ГОСТ Р 54133-2010/ISO/TS 13399-2:2005
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРЕДСТАВЛЕНИЕ И ОБМЕН ДАННЫМИ ПО РЕЖУЩИМ ИНСТРУМЕНТАМ
Часть 2
Справочный словарь по резке
Cutting tool data representation and exchange. Part 2. Reference dictionary for the cutting items
ОКС 25.100.01
35.240.50
Дата введения 2011-09-01
Предисловие
1 ПОДГОТОВЛЕН Научно-техническим центром "ИНТЕК" на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 декабря 2010 г. N 878-ст
4 Настоящий стандарт идентичен международному документу ИСО/ТС 13399-2:2005* "Представление и обмен данными по режущим инструментам. Часть 2. Справочный словарь по резке" (ISO/TS 13399-2:2005 "Cutting tool data representation and exchange - Part 2: Reference dictionary for the cutting items", IDT).
________________
*Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов и документов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт разработан в целях представления справочного словаря, обеспечивающего возможность использования общей информационной модели, установленной в ИСО 13399-1.
Режущий инструмент используют в обрабатывающем станке в целях удаления лишнего материала заготовки путем его срезания режущими кромками инструмента. Характеристики режущих инструментов, которые могут быть описаны с использованием комплекса стандартов ИСО 13399, должны включать в себя все элементы, располагающиеся между заготовкой и станком, но не ограничиваются только ими. С помощью настоящего стандарта может быть представлена информация о сменных пластинах (например, о режущих элементах правильной и неправильной форм), о цельных режущих инструментах (таких как цельное сверло или цельная фреза), монтируемых инструментах (например, о бурильных штангах, сверлах с механическим креплением сменных пластин и фрезах с механическим креплением), о переходниках (типах фрезерной оправки и сверлильного патрона), о деталях крепления (таких как шайбы, винты и хомуты), а также о связях между ними. Примеры разных сборок элементов режущего инструмента приведены на рисунке 1.
Комплекс международных документов ИСО/ТС 13399 подготовлен Техническим комитетом ИСО/ТК 29 "Ручной инструмент" и состоит из следующих частей, имеющих общий заголовок "Представление и обмен данными по режущим инструментам":
- часть 1. Обзор, основные принципы и общая информационная модель;
- часть 2. Справочный словарь по режущим элементам;
- часть 3. Справочный словарь по элементам резцов;
- часть 4. Справочный словарь по адаптивным элементам;
- часть 5. Справочный словарь по сборочным элементам;
- часть 50. Справочный словарь по системам ссылок и общим понятиям;
- часть 60. Справочный словарь по системам соединения;
- часть 100. Определения, принципы и методы для справочных словарей.
Комплекс международных документов ИСО 13399 представляет собой средство электронного представления данных по режущим инструментам с помощью информационной структуры, необходимой для описания данных о режущих инструментах и компоновках режущих инструментов, и предназначен для облегчения использования, манипулирования и обмена данными по режущим инструментам в процессе производства, распределения и использования.
В настоящем стандарте установлены термины, свойства и определения тех частей режущего инструмента, которые обеспечивают соединение компонентов режущего инструмента, за исключением элементов обработки резанием, и подсоединение инструмента к станку. Адаптивные элементы включают в себя зажимные патроны и инструментальные оправки. Цель настоящего стандарта - предоставить словарь ссылок, обеспечивающих поддерживание использования общей информационной модели, определенной в ИСО 13399-1.
Режущий инструмент с определенными режущими кромками используют на металлорежущем станке для удаления части материала заготовки путем сдвига режущих кромок резца. Данные режущего инструмента являются характеристиками режущего инструмента и его использования, которые должны быть известны и которые необходимо оценивать в целях принятия решений и выполнения производственных операций.
Комплекс международных документов ИСО 13399 включает в себя представление данных по всем объектам, начиная с заготовок и заканчивая металлорежущим станком. Происходит обмен информацией о вставках (например, сменных режущих пластинах правильной и сложной конфигураций), твердотельных резцах (например, сплошном сверле и концевой фрезе), сборных инструментах (например, расточных оправках, сверле и фрезах с многогранными режущими пластинами), адаптерах (например, фрезерных оправках и зажимных патронах), компонентах (например, регулировочных шайбах, винтах и зажимах) или о любых комбинациях вышеуказанных инструментов.
Примеры разных типов сборки элементов режущего инструмента приведены на рисунке 1.
Описание режущих инструментов включает в себя геометрические данные и данные о размерах, данные идентификации и назначения, смешанные данные и данные о запасных частях, режущем материале и о возможных соединениях компонентов.
Использование инструментальной информационной модели, представленной в комплексе международных документов ИСО 13399, должно обеспечивать повышенную производительность как пользователя, так и инструментальных средств. Эффективное управление инструментальной информацией улучшает использование инструментальных средств. Использование инструментальной информационной модели позволяет идентифицировать "правильный" инструмент для каждой операции, начиная с закупки инструментов, и затем - при планировании, установке в металлорежущем станке, техническом обслуживании и повторном использовании этих инструментов. При этом сокращается время производственного цикла и повышается надежность и качество продукции. Пользователи инструментов получают прямую выгоду в результате улучшения поддержки со стороны предприятия - поставщика инструментов, которое получает возможность предоставлять стандартную сопроводительную информацию к инструментальной продукции. Компьютерные интерфейсы для информационного обмена становятся более эффективными.
Целью комплекса международных документов ИСО 13399 является обеспечение заинтересованных сторон средствами представления информации, которая характеризует режущие инструменты в компьютеризированной форме, независимой от конкретной компьютерной системы. Такое представление облегчает обработку и обмен данными по режущим инструментам при использовании различного программного обеспечения и компьютерных комплексов, а также обеспечивает поддержку применения этих данных при производственном планировании, обработке резанием и поставке инструментальных средств. Характер описания режущих инструментов позволяет осуществлять не только нейтральный обмен файлами, но также является основой для внедрения и совместного использования баз данных о продукции для достижения поставленных целей. Методы, используемые для этих представлений, разработаны техническим комитетом ТК 184 "Системы промышленной автоматизации и интеграция" и подкомитетом ПК 4 "Промышленные данные для представления данных о продукции" с использованием стандартизованных информационных моделей и словарей ссылок.
Информационная модель представляет собой формальную спецификацию различных идей, фактов и процессов, которые вместе дают описание реального мира, представляющего интерес, и которые предоставляют набор правил интерпретации. Информация представляет собой знание идей, фактов и/или процессов. Данные являются символами или функциями, которые отображают информацию с использованием правил, указывающих, как следует выполнять конкретную операцию, и словаря для определения терминов, идентифицирующих эти данные. Все участники коммуникационного процесса должны использовать одну и ту же информационную модель, одинаковый набор правил и один и тот же словарь во избежание путаницы и неправильного понимания. Если информационная модель и ее словарь реализованы на машинно-ориентированном языке, дополнительную выгоду получают в случае, если модель и язык подходят для обработки на ЭВМ.
Следовательно, техническая информационная модель является спецификацией данных, определяющей смысл этих данных, в частности, их технический контекст. Модель должна быть разработана с помощью формальных методов для обеспечения того, что она будет удовлетворять потребностям конкретной ситуации. Техническая информационная модель определяет информационные объекты, которые представляют концепции технического приложения, атрибуты определенных объектов и их взаимоотношения, а также ограничения, имеющие дополнительные значения. Информационная модель является абстрактной концепцией, которую можно использовать многократно в любой ситуации в рамках представляемого реального мира. После заполнения модели элементами данных и их значениями, которые являются приемлемыми в частной ситуации реального мира, получают экземпляр модели.
Настоящий стандарт использует следующие ресурсы, разработанные ИСО ТК 184/ПК 4:
a) язык EXPRESS, соответствующий требованиям ИСО 10303-11 к определению информационной модели;
b) формат обмена данными, полученный из модели и определенный в ИСО 10303-21;
c) словарь данных, определенный в ИСО 13584.
Комплекс международных документов ИСО 13399 предназначен для использования на производстве, изготовителями и поставщиками инструментов, а также разработчиками производственного программного обеспечения. Он устанавливает общую структуру обмена данными о режущих инструментах (см. рисунок 1) и предназначен для обеспечения возможности или улучшения:
- представления общей совокупности определений для описания отдельных режущих инструментов и режущих инструментов в сборе;
- интеграции и совместного использования данных режущего инструмента и режущих инструментов в сборе между приложениями программного обеспечения;
- прямого импорта данных режущих инструментов поставщиков в базы данных заказчиков или прикладные программы;
- снижения усилий производителей в отношении представления точной текущей информации о режущих инструментах из разных источников и для множественных применений.
Разные компании используют разные бизнес-модели для определения потребности в передаче информации о своей продукции. Например, один производитель режущих инструментов может сам перетачивать инструменты для своих клиентов, в то время как другой производитель может разрешать покупателям выполнять перетачивание самостоятельно и предоставляет информацию о том, как это осуществить. Следовательно, два производителя режущих инструментов при общении могут использовать разные наборы свойств режущих инструментов, используя информационную модель и словари, установленные в комплексе международных документов ИСО 13399.
Комплекс международных документов ИСО 13339 определяет только ту информацию, которую можно передавать, но не устанавливает, какую информацию следует передавать.
|
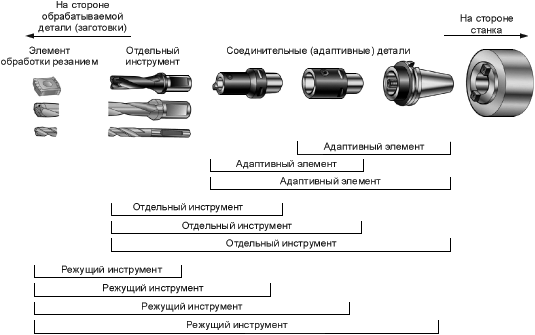
Рисунок 1 - Примеры разных типов сборок элементов
1 Область применения
Настоящий стандарт устанавливает словарь ссылок на элементы режущего инструмента, а также их описательные свойства и диапазон возможных значений. Словарь предназначен для представления данных по режущим инструментам и содержит следующую информацию:
- определения и идентификаторы классов режущих элементов и их характеристик в рамках соответствующей классификационной схемы;
- определения и идентификаторы типов элементов данных, представляющих свойства режущих элементов и их характеристики;
- определения и идентификаторы областей значений вышеуказанных типов элементов данных.
Каждые класс, свойство и область значений для конкретной сферы применения образуют статью справочного словаря, которая подходит для электронной обработки и понятна для чтения пользователем, а также обеспечивает возможность ее однозначного поиска с помощью словаря любого приложения, в котором реализована информационная модель, определенная в ИСО 13399-1.
Определения и идентификаторы словарных статей представлены с помощью стандартного набора данных, которые содержат в себе экземпляры типов языка EXPRESS в соответствии с общей схемой словаря, разработанной техническими комитетами ИСО ТК 184/ПК4/РГ2 и МЭК ПК3D, и ее расширениями, приведенными в ИСО 13584-24 и ИСО 13584-25.
В область применения настоящего стандарта входят:
- стандартные данные, представляющие разные классы режущих элементов и характеристики этих классов;
- стандартные данные, представляющие разные свойства и характеристики режущих элементов;
- стандартные данные, представляющие области значений, используемые для свойств и характеристик режущих элементов;
- системы координат для режущих элементов и их характеристик;
- метод обмена установленными стандартными данными.
