ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАТЫ МИНЕРАЛОВАТНЫЕ ПРОШИВНЫЕ ДЛЯ ТЕПЛОВОЙ ИЗОЛЯЦИИ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 21880-86 (СТ СЭВ 5067-85)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА Москва
РАЗРАБОТАН Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Н, Н. Мелентьев, канд. техн, наук, В. Б. Пономарев, канд. техн, наук (руководители темы); И. Н. Абрамов; Л. А. Взеакина; В. В. Еремеева; М. П. Ко-раблин
ВНЕСЕН Министерством монтажных и специальных строительных работ СССР
Зам. министра Г. В. Миловидов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 30 октября 1985 г. № 176
УДК 662.998 : 666.189.2 : 006.354 Группа Ж15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАТЫ МИНЕРАЛОВАТНЫЕ ПРОШИВНЫЕ ДЛЯ ТЕПЛОВОЙ ИЗОЛЯЦИИ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
ГОСТ 21880-86
Технические условия
(СТ СЭВ 5067—85j
Взамен
ГОСТ 21880—76
Mineral wool broached mats for thermal insulation of industrial equipment. Specifications
ОКП 57 6210
Постановлением Государственного комитета СССР по делам строительства от 30 октября 1985 г. № 176 срок введения установлен
с 01.07.87
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на минераловатные прошивные маты (далее — маты) с покровным материалом с одной или с двух сторон или без него, предназначенные для тепловой изоляции промышленного оборудования и трубопроводов при температуре изолируемой поверхности от минус 180 до плюс 700°С.
Стандарт соответствует СТ СЭВ 5067—85 в части, указанной в справочном приложении.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Маты в зависимости от вида покровного материала и предельной температуры применения подразделяют на типы, указанные в табл- 1.
Таблица 1
Тип мата | Вид покровного материала | Предельная температура применения. *С |
Ml | Без покровного материала | До 700 |
М2 | Металлическая сетка | . 700 |
М3 | Ткань, сетка, холст, нетканый материал из стекло- | |
волокна | „ 450 | |
М4 | Картон гофрированный, коробочный или кровельный | , 80 |
М5 | Бумага, покрытая полиэтиленом | . 60 |
Издание официальное
2—2376
Стр. 2 ГОСТ 21880—86
1.2. Маты в зависимости от величины плотности подразделяют на марки: 100 и 125.
1.3. Размеры матов:
длина — от 1000 до 2500 мм, с интервалом 250 мм;
ширина — 500, 1000 мм;
толщина — 40, 50, 60, 70, 80, 100, 120 мм.
Допускается по согласованию с потребителем изготавливать маты длиной до 6000 и шириной до 2000 мм.
1.4. Условное обозначение матов должно состоять из обозначения типа матов, типа минеральной ваты (А или Б) по ГОСТ 4640—84, цифры 1 для матов с покровным материалом, пришитым с одной стороны, или 2 — для матов с покровным материалом, пришитым с двух сторон, обозначения марки матов, размеров по длине, ширине, толщине и обозначения настоящего стандарта.
Пример условного обозначения мата типа Ml из минеральной ваты типа А, марки мата 100* длиной 1000, шириной 500, толщиной 60 мм:
Ml А — 100—1000.500.60 ГОСТ 21880—86
То же, мата типа М2 из минеральной ваты типа Б, с покровным материалом, пришитым с двух сторон, марки мата 125, длиной 1000, шириной 500, толщиной 60 мм:
М2Б2—125—1000.500.60 ГОСТ 21880—85
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Маты должны быть изготовлены в соответствии с требованиями настоящего стандарта и технологического регламента, утвержденного в установленном порядке.
2.2. Для изготовления матов должна применяться минеральная вата типов А и Б по ГОСТ 4640—84.
