ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71588-2024
ФРЕЗЫ ПРОРЕЗНЫЕ (ШЛИЦЕВЫЕ) ТВЕРДОСПЛАВНЫЕ ДЛЯ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
Основные размеры. Технические условия
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71588—2024
Предисловие
1 РАЗРАБОТАН Акционерным обществом «ВНИИИНСТРУМЕНТ» (АО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 октября 2024 г. № 1507-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71588—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ ПРОРЕЗНЫЕ (ШЛИЦЕВЫЕ) ТВЕРДОСПЛАВНЫЕ ДЛЯ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
Основные размеры.
Технические условия
Carbide slotted cutters for automatic lathes of longitudinal turning. Basic dimensions. Specifications
Дата введения — 2025—07—01
1 Область применения
Настоящий стандарт распространяется на дисковые твердосплавные фрезы, предназначенные для прорезки шлицев на токарных автоматах продольного точения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882 (ИСО 513—75) Сплавы твердые спеченные. Марки
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 9378 (ИСО 2632-1—85, ИСО 2632-2—85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ Р ИСО 513 Материалы твердые режущие. Классификация и применение. Обозначение групп применения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Издание официальное
1
ГОСТ Р 71588—2024
3 Технические требования
3.1 Основные размеры
3.1.1 Основные размеры фрез должны соответствовать указанным на рисунке 1 и приведенным в таблице 1.
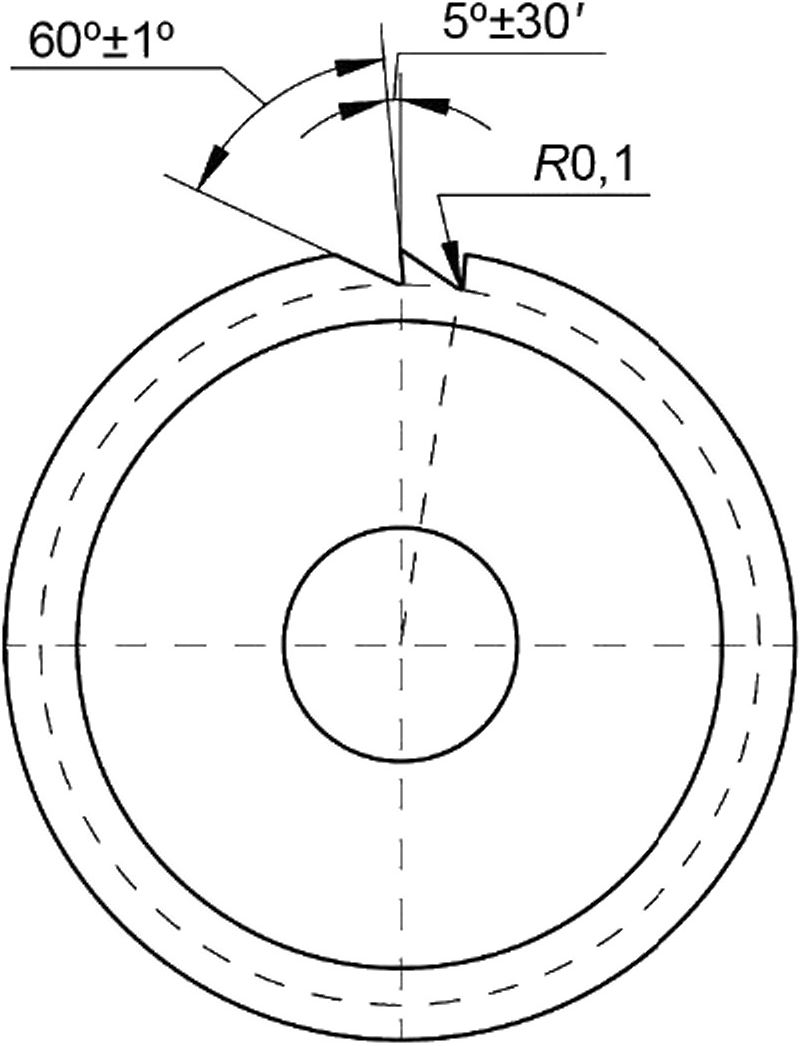

Таблица 1
Рисунок 1
Размеры в миллиметрах
В | Dh11 | dH7 | Число зубъев Z | Bi | Oi | <Рл пред. откл. ±5’ | |
Номин. | Пред. откл. | ||||||
0,20 | +0,06 +0,02 | 22 | 6,5 | 120 | 1,5 | 18 | 5’ |
0,25 | |||||||
0,32 | 10’ | ||||||
0,40 | |||||||
0,50 | |||||||
0,60 | +0,08 +0,02 | 100 | 2,0 | ||||
0,80 | +0,08 +0,02 | 22 | 6,5 | 100 | 2,0 | 18 | 15’ |
1,00 | |||||||
0,32 | +0,06 +0,02 | 32 | 8,0 | 160 | 2,5 | 26 | 10’ |
0,40 | |||||||
0,50 | |||||||
0,60 | +0,08 +0,02 | 140 | |||||
0,80 | 15’ | ||||||