Примечание 1 - Метод реализации обмена стандартными данными, приведенный в настоящем стандарте, установлен в ИСО 10303-21.
В область применения настоящего стандарта не входят:
- приложения, в которых допускается хранение вышеуказанных стандартных данных или обращение к ним;
- методы реализации запроса и обмена установленными стандартными данными, отличающиеся от метода, установленного в настоящем стандарте;
- информационные модели режущих инструментов;
- определения классов и свойств режущих элементов;
- определения классов и свойств адаптивных элементов;
- определения классов и свойств сборок режущих инструментов и оснастки.
Примечание 2 - Информационная модель режущих инструментов приведена в ИСО 13399-1.
Примечание 3 - Определения классов и характеристик режущих, адаптивных и компоновочных элементов приведены в ИСО/ТС 13399-3, ИСО/ТС 13399-4 и ИСО/ТС 13399-5 соответственно.
Примечание 4 - Термины и определения, использованные при составлении справочного словаря, приведены в разделе 3. Основная группа терминов и их определений, включенных в справочный словарь, приведена в приложениях В, С и D. Термины, используемые для определения структуры и содержания этого словаря, приведены в ИСО/ТС 13399-100.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 1832, Indexable inserts for cutting tools - Designation (Пластины многогранные сменные для режущих инструментов. Обозначение)
ISO 3002-1:1982, Basic quantities in cutting and grinding - Part 1: Geometry of the active part of cutting tools - General terms, reference systems, tool and working angles, chip breakers (Основные величины, относящиеся к процессам резания и шлифования. Часть 1. Геометрия рабочей части режущего инструмента. Основные термины, эталонные системы координат, углы резания и истинные углы режущего инструмента, стружколомы)
ISO 3002-3:1984, Basic quantities in cutting and grinding - Part 3: Geometric and kinematic quantities in cutting (Основные величины, относящиеся к процессам резания и шлифования. Часть 3. Геометрические и кинематические величины, относящиеся к процессу резания)
ISO 3365:1985, Indexable hardmetal (carbide) inserts with wiper edges, without fixing hole - Dimensions (Неперетачиваемые твердосплавные пластины с зачистными кромками без установочного отверстия. Размеры)
________________
Заменен на ISO 3365:2016.
ISO 5608:1995, Turning and copying tool holders and cartridges for indexable inserts - Designation (Державки обычного и картриджного типов для многогранных режущих пластинок, применяемые при токарных и копировальных работах. Обозначение)
________________
Заменен на ISO 5608:2012.
ISO 10303-1:1994, Industrial automation systems and integration - Product data representation and exchange - Part 1: Overview and fundamental principles (Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 1. Обзор и основные принципы)
ISO 10303-11:1994, Industrial automation systems and integration - Product data representation and exchange - Part 11: Description methods: The EXPRESS language reference manual (Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 11. Методы описания. Справочное руководство по языку EXPRESS)
________________
Заменен на ISO 10303-11:2004.
ISO 10303-21:1994, Industrial automation systems and integration - Product data representation and exchange - Part 21: Implementation methods: Clear text encoding of the exchange structure (Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 21. Методы реализации. Кодирование открытого текста структуры обмена)
________________
Заменен на ISO 10303-21:2016.
ISO 13399-1, Cutting tool data representation and exchange - Part 1: Overview, fundamental principles and general information model (Представление и обмен данными о режущих инструментах. Часть 1. Обзор, основные принципы и общая информационная модель)
ISO/TS 13399-100, Cutting tool data representation and exchange - Part 100: Definitions, principles and methods for reference dictionaries (Представление и обмен данными о режущих инструментах. Часть 100. Определения, принципы и методы для справочных словарей)
ISO 13584-1:2001, Industrial automation systems and integration - Parts library - Part 1: Overview and fundamental principles (Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 1. Обзор и основные принципы)
ISO 13584-24:2003, Industrial automation systems and integration - Parts library - Part 24: Logical resource: Logical model of a supplier library (Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 24. Логический ресурс. Логическая модель библиотеки поставщика)
ISO 13584-25:2004, Industrial automation systems and integration - Parts library - Part 25: Logical resource: Logical model of supplier library with aggregate values and explicit content (Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 25. Логический ресурс. Логическая модель библиотеки поставщика с агрегированными значениями и подробным содержанием)
ISO 13584-42:1998, Industrial automation systems and integration - Parts library - Part 42: Description methodology: Methodology for structuring part families (Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 42. Методология описания. Методология структурирования групп деталей)
________________
Заменен на ISO 13584-42:2010.
3 Термины и определения
В настоящем стандарте применены термины по ИСО 10303-1, ИСО 10303-11, ИСО 13584-1, ИСО 13584-24, ИСО 13584-42, а также следующие термины с соответствующими определениями:
3.1 применимое свойство (applicable property): Свойство, определяемое для конкретного семейства изделий, применимое для любого элемента этого семейства.
[ИСО 13584-24]
3.2 основная семантическая единица (basic semantic unit; BSU): Логический объект, представляющий абсолютную и универсальную идентификацию классов и типов элементов данных в конкретной области применения.
[ИСО 13584-42]
3.3 стружка (chip): Материал, удаляемый с обрабатываемой заготовки в процессе резания.
3.4 режущий инструмент (cutting tool): Устройство, предназначенное для удаления материала с обрабатываемой детали с помощью сдвигающих действий режущей кромки.
Примечание - Режущий инструмент может состоять из одной или более адаптивных деталей, элементов резца и нескольких режущих элементов на устройстве резца (см. рисунок 1).
[ИСО 13399-1]
3.5 данные (data): Представление концепций фактов или инструкций в виде, который может быть использован для коммуникации, интерпретации или их обработки человеком или на компьютере.
[ИСО 10303-1]
3.6 тип элементов данных (data element type; DET): Единица данных, для которой определена идентификация, описание и представление.
[ИСО 13584-42]
3.7 обмен данными (data exchange): Хранение, оценка, передача и архивирование данных.
[ИСО 10303-1]
3.8 тип данных (data type): Домен значений.
[ИСО 10303-11]
3.9 словарь (dictionary): Структурированный набор статей, имеющих значение, соответствующее каждой статье, и статью, идентифицирующую одно значение.
Примечание - В соответствии с ИСО 13399 словарь - это формальное и машинно-ориентированное представление онтологии.
3.10 сущность объекта (entity): Класс информации, определенной ее атрибутами, которые определяют область значений в соответствии с общими атрибутами и ограничениями.
3.11 тип данных сущности (entity data type): Представление логического объекта.
3.12 экземпляр сущности (entity instance): Единица данных, представляющая единицу информации в пределах класса, определенного сущностью.
3.13 семейство элементов (family of items): Простое или родовое семейство элементов.
[ИСО 13584-42]
3.14 родовое семейство элементов (generic family of items): Группирование простых или родовых семейств элементов в целях классификации или для обобщения общей информации.
[ИСО 13584-42]
3.15 метод реализации (implementation method): Средства, предназначенные для обработки данных или обмена данными на компьютере.
3.16 информация (information): Факты, понятия или инструкции.
[ИСО 10303-1]
3.17 информационная модель (information model): Формальное описание ограниченного количества информации в целях приведения в соответствие особому требованию.
[ИСО 10303-1]
3.18 фасонная сменная пластина; фасонная вставка (irregular insert): Сменный режущий элемент, который не может быть описан как фигура правильной геометрической формы.
3.19 обработанная поверхность (machined surface): Поверхность, полученная в результате воздействия на нее режущего инструмента.
[ИСО 3002-1]
3.20 онтология (ontology): Подробная согласованная спецификация концепций области применения, независимая от любого использования этих концепций.
Примечание - В соответствии с ИСО 13339* словарь - это формальное и машинно-ориентированное представление онтологии.
_____________
* Вероятно, ошибка оригинала. Следует читать: ИСО 13399. - .
3.21 свойство (property): Характеристика продукта или процесса, которая может быть представлена типом элементов данных.
[ИСО 13584-42]
3.22 сменная пластина правильной формы; вставка правильной формы (regular insert): Сменный режущий элемент, который может быть описан как фигура правильной геометрической формы.
3.23 простое семейство элементов (simple family of items): Совокупность элементов, в которой каждый элемент может характеризоваться одной и той же группой свойств.
[ИСО 13584-42]
3.24 переходная поверхность; поверхность резания (transient surface): Часть поверхности заготовки, образующаяся в процессе резания, которая удаляется в ходе последующей операции резания посредством кругового движения режущего инструмента, вращения заготовки или снятия режущей кромкой.
[ИСО 3002-1]
3.25 видимое свойство (visible property): Свойство, определяемое для семейства элементов, которое приемлемо или нет для разных элементов этого семейства.
[ИСО 13584-42]
3.26 обрабатываемая деталь или заготовка (workpiece): Объект, подвергаемый действию резанием.
3.27 рабочая поверхность (work surface): Поверхность, которая должна быть удалена с обрабатываемой заготовки.
[ИСО 3002-1]
4 Представление онтологических понятий как словарных статей
4.1 Общие положения
В онтологии понятия должны иметь имя, набранное строчными буквами. Имя класса, под которым понятие представлено в словаре, должно быть набрано строчными буквами полужирным шрифтом, а слова, образующие это имя, должны быть соединены между собой линиями, расположенными внизу между словами.
Например, режущий элемент (cutting item) в онтологии представляет собой имя понятия, a cutting_item_type является идентификатором класса в словаре, который описывает это понятие.
Режущие элементы представляют двумя основными классами: cutting_item_feature и cutting_item_type. Схема классификации приведена в приложении В, а определения классов режущих элементов - в приложении С.
4.2 Класс cutting_item_feature
4.2.1 Общие положения
Cutting_item_feature содержит информацию о характеристиках режущего элемента, которые не могут существовать независимо от самого элемента. Класс cutting_item_feature включает в себя следующие подклассы:
- chip_breaker (стружколом);
- cutting_corner (угол при вершине резца);
- cutting_edge (режущая кромка);
- cutting_item_coating (покрытие режущего инструмента);
- cutting_item_materia (материал режущего инструмента);
- cutting_item_profile (профиль режущего инструмента);
- fixing_hole (установочное отверстие);
- flank (задняя поверхность);
- gauge_circle (калибровочная окружность);
- inscribed_circle (вписанная окружность).
4.2.2 chip_breaker
Chip_breaker - это передняя поверхность режущего элемента, предназначенная для регулирования или удаления стружки.
4.2.3 cutting_corner
Cutting_corner - это угол между двумя режущими кромками. Класс cutting_corner включает в себя следующие подклассы:
- chamfered_corner (скошенная вершина);
- rounded_corner (закругленная вершина).
4.2.4 cutting_edge
Cutting_edge - это переход между двумя поверхностями, с помощью которого выполняется операция резания. Класс cutting_edge включает в себя следующие подклассы:
- cutting_edge_conditioned (режущая кромка ровная);
- cutting_edge_interrupted (режущая кромка прерывистая);
- cutting_edge_major (режущая кромка главная);
- cutting_edge_minor (режущая кромка вспомогательная);
- wiper_edge (зачистная кромка).
4.2.5 cutting_item_coating
Cutting_item_coating - это дополнительный материал, наносимый на поверхность режущего элемента.
