ГОСТ 6227-80
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТЧИКИ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ
Технические условия
Taps for taper thread. Specifications
МКС 25.100.50
ОКП 39 1335
Дата введения 1981-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.06.80 N 2655
3. Стандарт полностью соответствует СТ СЭВ 424-77
4. Стандарт соответствует международному стандарту ИСО 2284-87
5. ВЗАМЕН ГОСТ 6227-71, ГОСТ 5.2317-77
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.12 |
ГОСТ 1050-88 | 2.4; 4.3 |
ГОСТ 2789-73 | 2.7 |
ГОСТ 4543-71 | 2.4 |
ГОСТ 6111-52 | Вводная часть, 1.1; 4.4; приложение 1 |
ГОСТ 6211-81 | Вводная часть, 1.1; приложение 1 |
ГОСТ 6485-69 | 4.13 |
ГОСТ 9013-59 | 4.9 |
ГОСТ 9378-93 | 4.11 |
ГОСТ 9523-84 | 1.2 |
ГОСТ 14034-74 | 1.4 |
ГОСТ 18088-83 | 2.17; 5 |
ГОСТ 19265-73 | 2.2 |
ГОСТ 21350-75 | 4.4 |
ГОСТ 23726-79 | 3.1 |
ГОСТ 25706-83 | 4.11 |
7. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
8. ИЗДАНИЕ (сентябрь 2003 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., октябре 1990 г. (ИУС 4-87, 1-91)
Настоящий стандарт распространяется на метчики, предназначенные для нарезания конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111 и трубной конической резьбы по ГОСТ 6211 на сверлильных станках, автоматах и агрегатных станках с применением специальных патронов для нарезания конической резьбы в резьбовых соединениях трубопроводов машин и станков, изготовляемые для нужд народного хозяйства и для экспорта.
Стандарт полностью соответствует СТ СЭВ 424.
Требования стандарта в части разд.1, 2, 4, 5 и пп.3.1.1 и 3.1.2 являются обязательными.
(Измененная редакция, Изм. N 1, 2).
1. ОСНОВНЫЕ РАЗМЕРЫ И ПРОФИЛЬ РЕЗЬБЫ
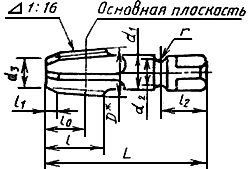
1.1. Основные размеры и профиль резьбы метчиков должны соответствовать указанным на черт.1 и в табл.1 и 2.
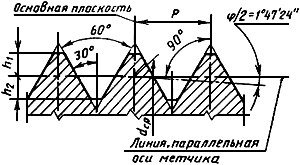
Профиль резьбы метчиков для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111
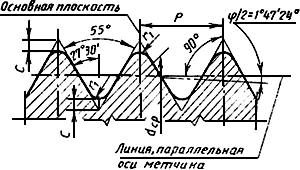
Профиль резьбы метчиков для трубной конической резьбы с углом профиля 55° по ГОСТ 6211
____________
* Размер для справки.
Черт.1
Примечания:
1. Биссектриса угла профиля перпендикулярна к оси метчика.
2. Шаг резьбы измеряется параллельно оси метчика.
3. Предельные отклонения размеров профиля резьбы должны отсчитываться от линий теоретического профиля в направлении, перпендикулярном к оси метчика.