1,00 | |||||||
2
ГОСТ Р 71588—2024
Окончание таблицы 1
Размеры в миллиметрах
в | Dh11 | dH7 | Число зубъев Z | ei | Di | Pv пред. откл. ±5’ | |
Номин. | Пред. откл. | ||||||
1,20 | +0,09 +0,02 | 32 | 8,0 | 140 | 2,5 | 26 | 15’ |
1.60 | |||||||
0,32 | +0,06 +0,02 | 40 | 13,0 | 200 | 3,0 | 34 | 10’ |
0,40 | |||||||
0,50 | |||||||
0,60 | +0,08 +0,02 | 180 | 15’ | ||||
0,80 | |||||||
1,00 | |||||||
1,20 | +0,09 +0,02 | ||||||
1,60 | |||||||
2,00 | |||||||
Пример условного обозначения
Фреза шириной В = 0,2 мм, диаметром D = 22 мм из твердого сплава марки ВК6М:
Фреза 0,2—22— ВК6М ГОСТ Р 71588—2024
3.2 Характеристики
3.2.1 Фрезы следует изготовлять из твердого сплава марок по ГОСТ 3882, групп применения К10, К20, М10, М20 по ГОСТ Р ИСО 513.
Допускается изготовлять фрезы из твердого сплава марок по технической документации, утвержденной в установленном порядке, обеспечивающих стойкость фрез в соответствии с настоящим стандартом.
3.2.2 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более:
Rz 0,40 — передней поверхности зубьев;
Rz 0,80 — задней поверхности зубьев;
Rz 1,6 — посадочного отверстия, опорных торцов и буртика фрезы.
3.2.3 На задней поверхности зубьев фрез вдоль режущих кромок допускается ленточка шириной не более 0,05 мм.
3.2.4 Допуск радиального биения режущих кромок зубьев относительно оси отверстия фрезы должен быть, мм, не более:
0,03 — двух смежных зубьев;
0,05 — двух противоположных зубьев.
3.2.5 Допуск торцевого биения режущих кромок и опорных торцев относительно оси отверстия фрезы должен быть_не более 0,02 мм.
3.2.6 Средний Ти установленный Ту периоды стойкости фрез при условиях испытаний, указанных в разделе 5, должны быть: 7= 180 мин; Ту = 72 мин.
3.2.7 Критерием затупления является допустимый износ по задней поверхности зубьев фрез, равный 0,2 мм.
3.3 Маркировка
3.3.1 Маркировать фрезы следует на потребительской таре.
На потребительской таре должны быть нанесены:
- товарный знак предприятия-изготовителя;
3
ГОСТ Р 71588—2024
- ширина фрезы;
- диаметр фрезы;
- марка твердого сплава;
- количество фрез в упаковке.
