ГОСТ 3449-84
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТЧИКИ
Технические условия
Taps. Specifications
МКС 25.100.50
ОКП 39 1300
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук, Н.И.Минаева, Л.Л.Акимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13.08.84 N 2856
3. Срок проверки 1990 г., периодичность проверки 5 лет
4. Стандарт полностью соответствует СТ СЭВ 426-77
5. ВЗАМЕН ГОСТ 3449-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, раздела |
ГОСТ 8.051-81 | 3.9 |
ГОСТ 9.014-78 | 1.26 |
ГОСТ 9.306-85 | 1.4, 1.22 |
ГОСТ 1050-88 | 1.6, 3.3 |
ГОСТ 1412-85 | 3.3 |
ГОСТ 1435-99 | 1.6 |
ГОСТ 1604-71 | Вводная часть, 1.1, 1.8 |
ГОСТ 2789-73 | 1.8 |
ГОСТ 2999-75 | 3.12 |
ГОСТ 3266-81 | Вводная часть, 1.1 |
ГОСТ 4543-71 | 1.6 |
ГОСТ 6951-71 | Вводная часть, 1.1 |
ГОСТ 7250-60 | 1.2, 1.11 |
ГОСТ 9013-59 | 3.12 |
ГОСТ 9378-93 | 3.10 |
ГОСТ 9523-84 | 1.13 |
ГОСТ 14955-77 | 1.5 |
ГОСТ 14959-79 | 1.6 |
ГОСТ 16925-93 | 1.2; 1.11 |
ГОСТ 18088-83 | 1.27; 4.1 |
ГОСТ 19090-93 | 1.2; 1.11 |
ГОСТ 19265-73 | 1.3 |
ГОСТ 23726-79 | 2.1 |
ГОСТ 25706-83 | 3.10; 3.11 |
7. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
8. ИЗДАНИЕ (апрель 2003 г.) с Изменением N 1, утвержденным в мае 1990 г. (ИУС 8-90)
Настоящий стандарт распространяется на метчики машинные по ГОСТ 3266, гаечные по ГОСТ 1604 и гаечные с изогнутым хвостовиком по ГОСТ 6951, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт полностью соответствует СТ СЭВ 426-77.
(Измененная редакция, Изм. N 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Метчики должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 3266, ГОСТ 1604, ГОСТ 6951 по рабочим чертежам, утвержденным в установленном порядке.
1.2. Точности метчиков по ГОСТ 16925, ГОСТ 19090 и ГОСТ 7250 должны соответствовать:
а) машинных: для метрической резьбы - классам 1, 2, 3; для трубной резьбы - классам А2, A3 и В1; для дюймовой резьбы - степеням С и D;
б) гаечных: для метрической резьбы - классам 1, 2, 3; для дюймовой резьбы - степеням С и D.
Гаечные метчики диаметром 3 и 3,5 мм со шлифованным профилем допускается изготовлять 4-го класса точности.
(Измененная редакция, Изм. N 1).
1.3. Метчики должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
1.4. (Исключен, Изм. N 1).
1.5. Метчики машинные диаметром 12 мм и более и гаечные диаметром 10 мм и более должны изготовляться сварными.
В месте сварки раковины, непровар, поджог и пережог металла, кольцевые трещины и свищи не допускаются.
Метчики меньших диаметров допускается изготовлять сварными.
Машинные метчики диаметром до 14 мм из стали по ГОСТ 14955 допускается изготовлять цельными.
1.6. Хвостовики сварных машинных и гаечных метчиков с прямым хвостовиком должны изготовляться из стали марки 45 по ГОСТ 1050 или из стали марки 40Х по ГОСТ 4543, хвостовики сварных гаечных метчиков с изогнутым хвостовиком - из стали марки У7 по ГОСТ 1435. Допускается хвостовики сварных метчиков изготовлять из стали марки 50 ХФА по ГОСТ 14959.
1.7. Твердость ![]() метчиков должна быть:
метчиков должна быть:
рабочей части:
диаметром до 3 мм | 61...64 |
" св. 3 до 6 мм | 62...65 |
" св. 6 мм | 63...66 |
хвостовиков | 37...52* |
_______________
* Твердость хвостовика должна быть выдержана на длине, включающей: квадрат, квадрат и кольцевую канавку машинных метчиков; квадрат и 1-2 диаметра за квадратом гаечных прямых; расстояние до лыски, лыску и 1-2 диаметра за лыской гаечных прямых.