Метчики для конической дюймовой резьбы по ГОСТ 6111
Размеры в мм
Таблица 1
Обозна- | При- | Обозна- | Число шагов |
|
| Предельные отклонения углов | ||||||||||||||
| Но- | Пред. откл. для | Пред. откл. для | поло- | угла наклона | |||||||||||||||
2680-0001 | 27 | 0,941 | 50 | 16 | 10 | 2,8 | 15 | 8,3 | 7,142 | 6,3 | 5,5 | 5,7 | 0,377 | -0,035 | -0,045 | 4,5 | ±30' | -6' | ||
2680-0002 | 16 | 8,0 | 7 | |||||||||||||||||
2680-0003 | 55 | 18 | 11 | 10,7 | 9,519 | 8,0 | 8,0 | |||||||||||||
2680-0004 | 19 | 11,2 | 10 | |||||||||||||||||
2680-0005 | 18 | 1,411 | 65 | 24 | 15 | 4,2 | 14,1 | 12,443 | 11,2 | 10,3 | 0,565 | -0,040 | -0,065 | ±25' | -5' | |||||
2680-0006 | 22 | 14,0 | 12 | |||||||||||||||||
2680-0007 | 75 | 26 | 16 | 17,7 | 15,926 | 13,8 | ||||||||||||||
2680-0008 | 14 | 1,814 | 85 | 30 | 21 | 5,5 | 26 | 21,8 | 19,772 | 18,0 | 16 | 17,0 | 0,726 | -0,050 | -0,085 | 6 | ±20' | |||
2680-0009 | 95 | 32 | 21 | 32 | 27,3 | 25,117 | 22,4 | 20 | 22,3 | |||||||||||
2680-0010 | 2,209 | 110 | 40 | 26 | 6,6 | 36 | 34,1 | 31,461 | 28,0 | 25 | 28,0 | 0,884 | ||||||||
2680-0011 | 120 | 42 | 27 | 40 | 42,9 | 40,218 | 31,5 | 29 | 36,7 | |||||||||||
2680-0012 | 140 | 45 | 49,0 | 46,287 | 35,5 | 33 | 42,8 | |||||||||||||
2680-0013 | 45 | 28 | 52 | 61,2 | 58,325 | 45,0 | 42 | 54,8 | ||||||||||||
Пример условного обозначения метчика для нарезания конической дюймовой резьбы " с диаметром хвостовика
=14 мм:
Метчик 2680-0006 ГОСТ 6227
Метчики для конической трубной резьбы по ГОСТ 6211
Размеры в мм
Таблица 2
|
|
|
|
|
|
|
|
|
|
|
|
|
| Предельные отклонения углов | |||||
Обозна- | При- | Обоз- | Число шагов на длине 25,4 мм |
| (пред. откл.: вершины +0,015 | половины угла профиля | угла наклона | ||||||||||||
2680-0051 |
| 28 | 0,907 | 52 | 14 | 10,1 | 2,7 | 13 | 7,9 | 7,142 | 5,6 | 5 | 5,7 | 0,145 | 0,125 | 4,5 | ±25' | -6' | |
2680-0014 | 59 | 15 | 10,1 | 16 | 10,0 | 9,147 | 8,0 | 7 | 7,7 | ||||||||||
2680-0016 | 19 | 1,337 | 67 | 19 | 15,0 | 4,0 | 18 | 13,4 | 12,301 | 10,0 | 9 | 10,3 | 0,214 | 0,184 | ±20' | ||||
2680-0018 | 75 | 21 | 15,4 | 20 | 17,0 | 15,806 | 12,5 | 11 | 13,6 | 6 | |||||||||
2680-0019 | 14 | 1,814 | 87 | 26 | 20,5 | 5,5 | 24 | 21,3 | 19,793 | 16,0 | 14 | 17,0 | 0,290 | 0,249 | |||||
2680-0020 | 96 | 28 | 21,8 | 28 | 26,8 | 25,279 | 20,0 | 18 | 22,4 | ||||||||||
2680-0021 | 11 | 2,309 | 109 | 33 | 26,0 | 7,0 | 34 | 33,7 | 31,770 | 25,0 | 22 | 28,3 | 0,369 | 0,317 | ±15' | -5' | |||
2680-0022 |
| 119 | 36 | 28,3 | 40 | 42,4 | 40,431 | 31,5 | 29 | 36,8 | |||||||||
2680-0023 |
| 125 | 37 | 28,3 | 45 | 48,3 | 46,324 | 35,5 | 33 | 42,6 | |||||||||
2680-0024 | 140 | 41 | 32,7 | 48 | 60,1 | 58,135 | 40,0 | 37 | 54,3 | ||||||||||
Пример условного обозначения метчика для нарезания конической трубной резьбы :
Метчик 2680-0016 ГОСТ 6227
(Измененная редакция, Изм. N 1, 2).
1.2. Размеры квадратов - по ГОСТ 9523.
1.3. У метчиков для резьб ![]() ,
, ![]() ;
; ,
;
,
допускается выполнять проточку для выхода круга при шлифовании резьбы.
(Измененная редакция, Изм. N 1).
1.4. Центровые отверстия - формы А по ГОСТ 14034. Метчики для резьбы ![]() ,
, ![]() допускается изготавливать с наружными центрами.
допускается изготавливать с наружными центрами.
(Измененная редакция, Изм. N 1, 2).
1.5. Допускается скругление по вершине и впадине профиля конической дюймовой резьбы в пределах поля допуска на величину .
1.6. Элементы конструкции и геометрические параметры метчиков указаны в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Метчики должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Метчики должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
2.3. Метчики для резьбы и
и более должны изготавливаться сварными. Метчики для резьбы
и
допускается изготавливать сварными. В зоне сварки раковины, непровар, поджог металла, кольцевые трещины и свищи не допускаются.
2.4. Хвостовики сварных метчиков должны изготавливаться из стали марки 45 по ГОСТ 1050 или из стали марки 40Х по ГОСТ 4543.
