
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ ГИПСОКАРТОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 6266-81
Издание официальное
Ц«на 5 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО Д1ЛАМ СТРОИТЕЛЬСТВА
РАЗРАБОТАН Министерством промышленности строительных материалов СССР
ИСПОЛНИТЕЛИ
В. В. Иваницкий, камд. техн и «у и (руководитель темы), В. Г. Бортников;
В. Ф. Гончар; В. А. Елин; И. Е. Ммкмртумова, Г. И. Бабикова; Н. А. Сизова ВНЕСЕН Министерством промышленности строительных материалов СССР
Зам. министра И. В Ассовсммй
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 16 июля 19В1 г. Mt 120
УДК 691.SS—41.006.3S4 Группа Ж16
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 6266-81
Взамен
ГОСТ 6Ш—67
ЛИСТУ ГИПСОКАРТОННЫЕ
Тавничвскма условна
Gupsum plnstcrbonrds Specification
ОКП 57 4213
Постановлением Государственного комитета СССР по делам строительства от <6 мюля 1911 г. Не 120 срок введения установлен
с 01 01 19>3 г. Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на гипсокартонные листы, предназначаемые для отделки и устройства стен и перегородок в зданиях и помещениях с сухим и нормальным влажностным режимом и изготовления декоративных и звукопоглощающих изделий
Влажностный режим помещений устанавливают по СНиП II-3-79.
«Листы относятся к группе трудносгораемых мвтернплов,
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Листы изготавливают прямоугольной Лормы двух типов: с утоненными (УК) с лицевой стороны (черт. 1) и прямыми (ПК) продольными кромками (черт. 2)
Скос кромки представляет собой катет размерами (50±0,5)Х X (2,5 ±0,5) мм по всей длине плиты
Утоненная кромка
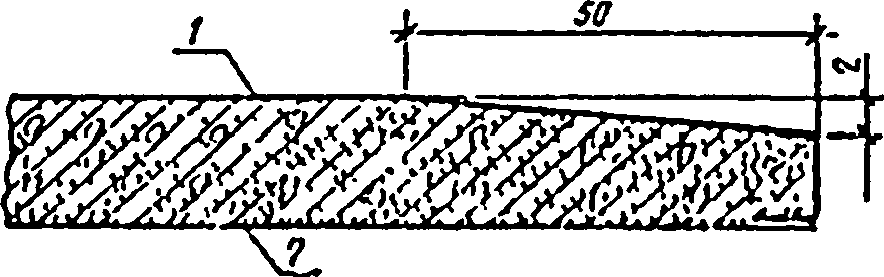
/—лписпвя сторона листа; J—i ил аил а сторона листа Черт 1
Издание официальное
2 Зак 12%
Cip. 2 ГОСТ 6266—SI
Прямая хромка
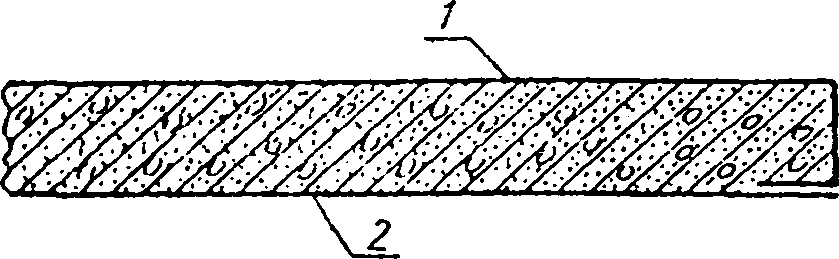
/—лицевая сторона листа: 2—тыльная сторона листа
Черт, 2
1.2. Размеры листов и допускаемые отклонения от этих размеров приведены в табл. 1.