Твердость рабочей части метчиков из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы ![]() .
.
Допускается для цельных метчиков твердость хвостовиков выполнять равной твердости рабочей части на всей длине.
У гаечных метчиков с изогнутым хвостовиком твердость хвостовика должна быть выдержана, отступая от рабочей части:
- для цельных метчиков - на 5-9 диаметров;
- для сварных - на 5-6 диаметров.
1.8. Параметры шероховатости поверхностей метчиков по ГОСТ 2789 не должны превышать, мкм:
профиля резьбы, передней и задней поверхностей | |
режущей части | Rz 3,2 |
хвостовиков машинных и гаечных прямых в посадочной части* | |
нормальной точности | Ra 1,6 |
повышенной точности | Ra 0,8 |
хвостовиков гаечных прямых в направляющей части | |
и гаечных с изогнутым хвостовиком | Ra 3,2 |
канавок | Rz 12,5 |
остальных поверхностей | Rz 25,0 |
_______________
* За длину посадочной части машинных метчиков применяется 1/2 длины хвостовика со стороны квадрата, гаечных - по ГОСТ 1604.
Примечания:
1. На гаечных и машинных метчиках допускаются следы от выхода шлифовального круга на расстоянии не более 20 мм за рабочей частью.
2. Параметры шероховатости передней поверхности должны выдерживаться на высоте не менее 1,5 высоты профиля резьбы.
3. Параметры шероховатости задней поверхности должны выдерживать не менее 0,5 ширины зуба режущей части от передней поверхности метчика.
1.9. Центровые отверстия и наружные центры должны быть механически обработаны после термической обработки.
1.10. Метчики должны быть заточены. Завалы, выкрашивания и прижоги на режущих кромках не допускаются.
1.5-1.10. (Измененная редакция, Изм. N 1).
1.11. Допуски на резьбу метчиков должны соответствовать требованиям ГОСТ 16925, ГОСТ 19090 и ГОСТ 7250.
1.12. Предельные отклонения размеров метчиков не должны превышать:
общей длины и длины рабочей части машинных и гаечных метчиков и длины посадочной части гаечных прямых метчиков при номинальном диаметре резьбы: | |
до 5,5 | -2,5 мм |
св. 5,5 до 12 | -3,2 мм |
" 12 " 39 | -5,0 мм |
" 39 " 52 | -6,3 мм |
длины режущей части метчиков: | |
машинных для сквозных отверстий | +1,5 шага |
машинных для глухих отверстий | |
при шаге: | |
от 0,2 до 0,5 | ±0,5 шага |
св. 0,5 | -0,5 шага |
гаечных |
|
расстояния от торца квадрата до середины кольцевой канавки машинных метчиков | js 15 |
расстояния до лыски гаечных метчиков | h 16 |
длины лыски гаечных метчиков | Н 16 |
Диаметра хвостовика метчиков: | |
машинных и гаечных прямых в посадочной части | h 9 |
гаечных прямых в направляющей части | h 12 |
гаечных с изогнутым хвостовиком в направляющей и изогнутой части | d 11 |
Диаметра кольцевых канавок машинных метчиков | h 14 |
Радиуса кольцевых канавок машинных метчиков | H 16 |
1.13. Предельные отклонения размеров квадрата и размеров между лысками - по ГОСТ 9523. Допуск симметричности квадрата относительно оси хвостовика и допуск симметричности лысок относительно оси хвостовика в радиусном выражении не должен превышать допуска на изготовление квадрата.
1.14. Допуски биения режущей части по наружному диаметру, калибрующей части по наружному и среднему диаметрам и хвостовиков метчиков (в посадочной части), установленных в центрах, должны соответствовать указанным на чертеже и в табл.1.
