструктурой (КМС3). Нормы и методику контроля согласовывают при заказе.
6.15.27 С нормированной величиной аустенитного зерна не крупнее номера 5 для стали марок, не перечисленных в 6.13 (НЗ).
6.15.28 Категорий 2, 2А, 2Б, 3Б, 3Г, 3Д и 3Е из стали марок, не предусмотренных в 6.14 с нормируемой прокаливаемостью (ПР). Нормы прокаливаемости согласовывают в заказе, результаты контроля заносят в документ о качестве.
6.15.28.1 Из стали марки 60ХФА с требованиями к прокаливаемости на расстоянии от охлаждаемого торца:
- 9 мм - не менее 49 HRC;
- 24 мм - не менее 23 HRC.
Нормы прокаливаемости факультативны, результаты контроля заносят в документ о качестве.
6.15.29 С нормируемой загрязненностью неметаллическими включениями из стали марки 60ХФА в соответствии с требованиями таблицы 12, из стали марок 50ХГ, 50ХГА, 50ХГФА, 60С2, 60С2А, 60С2ХА - в соответствии с требованиями таблицы 13, из стали марки 40С2А - в соответствии с требованиями таблицы 14.
Таблица 12
Способ оценки | Виды неметаллических включений | Балл, не более |
По среднему баллу | Сульфиды (С) | 3,5 |
Оксиды строчечные (ОС) | 4,0 | |
Оксиды точечные (ОТ) | 2,5 | |
Силикаты хрупкие (СХ) | 4,0 | |
Силикаты пластичные (СП) | 2,0 | |
Силикаты недеформирующиеся (СН) | 4,0 | |
Нитриды строчечные и точечные (НС, НТ) | 2,0 |
Таблица 13
Виды неметаллических включений | Способ оценки | |
по среднему баллу, не более | по максимальному баллу, не более | |
Оксиды: | ||
строчечные (ОС) | 2,5 | 3,0 |
точечные (ОТ) | 2,5 | 3,0 |
Силикаты: | ||
хрупкие (СХ) | 2,5 | 3,0 |
пластичные (СП) | 2,5 | 3,0 |
недеформирующиеся (СН) | 2,5 | 3,0 |
Сульфиды (С) | 2,5 | 3,0 |
Нитриды: | ||
точечные (НТ) | 1,0 | - |
строчечные (НС) | 1,0 | - |
Примечание - Знак "-" означает, что оценку по максимальному баллу не проводят. | ||
Таблица 14
Виды неметаллических включений | Способ оценки | |
по среднему баллу, не более | по максимальному баллу, не более | |
Силикаты хрупкие (СХ) | 2,5 | 3,0 |
Силикаты пластичные (СП) | 2,0 | 3,5 |
Силикаты недеформирующиеся (СН) | 2,5 | 3,0 |
Сульфиды (С) | 2,5 | 3,5 |
Оксиды точечные (ОТ) | 2,5 | 3,0 |
Оксиды строчечные (ОС) | 2,5 | 3,0 |
6.15.30 С нормируемой загрязненностью неметаллическими включениями из стали марок 55С2, 60С2, 60С2ХФА в соответствии с требованиями таблицы 15.
Таблица 15
Виды неметаллических включений | Способ оценки | |
по среднему баллу, не более | по максимальному баллу, не более | |
Силикаты хрупкие (СХ) | 2,5 | 3,5 |
Силикаты пластичные (СП) | 2,0 | 3,0 |
Силикаты недеформирующиеся (СН) | 2,5 | 3,5 |
Сульфиды (С) | 2,5 | 3,0 |
Оксиды точечные (ОТ) | 1,5 | 2,5 |
Оксиды строчечные (ОС) | 2,5 | 3,5 |
6.15.31 С контролем загрязненности неметаллическими включениями из стали других марок относительно 6.15.29 и 6.15.30. Нормы и методика контроля согласовывают при заказе.
6.15.32 Предназначенную для изготовления патентированной проволоки с контролем микроструктуры (мартенситных и троостомартенситных участков и глубины сорбита отпуска).
