
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ЛИСТЫ АСБЕСТОЦЕМЕНТНЫЕ ВОЛНИСТЫЕ СРЕДНЕГО ПРОФИЛЯ 40/150 И ДЕТАЛИ К НИМ
Технические условия
ГОСТ 20430-84 (СТ СЭВ 2438-80)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Министерством промышленности строительных материалов СССР
ИСПОЛНИТЕЛИ
И. Н. Иорамашвили, канд. техн. наук (руководитель темы); Р. ,3. Элькинсон, канд. техн. наук; А. И. Иванова; Л. М. Лейбенгруб
ВНЕСЕН Министерством промышленности строительных материалов СССР
Зам. министра 6. И. Кущиди
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 19 марта 1984 г. № 27
УДК 691.328.5—417.5:006.354 Группа Ж14
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Asbestos-cement corrugated sheets of middle profile 40/150 and details for them. Specifications
ЛИСТЫ АСБЕСТОЦЕМЕНТНЫЕ ВОЛНИСТЫЕ СРЕДНЕГО ПРОФИЛЯ 40/150 И ДЕТАЛИ К НИМ
Технические условия
ГОСТ
20430-84
(СТ СЭВ 2438—10}
ОКП 57 8116
Взамен
ГОСТ 20430—75
Постановлением Государственного комитета СССР по делам строительства от 19 марта 1984 г. № 27 срок введение установлен
Настоящий стандарт распространяется на асбестоцементные волнистые листы среднего профиля 40/150 и детали к ним, предназначенные для устройства кровель жилых, общественных и сельскохозяйственных зданий и стеновых ограждений зданий и сооружений.
В зависимости от качества изготовления листы подразделяют на два сорта: высший и первый.
Стандарт полностью соответствует СТ СЭВ 2438—80 и дополняет его в части требований к ударной вязкости, плотности, сосредоточенной нагрузки от штампа, а также требований к листам высшей категории качества.
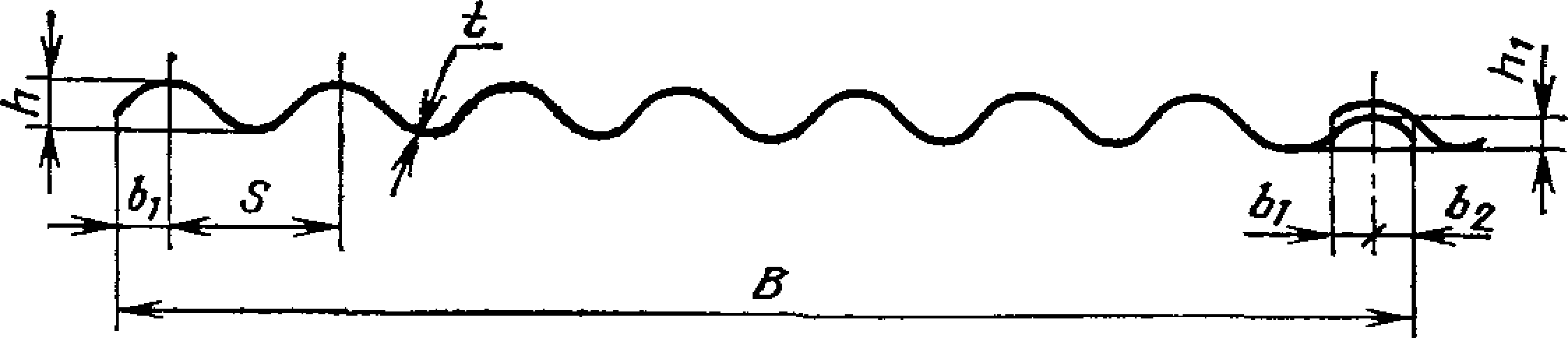
1.1. Листы должны иметь поперечный восьмиволновой нлн семиволновой профиль, соответствующий черт. 1.