2.3. В качестве покровных материалов применяют:
сетку стальную проволочную крученую с шестиугольными ячейками № 20—0,5, № 25—0,6 по ГОСТ 13603—68, сетка стальная плетеная с ромбическими ячейками РЮ—1,2 по ГОСТ 5336—80; сетку проволочную тканую с квадратными ячейками № 12—1,2, № 10—1,0 ио ГОСТ 3826—82 или металлическую тканую № 10X15X1,0, № 20—1.0, тканую для теплоизоляционных работ № 17, 18, 20—1,2; проволочную сварную с квадратными ячейками № 25—0,6 и № 12,5—0,5 по действующей нормативно-технической документации;
ткани конструкционные из стеклянных крученых комплексных нитей по ГОСТ 19170—73 и техническим условиям предприятия-изготовителя; ткани из ровинга марки ТР, полотно холсто-прошивное марок ХПС-А-5, ХПСС-Т-2,5; материал нетканый вязально-прошивной марки ВПР; нетканый ориентированный материал
марки НОМ-Т из стекловолокна — по действующей нормативнотехнической документации;
холст стекловолокнистый;
сетку стеклянную марки СС, сетку нетканую стеклянную перекрестную марки НПСС-Т-Г-150 по действующей нормативно-технической документации;
картон гофрированный по ГОСТ 7376—84, коробочный по ГОСТ 7933—75, кровельный по ГОСТ 3135—82;
бумагу, покрытую полиэтиленом, по действующей нормативнотехнической документации.
Допускается применять другие виды покровных материалов при условии обеспечения необходимой температуры применения и соблюдения требований, приведенных в табл. 2.
Таблица 2 | |||
Наименование показателя | Покровный материал | ||
Сетка металлическая | Стекловолокно, бумага | ||
сварная | крученая, плетеная, тканая | ||
Диаметр проволоки, мм, кс более | 1,2 | 1,2 | |
Размер ячейки, мм. не менее | 12X12 | юхю | — |
Разрывная нагрузка, кге/мм, не менее | — | — | 17 |
2-4. В качестве прошивочных материалов применяют: проволоку стальную низкоуглеродистую общего назначения диаметром 0,5—1,0 мм по ГОСТ 3282—74; шнуры льнопеньковые крученые по ГОСТ 5107—70; шпагат из лубяных волокон по ГОСТ 17308—85; нити стеклянные крученые комплексные по ГОСТ 8325—78; ровинг по ГОСТ 17139—79 марки PI5T или типов РБР и РБН, пряжу стеклянную штапелированную, стекложгут по действующей нормативно-технической документации.
2.5. Предельные отклонения от номинальных размеров матов не должны превышать:
по длине . . . 4-3; —1%;
по ширине . . ±2%;
по толщине . 4-7; —2 мм.
2.6. Маты должны быть прошиты сплошными швами в продольном или поперечном направлениях.
Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в табл. 3.
2.7. Длина разрыва в одном шве мата не должна превышать 200 мм, при этом не допускается разрыв двух смежных стежков.
Для матов высшей категории качества разрывы швов не допускаются.
Стр. 4 ГОСТ 21883—86
мм | Таблица 3 | ||
Норма для матов | |||
Наименование показателя | высшей категории | первой категории | |
качества | качества | ||
Расстояние между кромкой и швом, не более | крайним | 50 | 80 |
Расстояние между швами, не более | 100 | 120 | |
Шаг шва, не более | 80 | 100 |
2.8. Физико-механические показатели матов должны соответ-
ствовать требованиям, указанным в
табл. 4.
Таблица 4
Норма для матов марок
Наименование показателя
100
125
1. Плотность, кг/м3
85—110
111—135
2. Теплопроводность, Вт (м-К),
(ккал/м • ч-°C), не более, при темпера-
туре:
(298±5) К (25±5)°С
0,044(0,038)
0,044(0,038)
(398±5) К (125±5)СС
0,065(0,056)
0,064(0,055)
(573±5) К (300±5)°С
0,115(0,099)
0,115(0,099)
3. Влажность, %, по массе, не более
2
2
4. Содержание органических веществ,
%, по массе, не более
2
2
5. Сжимаемость, %, не более
40
30
Высшую категорию качества присваивают матам, имеющим сжимаемость не более 30% для марки 100 и не более 20% для марки 125.
Примечания:
1. Требования настоящего стандарта к матам по показателю сжимаемости устанавливают с 01.01.88.
2. Теплопроводность при температуре 300°С определяют только для матов типов М.1 и М2.