6.15.33 С ультразвуковым контролем внутренних дефектов по группам качества в соответствии с ГОСТ 21120 (УЗК).
6.15.34 Из стали марки 54SiCr6 с требованиями согласно приложению Е.
6.15.35 Из стали марок 65, 70, 75, 80, 85, предназначенных для изготовления патентированной проволоки, с определением механических свойств на образцах без термической обработки.
6.15.36 В заказе дополнительные требования указывают путем ссылки на соответствующие подпункты (например: "с учетом 6.15.17") или на приведенные в них условные обозначения, а также указывают норму и методику контроля, если она не установлена.
7 Правила приемки
7.1 Общие правила приемки металлопродукции - по ГОСТ 7566.
7.2 Металлопродукцию принимают партиями, состоящими из металлопродукции одной плавки стали, одного размера (диаметра или толщины) и одного режима термической обработки (при поставке в термически обработанном состоянии) и оформленными одним документом о качестве в соответствии с ГОСТ 7566.
В документе о качестве дополнительно указывают:
- способ разливки стали;
- способ выплавки или переплава (по требованию заказчика).
7.3 Для проверки качества металлопродукции от партии прутков, полос и мотков отбирают:
- для химического анализа - пробы по ГОСТ 7565. Контроль остаточных хрома (Сr), меди (Сu), никеля (Ni) проводят периодически не реже одного раза в квартал. При изготовлении стали с учетом марганцового эквивалента контроль остаточных меди (Сu), никеля (Ni) и хрома (Сr) проводят на каждой плавке;
- для контроля геометрических размеров и отклонений формы - 10% прутков, полос, мотков, но не менее 5 шт.
- для контроля качества поверхности - все прутки, полосы и мотки;
- для контроля шероховатости поверхности обточенной или шлифованной металлопродукции - не более 5% прутков, полос или мотков, но не менее трех прутков, полос или мотков;
- для контроля механических свойств на растяжение и ударный изгиб - два прутка или мотка, две полосы. Отбор проб - по ГОСТ 7564 (схема вырезки образцов - по варианту 2);
- для контроля макроструктуры по излому или травлением, для определения микроструктуры - два прутка или мотка, две полосы;
- для проверки твердости - не более 2% прутков, полос или мотков, но не менее трех прутков, полос или мотков;
- для определения прокаливаемости - один пруток, одна полоса или один моток от плавки-ковша;
- для определения глубины обезуглероженного слоя - три прутка, полосы или мотка;
- для определения величины зерна - один пруток, одна полоса или один моток от плавки-ковша;
- для определения загрязненности неметаллическими включениями - пробы по ГОСТ 1778.
Отбор проб от мотков для всех видов испытаний проводят на расстоянии не менее полтора витка от конца раската.
7.4 При получении неудовлетворительных результатов анализа ковшовой пробы химический состав стали может быть аттестован по анализу готовой металлопродукции. В документе о качестве в строке результатов химического анализа дополнительно указывают: "в готовой металлопродукции".
7.5 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю при выборочном контроле по нему проводят повторные испытания на удвоенном количестве проб, отобранных от единиц металлопродукции, из числа не проходивших испытания.
7.6 При получении удовлетворительных результатов повторных испытаний все единицы продукции, входящие в партию, считают годными, кроме единиц продукции, показавших неудовлетворительные результаты при первичных испытаниях. Если хотя бы один из результатов повторных испытаний не отвечает требованиям настоящего стандарта по испытываемому параметру, то всю партию бракуют.
7.7 При получении неудовлетворительных результатов повторных испытаний допускается изготовителю:
- проводить сплошной контроль по показателям выборочного контроля, по которым эти испытания не выдержаны;
- подвергать металлопродукцию повторной термической обработке (если таковая проводилась) и предъявлять партию к испытаниям вновь.
8 Методы испытаний
8.1 Химический состав стали определяют по ГОСТ 12344 - ГОСТ 12352, ГОСТ 12355, ГОСТ 12359, ГОСТ 12360, ГОСТ 17745, ГОСТ 18895, ГОСТ 22536.0 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.9, ГОСТ 22536.12, ГОСТ 28473* или другими методами, обеспечивающими необходимую точность определения.