Таблица 1
мм
Длина | Ширине | Толщине | Допускаемые отклонения для листом | |||||
высшей категории качества | первой категории качества | |||||||
с» Z 3 ■% о с | по шири не | по толщине | V о с | пи шири не | по толщине | |||
2500; 2700 2900; зооо: ззоо; 3600; 3900; 4200; 4500; 4800; | боо; 1200 | ±4 | 0 —4 | ±0.5 | ±8 | 0 —5 | ±0,5 |
Примечание. Допускается по соглашению между поставщиком и потребителем изготовление листов других размеров по ширине.
1.3. Условное обозначение листов должно состоять из сокращенного наименования продукции (ГКЛ), типа, цифр, обозначающих размеры листов в мм, и обозначения стандарта.
Пример условного обозначения листа с утоненными кромками, длиной 3000 мм, шириной 1200 мм, толщиной 14 мм:
ГКЛ-УК—3000Х1200Х И ГОСТ 6266—81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы должны изготавливать в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Листы изготавливают из гипсового вяжущего с минеральными или органическими добавками, воды и картона, которым облицованы все плоскости листов, кроме торцевых.
2.3. Для изготовления листов применяют:
вяжущие гипсовые марки не ниже Г-4 по ГОСТ 125—79 или другим соответствующим нормативным документам:
картон — по ГОСТ 8740—74;
дисперсия поливинил ацетатная гомопол «мерная — по ГОСТ 18992—73;
концентрат сульфитно-дрожжевой или сульфитно-спиртовой бражки по соответствующим нормативным документам.
Для листов, предназначенных для перегородок, картон по ГОСТ 8740—74 применяют для тыльной стороны, а для лицевой—улучшенного качества по соответствующим нормативным документам и вводят специальные добавки:
крахмал — по ГОСТ 7699—76 или декстрин по ГОСТ 6094—74;
ровинг (жгут) из стеклянных комплексных нитей по ГОСТ 17139—79;
пенообразователь и стабилизатор лены по соответствующим нормативным документам.
Допускается применение других взаимозаменяемых добавок по действующим нормативным документам в соответствии с технологическим регламентом, утвержденным в установленном порядке.
2.4. Средняя плотность листов, предназначенных для перегородок, при нормируемой влажности должна быть, кг/м3, не более:
для высшей категории качества — 850;
для первой категории качества — 950;
средняя плотность листов толщиной 8, 10 мм, предназначенных для изделий, не нормируется.
2.5. Прочность листов, определяемая величиной разрушающей нагрузки при изгибе, должна быть не менее величин, указанных в табл. 2.
2.6. Влажность листов не должна превышать 1%.
2.7. Качество поверхностей и внешний вид листов Должны соответствовать качеству поверхности и внешнему виду эталона листов, утвержденного в установленном порядке.
2.8. На лицевой поверхности листов не допускаются: загрязнения;
масляные пятна;
волнистость:
2*
Стр. 4 ГОСТ 6266—41
Таблица 2
Толщина лиетог, ww | Рлрушляяцая иагруэма, И (ктс) |
8 | 250 (25) |
10 | 300 (30) |
12 | 350 (35) |
14 | 380 (38) |
16 | 400 (40) |
18 | 420 (12) |
20 | 440 (44) |
25 | 520 (52) |
отбнтость углов и повреждения продольных кромок, размеры которых превышают указанные в табл. 3.
Таблица 3
Наименование покагателай | Допускаемые отклонения для листов | |
• wcnjffi KaTefopidi ««честя» | нерпой категории к ячеств а | |
Отбитостм углов я количестве более двух по длине ребра, мм, не более | Не допускаются | 20 |
Повреждение продольных кромок в холнчесткс не более двух: длиной, мм, не более | 10 | 20 |
глубиной, мм не более | 3 | 5 |
2.9. Сцепление гипса с картоном должно быть прочное, чем сцепление слоев картона.
3. ПРАВИЛА ПРИЕМКИ
3.1. Приемку и поставку листов производят партиями. Размер партии устанавливают в количестве сменной выработки, но не более 24 тыс. м2.
Каждая партия должна состоять из листов одного сорта.