3. ПРАВИЛА ПРИЕМКИ
3.1. Приемку матов производят в соответствии с требованиями ГОСТ 26281—84 и настоящего стандарта.
3.2. Объем партии матов не должен превышать сменной выра-* ботки.
3.3. Приемочный контроль изготовитель проводит для каждой партии матов по размерам, параметрам прошивки, плотности, сжимаемости, влажности и содержанию органических веществ.
3.4. Периодический контроль матов изготовитель проводит по теплопроводности не реже одного раза в квартал.
3.5. Товаросопроводительная документация на маты должна содержать сведения о виде покровного материала с указанием нормативно-технического документа на него-
В документе о качестве указывают результаты испытаний, рассчитанные как средние арифметические значения показателей матов, вошедших в выборку по ГОСТ 26281—84 и удовлетворяющих требованиям настоящего стандарта.
3.6. Товаросопроводительная документация на маты, поставляемые на экспорт, должна соответствовать ГОСТ 6.37—79.
4. МЕТОДЫ ИСПЫТАНИИ
4.1. Линейные размеры матов определяют поГОСТ 17177.1—81, при этом толщину определяют при удельной нагрузке (500=1=5) Па [(0,005=1=0,00005) кгс/см2]. За результат принимают среднее арифметическое значение измерений линейных размеров мата.
4.2. Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов шва определяют измерительной металлической линейкой по ГОСТ 427—75 с погрешностью не более 1 мм.
Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150± 10) мм от торцевых краев, затем через каждый метр длины мата.
Шаг шва определяют путем измерения каждого пятого цельного стежка всех швов.
За результат принимают среднее арифметическое значение измерений параметров прошивки матов.
4.3. Плотность матов определяют по ГОСТ 17177.3—81.
4.4- Определение сжимаемости
4.4.1 Аппаратура
Прибор для определения сжимаемости (чертеж).
4.4.2. Образцы для испытания
Сжимаемость определяют на целых изделиях.
4.4.3. Проведение испытаний
Мат укладывают в развернутом виде на ровное твердое основание.
При поднятых до отказа и закрепленных винтами дисках 2 и 3 вводят вертикально в прошивной мат на всю его толщину стержень с иглой I. Освобождают зажимной винт 5 и опускают на поверхность мата диск 2, обеспечивающий удельную нагрузку (500±5) Па [(0,005 ±0,00005) кгс/см2]. Через 5 мин по линейке
Стр. 6 ГОСТ 2188С—86
Схема прибора для определения жммаемости прошивных минсралооатных матов
I
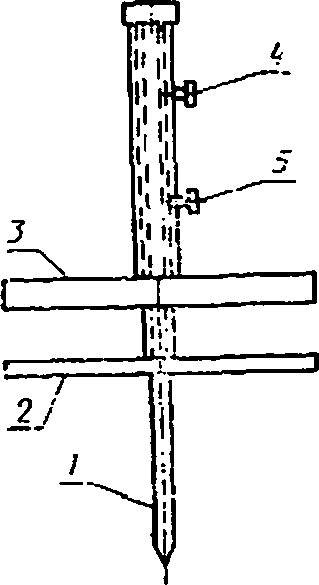
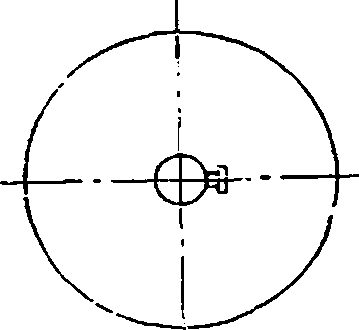
определяют толщину Но с погрешностью не более 0,5 мм. После этого освобождают зажимной винт 4 и опускают диск 3, обеспечивающий совместно с диском 2 удельную нагрузку (2000±20) Па [(0,02 ±0,0002) кгс/см2]. Через 5 мин по линейке определяют толщину Н\.
Измерения проводят по диагонали в трех местах: на расстоянии 200 мм от углов и в центре мата.
4.4.4. Обработка результатов
Сжимаемость в процентах определяют по формуле
Е=-°~Н' • 100,
Но
где Hq — толщина мата под нагрузкой 500 Па, мм;
Н\ — толщина мата под нагрузкой 2000 Па, мм.