_______________
* В Российской Федерации может использоваться ГОСТ Р ИСО 4743-2010 "Сталь и чугун. Определение содержания меди", ГОСТ Р ИСО 4940-2010 "Сталь и чугун. Определения содержания никеля. Спектрометрический метод атомной абсорбции в пламени", ГОСТ Р ИСО 10153-2011 "Сталь. Определение содержания бора. Спектрофотометрический метод с применением куркумина", ГОСТ Р 54153-2010 "Сталь. Метод атомно-эмиссионного спектрального анализа".
Вероятно, ошибка оригинала. Следует читать: ГОСТ Р ИСО 4943-2010. - .
8.1.1 Величину марганцового эквивалента определяют по формуле
![]() , (1)
, (1)
где Cr, Ni, Сu - остаточная массовая доля, %, хрома (Сr), никеля (Ni), меди (Сu) в стали, не превышающая норм по таблице 1.
8.2 Геометрические размеры и форму металлопродукции определяют измерительным инструментом по ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 2216, ГОСТ 3749, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502 и шаблонами по нормативно-технической документации или инструментами и шаблонами, аттестованными в установленном порядке.
Контроль отклонений формы проводят по ГОСТ 26877.
8.3 От каждого отобранного для контроля прутка, полосы или мотка отбирают:
- для испытания на растяжение, ударный изгиб, для определения величины аустенитного зерна, действительного зерна, прокаливаемости (HRC), обезуглероженного слоя, контроля твердости (НВ) - по одному образцу:
- для контроля загрязненности стали неметаллическими включениями - по одному образцу от шести прутков, полос, мотков или по три образца от двух прутков, полос, мотков;
- для контроля макроструктуры - один темплет.
8.4 Качество поверхности проверяют осмотром металлопродукции без применения увеличительных приборов. При необходимости, проводят светление или травление поверхности. Для металлопродукции со специальной отделкой поверхности диаметром до 3 мм включ. осмотр проводят при увеличении до 10. Глубину залегания дефектов на поверхности металлопродукции определяют контрольной зачисткой, вырубкой или запиловкой.
Допускается применять неразрушающие методы контроля.
Допускается металлопродукцию в прутках подвергать автоматизированному контролю на наличие поверхностных дефектов по методике изготовителя.
8.5 Шероховатость поверхности контролируют по ГОСТ 2789.
8.6 Твердость по Бринеллю определяют по ГОСТ 9012. Измерение твердости полосы трапециевидного и Т-образного профиля проводят в месте наибольшей толщины полосы.
Количество отпечатков не менее трех на каждом образце.
В документе о качестве на металлопродукцию, на которой нельзя провести испытания шариком 10 мм, приводят:
- значение твердости в единицах НВ;
- диаметр шарика;
- прикладываемое усилие.
8.7 Испытание на растяжение проводят по ГОСТ 1497 на образцах пятикратной длины.
Допускается для металлопродукции размером (диаметром или толщиной) до 25 мм включ. испытание на растяжение проводить на натурных (без механической обработки) образцах.
Примечание - В тех случаях, когда при испытании на растяжение на металле не обнаруживается участка текучести и нельзя определить предел текучести (), допускается определять условный предел текучести (
). Фактические значения условного предела текучести (
) должны соответствовать нормам для предела текучести (
).
8.8 Испытание металлопродукции на ударный изгиб проводят по ГОСТ 9454 на образцах типа 1. Испытание на ударный изгиб круглой металлопродукции проводят для диаметра 16 мм и более.
8.9 Макроструктуру металлопродукции контролируют без применения увеличительных приборов в соответствии с ГОСТ 10243 на протравленных темплетах или изломе.
Оценку качества макроструктуры металлопродукции проводят:
- изготовленной из слитка - по ГОСТ 10243;
- изготовленной из непрерывнолитой заготовки в части дефектов:
центральная пористость и подусадочная ликвация - по ГОСТ 10243 или по нормативной документации, согласованной в установленном порядке;
ликвационные полоски, краевое точечное загрязнение, светлая полоса (контур) - по нормативной документации, согласованной в установленном порядке.