с 01.01.85
Несоблюдение стандарта преследуется по закону
1. ФОРМА И РАЗМЕРЫ
Издание официальное
Перепечатка воспрещена © Издательство стандартов, 1984
Восьмиволновой профиль
Рем и 6ол новой профиль
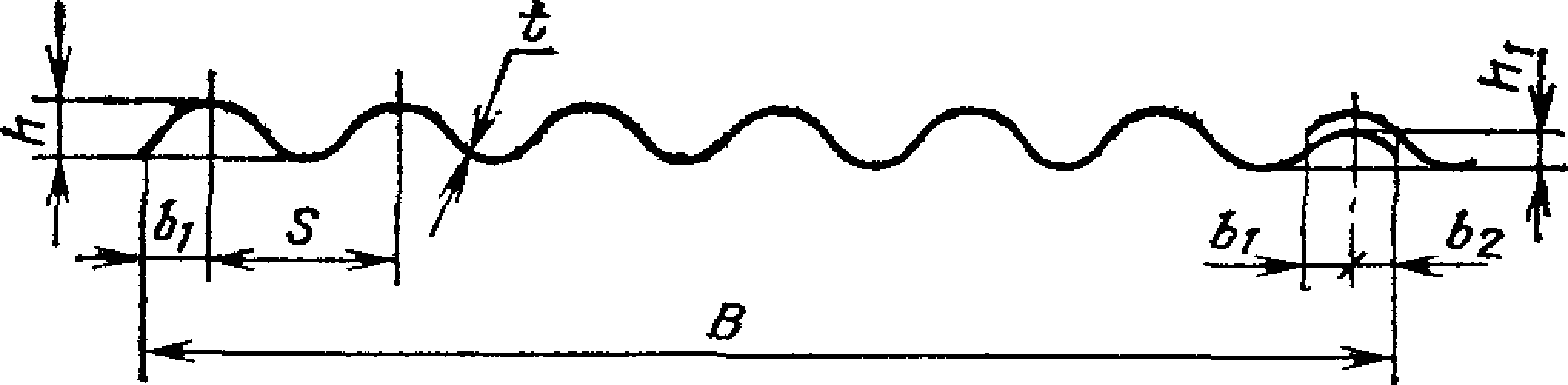
Черт. 1
1.2. Основные размеры листов и допускаемые отклонения от них должны соответствовать указанным в табл. 1.
мм
Таблица I
Наименование размера листа
Длина L
Ширина В листов:
8-волновых
7- волновых Толщина t: при L—1750, при L=2500
Высота рядовой волны h Высота перекрывающей волны h
Высота перекрываемой волны h\
Размер перекрывающей кромки Ьг Размер перекрываемой кромки Ь2 Шаг волны* «S
Расстояние между гребнями крайних волн листов:
8- волновых 7-волновых
Номинальный размер | Доп. откл. | ДЛЯ ЛИСТОВ |
высшего сорта | первого сорта | |
1750 | ±10 | ±15 |
2500 | \ | |
ИЗО | Г+10 | /+ю |
980 | 1-5 | 1-5 |
5,8 | Л-0.8 | /+1,0 |
6,0 | 1-0,2 | 0,3 |
40 | ±2 | ±4 |
40 | ±3 | ±6 |
32 | /+5 | Г+6 |
1-3 | 1-4 | |
43 | ±5 | ±8 |
37 | ±5 | ±8 |
150 | — | — |
1050 | ||
900 | — | — |
* Размеры шага волны и расстояния между гребнями крайних волн приведены как справочные и не являются браковочным признаком.
Справочная масса изделий приведена в справочном приложении.
1.3. Условное обозначение листов должно состоять из размеров по высоте и шагу волны, определяющих профиль листа, по длине листа в миллиметрах и цифры, определяющей число волн, а также обозначения настоящего стандарта.