Примечание - Покрытие режущего элемента может состоять из слоев разных материалов.
4.2.6 cutting_item_material
Cutting_item_material - это материал, из которого изготовлен режущий элемент.
4.2.7 cutting_item_profile
Cutting_item_profile - это контур, вычерчиваемый режущими кромками режущего элемента. Класс cutting_item_profile включает в себя следующие подклассы:
- ball_nosed_profile (сферический профиль);
- drilling_profile (профиль сверла);
- grooving parting profile (профиль стружкоразделительной канавки);
- threading_profile (резьбовой профиль).
4.2.8 fixing_hole
Fixing_hole - это сквозное отверстие в корпусе сменного режущего элемента, используемое для крепления режущего элемента к инструменту.
4.2.9 flank
Flank - это одна или несколько поверхностей режущего элемента, которые проходят над поверхностью резания заготовки. Класс flank включает в себя следующие подклассы:
- flank_major (главная задняя поверхность);
- flank_minor (вспомогательная задняя поверхность);
- flank_wiper_edge (задняя зачистная кромка).
4.2.10 gauge_circle
Gauge_circle - это окружность, определяемая измерительным прибором для режущего элемента, не имеющего вписанной окружности (см. 4.2.11).
4.2.11 inscribed_circle
lnscribed_circle - это окружность, по отношению к которой все кромки равносторонней или круглой режущей пластины правильной формы являются касательными.
4.3 Класс cutting_item_type
4.3.1 Общие положения
Класс cutting_item_type - это родовой класс режущих элементов, описываемых с помощью их геометрических характеристик, включающий в себя в качестве подклассов следующие простые семейства элементов:
- equilat_equiang (равносторонний равноугольный);
- equilat_nonequiang (равносторонний неравноугольный);
- nonequilat_equiang (неравносторонний равноугольный);
- nonequilat_nonequiang (неравнесторонний неравноугольный);
- round_insert (с круглыми вставками);
- specific_profile_insert (с фасонными вставками).
4.3.2 equilat_equiang
Equilat_equiang - это тип режущего элемента правильной геометрической формы со сторонами равной длины и равными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами форм ИСО Н, О, Р, S и Т.
Класс equilat_equiang включает в себя в качестве подклассов следующие элементы:
- hexagonal_insert (шестиугольная вставка);
- octagonal_insert (восьмиугольная вставка);
- pentagonal_insert (пятиугольная вставка);
- square_insert (квадратная вставка);
- triangular_insert (треугольная вставка).
4.3.3 equilat_nonequiang
Equilat_nonequiang - это тип режущего элемента правильной геометрической формы со сторонами равной длины и неравными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами форм ИСО С, D, Е, М, а также с кодами V - для ромбических вставок и W - для треугольных вставок.
Класс equilat_nonequiang включает в себя в качестве подклассов следующие элементы:
- rhombic_insert (ромбическая вставка);
- trigon_insert (трехгранная вставка).
4.3.4 nonequilat_equiang
Nonequilat_equiang - это тип режущего элемента правильной геометрической формы со сторонами неравной длины и равными прилежащими углами.
Примечание - Этот класс содержит вставки с кодом формы ИСО L.
Класс nonequilat_equiang включает в себя в качестве подклассов следующий элемент:
- rectangular_insert (прямоугольная вставка).
4.3.5 nonequilat_nonequiang
Nonequilat_nonequiang - это тип режущего элемента правильной геометрической формы со сторонами неравной длины и неравными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами форм ИСО А, В и K.
Класс nonequilat_nonequiang включает в себя в качестве подклассов следующий элемент:
- parallelogram_insert (параллелограммная вставка).
4.3.6 round_insert
Round_insert - это тип режущего элемента с круглыми режущими кромками.
Примечание - Этот класс содержит вставки с кодом формы ИСО R.
4.3.7 specific_profile_insert
Specific_profile_insert - это тип режущего элемента с заданной формой профиля.
Примечание - Синонимическое имя - irregular_insert.
4.4 Координатная система режущих элементов
4.4.1 Общие положения
Координатные системы - это геометрические оси координат, определяющие координатные плоскости и местоположение объектов на них, и позволяющие описывать характеристики режущих и других элементов режущего инструмента. Иллюстрации положений режущих элементов в системах координат приведены в приложении G.
Примечание - В процессе резания обычно используют инструментальную систему координат (см. ИСО 3002-1).
Существуют следующие классы координатных систем для режущих элементов:
- coordinate_axis_system (система координатных осей);
- irregular_insert_position (положение фасонной вставки);
- mirror_plane (зеркальная плоскость);
- regular_insert_position (положение вставки правильной формы);
- xy_plane (плоскость ху);
- xz_plane (плоскость xz);
- yz_plane (плоскость yz).
4.4.2 coordinate_axis_system
Coordinate_axis_system - это правосторонняя прямоугольная система декартовых координат в трехмерном пространстве с тремя главными осями X, Y и Z.
4.4.3 irregular_insert_position
lrregular_insert_position - это фасонная вставка, расположенная в системе координатных осей в квадранте XY таким образом, что режущие кромки находятся в плоскости XY, профиль режущего инструмента указывает отрицательное направление оси Y, передний край профиля указывает положительное направление оси X, а боковая кромка вставки лежит на оси Y.
4.4.4 mirror_plane
Mirror_plane - это плоскость XZ в координатной системе.
4.4.5 regular_insert_position
Regular_insert_position - это вставка правильной формы, расположенная в системе координатных осей в квадранте XY таким образом, что режущие кромки находятся в плоскости XY, профиль режущего инструмента указывает отрицательное направление оси Y, основная режущая кромка лежит на положительной оси X, а теоретическая точка режущей кромки вставки - на оси Y.
Примечание 1 - Это определение относится к правосторонним вставкам; левосторонние вставки располагаются зеркально в плоскости XZ.
Примечание 2 - Положения вставок правильной формы указаны на рисунке G.12.
4.4.6 xy_plane
xy_plane - это плоскость системы координат с осями X и Y и перпендикулярной к ним осью Z в положительном направлении.
4.4.7 xz_plane
xz_plane - это плоскость системы координат, с осями X и Z и перпендикулярной к ним осью Y в положительном направлении.
4.4.8 yz_plane
yz_plane - это плоскость системы координат с осями Y и Z и перпендикулярной к ним осью X в положительном направлении.
5 Характеристики и свойства разных типов режущих инструментов
Свойства и характеристики разных типов режущих элементов приведены в приложении D, в котором свойства ассоциируются с соответствующими классами. В словарь включают все видимые свойства корневого класса, применимые на уровне класса, с которым они связаны. Наименования характеристик и свойств разных типов режущих элементов, а также их идентификационные коды (BSU) приведены в таблице 1. При электронной обработке имена в этой таблице должны считываться построчно в направлении слева направо.
Примечание - Идентификационные коды являются уникальными, если в качестве префикса содержат наименование первоисточника.
Пример - Уникальным идентификатором типа ball_nosed является ISO 13399-71D1AE0CB32D1.
Таблица 1 - Наименования свойств режущих элементов
Наименование свойства | Идентифи- | Наименование свойства | Идентифи- |
ball nosed | 71D1AE0CB32D1 | chamfer corner | 71DD700D27A8A |
chip breaker | 71CED0217FA18 | chip breaker face count | 71CE7A85CC4F9 |
chip breaker width | 71CE7A870948A | clamping type code | 71E0C8E2B1CDB |
clearance angle major | 71DD70308D3E3 | clearance angle minor | 71DD7030E0A00 |
clearance angle wiper edge | 71DD7031A98E9 | coated | 71DD703B84298 |
connection code machine side | 71D102AE3B252 | corner chamfer angle | 71DD6C88F9210 |
corner chamfer length | 71DD6C895C25B | corner chamfer width | 71DD6C89A120F |
corner count | 71CEAE9B67E4C | corner identity | 71DD6C8802580 |
corner radius | 71DD6C8ACA503 | cutting depth maximum | 71CEAEBD5A66A |
cutting edge angle major | 71CE7AA02C1CC | cutting edge angle major lh | 71CE7AA3440B4 |
cutting edge angle major rh | 71CE7AA78C2F0 | cutting edge condition | 71DD701137BA8 |
cutting edge condition code | 71DD6C90953D8 | cutting edge count | 71CEAE9B489F4 |
cutting edge curvature | 71DD6C950E7CC | cutting edge effective length | 71DD6C958C615 |
cutting edge identity | 71DD6C8B86265 | cutting edge length | 71DD6C95DA49B |
cutting width | 71CEAEBE2B825 | depth of cut maximum | 71D07576C0558 |
drilling profile (профиль сверла) | 71D1AE126DEFD | face land angle | 71DD6C9332D2C |
face land size code | 71DD6C9371B86 | face land width | 71DD6C9394F40 |
fixing hole | 71DC829BC044 | fixing hole diameter | 71CE7A968C8FE |
Продолжение таблицы 1
Наименование свойства | Идентифи- | Наименование свойства | Идентифи- |
flank identity | 7DD70158265C | gauge diameter | 71E037869D06C |
gauge distance | 71E0378746578 | grind style code | 71E037892110A |
grooving parting profile | 71D1AE0A99D63 | inscribed circle | 71D1C82A5036D |
inscribed circle diameter | 71CE7A96D9F7D | insert body width | 71CE7A9751A90 |
insert cutting diameter | 71CF30F02C968 | insert diameter | 71D20799C721A |
insert hand | 71CE7A979F41C | insert included angle | 71CE7A96BC122 |
insert index count | 71CE7AA1998FF | insert interface code | 71CE7A9936610 |
insert lead angle | 71CF30F9DFE37 | insert length | 71CE7A9DFA23A |
insert mounting style code | 71CE7A97711B8 | insert rake angle | 71CE7A9EDACA1 |
insert seat size code | 71CEAEBF2A69F | insert shape code | 71CE7A9F0C79F |
insert thickness | 71CE7A9F5308C | insert width | 71CE7A9FB11C3 |
interrupted edge | 71DD701175021 | m-dimension | 71CE7AA0972DB |
m | 71CE7AA05C819 | overall length minimum | 71E037863978B |
profile angle lh | 71CEAEBEAB020 | profile angle rh | 71CEAEBED837E |
profile distance ex | 71CEAEBFEF1B4 | profile distance ey | 71CEAEC0139BB |
profile included angle | 71CEAEBF0C234 | profile radius | 71E019EBAE1B1 |
profile specification | 71DF8C5D91804 | profile style code | 71CE7E6520B87 |
relief angle | 71DD9D00193A7 | relief angle lh | 71CE7E6520B87 |
relief angle rh | 71CR7E6569AB5 | rounded corner | 71DD7011A3D86 |
taper gradient | 71CEAEC02FEBD | thread form type | 71D1A69F60053 |
thread height actual | 71DF5BE65F86F | thread height difference | 71DF5BE617131 |
Окончание таблицы 1
Наименование свойства | Идентифи- | Наименование свойства | Идентифи- |
thread height theoretical | 71DF5BE5BCEBE | thread pitch | 71CEAEC08D4B0 |
thread pitch diameter limit | 71DF154936C1D | thread pitch maximum | 71D1A6A283836 |
thread pitch minimum | 71D1A6A247E1F | thread profile type | 71CEAEC114603 |
thread type | 71D1A6A16E6ED | threading length | 71E02C65BB9DA |
threading profile | 71D1AE0A79DEF | threads per inch | 71D1A6AAC8707 |
threads per inch maximum | 71D1A6AB8F739 | threads per inch minimum | 71D1A6AB6FB19 |
tipped cutting edge code | 71CE7AA1E3D75 | tolerance class insert | 71CE7AA215888 |
tolerance class thread | 71CED022114EC | tooth count | 71CEAEBF8A68E |
weight of item | 71CED03C97AAB | wiper edge | 71CED022114EC |
wiper edge length | 71CE7AA249F88 | wiper edge radius | 71CE7AA2E50BE |
Приложение А
(справочное)
Регистрация информационного объекта
А.1 Идентификация документа
Для идентификации информационного объекта в открытой системе настоящему стандарту присвоен следующий идентификатор объекта:
{ISO standard 13399 part (2) version (1)}
Смысл этого значения аналогичен приведенному в ИСО/МЭК 8824-1 и ИСО 13584-1.