3.2. В партии допускается наличие листов длиной менее указанной в табл. 3 в количестве не более 5%.
3.3. Приемку листов по показателям точности геометрических параметров, качества поверхности и внешнего вида производят в соответствии с требованиями СТ СЭВ 548—77, применяя двухступенчатый план нормального или ослабленного вида контроля, сравнивая число дефектных листов в выборке с приемочным и браковочным числами. Выборки для контроля отбирают случайным образом.
Число дефектных листов определяют отдельно по каждому из контролируемых параметров.
3.4. Нормальный вид контроля является основным.
3.4.1. Переход с нормального вида контроля на ослабленный осуществляют, если выполнены одновременно все три условия:
во время применения нормального контроля последние десять партий были приняты;
производственный процесс листов является стабильным и не* прерывным;
во время применения нормального контроля общее число де* фектных изделий по каждому из контролируемых параметров, вы* явленных во время контроля последних десяти партий, меньше или равно предельному числу дефектных изделий по табл. 4.
Таблица 4
шт.
Суммарный обтси гмборкн от 10 пяртнА | ПГгЛ'Яыюе «мело Лефсмныг листа* |
200-319 | 14 |
320-499 | 24 |
500—799 | 40 |
800—1249 | 68 |
3.4.2. Переход с ослабленного вида контроля на нормальный осуществляют в том случае, если имеет место хотя бы одна из причин:
во время применения ослабленного контроля партия листов была забраконаиа;
была изменена технология, состав масс или исходные материя* лы;
был разрегулирован производственный процесс.
3.5. Определение соответствия партии листов требованиям стан* дарта на первой и второй ступенях контроля производят согласно табл. 5.
3.5.1. На первой ступени контроля:
партию листов принимают, если число дефектных листов в пер* вой выборке меньше или равно приемочному числу;
перейти на нормальный вид контроля, если при ослабленном виде число дефектных листов больше или равно браковочному числу;
забраковать партию и произвести пересортировку листов, если при нормальном виде контроля число дефектных листов больше или равно браковочному числу;
перейти ко второй ступени контроля, если число дефектных листов больше приемочного числа, но меньше браковочного.
Стр. 6 ГОСТ 6266— 81
Таблица 5
Обчам партии. шт. | Вид «оитроля | Выборка по ступеням гоятрола | Объем oiHofi выборки аистов, шт. | Приемочное число, шт. о V 8 | Броковочиое число, шт. 7 9 |
501—1200 | Нормальный | Первая Вторая | 20 20 | ||
Ослабленный | Первая Вторая | 8 8 | 1 4 | 5 7 | |
1201—3200 | Нормальный | Первая Вторая | 32 32 | 5 12 | 9 13 |
Ослабленный | Первая Вторая | 13 13 | 2 6 | 7 9 | |
3201—10000 | Нормальный | Первая Вторая | 50 50 | 7 18 | 11 (9 |
Ослабленный | Первая Вторая | 20 20 | 3 8 | 8 12 |
3.5.2, На второй ступени контроля:
определяют число дефектных листов только по тем параметрам, по которым партия не была принята на первой ступени контроля: партию листов принимают, если суммарное количество дефектных листов л двух выборках меньше или равно приемочному чис-лу второй выборки;
перейти на нормальный вид контроля, если при ослабленном виде суммарное количество дефектных листов во второй выборке больше приемочного числа;
ззбрэковать партию и произвести пересортировку листов, если при нормальном виде контроля суммарное количество дефектных листов во второй выборке больше приемочного числа.
Если при приемке листов высшей категории качества количе-ство дефектных листов в первой выборке контроля будет больше приемочного числа, то партия листов по высшей категории качс-ства приемке не подлежит.
3.6. Для физико-механических испытаний от партии отбирают три листа.
3.7. Если в результате испытаний образцов будет установлено несоответствие их хотя бы по одному из показателей, установленного настоящим стандартом: по средней плотности прочности при изгибе, влажности и прочности сцепления гипса с картоном, производя; поягорпыс испытании удвоенного количества листов от той же партии, только по тем показателям, по которым получены неудовлетворительные результаты.