Пример условного обозначения восьмиволновых листов длиной 1750 мм:
40j150—1750—8 ГОСТ 20430—84
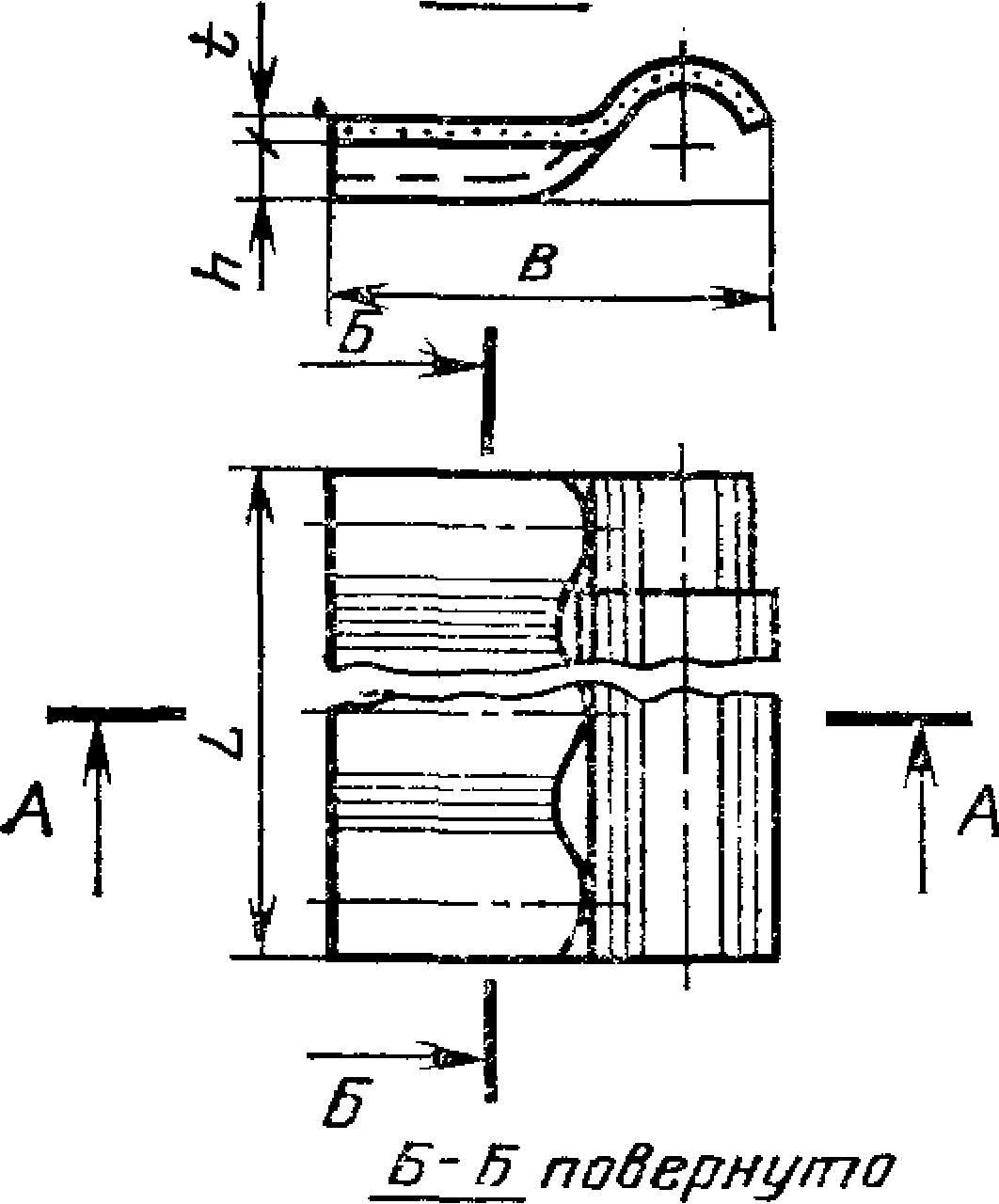
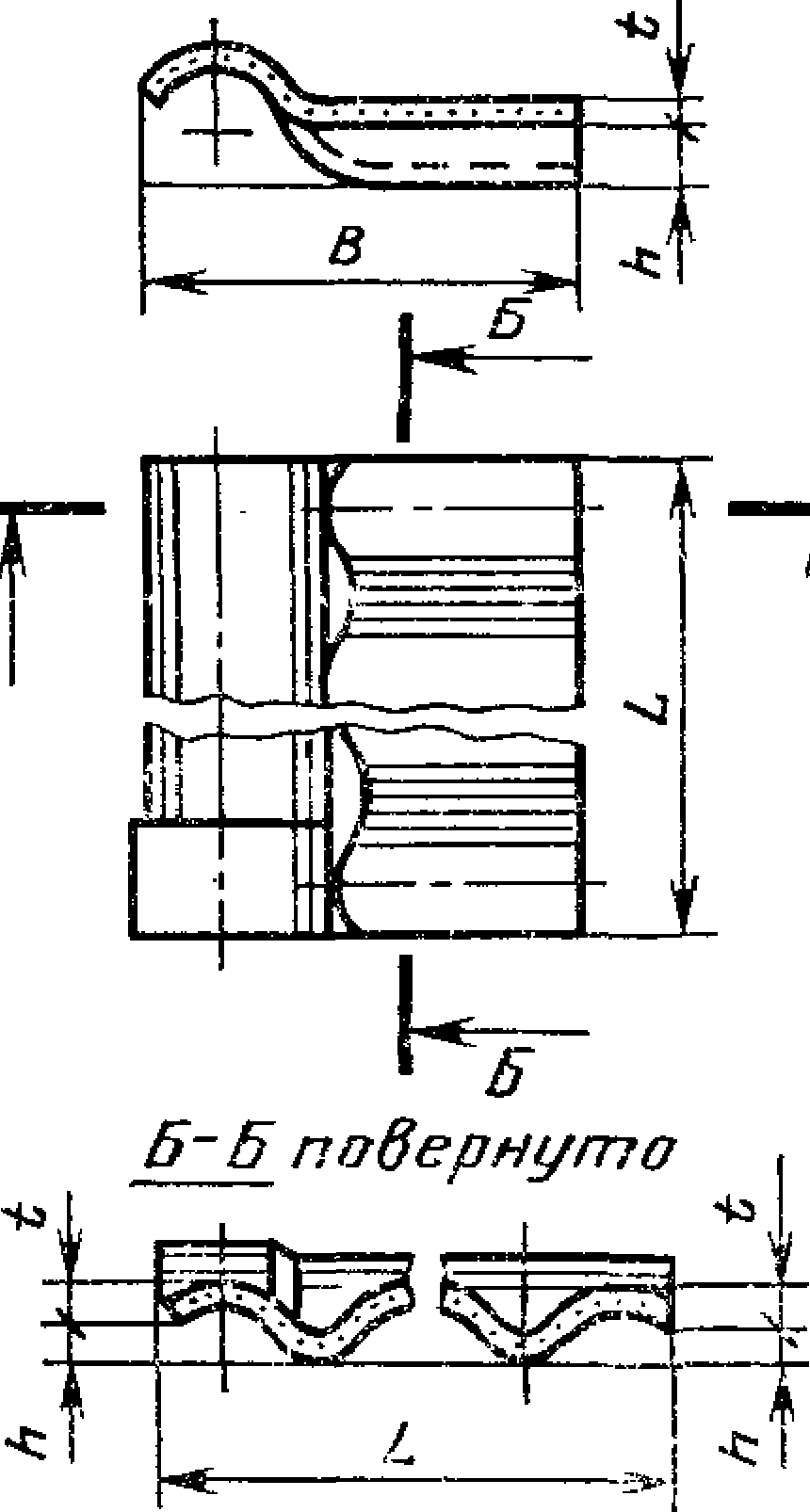