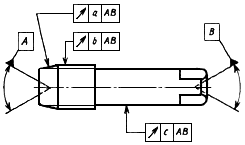
Таблица 1
мм
Типы метчиков | Номинальный диаметр | ||||||
| класс точности | ||||||
повышенный | нормальный | повышен- | нормальный | повышен- | нормальный | ||
Машинные | До 8 | 0,02 | 0,03 | 0,02 | 0,02 | 0,02 | 0,02 |
Св. 8 до 16 | |||||||
Св. 16 до 24 | 0,03 |
| |||||
Св. 24 до 40 | 0,04 | 0,03 | 0,03 | ||||
Св. 40 | 0,04 | ||||||
Гаечные | До 8 | 0,02 | 0,05 | 0,02 | 0,03 | 0,04* | 0,06* |
Св. 8 до 10 | 0,03* | ||||||
Св. 10 до 16 | 0,06 | 0,04 | 0,05* | ||||
Св. 16 до 40 | 0,03 | 0,02* | |||||
Св. 40 | 0,04 | ||||||
_______________
* Для гаечных метчиков с прямым хвостовиком на длине ![]() от торца.
от торца.
Гаечные метчики с изогнутым хвостовиком проверяются до загибки хвостовика.
1.15. Метчики (одинарные и комплектные) машинные и гаечные должны изготовляться с обратной конусностью (уменьшение диаметра в направлении к хвостовику) по внутреннему, среднему и наружному диаметрам.
Обратная конусность метчиков должна быть в пределах от 0,05 до 0,15 мм на 100 мм длины.
При этом предельные отклонения среднего диаметра резьбы метчика измеряются на расстоянии 1-2 ниток от начала калибрующей части (в сторону режущей части) у гаечных метчиков и в начале калибрующей части - у машинных метчиков.
1.12-1.15. (Измененная редакция, Изм. N 1).
1.16. Режущая часть метчиков должна быть затылована по наружному диаметру.
1.17. Метчики должны быть затылованы по профилю на всей длине рабочей части.
Величина затылования (уменьшение среднего диаметра на ширине зуба) должна соответствовать следующим значениям для номинального диаметра , мм:
4-6 | 0,01-0,02 |
7-12 | 0,02-0,04 |
14-22 | 0,03-0,06 |
24-33 | 0,05-0,10 |
36-45 | 0,07-0,14 |
48-52 | 0,10-0,20 |
Допускается не производить затылование по наружному диаметру калибрующей части.
Допускается у метчиков в диапазоне диаметров резьб 1-3 мм не производить затылование по профилю, а взамен затылования изготовлять метчики с увеличенной обратной конусностью в пределах от 0,16 до 0,20 мм на 100 мм длины.
1.18. Отклонение образующей изогнутого хвостовика гаечного метчика от общей прилегающей к ней плоскости не должно быть более 0,3 мм.
1.17, 1.18. (Измененная редакция, Изм. N 1).
1.19. Предельные отклонения углов не должны превышать:
переднего для метчиков диаметром до 6 мм | ±2°30' |
" " " " св. 6 мм | ±2° |
заднего угла на режущей части | ±1° |
1.20. (Исключен, Изм. N 1).
1.21. Предельное отклонение шага резьбы в пределах одного витка не должно превышать допуска на шаг.
1.22. Допускается после окончательной обработки метчики подвергать низкотемпературному отпуску, химико-термической обработке и наносить окисное покрытие по ГОСТ 9.306.
1.23. Средняя наработка до отказа и 95%-ная безотказная наработка метчиков с крупным шагом и длиной заборной части, равной 6Р, для нарезания резьбы с полем допуска 7Н и класса точности В из стали Р6М5 должны быть не менее указанных в табл.1а, при условиях испытаний, указанных в разд.3.