А.2 Идентификация словаря
Словарь, определенный в настоящем стандарте, имеет следующий идентификатор объекта:
{ISO standard 13399 part (2) version (1) object (1) cutting items (1)}
Приложение В
(справочное)
Классификационные таблицы
Схема классификации родовых семейств элементов в словаре с расширенной структурой для классов и типов режущих элементов приведена в таблице В.1.
Примечание - В приложении С приведены определения всех классов, имеющих отношение к режущим элементам, а также классов координатных систем, используемых для определения свойств и характеристик разных типов режущих элементов.
Таблица В.1
Классификационная структура | Родительский класс | Класс BSU | ||||
Библиотека режущих инструментов | Корневой | 71CE7A725CDA7 | ||||
Характеристика вспомогательного элемента | 71CE7A725CDA7 | 71DD7037F03CC | ||||
Тип вспомогательного элемента | 71CE7A725CDA7 | 71CE7A789BBF8 | ||||
Характеристика адаптивного элемента | 71CE7A725CDA7 | 71DD7037C4C2C | ||||
Тип адаптивного элемента | 71CE7A725CDA7 | 71СЕ7А78Е44ВС | ||||
Характеристика элемента сборки | 71CE7A725CDA7 | 71DD70379BEC9 | ||||
Тип элемента сборки | 71CE7A725CDA7 | 71СЕ7А795С05С | ||||
Характеристика режущего элемента | 71CE7A725CDA7 | 71DD6C82F72DA | ||||
Стружколом | 71DD6C82F72DA | 71DD6C870BCCA | ||||
Угол резания | 71DD6C82F72DA | 71DD6C87BB5E1 | ||||
Скошенный угол | 71DD6C87BB5E1 | 71DD6C884C4BD | ||||
Закругленный угол | 71DD6C87BB5E1 | 71DD6C8A9985E | ||||
Режущая кромка | 71DD6C82F72DA | 71DD6C8B42A9E | ||||
Ровная режущая кромка | 71DD6C8B42A9E | 71DD6C8C4F46C | ||||
Прерывистая режущая кромка | 71DD6C8B42A9E | 71DD6C93E8F02 | ||||
Главная режущая кромка | 71DD6C8B42A9E | 71DD6C9466F30 | ||||
Вспомогательная режущая кромка | 71DD6C8B42A9E | 71DD6C961D7FE | ||||
Зачистная кромка | 71DD6C8B42A9E | 71DD6C9A21689 | ||||
Покрытие режущего элемента | 71DD6C82F72DA | 71DD9D01038CF | ||||
Материал режущего элемента | 71DD6C82F72DA | 71DD703BE6B82 | ||||
Профиль режущего элемента | 71DD6C82F72DA | 71DD70030304C | ||||
Сферический профиль | 71DD70030304C | 71DD700BC8BE2 | ||||
Профиль сверла | 71DD70030304C | 71DD700BE1D04 | ||||
Профиль стружко- разделительной канавки | 71DD70030304C | 71DD700BFD9B9 | ||||
Профиль резьбы | 71DD70030304C | 71DD700C151B5 | ||||
Установочное отверстие | 71DD6C82F72DA | 71DD7014BF2A1 | ||||
Задняя поверхность | 71DD6C82F72DA | 71DD70155A4B1 | ||||
Главная задняя поверхность | 71DD70155A4B1 | 71DD7015F073B | ||||
Вспомогательная задняя поверхность | 71DD70155A4B1 | 71DD701618C71 | ||||
Задняя зачистная кромка | 71DD70155A4B1 | 71DD70163AA42 | ||||
Калибровочная окружность | 71DD6C82F72DA | 71Е03787СА636 | ||||
Вписанная окружность | 71DD6C82F72DA | 71DD7032B51CD | ||||
Тип режущей кромки | 71CE7A725CDA7 | 71D1AA6C8FC75 | ||||
Равносторонний равноугольный | 71D1AA6C8FC75 | 71D1AA486FF89 | ||||
Шестиугольная вставка | 71D1AA486FF89 | 71DD68D7A8E5F | ||||
Восьмиугольная вставка | 71D1AA486FF89 | 71DD68D7CBFA | ||||
Пятиугольная вставка | 71D1AA486FF89 | 71DD68D80B094 | ||||
Квадратная вставка | 71D1AA486FF89 | 71DD68D829217 | ||||
Треугольная вставка | 71D1AA486FF89 | 71DD68D8446CE | ||||
Равносторонний неравноугольный | 71D1AA6C8FC75 | 71D1AE11B8B77 | ||||
Ромбическая вставка | 71D1AE11B8B77 | 71DD68D301C30 | ||||
Трехгранная вставка | 71D1AE11B8B77 | 71DD68D73218C | ||||
Неравносторонний равноугольный | 71D1AA6C8FC75 | 71D1AE120D96E | ||||
Треугольная вставка | 71D1AE120D96E | 71DD68D91938A | ||||
Неравносторонний неравноугольный | 71D1AA6C8FC75 | 71DDAA489FD6E | ||||
Параллелограмм- ная вставка | 71DDAA489FD6E | 71DD68D966F52 | ||||
Круглая вставка | 71D1AA6C8FC75 | 71D1AA6635E76 | ||||
Фасонная вставка | 71D1AA6C8FC75 | 71DDA089C8D1E | ||||
Операция резания | 71CE7A725CDA7 | 71СЕСС668Е4В | ||||
Режущий инструмент | 71CE7A725CDA7 | 71СЕ7А7А5038В | ||||
Координатная система | 71CE7A725CDA7 | 71CF2968F7A9E | ||||
Положение адаптивного элемента | 71CF2968F7A9E | 71D9F4A9D1AE | ||||
Система осей координат | 71CF2968F7A9E | 71D188F129725 | ||||
Положение вставки неправильной формы | 71CF2968F7A9E | 71D1A2CB23A32 | ||||
Главная вставка | 71CF2968F7A9E | 71D0808DA853B | ||||
Зеркальная плоскость | 71CF2968F7A9E | 71D19F532AC75 | ||||
Положение призматического элемента | 71CF2968F7A9E | 71D10668FA109 | ||||
Положение вставки правильной формы | 71CF2968F7A9E | 71D0181931BAE | ||||
Положение круглого элемента инструмента | 71CF2968F7A9E | 71D19F4B58F60 | ||||
Плоскость XY | 71CF2968F7A9E | 71D188FC65486 | ||||
Плоскость XZ | 71CF2968F7A9E | 71CF29A3CDE2F | ||||
Плоскость YZ | 71CF2968F7A9E | 71D188F971983 | ||||
Характеристика элемента инструмента | 71CE7A725CDA7 | 71DD7037671D | ||||
Тип элемента инструмента | 71CE7A725CDA7 | 71СЕ7А79С0904 | ||||
Приложение С
(справочное)
Определения классов
С.1 Содержание и представление информации
Настоящее приложение распространяется на характеристики и типы классов режущих элементов, а также на координатные системы, необходимые для определения свойств указанных классов.
Информация по каждому классу представлена следующим образом:
Код BSU-номер версии | Номер пересмотра | |
Предпочтительное имя | Краткое имя | |
Определение | ||
Примечания | ||
Подклассы: | ||
Свойства: |
С.2. Классы
71CE7A72B6DA7-1 | 1 | ||
библиотека режущих инструментов | ctl | ||
Библиотека элементов, характеризуемых по связям с инструментами машинной резки, компонентами и сборочными узлами. | |||
Подклассы: | |||
71DD6C82F72DA-001 | - | характеристика режущего элемента; | |
71D1AA6C8FC75-001 | - | тип режущего элемента; | |
71CF2968F7A9E-001 | - | координатная система. | |
71DD6C82F72DA-1 | 1 | ||
характеристика режущего элемента | cif | ||
Характеристика режущего элемента, относящаяся только к данному элементу. | |||
Подклассы: | |||
71DD6C870BCCA-001 | - | стружколом; | |
71DD6C87BB5E1-001 | - | угол резания; | |
71DD6C8B42A9E-001 | - | режущая кромка; | |
71DD70030304C-001 | - | профиль режущего элемента; | |
71DD7014BF2A1-001 | - | установочное отверстие; | |
71DD70155A4B1-001 | - | задний угол; | |
71DD7032B51CD-001 | - | вписанная окружность; | |
71DD703BE6B82-001 | - | материал режущего элемента; | |
71DD9D01038CF-001 | - | покрытие режущего элемента; | |
71Е03787СА636-001 | - | калибровочная окружность. | |
71DD6C870BCCA-1 | 1 | ||
стружколом | cbkr | ||
Передняя грань режущего элемента, предназначенная для регулирования отвода стружки. | |||
Примечание - Стружколом представляет собой либо индивидуальную канавку режущего элемента, либо препятствие для стружки, которое крепится к передней грани режущего элемента. | |||
Свойства: | |||
71СЕ7А870948А-1 | - | ширина стружколома; | |
71CE7A9EDACA1-1 | - | главный передний угол вставки. | |
71DD6C87BB5E1-1 | 1 | ||
угол при вершине резания | corner | ||
Сопряжение двух режущих кромок. | |||
Свойства: | |||
71DD6C8802580-1 | - | идентификатор вершины. | |
Подклассы: | |||
71DD6C884C4BD-001 | - | скошенная вершина; | |
71DD6C8A9985E-001 | - | закругленная вершина. | |
71DD6C884C4BD-1 | 1 | ||
скошенная вершина | chcc | ||
Линейное сопряжение двух режущих кромок. | |||
Свойства: | |||
71DD6C88F9210-1 | - | угол фаски; | |
71DD6C895C25B-1 | - | длина фаски; | |
71DD6C89A120F-1 | - | ширина фаски. | |
71DD6C8A9985E-1 | 1 | ||
скругленный угол | rndc | ||
Нелинейное сопряжение двух режущих кромок. | |||
Свойства: | |||
71DD6C8ACA503-1 | - | радиус закругления. | |
71DD6C8B42A9E-1 | 1 | ||
режущая кромка | ctedg | ||
Линия пересечения двух режущих поверхностей. | |||
Свойства: | |||
71DD6C8B86265-1 | - | идентификатор режущей кромки; | |
71DD6C9332D2C-1 | - | угол передней грани; | |
71DD6C9371B86-1 | - | код передней грани; | |
71DD6C9394F40-1 | - | ширина передней грани. | |
Подклассы: | |||
71DD6C8C4F46C-001 | - | ровная режущая кромка; | |
71DD6C93E8F02-001 | - | прерывистая режущая кромка; | |
71DD6C9466F30-001 | - | главная режущая кромка; | |
71DD6C961D7FE-001 | - | вспомогательная режущая кромка; | |
71DD6C9A21689-001 | - | зачистная кромка. | |
71DD6C8C4F46C-1 | 1 | ||
ровная режущая кромка | ctec | ||
Тип режущей кромки с конкретными характеристиками. | |||
Свойства: | |||
71DD6C90953D8-1 | - | код состояния ровной режущей кромки. | |
71DD6C93E8F02-1 | 1 | ||
прерывистая режущая кромка | ceint | ||
Режущая кромка с зазубринами, предотвращающими образование стружки в соответствующих точках. | |||
Примечание - Зазубрины предназначены для уменьшения размера стружек, образуемых определенными типами режущих инструментов. | |||
71DD6C9466F30-1 | 1 | ||
главная режущая кромка | cemj | ||
Линия пересечения передней и главной задней поверхностей, по которой осуществляют операцию резания для получения обработанной поверхности заготовки. | |||
Свойства: | |||
71СЕ7АА3440В4-1 | - | левый задний угол в плане; | |
71CE7AA78C2F0-1 | - | правый задний угол в плане; | |
71DD6C950E7CC-1 | - | кривизна режущей кромки; | |
71DD6C958C615-1 | - | эффективная длина режущей кромки; | |
71DD6C95DA49B-1 | - | длина режущей кромки. | |
71DD6C961D7FE-1 | 1 | ||
вспомогательная режущая кромка | cemn | ||
Линия пересечения передней и вспомогательной задней поверхностей режущего инструмента, по которой не осуществляют операцию резания для получения обработанной поверхности заготовки. | |||
71DD6C9A21689-1 | 1 | ||
зачистная кромка | wpe | ||
Режущая кромка, которая не участвует в конфигурировании обработанной поверхности. | |||
Свойства: | |||
71СЕ7АА02С1СС-1 | - | главный угол резания в плане; | |
71CE7AA249F88-1 | - | длина зачистной кромки; | |
71СЕ7АА2Е50ВЕ-1 | - | радиус зачистной кромки; | |
71DD7031A98E9-1 | - | зачистная кромка заднего угла резца. | |
71DD9D01038CF-1 | 1 | ||
покрытие режущего элемента | coating | ||
Дополнительный материал, наносимый на поверхность режущего элемента. | |||
Примечание - Покрытие режущего элемента может состоять из нескольких слоев материалов. | |||
71DD703BE6B82-1 | 1 | ||
материал режущего элемента | material | ||
Вещество, из которого изготовлен режущий элемент. | |||
71DD70030304C-1 | 1 | ||
профиль режущего элемента | ciprf | ||
Форма, описываемая режущими кромками режущего элемента. | |||
Подклассы: | |||
71DD700BC8BE2-001 | - | сферический профиль; | |
71DD700BE1D04-001 | - | профиль сверла; | |
71DD700BFD9B9-001 | - | профиль стружкоразделительной канавки; | |
71DD700C151B5-001 | - | профиль резьбы. | |
71DD700BC8BE2-1 | 1 | ||
сферический профиль | bnprf | ||
Форма периметра режущего элемента, образующая профиль полусферы. | |||
Свойства: | |||
71CE7A9DFA23A-1 | - | длина вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71CE7A9FB11C3-1 | - | ширина вставки; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71DD6C8802580-1 | - | идентификатор закругления; | |