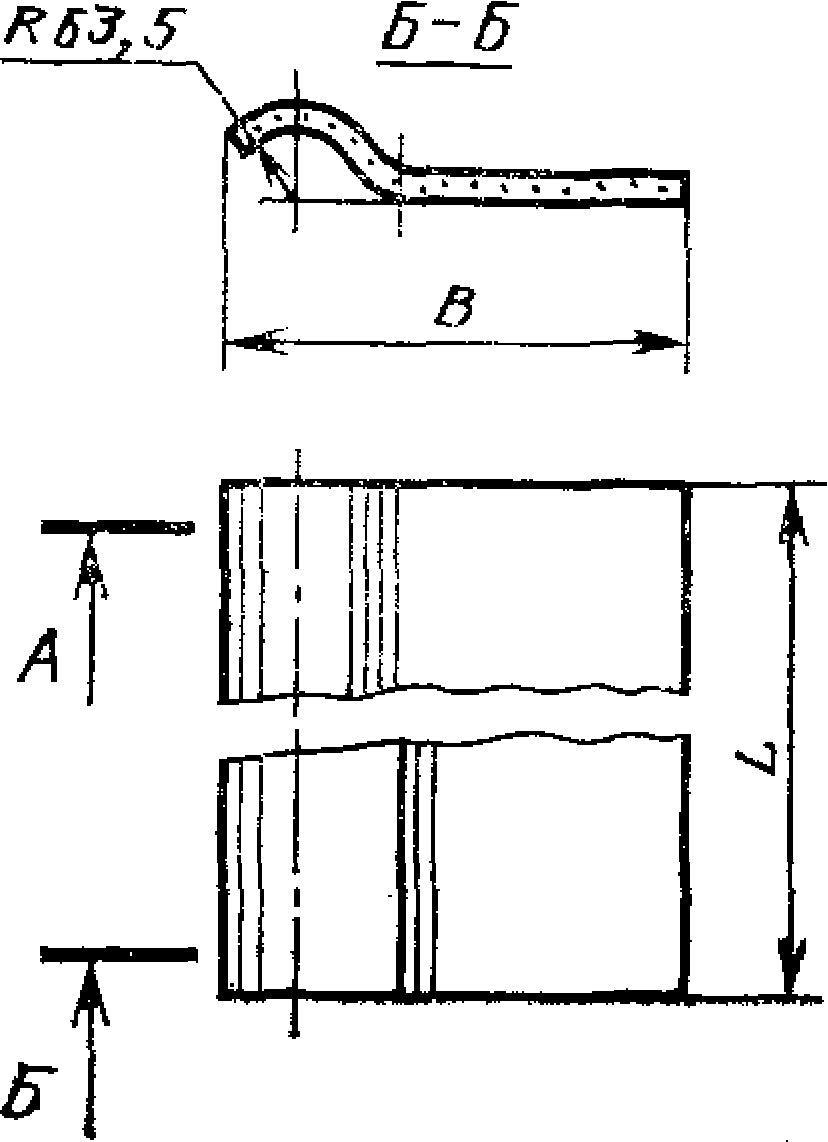
1.4. Форма, типы и основные размеры деталей должны соответствовать указанным на черт. 2—3 и в табл. 2.