Примечание - Качество макроструктуры металлопродукции диаметром менее 40 мм по 6.9.3, произведенной из непрерывнолитой заготовки, допускается гарантировать без проведения контроля.
8.9.1 Для контроля макроструктуры допускается применение неразрушающих методов контроля, при этом оценку макроструктуры в баллах не проводят.
8.10 Определение глубины обезуглероженного слоя проводят по ГОСТ 1763.
Полосы трапециевидного и Т-образного профиля контролируют в месте наибольшей толщины.
8.11 Определение величины зерна проводят по ГОСТ 5639.
Контроль величины зерна стали марок 55С2, 55С2А, 60С2, 60С2А может не проводиться при условии гарантии ее соответствия требованиям настоящего стандарта.
8.12 Контроль микроструктуры проводят по ГОСТ 8233. Методы контроля микроструктуры стали устанавливают по согласованию изготовителя с заказчиком.
8.13 Прокаливаемость определяют методом торцовой закалки по ГОСТ 5657.
8.14 Определение загрязненности стали неметаллическими включениями - по ГОСТ 1778, метод Ш6, для стали марки 60ХФА - метод Ш1 или Ш4.
Метод контроля для стали марки 60ХФА указывают в заказе, при отсутствии указания метод устанавливает изготовитель и указывает в документе о качестве.
8.15 Изготовителю допускается проводить проверку макроструктуры, механических свойств, загрязненности стали неметаллическими включениями, прокаливаемости и величины аустенитного зерна на промежуточной заготовке или металлопродукции большего сечения и результаты испытаний распространять на все профили данной плавки. В этом случае в документе о качестве указывают слова: "соответствует ГОСТ 14959".
Величину зерна разрешается определять на ковшовой пробе.
8.16 При использовании изготовителем статистических методов контроля твердости и механических свойств в соответствии с нормативно-технической документацией, утвержденной в установленном порядке, контроль твердости и механических свойств, предусмотренный настоящим стандартом, изготовителю допускается не проводить. Изготовитель гарантирует при этом соответствие выпускаемой металлопродукции требованиям настоящего стандарта. В арбитражных случаях и при периодических проверках качества металлопродукции применяют методы контроля, предусмотренные настоящим стандартом.
9 Маркировка, упаковка, транспортирование и хранение
9.1 Маркировка, упаковка, транспортирование и хранение металлопродукции - по ГОСТ 7566 со следующими дополнениями.
9.1.1 Транспортирование горячекатаной и кованой металлопродукции проводят транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. По железной дороге перевозку осуществляют в зависимости от массы и габаритных размеров металлопродукции в крытых или открытых вагонах согласно ГОСТ 22235.
9.1.1.1 Наружный диаметр мотков должен быть не более 1500 мм, внутренний - не менее 180 мм, если другие размеры мотка не оговорены при оформлении заказа.
9.1.1.2 Масса грузового места не должна превышать при механизированной погрузке на открытые транспортные средства - 10000 кг, в крытые - 2500 кг.
9.1.1.3 При поставке в один адрес двух и более грузовых мест, размеры которых позволяют оформить транспортный пакет с габаритными размерами по ГОСТ 24597, грузовые места должны быть сформированы в транспортные пакеты по ГОСТ 26663. Средства скрепления - по ГОСТ 21650.
9.1.2 Маркировка, упаковка, транспортирование и хранение калиброванной металлопродукции - по ГОСТ 1051.
9.1.3 Маркировка, упаковка, транспортирование и хранение металлопродукции со специальной отделкой поверхности - по ГОСТ 14955.
Допускаются другие, относительно предусмотренных в ГОСТ 14955, виды упаковки металлопродукции со специальной отделкой поверхности, обеспечивающие его защиту от коррозии
10 Требования безопасности и охраны окружающей среды
Металлопродукция пожаро- и взрывобезопасна, нетоксична, и не требует специальных мер при транспортировании, хранении и переработке.