Таблица 1а
Обозначение размера резьбы, мм | Наработка до отказа (количество отверстий) | ||
средняя | 95%-ная безотказная | ||
Машинные метчики | |||
1,0-1,2 | 0,25 | 260 | 105 |
1,4 | 0,30 | 250 | 100 |
1,6; 1,8 | 0,35 | 240 | 95 |
2,0 | 0,40 | 310 | 125 |
2,2; 2,5 | 0,45 | 280 | 110 |
3,0 | 0,50 | 350 | 140 |
4,0 | 0,70 | 320 | 130 |
5,0 | 0,80 | 320 | 130 |
6,0 | 1,00 | 380 | 150 |
8,0 | 1,25 | 360 | 145 |
10,0 | 1,50 | 520 | 210 |
12,0 | 1,75 | 500 | 200 |
14,0; 16,0 | 2,00 | 570 | 230 |
18,0-22,0 | 2,50 | 500 | 200 |
24,0; 27,0 | 3,00 | 440 | 175 |
30,0; 33,0 | 3,50 | 400 | 160 |
36,0; 39,0 | 4,00 | 360 | 145 |
42,0; 45,0 | 4,50 | 340 | 135 |
48,0; 52,0 | 5,00 | 310 | 125 |
Гаечные метчики | |||
3,0 | 0,50 | 1780 | 710 |
4,0 | 0,70 | 1710 | 685 |
5,0 | 0,80 | 1570 | 630 |
6,0 | 1,00 | 1540 | 615 |
8,0 | 1,25 | 1400 | 560 |
10,0 | 1,50 | 1330 | 530 |
12,0 | 1,75 | 1250 | 500 |
14,0; 16,0 | 2,00 | 1400 | 560 |
18,0-22,0 | 2,50 | 1200 | 475 |
24,0; 27,0 | 3,00 | 950 | 380 |
30,0; 33,0 | 3,50 | 770 | 310 |
36,0; 39,0 | 4,00 | 600 | 240 |
42,0; 45,0 | 4,50 | 510 | 200 |
48,0; 52,0 | 5,00 | 420 | 170 |
Машинные для трубной резьбы | |||
| 0,907 | 780 | 300 |
| 1,337 | 850 | 340 |
| 1,814 | 660 | 260 |
| 2,309 | 500 | 200 |
Примечания:
1. Для метчиков с мелкими шагами значения средней наработки до отказа и 95%-ной безотказной наработки следует увеличить в 1,2 раза, а для метчиков с длиной заборной части, равной ЗР и 2Р, уменьшить соответственно в 2,6 и 3,2 раза.
2. При нарезании резьбы с полем допуска 6Н поправочный коэффициент на значения средней наработки до отказа и 95%-ной безотказной наработки 0,8, при нарезании резьбы с полями допусков 4Н, 5Н и класса точности А - 0,6.
3. Для метчиков, изготовленных из сталей с содержанием кобальта, поправочный коэффициент на значения средней наработки до отказа и 95%-ной безотказной наработки 1,2; для метчиков, изготовленных из сталей с содержанием вольфрама менее 6%, - 0,7.
4. Испытания метчиков с шагом резьбы 3,0 мм и более проводить по предварительно нарезанной резьбе. Допускается принудительная подача.
1.24. Критерием затупления метчиков является несоответствие нарезаемой резьбы требуемой точности.
1.25. На хвостовике метчика должны быть четко нанесены:
1) товарный знак предприятия-изготовителя;
2) обозначение метчика (последние четыре цифры);
3) обозначение резьбы;
4) класс точности метчика (с метрической или трубной резьбой) или степень точности метчика (с дюймовой резьбой);
5) номер метчика в комплекте (одна риска на черновом метчике, две - на среднем, чистовой метчик рисок не имеет);
6) марка стали рабочей части;
7) на метчиках с левой резьбой - буквы ;
8) для метчиков повышенной точности - буква .
Примечания:
1. Допускается марку стали Р6М5 не маркировать.
2. Допускается маркировать вместо марки стали:
- буквы HSS для стали с содержанием вольфрама 6% и более,
- буквы HSSC для стали с содержанием кобальта с указанием марки стали на этикетках.
3. На метчиках диаметром до 6,0 мм допускается наносить обозначения, указанные в перечислениях 1), 3), 4), 5), 8).
4. На метчиках диаметром до 5,5 мм с мелким шагом резьбы допускается вместо размера шага маркировать единицу перед буквой М.
1.26. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
1.21-1.26. (Введены дополнительно, Изм. N 1).
2. ПРИЕМКА
2.1. Приемка - по ГОСТ 23726.
2.2. Периодические испытания на среднюю наработку до отказа проводят один раз в 3 года, на 95-процентную безотказную наработку - один раз в год на 5 одинарных метчиках или 5 комплектах.