Коньковые детали
Перекрываемая деталь Перекрывающая деталь
КС-1 КС-2
А-А
ча f | , ! | 4J | |
' | 1 | ||
ч | ~ | ||
^ 1 \j- L- rJ> ^ | |||
-4-^^—^Т“- 1 ^ | < | ||
>4-4
Д
Черт. 2
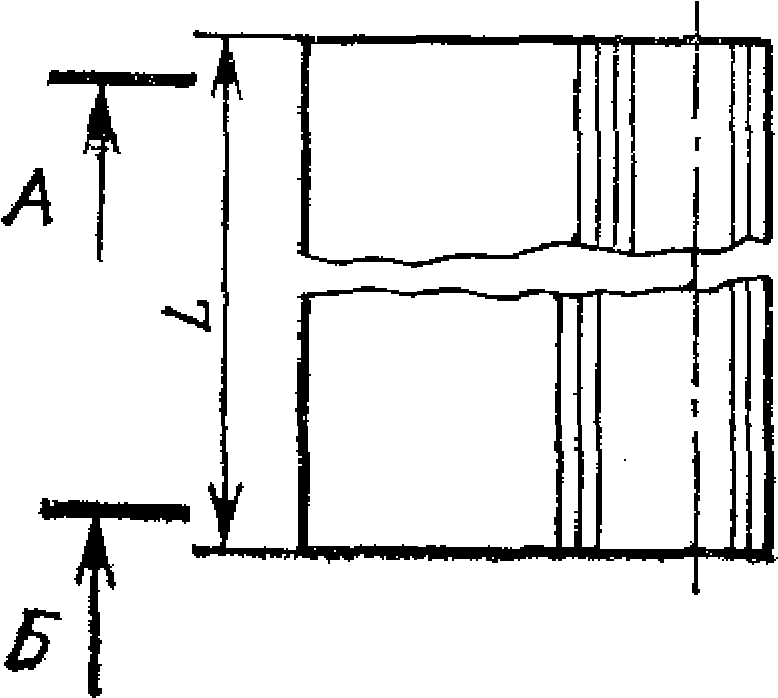
Коньковые упрощенные детали
Перекрываемая деталь У К С-1
Перекрывающая деталь У К С-2
Jjb9,S KSS,S
А-А
)фЦ:
в
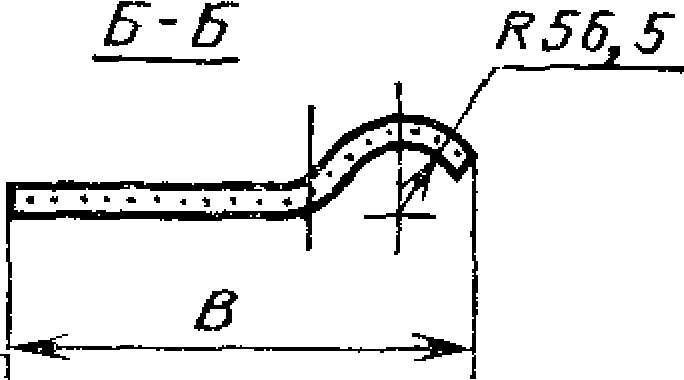
&
Черт. 3
т
\А
Таблица 2
мм
Наименование детали | Тип деталей | Длина L | Шири на В | Толщина 1 | Высота рядовой волны h | Высота перекры вающей ВОЛНЫ /*с | |
Доп* о-гал, ±10 | Но- мин. | Доп. откл. | ДОП* ОТКЛ) ±3 | ||||
Коньковая перекрываемая | КС-1 | изо | 379 | 7.5 | +1.5 | 40 | 46 |
Коньковая перекрывающая | КС -2 | изо | 383 | 7.5 | —1,0 +1.5 | 40 | 46 |
Упрощенная коньковая перекрываемая | УКС-1 | изо | 330 | 5,8 | —1.0 +0,8 | ||
Упрощенная коньков ая перекрыв аю-щая | У КС-2 | изо | 330 | 5,8 | -0,2 +0,8 | ||
-0,2 |
1.5. Условное обозначение детали должно состоять из указания типа и обозначения настоящего стандарта.