71DD6C8ACA503-1 | - | радиус закругления; | |
71DD9D00193A7-1 | - | задний угол. | |
71DD700BE1D04-1 | 1 | ||
профиль сверла | drprf | ||
Форма периметра режущего элемента, которая создает просверленное отверстие. | |||
Свойства: | |||
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CF30F02C968-1 | - | диаметр, вырезаемый вставкой; | |
71DD700D27A8A-1 | - | угол фаски; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD701175021-1 | - | свойство прерывистой кромки; | |
71DD7011A3D86-1 | - | закругленный угол; | |
71Е037892110А-1 | - | код режима шлифовки. | |
71DD700BFD9B9-1 | 1 | ||
профиль стружкоразделительной канавки | gpprf | ||
Форма периметра режущего элемента, образующая профиль канавки. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71СЕ7АА3440В4-1 | - | левый главный угол в плане; | |
71CE7AA78C2F0 | - | правый главный угол в плане; | |
71СЕ7Е6520В87-1 | - | левый задний угол; | |
71СЕ7Е6569АВ5-1 | - | правый задний угол; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CEAEBD5A66A-1 | - | максимальная глубина резания; | |
71CEAEBDE5798-1 | - | код типа профиля; | |
71СЕАЕВЕ2В825-1 | - | ширина резания; | |
71СЕАЕВЕАВ020-1 | - | левый профильный угол; | |
71CEAEBED837E-1 | - | правый профильный угол; | |
71CEAEBF0C234-1 | - | прилегающий профильный угол; | |
71D07576C0558-1 | - | максимальная глубина резания; | |
71DD700D27A8A-1 | - | фасочная вершина; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD7011A3D86-1 | - | закругленный угол. | |
71DD700C151B5-1 | 1 | ||
профиль стружкоразделительный | thprf | ||
Форма периметра режущего элемента, нарезающего винтовую резьбу. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CEAEBF0C234-1 | - | прилегающий профильный угол; | |
71CEAEBF8A68E-1 | - | число зубьев; | |
71CEAEBFEF1B4-1 | - | расстояние профиля ех; | |
71СЕАЕС0139ВВ-1 | - | расстояние профиля еу; | |
71CEAEC02FEBD-1 | - | конусный градиент; | |
71CEAEC08D4B0-1 | - | шаг резьбы; | |
71СЕАЕС114603-1 | - | тип профиля резьбы; | |
71D1A69F60053-1 | - | тип формы резьбы; | |
71D1A6A16E6ED-1 | - | тип резьбы; | |
71D1A6A247E1F-1 | - | минимальный шаг резьбы; | |
71D1A6A283836-1 | - | максимальный шаг резьбы; | |
71D1A6AAC8707-1 | - | число витков резьбы на дюйм; | |
71D1A6AB6FB19-1 | - | минимальное число витков резьбы на дюйм; | |
71D1A6AB8F739-1 | - | максимальное число витков резьбы на дюйм; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD7011A3D86-1 | - | закругленный угол; | |
71DF5BE5BCEBE-1 | - | теоретическая высота резьбы; | |
71DF5BE617131-1 | - | разная высота резьбы; | |
71DF5BE65F86F-1 | - | фактическая высота резьбы. | |
71DD7014BF2A1-1 | 1 | ||
установочное отверстие | fxhl | ||
Отверстие, просверленное в корпусе сменной режущей пластины для ее крепления к режущему элементу инструмента. | |||
Свойства: | |||
71CE7A968C8FE-1 | - | диаметр установочного отверстия; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки. | |
71DD70155A4B1-1 | 1 | ||
задняя поверхность | flk | ||
Одна или несколько поверхностей режущего элемента, движущихся над поверхностью резания заготовки. | |||
Свойства: | |||
71DD70158265C-1 | - | идентификатор задней поверхности. | |
Подклассы: | |||
71DD7015F073B-001 | - | главная задняя поверхность; | |
71DD701618C71-001 | - | вспомогательная задняя поверхность; | |
71DD70163AA42-001 | - | зачистная кромка задней поверхности (рабочей стороны). | |
71DD7015F073B-1 | 1 | ||
главная задняя поверхность | flmj | ||
Поверхность режущего элемента, движущаяся над поверхностью резания заготовки. | |||
Свойства: | |||
71DD70308D3E3-1 | - | главный задний угол. | |
71DD701618C71-1 | 1 | ||
вспомогательная задняя поверхность | flmn | ||
Поверхность режущего элемента, не движущаяся над поверхностью резания заготовки. | |||
Свойства: | |||
71DD7030E0A00-1 | - | вспомогательный задний угол. | |
71DD70163AA42-1 | 1 | ||
зачистная кромка задней поверхности | flwe | ||
Задняя поверхность режущего элемента с зачистной кромкой. | |||
Свойства: | |||
71DD7031A98E9-1 | - | зачистная кромка заднего угла резца. | |
71Е03787СА636-1 | 1 | ||
калибровочная окружность | gacirc | ||
Окружность, определяемая измерительным прибором для режущего элемента, который не имеет вписанной окружности. | |||
Свойства: | |||
71E037869D06C-1 | - | базовый диаметр. | |
71DD7032B51CD-1 | 1 | ||
вписанная окружность | insc | ||
Окружность, по отношению к которой все кромки равносторонней круглой вставки правильной формы являются касательными. | |||
Свойства: | |||
71CE7A96D9F7D-1 | - | диаметр вписанного круга. | |
71D1AA6C8FC75-1 | 1 | ||
тип режущего элемента | cins | ||
Форма сменного режущего элемента, подходящая для установки на данный режущий инструмент. | |||
Примечание - Наименования элементов этого класса не предназначены для ссылок при использовании режущего элемента в конкретной операции резания. | |||
Свойства: | |||
71CED0217FA18-1 | - | стружколом; | |
71DD703B84298-1 | - | с покрытием; | |
71Е037863978В-1 | - | минимальная общая длина. | |
Подклассы: | |||
71D1AA486FF89-001 | - | равносторонний равноугольный; | |
71D1AE11B8B77-001 | - | равносторонний неравноугольный; | |
71D1AE120D96E-001 | - | неравносторонний равноугольный; | |
71D1AA489FD6E-001 | - | неравносторонний неравноугольный; | |
71D1AA6635E76-001 | - | круглая вставка; | |
71DDA089C8D1E-001 | - | вставка фасонного профиля. | |
71D1AA486FF89-1 | 1 | ||
равносторонний равноугольный | eqleqa | ||
Тип режущего элемента правильной геометрической формы со сторонами равной длины и равными прилежащими углами. | |||
Примечание - Этот класс содержит вставки с кодами формы ИСО Н, О, Р, S и Т. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71СЕ7А96ВС122-1 | - | прилежащий угол вставки; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки; | |
71CE7A979F41C-1 | - | захват вставки; | |
71СЕ7А9936610-1 | - | код сопряжения вставки; | |
71CE7A9DFA23A-1 | - | длина вставки; | |
71CE7A9F0C79F-1 | - | код формы вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71CE7A9FB11C3-1 | - | ширина вставки; | |
71CE7AA0972DB-1 | - | параметр m; | |
71CE7AA1998FF-1 | - | число индикаторов положения вставки; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71СЕ7АА215888-1 | - | поле допусков для вставки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CED022114EC-1 | - | зачистная кромка; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71D1C82A5036D-1 | - | вписанная окружность; | |
71DD700D27A8A-1 | - | угол фаски; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD701175021-1 | - | свойство прерывистой кромки; | |
71DD7011A3D86-1 | - | закругленный угол. | |
Подклассы: | |||
71DD68D7A8E5F-001 | - | шестиугольная вставка; | |
71DD68D7CB4FA-001 | - | восьмиугольная вставка; | |
71DD68D80B094-001 | - | пятиугольная вставка; | |
71DD68D829217-001 | - | квадратная вставка; | |
71DD68D8446CE-001 | - | треугольная вставка. | |
71DD68D7A8E5F-1 | 1 | ||
шестиугольная вставка | hexin | ||
Сменная режущая вставка с шестью равными сторонами и шестью равными внутренними углами. | |||
Примечание - Эта форма идентифицирована кодом формы ИСО Н. | |||
71DD68D7CB4FA-1 | 1 | ||
восьмиугольная вставка | octins | ||
Сменная режущая вставка с восемью равными сторонами и восемью равными внутренними углами. | |||
Примечание - Эта форма идентифицирована кодом формы ИСО О. | |||
71DD68D80B094-1 | 1 | ||
пятиугольная вставка | pentins | ||
Сменная режущая вставка с пятью равными сторонами и пятью равными внутренними углами. | |||
Примечание - Эта форма идентифицирована кодом формы ИСО Р. | |||
71DD68D829217-1 | 1 | ||
квадратная вставка | sqins | ||
Сменная режущая вставка с четырьмя равными сторонами и четырьмя равными внутренними углами. | |||
Примечание - Эта форма идентифицирована кодом формы ИСО S. | |||
71DD68D8446CE-1 | 1 | ||
треугольная вставка | trianins | ||
Сменная режущая вставка с тремя равными сторонами и тремя равными внутренними углами. | |||
Примечание - Эта форма идентифицирована кодом формы ИСО Т. | |||
71D1AE11B8B77-1 | 1 | ||
равносторонний неравноугольный | eqlnqa | ||
Тип режущего элемента правильной геометрической формы со сторонами равной длины и неравными прилежащими углами. | |||
Примечание - К этому классу относятся вставки, имеющие коды формы ИСО С, D, Е, М и V для ромбических вставок и W - для трехгранных. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71СЕ7А96ВС122-1 | - | прилежащий угол вставки; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки; | |
71CE7A979F41C-1 | - | число индикаторов положения вставки; | |
71СЕ7А9936610-1 | - | код сопряжения вставки; | |
71CE7A9DFA23A-1 | - | длина вставки; | |
71CE7A9F0C79F-1 | - | код формы вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71CE7A9FB11C3-1 | - | ширина вставки; | |
71СЕ7АА05С819-1 | - | параметр m | |
71CE7AA0972DB-1 | - | параметр m; | |
71CE7AA1998FF-1 | - | число индикаторов положения вставки; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71СЕ7АА215888-1 | - | поле допусков для вставки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CED022114EC-1 | - | зачистная кромка; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71D1C82A5036D-1 | - | вписанная окружность; | |
71DD700D27A8A-1 | - | угол фаски; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD701175021-1 | - | свойство прерывистой кромки; | |
71DD7011A3D86-1 | - | закругленный угол. | |
Подклассы: | |||
71DD68D301C30-001 | - | ромбическая вставка; | |
71DD68D73218C-001 | - | трехгранная вставка. | |
71DD68D301C30-1 | 1 | ||
ромбическая вставка | rhmbins | ||
Сменная режущая вставка с двумя режущими вершинами, четырьмя сторонами равной длины и четырьмя внутренними углами, ни один из которых не равен 90°. | |||
Примечание - Этот класс включает в себя вставки с кодами формы ИСО С, D, Е, М и V. | |||
71DD68D73218C-1 | 1 | ||
трехгранная вставка | trigins | ||
Сменная режущая вставка обычно треугольной формы с увеличенными углами у вершин. | |||
Примечание 1 - Ребра, соединяющие вершины, могут быть искривленными или прямыми. | |||
Примечание 2 - Форма трехгранной вставки имеет код формы ИСО W в случае прямых ребер и Т - в случае криволинейных ребер. | |||
71D1AE120D96E-1 | 1 | ||
неравносторонний равноугольный | nqleqa | ||
Тип режущего элемента правильной геометрической формы со сторонами разной длины и разными углами у вершин. | |||
Примечание - К этому классу относятся вставки с кодом формы ИСО L. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71СЕ7А96ВС122-1 | - | прилежащий угол вставки; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки; | |
71CE7A979F41C-1 | - | захват вставки; | |
71СЕ7А9936610-1 | - | код сопряжения вставки; | |
71CE7A9DFA23A-1 | - | длина вставки; | |
