Группа В71
ИЗМЕНЕНИЕ N 7*
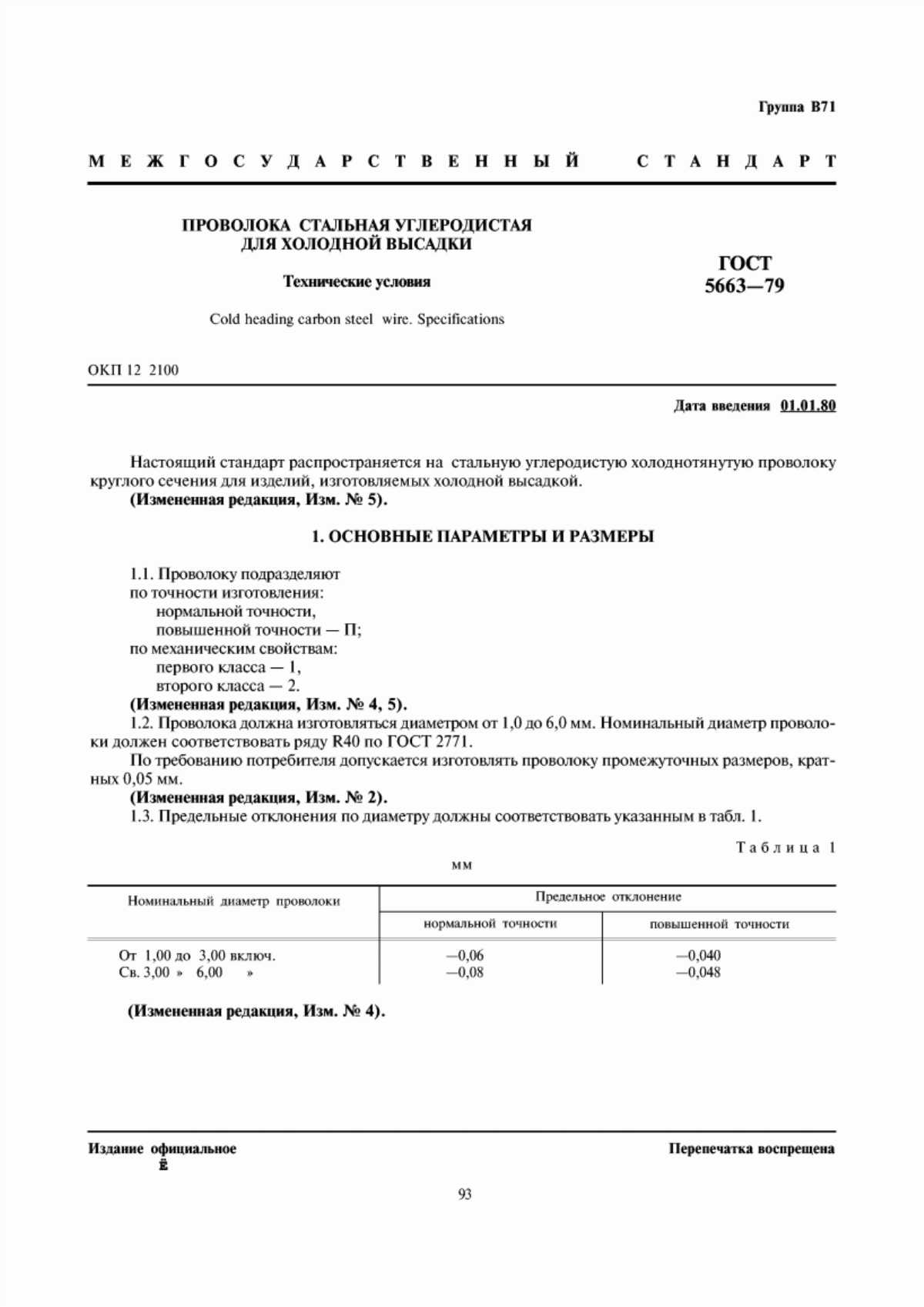
ГОСТ 5663-79 "Проволока стальная углеродистая для
холодной высадки. Технические условия"
_____________
* Государство-разработчик Россия. Постановлением Госстандарта России от 14.10.99 N 343-ст введено в действие на территории РФ с 01.03.2000. (ИУС N 1, 2000 год). Примечание "КОДЕКС".
ПРИНЯТО Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 15 от 28.05.99)
ЗАРЕГИСТРИРОВАНО Техническим секретариатом МГС N 3304
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
Пункт 2.2 изложить в новой редакции:
"2.2. Проволока должна изготовляться из стали марок: 08, 08кп, 08пс, 10, 10кп, 10пс, 15, 15кп, 15пс, 20, 20кп, 20пс, 25, 30, 35, 40, 45 по ГОСТ 10702-78".
Пункт 2.4. Таблицу 2 и примечание изложить в новой редакции:
Таблица 2
Марка стали | Временное сопротивление разрыву, Н/мм | Относительное сужение, %, не менее | ||
1 класс | 2 класс, не более | 1 класс | 2 класс | |
08, 08кп, 08пс, 10, 10кп, 10пс | 440-590 | 590 (60) | 55 | |
15, 15кп, 15пс, 20, 20кп, 20пс, 25 | 470-620 | 640 (65) | 55 | 50 |
30, 35 | 560-710 | 740 (75) | 45 | |
40, 45 | 40 | |||
Примечание. Допускается изготовление проволоки из стали марок 08, 08кп, 08пс, 10, 10кп, 10пс 1 класса с временным сопротивлением разрыву 420-570 Н/мм (43-58 кгс/мм
).
Пункт 4.2*. Заменить ссылку: ГОСТ 6507-78 на ГОСТ 6507-90.
_____________
* В ГОСТ 5663-79 (переиздание, сентябрь 1992 г.) в п.4.2 приводится ссылка на ГОСТ 6507-90. Примечание "КОДЕКС".
Пункт 4.11. Заменить ссылку: ГОСТ 23676-79 на ГОСТ 29329-92.
Пункт 5.4. Заменить ссылки: ГОСТ 8828-75 на ГОСТ 8828-89, ГОСТ 10396-75 на ГОСТ 10396-84.
Пункт 5.11. Заменить ссылку: ГОСТ 14192-77 на ГОСТ 14192-96.
Текст документа сверен по:
ИУС N 1, 2000
{kind=link}