Пример условного обозначения коньковой перекрываемой детали:
КС-1 ГОСТ 20430—84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и детали должны изготавливаться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в“ установленном порядке.
2.2. Листы и детали могут выпускаться окрашенными и неокрашенными.
2.3. Листы и детали не должны иметь на лицевой поверхности трещин, отколов, сдиров пленки и посторонних включений.
Допускаются отдельные неровности высотой или глубиной не более 2 мм, а также отдельные сдиры пленки общей площадью не более 10 см2.
Допускаются на лицевой поверхности деталей отпечатки от швов и складок рабочего полотна, а также наличие не более трех отпечатков технологических отверстий форм, диаметр которых не должен быть более 40 мм, высота — не более 5 мм.
2.4. Листы должны иметь прямоугольную форму в плане.
Отклонение от прямоугольное™ не должно быть более 15 мм
для листов высшего сорта и 20 мм — для листов первого сорта.
2.5. Продольные кромки листов должны быть прямолинейными. Отклонение от прямолинейности на любам участке листа длиной 1 м не должно быть более 10 мм.
2.6. Физико-механические показатели листов и деталей должны соответствовать указанным в табл. 3.
Таблица 3
Норма для листов | |||
Наименование показателя | высшего сорта | первого сорта | Норма для деталей |
Сосредоточенная нагрузка от штампа, кН (кге), не менее | 17,5 (175) | 15,0 (150) | |
Предел прочности при изгибе, МПа (кгс/см2), не менее | .17,5 (175) | 16,0 (160) | 16,0 (160) |
Плотность (объемная масса), г/см3, не менее | 1,63 | 1,60 | 1,60 |
Ударная вязкость, кДж/м2 [(кге- см)/см2], не менее | 1,6 | 1.5 | 1.5 |
Водопоглощение листов и деталей на песчанистом портландцементе, %, не более | 24 | 26 | 26 |
Примечание. Показатель плотности не распространяется на листы и детали, изготовляемые на песчанистом портландцементе.
2.7. Листы и детали должны быть морозостойкими и при испытании выдерживать без каких-либо признаков расслоения 25 циклов попеременного замораживания и оттаивания.
После испытания на морозостойкость предел прочности листов при изгибе должен быть не менее 90% предела прочности листов, не подвергавшихся замораживанию.
2.8. Листы и детали должны быть водонепроницаемыми при их испытании в течение 24 ч.
2.9. Листы высшего сорта в установленном порядке могут быть аттестованы по высшей категории качества.
Для листов высшей категории качества устанавливаются дополнительные требования.
Отклонение от прямоугольности не должно быть более 10 мм.
Плотность листов не должна быть менее 1,65 г/см3.
Ударная вязкость листов не должна быть менее 1,7 кДж/м2 [(кгс • см)/см2].
2.10. Цвет окрашенных листов и деталей и интенсивность их окраски должны соответствовать образцам-эталонам, утвержденным в установленном порядке и хранящимся на лредприятии-из-готовителе.
2.11. Поверхность листов и деталей должна быть равномерно окрашенной, без высолов и пятен, видимых на расстоянии 10 м.
2.12. Окрашенная поверхность листов и деталей должна быть устойчивой к истиранию. Прочность цветного покрытия, измеряемая количеством израсходованного при истирании кварцевого песка, — не менее 3 кг.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Требования безопасности при испытании, хранении и транспортировании должны соответствовать Правилам техники безопасности и производственной санитарии в промышленности строительных материалов (разд. I), утвержденным Минстройматериа-лов СССР 12 декабря 1971 г. и ЦК профсоюза рабочих строительства и промышленности строительных материалов 19 декабря 1977 г., и Правилам техники безопасности и производственной санитарии в промышленности строительных материалов (разд. II), утвержденным ЦК профсоюза 16 февраля 1982 г. и Минстройма-териалов СССР 25 марта 1982 г.