71CE7A9F0C79F-1 | - | код формы вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71CE7A9FB11C3-1 | - | ширина вставки; | |
71CE7AA1998FF-1 | - | число индикаторов положения вставки; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71СЕ7АА215888-1 | - | поле допусков для вставки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CED022114EC-1 | - | зачистная кромка; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71DD700D27A8A-1 | - | угол фаски; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD701175021-1 | - | свойство прерывистой кромки; | |
71DD7011A3D86-1 | - | закругленный угол. | |
Подклассы: | |||
71DD68D91938A-001 | - | прямоугольная вставка. | |
71DD68D91938A-1 | 1 | ||
прямоугольная вставка | rectins | ||
Сменная режущая вставка с четырьмя сторонами и четырьмя равными внутренними углами. | |||
Примечание 1 - Противолежащие стороны имеют одинаковую длину, а прилежащие - разную. | |||
71D1AA489FD6E-1 | 1 | ||
неравносторонний неравноугольный | nqlnqa | ||
Тип режущего элемента неправильной геометрической формы со сторонами разной длины и разными прилежащими углами. | |||
Примечание - Этот класс содержит вставки с кодами формы ИСО А, В и K. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71СЕ7А96ВС122-1 | - | прилегающий угол вставки; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки; | |
71CE7A979F41C-1 | - | захват вставки; | |
71СЕ7А9936610-1 | - | код сопряжения вставки; | |
71CE7A9DFA23A-1 | - | длина вставки; | |
71CE7A9F0C79F-1 | - | код формы вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71CE7A9FB11C3-1 | - | ширина вставки; | |
71CE7AA1998FF-1 | - | число индикаторов положения вставки; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71СЕ7АА215888-1 | - | поле допусков для вставки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CED022114EC-1 | - | зачистная кромка; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71DD700D27A8A-1 | - | угол фаски; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD701175021-1 | - | свойство прерывистой кромки; | |
71DD7011A3D86-1 | - | закругленный угол. | |
Подклассы: | |||
71DD68D966F52-001 | - | параллелограммная вставка. | |
71DD68D966F52-1 | 1 | ||
параллелограммная вставка | parins | ||
Сменный режущий элемент с четырьмя гранями и четырьмя внутренними углами, ни один из которых не равен 90°. | |||
Примечание 1 - Противоположные стороны параллельны и равны по длине. | |||
Примечание 2 - Эта форма идентифицирована кодом формы ИСО K. | |||
71D1AA6635E76-1 | 1 | ||
круглая вставка | rndins | ||
Тип режущего элемента с круговыми кромками. | |||
Примечание - Этот класс содержит вставки с кодом формы ИСО R. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки; | |
71СЕ7А9936610-1 | - | код сопряжения вставки; | |
71CE7A9F0C79F-1 | - | код формы вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71СЕ7АА215888-1 | - | поле допусков для вставки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71D1C82A5036D-1 | - | вписанная окружность; | |
71D20799C721A-1 | - | диаметр вставки; | |
71DD701137BA8-1 | - | состояние режущей кромки. | |
71DDA089C8D1E-1 | 1 | ||
вставка фасонного профиля | spins | ||
Тип режущего элемента с фасонным профилем. | |||
Свойства: | |||
71CE7A85CC4F9-1 | - | число граней стружколома; | |
71СЕ7А96ВС122-1 | - | прилежащий угол вставки; | |
71СЕ7А9751А90-1 | - | ширина корпуса вставки; | |
71СЕ7А97711В8-1 | - | код типа крепления вставки; | |
71CE7A979F41C-1 | - | захват вставки; | |
71СЕ7А9936610-1 | - | код сопряжения вставки; | |
71CE7A9DFA23A-1 | - | длина вставки; | |
71CE7A9F5308C-1 | - | толщина вставки; | |
71CE7A9FB11C3-1 | - | ширина вставки; | |
71CE7AA1998FF-1 | - | число индикаторов положения вставки; | |
71CE7AA1E3D75-1 | - | код армированной режущей кромки; | |
71CEAE9B489F4-1 | - | число режущих кромок; | |
71СЕАЕ9В67Е4С-1 | - | число вершин; | |
71CED022114EC-1 | - | зачистная кромка; | |
71D1AE0A79DEF-1 | - | профиль резьбы; | |
71D1AE0A99D63-1 | - | профиль участка канавки; | |
71D1AE0CB32D1-1 | - | сферический профиль; | |
71D1AE126DEFD-1 | - | профиль сверла; | |
71D1C829BC044-1 | - | установочное отверстие; | |
71DD700D27A8A-1 | - | угол фаски; | |
71DD701137BA8-1 | - | состояние режущей кромки; | |
71DD701175021-1 | - | свойство прерывистой кромки; | |
71DD7011A3D86-1 | - | закругленный угол; | |
71Е0378746578-1 | - | калибровочное расстояние. | |
71CF2968F7A9E-1 | 1 | ||
координатная система | refsys | ||
Семейство элементов, являющихся эталонными для определения свойств и характеристик. | |||
Примечание - Обычно любая координатная система процессов резания образуется с помощью инструментальной системы координат. | |||
Подклассы: | |||
71D188F129725-001 | - | система осей координат; | |
71D1A2CB23A32-001 | - | положение фасонной вставки; | |
71D19F532AC75-001 | - | зеркальная плоскость; | |
71D0181931BAE-001 | - | положение вставки правильной формы; | |
71D188FC65486-001 | - | плоскость XY; | |
71CF29A3CDE2F-001 | - | плоскость XZ; | |
71D188F971983-001 | - | плоскость YZ. | |
71D188F129725-1 | 1 | ||
система осей координат | pcs | ||
Правосторонняя прямоугольная система декартовых координат в трехмерном пространстве с тремя главными осями X, Y и Z. | |||
71D1A2CB23A32-1 | 1 | ||
положение фасонной вставки | irpos | ||
Положение режущих кромок в плоскости XY в случае, когда вставка находится в квадранте XY, профиль резания указывает отрицательное направление оси Y, крайняя физическая точка профиля резания располагается на положительной полуоси X, а экстремальная физическая точка вставки находится на оси Y. | |||
Примечание - Это определение применимо только к вставкам с правой ориентацией. Положение левоориентированных вставок определяют как зеркальное с использованием плоскости XZ. | |||
71D19F532AC75-1 | 1 | ||
зеркальная плоскость | mplane | ||
Плоскость XZ в трехмерной системе координат. | |||
71D0181931BAE-1 | 1 | ||
положение вставки правильной формы | ripos | ||
Положение режущих кромок в плоскости XY в случае, когда вставка находится в квадранте XY, главная режущая кромка указывает положительное направление оси X, а экстремальная теоретическая точка вершины режущей вставки находится на оси Y. | |||
Примечание 1 - Это определение применимо только к вставкам с правой ориентацией. Положение левоориентированных вставок определяют как зеркальное с использованием плоскости XZ. | |||
71D188FC65486-1 | 1 | ||
плоскость ху | хур | ||
Координатная плоскость с осями X и Y, которой перпендикулярна плоскость, определяемая положительным направлением оси Z. | |||
71D188F971983-1 | 1 | ||
плоскость yz | yzp | ||
Координатная плоскость с осями Y и Z, которой перпендикулярна плоскость, определяемая положительным направлением оси X. | |||
71CF29A3CDE2F-1 | 1 | ||
плоскость xz | xzp | ||
Координатная плоскость с осями X и Z, которой перпендикулярна плоскость, определяемая положительным направлением оси Y. | |||
Приложение D
(справочное)
Определения свойств режущих элементов
D.1 Представление информации
В настоящем приложении применено следующее представление статей:
Код BSU-номер версии | Номер пересмотра | Формат значения |
Группа типов данных | Тип данных | Идентификатор элемента |
предпочтительное имя | краткое имя | СИМВОЛ |
Определение | ||
источник определения | ||
BSU свойства состояния = имя свойства состояния | ||
код = значение кода | ||
источник определения кода | ||
Примечание - Ссылки на иллюстрации свойств, имеющие вид: <Приложение> <номер рисунка>. | ||
Код схемы, на которую дается ссылка | ||
Видимый класс: | ||
Применимые классы: | ||
Статья может содержать не всю указанную выше информацию. | ||
Форматы значений свойств и характеристик приведены в ИСО 13399-100. | ||
D.2 Свойства режущих элементов
71D1AE0CB32D1-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
закругленный | bnp | BNP | ||||||||||||||
Свойство режущего элемента со сферическим профилем. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71DD700D27A8A-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
угол фаски | сcр | ССР | ||||||||||||||
Характеристика скошенного угла. | ||||||||||||||||
71DD6C8802580-1 | - | идентификатор закругления. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CED0217FA18-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
стружколом | cbp | СВР | ||||||||||||||
Профиль для удаления стружки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA6C8FC75-1 | - | тип режущего элемента. | ||||||||||||||
71CE7A85CC4F9-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
число граней стружколома | cb | СВ | ||||||||||||||
Число граней режущего элемента, оснащенного стружколомом. | ||||||||||||||||
Примечание 1 - Допускаются значения 0, 1 или 2. | ||||||||||||||||
Примечание 2 - Значение 0 указывает на то, что режущий элемент не имеет стружколома. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | библиотека режущих инструментов | |||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71СЕ7А870948А-1 | 1 | NR2...3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
ширина стружколома | bb | LBB | ||||||||||||||
Размер стружколома, определяемый в средней точке его длины. | ||||||||||||||||
Примечание - Размеры - см. приложение Е, рисунки Е.6, Е.10, и приложение F, рисунки F.1-F.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C870BCCA-1 | - | стружколом. | ||||||||||||||
71E0C8E2B1CDB-1 | 1 | Х1 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
код типа зажимного приспособления | mtp | МТР | ||||||||||||||
Идентификатор типа зажимного механизма, удерживающего сменную вставку в режущем элементе. | ||||||||||||||||
С = прижим вставки сверху; | ||||||||||||||||
D = прижим вставки сверху и фиксация в отверстии; | ||||||||||||||||
F = клиновой зажим за вставкой; | ||||||||||||||||
М = прижим вставки сверху и крепление через отверстие; | ||||||||||||||||
N = прижим в пазу вставки; | ||||||||||||||||
Р = крепление с помощью штырьков, входящих в отверстия; | ||||||||||||||||
S = прижим винтом через отверстие; | ||||||||||||||||
W = клиновой зажим перед вставкой. | ||||||||||||||||
ИСО 5608. | ||||||||||||||||
71DD70308D3E3-1 | 1 | NR2 S..3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
главный задний угол | an | AN | ||||||||||||||
Угол наклона главной задней поверхности вставки, измеряемый между касательной плоскостью к режущей кромке и перпендикуляром к плоскости XY координатной системы. | ||||||||||||||||
71DD70158265C-1 | - | идентификатор задней поверхности. | ||||||||||||||
Примечание - Это определение применимо для режущих элементов как правильной, так и неправильной формы. Размеры см. приложение Е, рисунки Е.6-Е.8, Е.11, Е.19 и приложения F, рисунки F.1, F.2, F.4-F.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD7015F073B-1 | - | главная задняя поверхность. | ||||||||||||||