Осуществление специальных мер по охране окружающей среды не требуется.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие металлопродукции требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Приложение А
(обязательное)
Примеры условных обозначений
А.1 Металлопродукция кованая, круглая, мерной длины (МД) 1500 мм, диаметром 100 мм по ГОСТ 1133-71, из стали марки 60С2ХФА-ВД, качества поверхности группы 2ГП, с требованиями к макроструктуре металлопродукции, произведенной из непрерывнолитой заготовки (КМС2), категории 4Б:
Круг МД-100x1500 ГОСТ 1133-71/60С2ХФА-ВД-2ГП-КМС2-4Б ГОСТ 14959-2016
А.2 Металлопродукция горячекатаная, трапециевидная, повышенной точности прокатки Б, немерной длины (НД), размерами (ВН) 45
6 по ГОСТ 7419-90, из стали марки 60С2А, качества поверхности группы 1ГП, с требованиями к макроструктуре металлопродукции, произведенной из слитка (КМС1), категории 3Б:
Полоса трапециевидная Б-НД-456 ГОСТ 7419-90/60С2А-1ГП-КМС1-3Б ГОСТ 14959-2016
А.3 Металлопродукция горячекатаная, шестигранная, повышенной точности прокатки (Б1), класса кривизны III, длиной, кратной мерной (КД), с величиной крата 1200 мм, с общей длиной не более 6000 мм, диаметром вписанного круга 22,0 мм по ГОСТ 2879-2006, из стали марки 65, качества поверхности группы 3ГП, категории 4А, с нормированной в баллах макроструктурой (КМС3):
Шестигранник Б1-III-КД-221200 (6000) ГОСТ 2879-2006/65-3ГП-4А-КМС3 ГОСТ 14959-2016
А.4 Металлопродукция калиброванная, круглая, с полем допуска h11, длиной, кратной мерной (КД) 1000 мм, с количеством крат 4, диаметром 15 мм по ГОСТ 7417-75, из стали марки 60ХФА, качества поверхности группы Б по ГОСТ 1051, с требованиями к макроструктуре металлопродукции, произведенной из слитка (КМС1), категории 3А, со снятием фаски на одном конце (Ф1), с нормируемой загрязненностью неметаллическими включениями:
Круг h11-КД-15(1000
4) ГОСТ 7417-75/60ХФА-Б-КМС1-3А-Ф1-НМВ ГОСТ 14959-2016, с учетом 6.15.29
А.5 Металлопродукция со специальной отделкой поверхности, круглая, квалитета h10, немерной длины (НД), диаметром 20 мм, с качеством отделки поверхности группы Д по ГОСТ 14955-77, из стали марки 80, с требованиями к макроструктуре металлопродукции, произведенной из слитка (КМС1), категории 3А:
Круг h10-НД-20 ГОСТ 14955-7/80-Д-КМС1-3А ГОСТ 14959-2016
________________
Вероятно, ошибка оригинала. Следует читать: ГОСТ 14955-77. - .