При неудовлотворнтсльных результатах повторных испытаний партия листов приемке не подлежит.
3.8. Контрольную проверку качества листов осуществляют» государственные и ведомственные инспекции по качеству или потребитель, применяя установленный выше порядок отбора образной,
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Определение линейных размеров, качества поверхностей и внешнего вида
4.1.1. Для измерения листов применяют металлическую рулетку по ГОСТ 7502—79, штангенциркуль по ГОСТ 166—80 и металлическую линейку по ГОСТ 427—75.
4.1.2. Длину и ширину листов измеряют металлической рулеткой с погрешностью 1 .мм. Измерения производят с трех местах: по оси симметрии и по кромкам.
'Голицину листов измеряют штапгенпиркулсм с погрешностью 0,1 мм. Измерения производят с одной стороны в трех точках: по осн симметрии и по краям на расстоянии 60 мм от кромки.
Результаты каждого измерения не должны выхолить за пределы допусков» установленных стандартом.
4.1.3. Отбнтостн ребер л повреждения кромки измеряют металлической линейкой с погрешностью 1 мм.
4.1.4. Показатели внешнего вида листов определяют визуально на расстоянии 1 м от глаза наблюдателя по горизонтали при вертикальном положении листов и сравнивают с эталоном.
4.2. Определение средней плотности
4.2.1. Подготовка образца
Из каждого листа вырезают по два образна размером 450Х 150 мм.
Образцы вырезают во шаблону на расстоянии нс менее 100 мм от кромок у противоположных концов диагонали листа таким образом, чтобы .длинная сторона образна совпадала с направлением длины листа.
4.2.2. Аппаратура
Весы лабораторные по ГОСТ 24108—80
4.2.3. Проведение испытания
Образцы взвешивают с погрешностью не более 1 г. Длину, ширину и толщину образца измеряют с погрешностью 1 мм.
Среднюю плотность (рт), кг/м3, рассчитывают по формуле
где m — масса образца, кг;
Стр. а ГОСТ 6244—S1
у — объем образца, м3.
Среднюю плотность вычисляют как среднее арифметическое значение результатов испытания шести образцов.
4.3. Определение прочности листов при изгибе
4.3.1. Определение прочности листов при изгибе производит па 3 образцах после определения средней плотности.
Для пронсдеиия испытания применяют две парвллельиыс оно* ры, я качестве которых служат цилиндрические катки или призмы с закругленными ребрами радиусом 5 мм.
Расстояние между опорами 350 мм, длина каждой опоры должна быть не менее ширины образца.
4.3.2. Образцы укладывают на опоры и испытывают по схеме балки, свободно лежащей на двух параллельных опорах, нагруженной сосредоточенным грузом посередине пролета (черт. 3).
Образец,
ч. •
1 f W
Р/
2
ч
>-
, 50
г
1
2
Черт. 3
Нагрузку на образец прикладывают через каток или призму равномерно со скоростью не более (1,5±0,5) кгс/с до разрушения образца.
Нагрузку Р в Н (кге) определяют, как среднее арифметическое значение результатов трех определений.
4.4. О п р ед е л е н и е влажности
4.4.1. Аппаратура
Шкаф сушильный по ГОСТ 7365—55.
Весы лабораторные по ГОСТ 24108—80.
4.4.2. Определение влажности производят на трех образцах после испытания их па прочность при изгибе.
Образцы взвешивают с погрешностью 1 г и высушивают при температуре 45—50°С до постоянной массы.
Влажность листов IVх и процентах он|№дсляют по формуле
\tz=../n~w.1... 100,
/п
где m — масса образца до высушивания, г.
ГОС! 6266—Ж1 Стр. ?
/П] — масса образцов, высушенного до постоянной массы, г. Влажность листов вычисляют, как среднее арифметическое значение результатов испытаний трёх образцов.