2.5. Твердость метчиков должна быть:
рабочей части | - 63...66 HRC |
у метчиков из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более | - 64...68 HRC |
хвостовика на длине, включающей квадрат и кольцевую канавку: | |
у сварных метчиков | - 37...52 HRC |
у цельных метчиков | - 37...57 HRC |
(Измененная редакция, Изм. N 1).
2.6. Метчики допускается изготавливать цианированными.
2.7. Параметры шероховатости поверхностей метчиков по ГОСТ 2789 не должны быть более, мкм:
профиля резьбы, передней и задней поверхности | |
хвостовика (в посадочной части) |
|
канавки |
|
остальных поверхностей |
|
Примечание. Параметр шероховатости передней поверхности должен выдерживаться на высоте не менее высоты профиля резьбы. Допускается перелом передней поверхности в сторону поднутрения.
(Измененная редакция, Изм. N 1).
2.8. После термической обработки центровые отверстия и наружные центры должны быть механически обработаны.
(Измененная редакция, Изм. N 2).
2.9. Метчики должны быть затылованы по профилю на всей длине рабочей части и по наружной поверхности заборного конуса.
2.10. По согласованию с потребителем допускается изготовление метчиков без кольцевых канавок.
2.11. Предельные отклонения размеров метчиков не должны быть более:
общей длины |
|
длины рабочей части | 2 |
длины заборной части | плюс шаг резьбы |
длины до основной плоскости | ± |
длины |
|
диаметра хвостовика |
|
диаметра кольцевых канавок |
|
радиуса кольцевых канавок |
|
переднего угла | ±2° |
заднего угла по режущей (заборной) части для резьб: | |
от | ±1°30' |
от | ±1°. |
2.12. (Исключен, Изм. N 1).
2.13. Допуски радиального биения режущей части, калибрующей части и хвостовика должны соответствовать указанным на черт.2 и в табл.3.
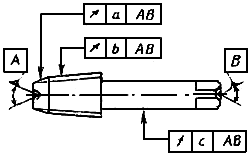
Черт.2
Таблица 3
Размеры в мм
Обозначение размера резьбы | |||
| 0,03 | 0,02 | 0,02 |
| |||
| 0,03 | ||
| 0,04 | 0,03 |
(Измененная редакция, Изм. N 1).
2.14. Средняя наработка до отказа и 95%-ная наработка метчиков из стали марки Р6М5 должны быть не менее значений, указанных в табл.3а.
Таблица 3а
Обозначение размера резьбы | Средняя наработка до отказа, шт. (количество нарезанных отверстий) | 95%-ная наработка, шт. (количество нарезанных отверстий) |
| 185 | |
75 |
| 225 |
90 |
| 275 |
110 |
| 175 |
70 |
| 125 |
(Измененная редакция, Изм. N 1, 2).
2.15. Критерием затупления метчиков является несоответствие нарезаемой резьбы требуемой точности.
(Введен дополнительно, Изм. N 1).
2.16. На хвостовике метчика должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение метчика (последние четыре цифры);
обозначение резьбы;
марка стали рабочей части.
Примечания:
1. Допускается марку стали Р6М5 не маркировать.
2. Допускается маркировать вместо марки стали буквы:
HSS - для стали с содержанием вольфрама 6% и более;
HSSCo - для стали с содержанием кобальта, с указанием марки стали на этикетке.
3. На метчиках для резьбы ![]() -
-,
![]() -
- знаки маркировки допускается наносить на квадрате.
4. На метчиках для резьбы ![]() -
-,
![]() -
-![]() обозначение метчиков допускается не маркировать.
обозначение метчиков допускается не маркировать.
2.17. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
2.16, 2.17. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 23726.
(Измененная редакция, Изм. N 1).
3.1.1. Периодические испытания на среднюю наработку до отказа проводятся один раз в три года, на 95%-ную наработку - один раз в год не менее чем на пяти метчиках.
3.1.2. Испытания метчиков должны проводиться на одном типоразмере для каждого диапазона резьб, указанных в табл.4.
Таблица 4
Обозначение размера резьбы | Скорость резания, м/мин |
| 2,7-3,6 |
| 3,6-5,5 |
3.1.1, 3.1.2. (Измененная редакция, Изм. N 1, 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Испытания метчиков должны проводиться на сверлильных или резьбонарезных станках, соответствующих установленным для них нормам точности и жесткости.
4.2. Крепление метчиков должно осуществляться при помощи патронов, обеспечивающих самоустановление метчиков или изделия в радиальном направлении, компенсирующих отклонение от отверстия и метчика.
4.3. Метчики должны испытываться на образцах из стали марки 45 по ГОСТ 1050, твердостью 197...207 НВ.