3.3.2 Транспортная маркировка — поГОСТ 18088.
3.4 Упаковка
Упаковка — по ГОСТ 18088.
4 Правила приемки
4.1 Приемка фрез — по ГОСТ 23726.
4.2 Испытания фрез на средний период стойкости проводят один раз в три года, на установленный период стойкости — один раз в год. Испытания проводят не менее, чем на трех фрезах любого типоразмера.
4.3 Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид фрез контролируют визуально с помощью лупы ЛП-1-4* по ГОСТ 25706.
5.2 При контроле размерных параметров фрез применяют методы и средства измерений, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051 — при измерении линейных размеров;
- 35 % допуска на проверяемый угол — при измерении угловых размеров;
- 25 % допуска на проверяемый параметр — при контроле формы и расположения поверхностей.
5.3 Шероховатость поверхностей фрез проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцами-эталонами фрез, имеющими параметры шероховатости не более указанных в 3.2.2.
5.4 Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят на фрезерных станках с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
5.5 Испытания следует проводить на образцах из стали марки 40Х по ГОСТ 4543 твердостью 39—46 HRC на режимах, приведенных в таблице 2.
Таблица 2
Диаметр фрезы, мм | Ширина, мм | Глубина фрезерования, мм | Подача на зуб, мм/зуб | Скорость резания, м/мин |
22 | От 0,20 до 1,00 включ. | 0,3—1,0 | 0,0005 | 45 |
32 | От 0,32 до 1,60 включ. | 0,5—1,5 | 0,0004 | 60 |
40 | От 0,32 до 2,00 включ. | 1,0—2,5 | 0,0002 | 75 |
5.6 Материал, на котором проводится испытание, должен иметь обработанную поверхность.
5.7 При испытании фрез на работоспособность суммарная длина фрезерования должна быть не менее 200 мм.
5.8 После испытаний на режущих кромках фрез не должно быть выкрашиваний, сколов и они должны быть пригодны к дальнейшей работе.
5.9 Приемочные значения среднего и установленного периодов стойкости должны быть не менее Т = 207 мин; Ту = 83 мин.
5.10 Рекомендации по применению фрез приведены в приложении А.
6 Требования безопасности
6.1 Испытания фрез на безопасность следует проводить с учетом коэффициента Kv равного 1,3 на скорость резания, приведенную в 5.5.
4
ГОСТ Р 71588—2024
6.2 Испытания на безопасность следует проводить на фрезах одного типоразмера в количестве не менее 5 шт.
6.3 Время испытания на безопасность — 30 % среднего периода стойкости, но не более 10 мин.
6.4 После испытания фрез не допускаются видимые повреждения корпуса.
7 Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 18088.
5
ГОСТ Р 71588—2024
Приложение А (рекомендуемое)
Рекомендации по применению фрез
А.1 Фрезы с наружным диаметром 22 мм и посадочным диаметром 6,5 мм предназначены для работы на автоматах продольного точения моделей 1Р103, МФ-122, 1103 и С30-8М.
А.2 Фрезы с наружным диаметром 32 мм и посадочным диаметром 8,0 мм предназначены для работы на автоматах продольного точения моделей 1А10П, 1Б10В, 1Д10В и В280.
А.З Фрезы с наружным диаметром 40 мм и посадочным диаметром 13 мм применяются для работы на автоматах продольного точения модели 1А10П.
А.4 При фрезеровании твердосплавными фрезами посадку обрабатываемой детали следует производить на диаметр, который имеет наибольшую длину.
УДК 621.914.22:006.354
ОКС 25.100.20
Ключевые слова: фрезы прорезные, шлицевые, твердосплавные, продольное точение, размеры, технические условия
Редактор Н.А. Аргунова Технический редактор И.Е. Черепкова Корректор Р.А. Ментова Компьютерная верстка Л.А. Круговой
Сдано в набор 28.10.2024. Подписано в печать 31.10.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 0,93. Уч.-изд. л. 0,65.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}