2.3. Испытания проводятся на любом представителе из диапазона диаметров, мм: от 1 до 5, св. 5 до 12, св. 12 до 52, 1/8, св.
1/8 каждого типа метчика с крупным и любым мелким шагом и каждого класса (степени) точности.
Разд.2. (Измененная редакция, Изм. N 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания машинных и гаечных прямых метчиков на работоспособность и среднюю наработку до отказа и 95%-ную безотказную наработку должны проводиться на резьбонарезных или сверлильных станках, а гаечных метчиков с изогнутым хвостовиком - на гайконарезных автоматах, соответствующих установленным на них нормам точности и жесткости. Допускается проводить испытания на работоспособность гаечных метчиков с изогнутым хвостовиком в специальных приспособлениях на универсальном оборудовании.
Допускается испытания машинно-ручных метчиков 30 мм проводить на токарно-винторезных или токарных станках.
(Измененная редакция, Изм. N 1).
3.2. Крепление метчиков осуществляется при помощи патронов, удовлетворяющих установленным для них нормам точности и обеспечивающих самоустановление метчиков или изделия в радиальном направлении, компенсирующих отклонение от соосности отверстия и метчика.
3.3. Испытания метчиков на работоспособность, среднюю наработку до отказа и 95%-ную безотказную наработку должны проводиться на режимах обработки, указанных в табл.2 - для метрической резьбы, в табл.2а - для трубной резьбы.
Таблица 2
Тип метчиков | Номинальный диаметр | Скорость резания, м/мин | Обрабатываемый материал |
Машинные | От 1,0 до 1,8 | 2,0±0,30 | Сталь марки 45 по ГОСТ 1050, 197...212 НВ Для гаечных метчиков допускается сталь марок 10 или 20 по ГОСТ 1050, менее 170НВ при |
Св. 1,8 до 2,5 | 3,5±0,5 | ||
Св. 2,5 до 5,5 | 4,5±0,7 | ||
Св. 5,5 до 12,0 | 10,0±1,5 | ||
Св. 12,0 до 52,0 | 12,0±1,5 | ||
Гаечные | От 3,0 до 7,0 | 6,0±0,9 | |
Св. 7,0 до 11,0 | 8,0±1,0 | ||
Св. 11,0 до 30,0 | 10,0±1,5 | ||
Св. 30,0 до 52,0 | 12,0±1,5 |
Примечание. Скорость резания для одинарных метчиков с длиной режущей части, равной 3Р, при испытании следует уменьшить на 50%.
Таблица 2а
Обозначение размера резьбы | Скорость резания, м/мин | Обрабатываемый материал |
| 15±1,5 | Серый чугун по ГОСТ 1412, 140...180 НВ |
| 18±2,0 |
Примечание. При испытании по стали скорости резания следует уменьшить в 1,5 раза.
Длина нарезаемой резьбы при испытании на среднюю наработку до отказа и 95%-ную безотказную наработку для машинных метчиков - 8Р, для гаечных - 0,8.
3.4. В качестве смазочно-охлаждающей жидкости должен применяться сульфофрезол или 5%-ная эмульсия УКРИНОЛ-1, или масляная СОЖ MP-IV, или аквол.
3.3, 3.4. (Измененная редакция, Изм. N 1).
3.5. Испытаниям должны подвергаться одинарные метчики и метчики черновые и чистовые, входящие в комплект. Испытания чистовых метчиков, входящих в комплект, должны проводиться по отверстию, предварительно нарезанному черновыми метчиками.
3.6. При испытании на работоспособность каждым метчиком должна быть нарезана резьба в отверстиях, количество которых указано в табл.3.
Таблица 3
Номинальный диаметр метчика | Количество отверстий | Длина нарезаемой резьбы |
От 1,0 до 3,5 | 15 | 1 d; 0,75 d* |
Св. 3,5 до 20,0 Св. | 8Р; 6Р* | |
Св. 20,0 до 30,0 Св. | 10 | |
Св. 30,0 до 52,0 Св. | 8 | 6Р |
_______________
* Для одинарных метчиков для глухих отверстий при условии испытаний их в сквозных отверстиях.