А.6 Металлопродукция горячекатаная, круглая, обточенная (ОБТ), обычной точности прокатки В1, класса кривизны II, мерной длины (МД) 4000 мм, диаметром 75 мм по ГОСТ 2590-2006, из стали марки 65Г, качества поверхности группы 2ГП, с требованиями к макроструктуре металлопродукции, произведенной из непрерывнолитой заготовки (КМС2), категории 4А, со снятием фаски на двух концах прутков (Ф2):
Круг ОБТ-В1-II-МД-754000 ГОСТ 2590-2006/65Г-2ГП-КМС2-4А-Ф2 ГОСТ 14959-2016
А.7 Металлопродукция горячекатаная, круглая, обычной точности прокатки В1, класса кривизны II, мерной длины (МД) 4000 мм, диаметром 50 мм по ГОСТ 2590-2006, из стали марки 54SiCr6, качества поверхности группы 2ГП, с требованиями к макроструктуре металлопродукции, произведенной из слитка (КМС1), категории 4Б, с глубиной обезуглероживания (1C):
Круг В1-II-МД-504000 ГОСТ 2590-2006/54SiCr6-2ГП-КМС1-4Б-1С ГОСТ 14959-2016
А.8 Примеры условных обозначений, которые допускается приводить в конструкторской документации:
А.8.1 Металлопродукция горячекатаная, круглая, обычной точности прокатки В1, класса кривизны II, длиной мерной 6000 мм с немерной (МД1), диаметром 100 мм по ГОСТ 2590-2006, из стали марки 65Г, качества поверхности группы 2ГП, с требованиями к макроструктуре металлопродукции, произведенной из слитка (КМС1), категории 4А:
Круг ![]()
А.8.2 Металлопродукция горячекатаная, круглая, обычной точности прокатки В1, в мотках (НМД), диаметром 10 мм по ГОСТ 2590-2006, из стали марки 65Г, для патентирования (ПП), качества поверхности группы 2ГП, с требованиями к макроструктуре металлопродукции, произведенной из непрерывнолитой заготовки (КМС2), категории 4Б, с контролем микроструктуры:
Круг ![]() , с учетом 6.15.32
, с учетом 6.15.32
Приложение Б
(справочное)
Назначение металлопродукции
Категория по нормируемым характеристикам | Назначение металлопродукции |
2, 2А, 2Б, 3, 3А, 3Б, 3В, 3Г, 3Д, 3Е | Для изготовления упругих элементов - рессор, пружин, торсионов и т.п. |
3А, 3Б, 3В, 3Г, 3Д, 3Е | Для изготовления автомобильных рессор и пружин |
1, 1А, 1Б, 4, 4А, 4Б | Для использования в качестве конструкционной |
Приложение В
(справочное)
Максимальные допустимые размеры для изготовления рессор и пружин
В.1 Максимальные допустимые размеры для изготовления рессор и пружин приведены в таблице В.1.
Таблица В.1
Марка стали | Максимальные допустимые размеры металлопродукции, мм | |
толщина полосы | диаметр или сторона квадрата | |
80 | 8 | 12 |
40С2АТ | - | 17 |
55С2 | 8 | 30 |
55С2А | 8 | 12 |
60С2 | 18 | 20 |