4. КОМПЛЕКТНОСТЬ
4.1. Листы должны поставляться комплектно с деталями по спецификации заказчика, а также с гвоздями для асбестоцементной кровли по ГОСТ 9870—61 или по техническим условиям, утвержденным в установленном порядке.
При отсутствии спецификации допускается поставка листов без деталей.
5. ПРАВИЛА ПРИЕМКИ
5.1. Листы и детали должны быть приняты техническим контролем предприятия-изготовителя в соответствии с требованиями настоящего стандарта.
5.2. Листы и детали принимают партиями. Размер партии устанавливают в количестве сменной выработки одной технологической линии. В состав партии должны входить листы одного сорта.
5.3. Листы (детали) принимают путем проведения приемочного контроля по следующим показателям:
внешний вид, состояние окрашенной поверхности;
форма и размеры;
сосредоточенная нагрузка ог штампа (для листов);
плотность (объемная масса) или водопоглощение;
прочность цветного покрытия на истирание.
5.4. Предприятие-изготовитель должно проводить периодичен ский контроль изделий одной партии с каждой технологической линии по следующим показателям:
предел прочности при изгибе — не реже одного раза в месяц;
ударная вязкость — не реже одного раза в месяц;
морозостойкость — не реже одного раза в квартал;
водонепроницаемость — не реже одного раза в квартал.
5.5. Для проверки качества от партии из разных стоп отбирают 3 листа и 2 детали.
Из стопы отбирают любые листы (детали), кроме двух верхних и двух нижних.
При получении неудовлетворительных результатов хотя бы по одному из показателей проводят повторный контроль по этому показателю, для чего отбирают удвоенное число образцов от той же партии.
Если результаты повторной проверки не будут соответствовать требованиям настоящего стандарта, то вся партия .приемке не подлежит.
В случае несоответствия партии листов (деталей) требованиям стандарта по внешнему виду или линейным размерам допускается поштучная приемка изделий.
5.6. Потребитель имеет право проводить контрольную проверку изделий в соответствии с требованиями, указанными ниже.
5.6.1. Для проведения контроля потребителем, а также для арбитражных проверок отбор изделий и принятие решения о соответствии их требованиям настоящего стандарта осуществляют по табл. 5.
Таблица 5
Объем партии, шт. | Число отбираемых лис* то® | Первоначальный отбор | П ервон а ча льный плюс повторный отбор | ||
Условие приемки партии Ас1 | Условие откло нения партии | Условие приемки партии •^с2 | Условие откло нения партии яеЗ | ||
До 200 | 3 | ||||
От 201 до 400 | 4 | 1 | 2 | ||
» 401 > 800 | 5 | 0 | 2 | ||
* 801 > 1500 | 7 | ||||
* 1501 » 3000 | 10 | 2 | 3 |
Если число дефектных изделий, т. е. изделий, не соответствующих требованиям настоящего стандарта, равно приемочному числу Ась то партию считают (принятой.
Если число дефектных изделий равно или более браковочного числа Reь то -партия приемке не подлежит.
Если число дефектных изделий находится между Aci и Reь необходимо проводить повторный контроль такого же числа образцов, взятых из этой же партии. В этом случае число дефектных изделий при первоначальном и повторном контроле суммируют.
Если полученная сумма равна или меньше приемочного числа АС2, то партию считают принятой. Если полученная сумма равна или более браковочного числа Re2f то партия приемке не подлежит.
5.7. Допускается наличие в партии не более 5% листов, имеющих:
меньшее число волн: 7; 6; 5 в партии восьмиволновых листов и б и 5 — в партии семиволиовых листов;
откол одного из углов размерами не более 180 мм но длине и 110 мм по ширине листа;
не более 1% неполномерных листов, имеющих длину, укороченную не более чем на 550 мм.
Неполномерные листы, включаемые в одну партию, должны иметь одинаковую длину.
6. МЕТОДЫ ИСПЫТАНИЯ
6.1. Методы испытаний листов и деталей — по ГОСТ 8747—83 и настоящему стандарту.
6.2. Испытание листов сосредоточенной нагрузкой от штампа следует проводить по двухпролетной схеме укладки с расстоянием между опорами /, равным 750 мм.
6.3. Предел прочности при изгибе отдельного образца листов высшего сорта не должен быть менее 15,75 МПа (157,5 кгс/см2), а листов (деталей) первого сорта — менее 14,50 МПа (144 кгс/см2).