3.7. После испытаний на работоспособность метчики не должны иметь выкрошенных мест на рабочей части и должны быть пригодны к работе.
3.8. Точность элементов резьбы, нарезанной метчиками, должна соответствовать указанной в табл.4.
Таблица 4
Точность метчиков | После* допуска или класс точности нарезаемой резьбы не грубее | |
нормальной | повышенной | |
Для метрической резьбы классов: | ||
1 | 5Н | 4Н |
2 | 6Н | 5Н |
3 | 7Н | 6Н |
Для трубной резьбы классов: | ||
А2, A3 | А | |
В1 | В | |
Для дюймовой резьбы степеней: | ||
| 3 | 2 |
________________
* Текст соответствует оригиналу. - Примечание "КОДЕКС".
3.6-3.8. (Измененная редакция, Изм. N 1).
3.8а. Приемочные значения средней наработки до отказа и 95%-ной безотказной наработки для выборки из 5 метчиков должны быть не менее указанных в табл.5.
Таблица 5*
_______________
* Действует до 01.01.93.
Обозначение размера резьбы, мм | Приемочные значения наработки (количество отверстий) | ||
средней | 95-процентной безотказной | ||
Машинные метчики | |||
1,0-1,2 | 0,25 | 300 | 120 |
1,4 | 0,30 | 290 | 115 |
1,6; 1,8 | 0,35 | 280 | 110 |
2,0 | 0,40 | 360 | 145 |
2,2; 2,5 | 0,45 | 320 | 130 |
3,0 | 0,50 | 400 | 160 |
4,0 | 0,70 | 370 | 150 |
5,0 | 0,80 | 370 | 150 |
6,0 | 1,00 | 440 | 175 |
8,0 | 1,25 | 410 | 165 |
10,0 | 1,50 | 600 | 240 |
12,0 | 1,75 | 575 | 230 |
14,0; 16,0 | 2,00 | 660 | 260 |
18,0-22,0 | 2,50 | 575 | 230 |
24,0; 27,0 | 3,00 | 510 | 205 |
30,0; 33,0 | 3,50 | 460 | 185 |
36,0; 39,0 | 4,00 | 410 | 160 |
42,0; 45,0 | 4,50 | 390 | 155 |
48,0; 52,0 | 5,00 | 360 | 145 |
Гаечные метчики | |||
3,0 | 0,50 | 2040 | 815 |
4,0 | 0,70 | 1960 | 785 |
5,0 | 0,80 | 1800 | 720 |
6,0 | 1,00 | 1770 | 705 |
8,0 | 1,25 | 1610 | 645 |
10,0 | 1,50 | 1460 | 585 |
12,0 | 1,75 | 1440 | 575 |
14,0; 16,0 | 2,00 | 1610 | 645 |
18,0-22,0 | 2,50 | 1380 | 550 |
24,0; 27,0 | 3,00 | 1090 | 435 |
30,0; 33,0 | 3,50 | 890 | 355 |
36,0; 39,0 | 4,00 | 690 | 275 |
42,0; 45,0 | 4,50 | 590 | 235 |
48,0; 52,0 | 5,00 | 480 | 190 |
Машинные для трубной резьбы | |||
| 0,907 | 900 | 360 |
| 1,337 | 980 | 390 |
| 1,814 | 760 | 305 |
| 2,309 | 575 | 230 |
(Введен дополнительно, Изм. N 1).
3.9. При контроле параметров метчиков должны применяться методы и средства измерения, погрешности которых не превышают:
- при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
- при измерении углов - 35% значения допуска на проверяемый угол;
- при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр,
3.10. Контроль параметров шероховатости поверхностей метчиков должен проводиться сравнением с образцами шероховатости по ГОСТ 9378 или образцовыми инструментами, имеющими значения шероховатости не более указанных в п.1.8.
Сравнение осуществляют визуально при помощи лупы ЛП-2-4 по ГОСТ 25706.
3.9, 3.10. (Измененная редакция, Изм. N 1).
3.11. Контроль внешнего вида осуществляется визуально.
3.12. Проверка твердости метчиков - по ГОСТ 9013 и ГОСТ 2999.
(Введен дополнительно, Изм. N 1).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Разд.4. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ. (Исключено, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2003
{kind=link}