71DD7030E0A00-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
вспомогательный задний угол | ann | ANN | ||||||||||||||
Угол наклона вспомогательной задней поверхности вставки, измеряемый между касательной плоскостью к вспомогательной режущей кромке и перпендикуляром к плоскости XY координатной системы. | ||||||||||||||||
71DD70158265C-1 | - | идентификатор задней поверхности. | ||||||||||||||
Примечание - Это определение применимо к вставкам как правильной, так и неправильной формы (см. приложение Е, рисунки Е.8, Е.10). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD701618C71-1 | - | вспомогательная задняя поверхность. | ||||||||||||||
71DD7031A98E9-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
зачистная кромка заднего угла резца | as | AS | ||||||||||||||
Угол наклона задней поверхности зачистнои кромки вставки, измеряемый между касательной плоскостью к зачистной кромке и перпендикуляром к плоскости XY координатной системы. | ||||||||||||||||
71DD70158265C-1 | - | идентификатор задней поверхности. | ||||||||||||||
Примечание - Это определение применимо только к режущим элементам правильной формы (см. приложение Е, рисунки Е.1, Е.8).
| ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9A21689-1 | - | зачистная кромка; | ||||||||||||||
71DD70163AA42-1 | - | зачистная кромка задней поверхности. | ||||||||||||||
71DD703B84298-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
с покрытием | ctp | СТР | ||||||||||||||
Тип режущего элемента с нанесенным покрытием. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA6C8FC75-1 | - | тип режущего элемента. | ||||||||||||||
71D102AE3B252-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
код соединения на стороне станка | ccms | CCMS | ||||||||||||||
Идентификатор возможности соединения каких-либо компонентов режущего инструмента друг с другом (за исключением сборочных узлов) на стороне станка. | ||||||||||||||||
Примечание - Наименование свойства термина на английском языке - "connection code machine side". | ||||||||||||||||
71DD6C88F9210-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
Угол скоса фаски | kch | KСН | ||||||||||||||
Угол скоса, отсчитываемый от главной режущей кромки. | ||||||||||||||||
71DD6C8802580-1 | - | идентификатор закругления. | ||||||||||||||
Примечание - Данный класс относится только к режущим элементам правильной геометрической формы (см. приложение Е, рисунок Е.5). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C884C4BD-1 | - | скошенный угол. | ||||||||||||||
71DD6C895C25B-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
длина фаски | bch | ВСН | ||||||||||||||
Номинальная длина фаски, измеренная в плоскости XY. | ||||||||||||||||
71DD6C8802580-1 | - | идентификатор закругления. | ||||||||||||||
ИСО 3002-1 | ||||||||||||||||
Примечание - Применимо к режущим кромкам правильной геометрической формы (см. приложение Е, рисунок Е.1). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C884C4BD-1 | - | скошенный угол. | ||||||||||||||
71DD6C89A120F-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
ширина фаски | chw | CHW | ||||||||||||||
Длина проекции фаски режущего элемента, измеренная в плоскости XY в направлении, параллельном оси X. | ||||||||||||||||
71DD6C8802580-1 | - | идентификатор закругления. | ||||||||||||||
Примечание - См. приложение Е, рисунок Е.5. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C884C4BD-1 | - | скошенный угол. | ||||||||||||||
71СЕАЕ9В67Е4С-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
число вершин | cnc | CNC | ||||||||||||||
Число вершин режущего элемента, участвующих в процессе резания. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71DD6C8802580-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
идентификатор вершины резания | cnid | CNID | ||||||||||||||
Целое число, входящее в диапазон -n<0<+n, идентифицирующее вершину резания. | ||||||||||||||||
Примечание - Нулевое значение идентификатора относится к углу с наименьшим значением на оси X координатной системы режущего элемента. От этой точки углы нумеруют последовательно отрицательными целыми числами в направлении по часовой стрелке и положительными целыми числами - в направлении против часовой стрелки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C87BB5E1-1 | - | вершина резания; | ||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль. | ||||||||||||||
71DD6C8ACA503-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
радиус скругления | re | RE | ||||||||||||||
Номинальный радиус закругленного угла, измеренного в плоскости XY. | ||||||||||||||||
71DD6C8802580-1 | - | идентификатор угла. | ||||||||||||||
Примечание - См. приложение Е, рисунки Е.3, Е.4, Е.10 и приложение F, рисунки F.3, F.5, F.7-F.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C8A9985E-1 | - | закругленный угол; | ||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль. | ||||||||||||||
71CEAEBD5A66A-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Максимальный уровень | Действительная величина | мм | ||||||||||||||
максимальная глубина резания | cdx | CDX | ||||||||||||||
Максимальное проникновение режущей кромки при первом углублении режущего элемента. | ||||||||||||||||
Примечание - См. приложение F, рисунки. F.1-F.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71СЕ7АА02С1СС-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
главный угол режущей кромки | krins | KRINS | ||||||||||||||
Угол между главной режущей и зачистной кромками. | ||||||||||||||||
ИСО 3365. | ||||||||||||||||
Примечание - В основном применимо для вставок правильной формы с зачистными кромками (см. приложение Е, рисунки Е.1, Е.5). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9A21689-1 | - | зачистная кромка. | ||||||||||||||
71СЕ7АА3440В4-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
левый главный угол режущей кромки | psirl | PSIRL | ||||||||||||||
Угол в плоскости XY между осью X и главной режущей кромкой, измеренный в отрицательном направлении (по часовой стрелке). | ||||||||||||||||
Примечание 1 - Применимо для вставок неправильной геометрической формы. | ||||||||||||||||
Примечание 2 - Наименование на английском языке - "cutting edge angle major left hand" (см. приложение F, рисунки F.2-F.4). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9466F30-1 | - | главная режущая кромка; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71CE7AA78C2F0-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
правый главный угол режущей кромки | psirr | PSIRR | ||||||||||||||
Угол в плоскости XY между осью X и главной режущей кромкой, измеренный в положительном направлении (против часовой стрелки). | ||||||||||||||||
Примечание 1 - Применимо для вставок правильной геометрической формы. | ||||||||||||||||
Примечание 2 - Наименование свойства на английском языке - "cutting edge angle major left hand" (см. приложение F, рисунки F.2-F.4). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9466F30-1 | - | главная режущая кромка; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71DD701137BA8-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
состояние режущей кромки | сеср | СЕСР | ||||||||||||||
Рабочее состояние режущей кромки. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71DD6C90953D8-1 | 1 | А.1 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
код состояние режущей кромки | сесс | СЕСС | ||||||||||||||
Идентификатор состояния режущей кромки: | ||||||||||||||||
F = острая; | ||||||||||||||||
Е = закругленная; | ||||||||||||||||
Т = скошенная; | ||||||||||||||||
S = скошенная и закругленная; | ||||||||||||||||
K = скошенная с двух сторон; | ||||||||||||||||
Р = закругленная и скошенная. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
ИСО 1832. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C8C4F46C-1 | - | состояние режущей кромки. | ||||||||||||||
71CEAE9B489F4-1 | 1 | NR1 S..4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
число режущих кромок | cedc | CEDC | ||||||||||||||
Число кромок профиля резания которые могут участвовать в процессе резания. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71DD6C950E7CC-1 | 1 | NR2 S..3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
кривизна режущей кромки | cecv | CECV | ||||||||||||||
Кривизна главной режущей кромки, измеренная в плоскости XY. | ||||||||||||||||
Примечание - Кривизна - величина, обратная величине радиуса. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9466F30-1 | - | главная режущая кромка | ||||||||||||||
71DD6C958C615-1 | 1 | NR2 S...3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
эффективная длина режущей кромки | le | LE | ||||||||||||||
Длина части режущей кромки режущего элемента, предназначенной для выполнения операции резания. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Примечание - См. приложение Е, рисунки Е.9, Е.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9466F30-1 | - | главная режущая кромка. | ||||||||||||||
71DD6C8B86265-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
идентификатор режущей кромки | ceid | СЕID | ||||||||||||||
Целое число, входящее в диапазон -n<0<+n, идентифицирующее режущую кромку. | ||||||||||||||||
Примечание - Нулевое значение идентификатора относится к кромке с наименьшим значением на оси X координатной системы режущего элемента. От этой точки кромки нумеруют последовательно отрицательными целыми числами в направлении по часовой стрелке и положительными целыми числами - в направлении против часовой стрелки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C8B42A9E-1 | - | режущая кромка. | ||||||||||||||
71DD6C95DA49B-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
длина режущей кромки | I | L | ||||||||||||||
Теоретическая длина режущей кромки режущего элемента в заостренных вершинах. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Примечание - См. приложение Е, рисунки Е.2, Е.3, Е.4, Е.9, Е.10, Е.12, Е.14, Е.16, Е.17, Е.18. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9466F30-1 | - | главная режущая кромка. | ||||||||||||||
71СЕАЕВЕ2В825-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | |||||||||||||||
ширина резания | cw | CW | ||||||||||||||
Ширина разреза, обеспечиваемая режущими элементами при их углублении в рабочую поверхность. | ||||||||||||||||
Примечание - Этот параметр используют также как характеристику режущего элемента. См. приложение F, рисунки F.1, F.2, F.4, F.5, F.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71D07576C0558-1 | 1 | NR2 S... 3.3 | ||||||||||||||
максимальный уровень | Действительная величина | мм | ||||||||||||||