4.5. Определение прочности сцепления гипса с картоном производят на трех образцах после определения средней плотности путем надреза картона до гнпса и последующего отрыва картона вручную.
Сцепление гипса с картоном считают прочным, если при отрыве нижний слой картона не отстает от гипса.
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На тыльной стороне листов, поставляемых потребителю, должны быть нанесены несмываемой краской при помощи трафарета или штампов: товарный знак предприятия-изготовителя и его краткое наименование, условное обозначение листов, номер партии и дата изготовления, штамп технического контроля, изображение государственного Знака качества по ГОСТ 1.9—G7 для листов, которым он присвоен.
5.2. Изготовитель должен сопровождать каждую партию листов документом установленной формы, п котором указывают:
наименование и адрес предприятия-изготовителя;
номер и дату выдачи документа;
номер партии и количество отгружаемой продукции;
наименование, условное обозначение продукции и дату ее изготовления;
обозначение настоящего стандарта;
для листов высшей категории качества — государственный Знак качества по ГОСТ 1.9—67.
При наличии дополнительных требований, оговоренных в закя* зе на изготовление листов, в документе следует приводить данные по этим требованиям.
5.3. Листы транспортируют всеми видами крытых транспортных средств. Транспортирование листов на расстояние более 1000 км не допускаетои
5.4. При хранении и транспортировании листы должны быть уложены в штабели плашмя по размерам.
Листы должны укладываться в штабели: при погрузке и железнодорожные вагоны до полной вместимости (грузоподъемности) и до 3 м —на складе.
5.5. При погрузке и разгрузке не допускаются удары по листам и их сбрасывание.
5.6. Листы должны храниться у поставщика и потребителя в помещении с сухим и нормальным влажностным режимом.
С гр, 10 ГОСТ 6164—61
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель гарантирует соответствие листов требованиям настоящего стандарта при соблюдении потребителем условий хранения и транспортирования.
6.2. Гарантийный срок хранения листов — I год с момента изготовления.
6.3. При истечении гарантийного срока хранения продукция может быть использована по назначению после предварительной проверки ее качества на соответствие требованиям настоящего стандарта.
Редактор В. П. Огурцов Техническим редактор Л. Г. Каширин Корректор Т, Л Камнева
Слепо • Ч9б. W00 81 Подл « меч. 11.81 0.71 л. л. 007 уч.*пи л. Тир. »Ю0 Ik'ia 5 коп.
Ордене «имен И^чеге» I! мегчиьггяо емндлрюи. Г.’С</7. Мосхьл. Нопимрп* игпскмЛ пер. 9 Тип *Мос«о«1кнй чеча*нмя», М'Кмва. Лилин nep.. G. Зек. 1200
Изменение X/ I ГОСТ 6266—81 Листы гипсокартонные. Технические условия Постановлением Государственного комитета СССР но делам строительства от 20.06.83 X- 41 срок введения установлен
С
Пункт 2.3. Заменить ссылку: ГОСТ 18992—73 на ГОСТ 18992 - 80; исключить слова: «и вводят специальные добавки: крахмал по ГОСТ 7699 -70 или декстрин по ГОСТ 6094—74; ровинг (жгут) из стеклянных комплексны* нмтеЯ _______ ________( Продолжеиие С* стр. 150^ (Продолжение изменения к ГОСТ 6266—81) ГОСТ 17t39—79; пенообразователь н стабилизатор пены по соответствующим нормативным документам»; последний абзац исключить.
Пункт 4.I.J. Заменить ссылку: ГОСТ 7502—79 на ГОСТ 7502—80
Пункты 4.2.2t 4.4.1. Заменить ссылку: ГОСТ 24108—80 на ГОСТ 24104—80. Пункт 4.4.1. Заменить слова:. <по ГОСТ 7365—55» на «по нормативнотехнической документации».
(ИУС № 9 1983 г.)
{kind=link}