60С2А | 14 | 20 |
60С2Г | 16 | 24 |
50ХГ | 14 | 25 |
50ХГА | 14 | 25 |
50ХГР | 24 | 30 |
50ХГФА | 24 | 25 |
55С2ГФ | 25 | 30 |
В.2 Заказчик и изготовитель при заказе могут согласовать другие максимальные размеры металлопродукции.
Приложение Г
(обязательное)
Полосы прокаливаемости
Сталь марки 55С2, 55С2А
|
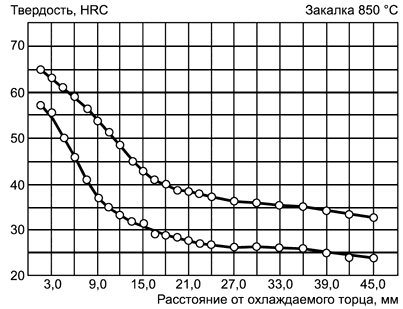
Рисунок 1
Сталь марки 60С2, 60С2А
|
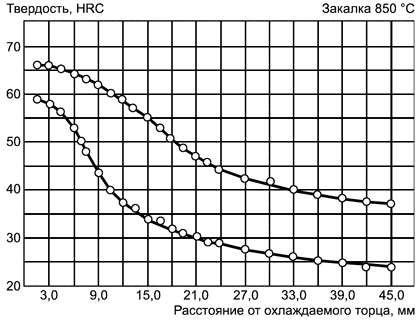
Рисунок 2
Сталь марки 60С2Г
|
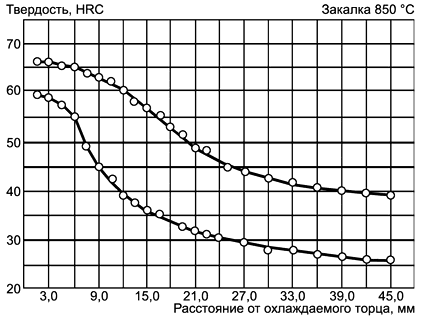
Рисунок 3
Сталь марки 50ХГФА
|
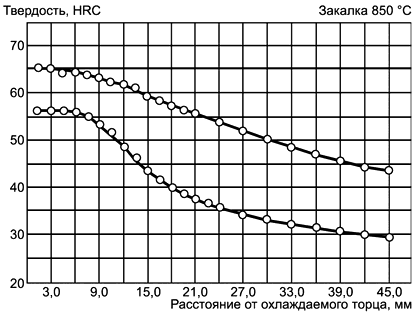
Рисунок 4
Приложение Д
(обязательное)
Пределы колебаний твердости (максимальной и минимальной) по длине торцовых образцов для марочных полос прокаливаемости
Таблица Д.1
Расстояние от торца, мм | Твердость HRC для полос прокаливаемости стали марок | |||||||
50ХГФА | 55С2, 55С2А | 60С2, 60С2А | 60С2Г | |||||
макс. | мин. | макс. | мин. | макс. | мин. | макс. | мин. | |
1,5 | 65 | 56 | 65 | 57 | 66 | 59 | 66 | 59 |
3,0 | 65 | 56 | 63 | 55 | 66 | 58 | 66 | 58 |
4,5 | 64 | 56 | 61 | 50 | 65 | 56 | 65 | 57 |
6,0 | 64 | 56 | 58 | 46 | 64 | 53 | 65 | 55 |
7,5 | 63 | 55 | 56 | 41 | 63 | 47 | 64 | 49 |
9,0 | 63 | 53 | 54 | 37 | 62 | 43 | 63 | 45 |
10,5 | 62 | 51 | 51 | 35 | 60 | 40 | 62 | 42 |
12,0 | 62 | 48 | 48 | 33 | 59 | 37 | 60 | 39 |
13,5 | 61 | 46 | 45 | 32 | 57 | 36 | 58 | 37 |
15,0 | 59 | 43 | 43 | 31 | 55 | 34 | 57 | 36 |
16,5 | 58 | 42 | 41 | 29 | 53 | 33 | 55 | 35 |
18,0 | 57 | 40 | 40 | 29 | 51 | 32 | 53 | 33 |
19,5 | 56 | 38 | 39 | 28 | 49 | 31 | 51 | 32 |
21,0 | 56 | 37 | 38 | 28 | 47 | 30 | 49 | 32 |
22,5 | 54 | 36 | 38 | 27 | 46 | 29 | 48 | 31 |
24,0 | 54 | 35 | 37 | 27 | 44 | 29 | 46 | 30 |
27,0 | 52 | 34 | 36 | 26 | 42 | 28 | 44 | 29 |
30,0 | 50 | 33 | 36 | 26 | 41 | 27 | 43 | 28 |
33,0 | 48 | 32 | 35 | 26 | 40 | 26 | 42 | 28 |
36,0 | 47 | 31 | 35 | 26 | 39 | 25 | 41 | 27 |
39,0 | 45 | 30 | 34 | 25 | 38 | 25 | 40 | 27 |
42,0 | 44 | 29 | 33 | 24 | 37 | 24 | 40 | 26 |
45,0 | 43 | 29 | 33 | 24 | 37 | 24 | 39 | 26 |
Приложение Е
(обязательное)
Требования к металлопродукции из стали марки 54SiCr6
Е.1 Химический состав стали по ковшовой пробе должен соответствовать нормам, указанным в таблице Е.1
Таблица Е.1
Марка стали | Массовая доля элементов, % | |||||
С | Si | Mn | S | Р | Сr | |
54SiCr6 | 0,51-0,59 | 1,20-1,60 | 0,50-0,80 | не более 0,025 | не более 0,025 | 0,50-0,80 |
Е.1.1 В готовой металлопродукции допускаются отклонения по химическому составу от норм таблицы Е.1 в соответствии с таблицей 4.