4.4. У изделий, предназначенных для нарезания резьбы, должны быть предварительно обработаны отверстия коническими развертками конусообразностью 1:16. Диаметр обработанного отверстия должен соответствовать внутреннему диаметру резьбы по ГОСТ 6111 или диаметру отверстий под нарезание трубной конической резьбы по ГОСТ 21350.
4.1-4.4. (Измененная редакция, Изм. N 1).
4.5. Испытания метчиков на работоспособность, среднюю наработку до отказа и 95%-ную наработку должны проводиться на режимах, указанных в табл.4.
(Измененная редакция, Изм. N 1, 2).
4.6. Каждым испытуемым на работоспособность метчиком должно быть нарезано количество отверстий, указанное в табл.5.
Таблица 5
Обозначение размера резьбы | Количество нарезанных отверстий |
От | 35 |
| 25 |
| 12 |
От | 10 |
После испытаний на работоспособность на режущих кромках не должно быть выкрашиваний. Метчики после испытаний должны быть пригодны к дальнейшей работе.
4.7. В качестве смазочно-охлаждающей жидкости при машинном нарезании резьбы применяется 5%-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
4.6, 4.7. (Измененная редакция, Изм. N 1).
4.8. Приемочные значения средней наработки до отказа и 95%-ной наработки не должны быть менее указанных в табл.6.
Таблица 6
Обозначение размера резьбы | Приемочные значения наработки, шт. (количество нарезанных отверстий) | |
средней | 95%-ной | |
| 210 | 85 |
| 255 | 100 |
| 310 | 125 |
| 198 | 80 |
| 140 | 55 |
(Измененная редакция, Изм. N 1, 2).
4.9. Твердость метчиков измеряют по ГОСТ 9013.
4.10. Внешний вид контролируют осмотром.
4.11. Параметры шероховатости поверхностей метчиков проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей, указанные в п.2.7, с применением лупы ЛП-1-4 по ГОСТ 25706.
4.12. При контроле параметров метчиков должны применяться методы и средства измерения, погрешность которых не превышает:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
при измерении углов - 35% значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр.
4.13. Соответствие параметров нарезанной резьбы требованиям п.2.15 контролируют при помощи конических резьбовых калибров (пробок) по ГОСТ 6485.
4.9-4.13. (Измененная редакция, Изм. N 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Разд.5. (Измененная редакция, Изм. N 2).
Разд.6. (Исключен, Изм. N 1).
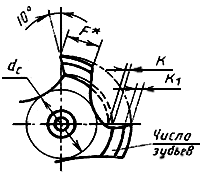
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ МЕТЧИКОВ
Элементы конструкции и геометрические параметры метчиков указаны на чертеже и в таблице.
________________
* Размер для справок.
Размеры в мм
Вид резьбы | Обозначение размера резьбы |
| ||||
Коническая дюймовая резьба по ГОСТ 6111-52 | 3,6 | 3 | 3,2 | 0,5 | 0,10 | |
4,6 | 3,8 | 0,75 | 0,15 | |||
6,1 | 5,3 | 1,0 | 0,20 | |||
9,6 | 4 | 4,3 | 1,5 | |||
11,8 | 5,8 | 0,25 | ||||
13,3 | 7,0 | 1,75 | 0,30 | |||
16,6 | 8,8 | 2,0 | 0,40 | |||
21,0 | 11,7 | 2,5 | 0,50 | |||
30,0 | 6 | 8,7 | 2,0 | 0,40 | ||
37,5 | 10,1 | 2,5 | 0,50 | |||
Коническая трубная резьба по ГОСТ 6211 |
| 3,6 | 3 | 3,2 | 0,5 | 0,10 |
4,6 | 3,8 | 0,75 | 0,15 | |||
6,1 | 5,3 | 1,0 | 0,20 | |||
9,6 | 4 | 4,3 | 1,5 | |||
11,8 | 5,8 | 0,25 | ||||
13,3 | 7,0 | 1,75 | 0,30 | |||
16,6 | 8,8 | 2,0 | 0,40 | |||
| 21,0 | 11,7 | 2,5 | 0,50 | ||
| 30,0 | 6 | 8,7 | 2,0 | 0,40 | |
37,5 | 10,1 | 2,5 | 0,50 |
Примечания:
1. Дно стружечных канавок выполнять:
у метчиков для резьб ![]() -
-,
![]() -
- - параллельно образующей конуса;
у метчиков для резьб -
,
-
- параллельно оси метчика.
2. - величина затылования измеряется по наружному диаметру на режущей части (на первом витке, прилегающем к калибрующей части).
- величина затылования по всему профилю, измеряется в основной плоскости.
3. Диаметр сердцевины , ширина зуба
и передний угол заданы в основной плоскости.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2003
{kind=link}