6.4. Для определения ударной вязкости листов и деталей КС-1; КС-2 вырезают по одному образцу из гребня и из впадины волны.
Для определения ударной вязкости деталей УКС-1 и УКС-2 вырезают по два образца из плоской части деталей.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
7.1. На лицевой стороне перекрываемой части всех листов должны быть нанесены несмываемой краской;
условное обозначение или товарный знак предприятия-изготовителя;
условное обозначение профиля листа — 40/150;
номер партии.
Не менее чем на 1% листов должны быть нанесены сорт листов, штамп ОТК, а на деталях — штамп ОТК.
7.2. Предприятие-изготовитель должно гарантировать соответствие изделий требованиям настоящего стандарта и сопровождать каждую партию изделий паспортам, удостоверяющим качество, в котором указывают:
наименование и адрес предприятия-изготовителя;
условное обозначение листа (детали);
номер партии и дату изготовления;
сорт листов;
число листов (деталей) в партии;
результаты испытаний;
обозначение настоящего стандарта.
Для листов, которым в установленном порядке присвоена высшая категория качества, в правом верхнем углу паспорта наносят изображение государственного Знака качества в соответствии с ГОСТ 1.9—67.
7.3. Транспортирование листов (деталей) по железной дороге должно осуществляться в соответствии с «Правилами перевозок грузов» и «Техническими условиями погрузки и крепления грузов», утвержденными МПС.
7.4. При транспортировании железнодорожным или водным транспортом листы должны быть сформированы в транспортные пакеты, соответствующие нормативно-технической документации, утвержденной в установленном порядке.
7.5. Транспортирование листов пакетами — (по ГОСТ 21929—76,
7.6. Транспортная маркировка — по ГОСТ 14192—77.
7.7. Допускается транспортировать листы стопами без пакетов в железнодорожных вагонах. Размещение стоп в вагонах следует производить в соответствии с документами на погрузку и жрепление стоп, утвержденными в установленном порядке.
Число листов в стопе не должно превышать 150 шт. при длине 1750 мм и 100 шт. — при длине 2500 мм.
7.8. При транспортировании автомобильным транспортом листы должны быть уложены в стопы и закреплены способом, исключающим их смещение; следует использовать транспорт только с плоским дном кузова.
7.9. При транспортировании листов в районы Крайнего Севера н труднодоступные районы СССР тара и упаковка должны соответствовать ГОСТ 15846—79.
7.10. Транспортирование листов водным транспортом должно производиться в соответствии с «Правилами безопасности морской перевозки грузов», утвержденными Минморфлотом, и «Правилами перевозки грузов (ч. I и II), утвержденными Минречфло-том РСФСР.
7.11. Хранение транспортных пакетов у потребителя и их складская переработка должны соответствовать отраслевому стандарту, утвержденному Госснабом СССР 25 мая 1982 г.
7.12. Листы (детали) при хранении должны быть уложены в стопы по сортам на специальные поддоны или поперечные деревянные бруски.
Число листов в стопе не должно превышать 100 шт., а число деталей — 25 пар.
Стопы на поддонах допускается устанавливать в штабели друг на друга, при этом общая высота штабеля не должна превышать 2,5 ы.
7.13. При погрузочно-разгрузочных операциях и других перемещениях не допускается сбрасывание листов (деталей) с какой бы то ни было высоты и удары по ним.
8. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
8.1. Листы (детали) должны применяться в соответствии со строительными нормами и правилами на проектирование кровель, а также с инструкцией по проектированию асбестоцементных ограждающих конструкций.
ПРИЛОЖЕНИЕ
Справочное
Справочная масса листов и деталей
Наименование изделий и тип деталей | Справочная масса, кг |
Лист 8-волновой | 26,1 |
Лист 7-волновой | 23,2 |
Деталь КС-1 | 8,0 |
> КС-2 | 8J0 |
> УКС-1 | 4,9 |
» УКС-2 | 4,9 |
Сдан® в наб. Тир. 20 006
Редактор В. Я. Огурцов Технический редактор Г. А. Макарова Корректор Г. М. Фролова
24.09.84 Подп. в печ. 04.12.84 !,• уел. п. л. 1,0 уел. кр.-отт. 0,70 уч.-
Цема
мзд. я. 5 к*н»
Ордена «Знак Почета», Издательство стандартов, 123840, Москва, ГСП, Новопресненский иер., 3 Тип. «Московский печатник», Москва, Лялин пер., 6. За к. 952
{kind=link}