Е.2 Твердость металлопродукции, поставляемой без термической обработки, должна быть не более 341 НВ, в термически обработанном состоянии - не более 248 НВ.
Е.3 Механические свойства при испытании на растяжение, определяемые на продольных термически обработанных образцах, должны соответствовать нормам, указанным в таблице Е.2.
Таблица Е.2
Марка стали | Рекомендуемый режим термической обработки образцов | Механические свойства, не менее | |||||
Закалка | Отпуск | ||||||
Темпе- | Среда охлаж- | Темпе- | Среда охлаж- | Временное сопротив- | Относи- | Относи- | |
54SiCr6 | 860 | Масло | 430 | Воздух | 1450-1750 | 6 | 25 |
Примечания 1 Термическую обработку производят на образцах с припуском под шлифовку. 2 При рекомендуемой термической обработке допускаются отклонения по температуре: - закалки - ±15°С; - отпуска - ±50°С. 3 Нормы механических свойств факультативны в течение двух лет с даты введения в действие настоящего стандарта. Результаты контроля не являются браковочным признаком, заносят в документ о качестве. | |||||||
Е.4 Глубина общего обезуглероживания (феррит плюс переходная зона) в соответствии с заказом не должна превышать:
- 1,5% диаметра или толщины, но не более 0,15 мм (1С);
- 1% диаметра или толщины, при этом полное обезуглероживание не допускается. Допускаются точечные участки полного обезуглероживания глубиной не более 0,03 мм (2С).
Е.5 Полоса прокаливаемости представлена на рисунке Е.1, пределы колебаний твердости для марочной полосы прокаливаемости - в таблице Е.3. Требования к прокаливаемости факультативны в течение двух лет с даты введения в действие настоящего стандарта. Результаты контроля не являются браковочным признаком, заносят в документ о качестве.
Сталь марки 54SiCr6
|
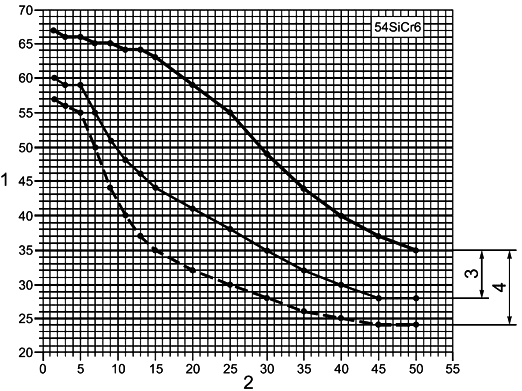
1 - твердость, HRC; 2 - расстояние от охлаждаемого торца образца, мм; 3 - марочная полоса прокаливаемости; 4 - расширенная полоса прокаливаемости
Рисунок Е.1
Таблица Е.3
Расстояние от охлаждаемого торца, мм | Твердость HRC | |
макс. | мин. | |
1,5 | 67 | 60 |
3,0 | 66 | 59 |
5,0 | 66 | 59 |
7,0 | 65 | 55 |
9,0 | 65 | 51 |
11,0 | 64 | 48 |
13,5 | 64 | 46 |
15,0 | 63 | 44 |
20,5 | 59 | 41 |
25,0 | 55 | 38 |
30,0 | 49 | 35 |
35,0 | 44 | 32 |
40,0 | 40 | 30 |
45,0 | 37 | 28 |
50,0 | 35 | 28 |
Е.6 Остальные требования к металлопродукции из стали марки 54SiCr6 должны соответствовать требованиям настоящего стандарта.
Библиография
[1] ЕН 10020:2000 (EN 10020:2000) | Определение и классификация классов качества стали (Definition and classification of grades of steel) |
________________
| |
УДК 669.14.018.27:006.354 | МКС 77.140.25 | В 22 | |
В 32 | |||
Ключевые слова: металлопродукция, горячекатаная, кованая, калиброванная, со специальной отделкой поверхности, качество поверхности, категория, закалка, отпуск, сталь нелегированная и легированная, химический состав, термины и определения, классификация, марки стали, технические требования, правила приемки, методы контроля, рессоры, пружины | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}