За результат принимают среднее арифметическое значение трех измерений сжимаемости мата.
4.5. Влажность определяют по ГОСТ 17177.4—81 на пробах,, приготовленных следующим образом: из разных мест мата отбирают пробоотборником не менее 5 проб. Пробы объединяют, измельчают и перемешивают. Из объединенной пробы берут две навески для проведения испытания.
За результат принимают среднее арифметическое значение результатов испытания двух навесок..
4.6. Содержание органических веществ определяют по ГОСТ 17177.7—81. Для проведения испытания могут использоваться пробы после определения влажности по п. 4.5.
За результат принимают среднее арифметическое значение результатов испытания двух навесок.
4.7. Теплопроводность определяют по ГОСТ 7076—78 без учета покровного материала на трех образцах, вырезанных из трех матов, удовлетворяющих требованиям настоящего стандарта.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковку, маркировку, транспортирование и хранение производят в соответствии с требованиями ГОСТ 25880—83 и настоящего стандарта.
5.2. Маты должны быть свернуты в рулоны (диаметр рулона 400—800 мм) и обвязаны проволокой или шпагатом, или заклеены клеевой лентой не менее чем в двух местах поперек рулона. Маты типа Ml должны быть предварительно обернуты по всей ширине рулона бумагой или пленкой.
5.3. При ручной погрузке или разгрузке масса одного упакованного места не должна превышать 50 кг-
5.4. Пакеты из матов формируют по ГОСТ 21929—76. Размеры пакетов устанавливают по ГОСТ 24597—81.
5.5. Транспортную маркировку грузов выполняют по ГОСТ 14192—77, для матов, поставляемых на экспорт, дополнительно указывают манипуляционный знак «Боится сырости».
5.6. Маты транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на данном виде транспорта. По железной дороге — повагонная отгрузка матов.
5.7. Высота штабеля матов при хранении не должна превышать 2 м.
5.8. Отгрузку матов потребителю производят не ранее суточной выдержки их на складе.
Стр. 8 ГОСТ 21880—86
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие матов требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и указаний по применению.
Гарантийный срок хранения матов— 12 мес с момента их изготовления. Для изделий, поставляемых на экспорт, — 18 мес-
6.2. При истечении гарантийного срока хранения маты могут быть использованы по назначению после предварительной проверки их качества на соответствие требованиям настоящего стандарта.
ПРИЛОЖЕНИЕ Справочное
ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ
ГОСТ 21880—86 и СТ СЭВ 5067—85
Пункт 1.1 ГОСТ 21880—86 соответствует п. 1.2 СТ СЭВ 5067—85 в части марок 100 и 125.
Пункт 1.2 ГОСТ 21880—86 соответствует п. 1.3 СТ СЭВ 5067—85 в части номинальных размеров по длине от 1000 до 2500 мм, ширине 500 и 1000 мм и толщине 40—80, 100, 120 мм.
Пункт 1.3 ГОСТ 21880—86 соответствует информационному приложению 1 СТ СЭВ 5067—85 в части предельной температуры применения матов с покровными материалами: металлическая сетка, стеклоткань и картон.
Пункт 2.3 ГОСТ 21880—86 соответствует информационному приложению 1 СТ СЭВ 5067—85 в части видов покровных материалов.
Пункт 2.5 ГОСТ 21880—86 соответствует п. 1.3 СТ СЭВ 5067—85 в части предельных отклонений от номинальных размеров по длине и ширине
Пункт 3.1 ГОСТ 21880—86 соответствует пп. 3.1 и 3.2 СТ СЭВ 5067—85.
Разд. 5 ГОСТ 21880—86 соответствует разд. 5 СТ СЭВ 5067—85.
Редактор А. Л. Владимиров Технический редактор М И, Максимова Корректор Т. И. Кононенко
Сдано в наб. 30.06.86 Подп, в печ. 06 08.86 0.75 усл. п. л. 0.75 усл. кр.-отт. 0.50 уч.-изд л. Тир. 12 000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов. 123840. Москва. ГСП. Новопресненский пер., 3
Тип. «Московский печатник». Москва, Лялин пер, 6 Зак. 2376
{kind=link}