максимальная длина резания | apmx | АРМХ | ||||||||||||||
Максимальная длина соприкосновения режущей кромки (или нескольких режущих кромок) с обрабатываемой заготовкой, измеренная перпендикулярно к направлению подачи. | ||||||||||||||||
ИСО 3002-3. | ||||||||||||||||
Примечание - См. приложение F, рисунок F.1. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71D1AE126DEFD-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
профиль сверла | drprfp | DRPRFP | ||||||||||||||
Характеристика профиля режущего элемента сверла. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71DD6C9332D2C-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
face land angle | gb | GB | ||||||||||||||
Угол передней фаски, определяемый от плоскости XY. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C8B42A9E-1 | - | режущая кромка. | ||||||||||||||
71DD6C9371B86-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
код размера передней режущей кромки | flsc | FLSC | ||||||||||||||
Идентификатор ширины и угла передней фаски. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C8B42A9E-1 | - | режущая кромка. | ||||||||||||||
71DD6C9394F40-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
Ширина передней фаски | bn | BN | ||||||||||||||
Длина проекции передней фаски, определяемая от плоскости, перпендикулярной к плоскости XY и проходящей через режущую кромку. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Примечание - См. приложение Е, рисунок Е.7. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C8B42A9E-1 | - | режущая кромка. | ||||||||||||||
71D1C829BC044-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
установочное отверстие | fxhlp | FXHLP | ||||||||||||||
Элемент режущей вставки со сквозным отверстием в корпусе, которое используется для ее закрепления в режущем инструменте. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CE7A968C8FE-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
диаметр установочного отверстия | d1 | D1 | ||||||||||||||
Диаметр сквозного отверстия в корпусе вставки. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.16, Е.19. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD7014BF2A1-1 | - | установочное отверстие. | ||||||||||||||
71DD70158265C-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
идентификатор задней поверхности | flid | FLID | ||||||||||||||
Порядковый номер задней поверхности. | ||||||||||||||||
Примечание - Задние поверхности режущего элемента нумеруют по порядку, начиная с режущей кромки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD70155A4B1-1 | - | задняя поверхность. | ||||||||||||||
71E037869D06C-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
базовый диаметр | gad | GAD | ||||||||||||||
Диаметр окружности, определяемой измерительным прибором для режущих элементов, не имеющих вписанной окружности. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71Е03787СА636-1 | - | калибровочная окружность. | ||||||||||||||
71Е0378746578-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
калибровочное расстояние | gads | GADS | ||||||||||||||
Расстояние от калибровочной окружности до режущей кромки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71Е037892110А-1 | 1 | NR1 S... 2 | ||||||||||||||
Простой | Неколичественный | Целочисленный | ||||||||||||||
код типа заточки | gdsc | GDSC | ||||||||||||||
Идентификатор лезвий сверла обычной формы: | ||||||||||||||||
1 = лезвие SE; | ||||||||||||||||
10 = лезвие SE с большим углом резания; | ||||||||||||||||
2 = обычное лезвие; | ||||||||||||||||
3 = лезвие TF; | ||||||||||||||||
4 = лезвие SE с четырьмя скошенными кромками; | ||||||||||||||||
5 = обычное лезвие с четырьмя скошенными кромками; | ||||||||||||||||
6 = четырехгранное лезвие; | ||||||||||||||||
7 = зуборезная головка; | ||||||||||||||||
8 = фрезерная головка без лезвия со скошенной кромкой; | ||||||||||||||||
9 = фрезерная головка с лезвием со скошенной кромкой; | ||||||||||||||||
99 = фасонное лезвие. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BE1D04-1 | - | профиль сверла. | ||||||||||||||
71D1AE0A99D63-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
профиль участка канавки | gppfp | GPPFP | ||||||||||||||
Режущий элемент, имеющий стружколомный или стружкоразделительный профиль. | ||||||||||||||||
Примечание - Наименование термина на английском языке - "grooving parting profile". | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71D1C82A5036D-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
вписанная окружность | inclp | INCLP | ||||||||||||||
Режущая вставка, имеющая вписанную окружность. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный. | ||||||||||||||
71CE7A96D9F7D-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
диаметр вписанной окружности | ic | IC | ||||||||||||||
Диаметр окружности, по отношению к которой все кромки равносторонней вставки являются касательными. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.1-Е.5, Е.8, Е.12, Е.13, Е.15, Е.16. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD7032B51CD-1 | - | вписанная окружность. | ||||||||||||||
71СЕ7А9751А90-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
ширина корпуса вставки | ibw | IBW | ||||||||||||||
Ширина части режущего элемента, которая крепится на режущем инструменте. | ||||||||||||||||
Примечание - См. приложение F, рисунок Е.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CF30F02C968-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | |||||||||||||||
диаметр сверления | cdi | CDI | ||||||||||||||
Диаметр вставки, используемой для высверливания отверстий. | ||||||||||||||||
Примечание - См. приложение F, рисунок F.11. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BE1D04-1 | - | профиль сверла. | ||||||||||||||
71D20799C721A-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
диаметр вставки | insd | INSD | ||||||||||||||
Расстояние между двумя параллельными касательными к режущей кромке круглой вставки. | ||||||||||||||||
Примечание - Диаметры вставки и вписанной окружности совпадают. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA6635E76-1 | - | круглая вставка. | ||||||||||||||
71CE7A979F41C-1 | 1 | NR2 S... 3.3 | ||||||||||||||
простой | Действительная величина | мм | ||||||||||||||
индикатор положения вставки | ih | IH | ||||||||||||||
Идентификатор ориентации сменной режущей вставки относительно соответствующей системы координат вставки. | ||||||||||||||||
Примечание - Допустимые значения: правое, нейтральное и левое. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71СЕ7А96ВС122-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
угол при вершине вставки | epsr | EPSR | ||||||||||||||
Угол между главной и вспомогательной режущими кромками режущего элемента. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.3, Е.4, Е.9, Е.10, Е.18. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CE7AA1998FF-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
число индикаторов положения вставки | noi | NOI | ||||||||||||||
Число возможных для использования эквивалентных рабочих положений сменного режущего элемента. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71СЕ7А9936610-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
код сопряжения вставки | iic | IIС | ||||||||||||||
Идентификатор условия пригодности фасонного сменного режущего элемента для установки на конкретном режущем инструменте. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CF30F9DFE37-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
угол вставки в плане | psirins | PSIRINS | ||||||||||||||
Угол между главной кромкой и плоскостью, перпендикулярной к зачистной кромке. | ||||||||||||||||
Примечание - Применяют только для вставок правильной формы с зачистными кромками. | ||||||||||||||||
71CE7A9DFA23A-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
длина вставки | insl | INSL | ||||||||||||||
Наибольший размер сменного режущего элемента. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.13, Е.17, Е.19. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71СЕ7А97711В8-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Неколичественный | Целочисленный | ||||||||||||||
код типа крепления вставки | ifs | IFS | ||||||||||||||
Идентификатор способа крепления режущего элемента на режущем инструменте. | ||||||||||||||||
0 = другая система крепления; | ||||||||||||||||
1 = без установочного отверстия; | ||||||||||||||||
2 = цилиндрическое установочное отверстие; | ||||||||||||||||
3 = частично цилиндрическое с конусностью 40°-60° на одной или двух сторонах; | ||||||||||||||||
4 = частично цилиндрическое с конусностью 70°-90° на одной или двух сторонах; | ||||||||||||||||
5 = пазовая фиксация; | ||||||||||||||||
6 = выпуклая призматическая секция; | ||||||||||||||||
7 = вогнутая призматическая секция. | ||||||||||||||||
Примечание - См. приложение F, рисунок F.12. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD7014BF2A1-1 | - | установочное отверстие; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CE7A9EDACA1-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
передний угол вставки | gan | GAN | ||||||||||||||
Угол наклона к плоскости XY, перпендикулярной к режущей кромке. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.6, Е.7 и приложение F, рисунки F.1-F.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C870BCCA-1 | - | стружколом. | ||||||||||||||
71CEAEBF2A69F-1 | 1 | Х3 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
код величины посадки вставки | ssc | SSC | ||||||||||||||
Идентификатор сменного режущего элемента и величины его посадки при сборке режущего инструмента. | ||||||||||||||||
Примечание - Значение этого идентификатора зависит как от формы режущего элемента, так и от его размера. | ||||||||||||||||
0 = посадка 0; | ||||||||||||||||
1 = посадка 1; | ||||||||||||||||
10 = посадка 10; | ||||||||||||||||
2 = посадка 2; | ||||||||||||||||
3 = посадка 3; | ||||||||||||||||
3+4 = посадка 3+4; | ||||||||||||||||
4s = посадка 4s; | ||||||||||||||||
7 = посадка 7; | ||||||||||||||||
8 = посадка 8; | ||||||||||||||||
9 = посадка 9; | ||||||||||||||||
А = посадка А; | ||||||||||||||||
TN1 = посадка TN1; | ||||||||||||||||
TN2 = посадка TN2; | ||||||||||||||||
TN3 = посадка TN3; | ||||||||||||||||
TN4 = посадка TN4; | ||||||||||||||||
TN5 = посадка TN5; | ||||||||||||||||
TN6 = посадка TN6; | ||||||||||||||||
TN8 = посадка TN8; | ||||||||||||||||
Z = посадка Z. | ||||||||||||||||
71CE7A9F0C79F-1 | 1 | Х17 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
код формы вставки | sc | SC | ||||||||||||||
Идентификатор правильной формы вставки: | ||||||||||||||||
Е = ромбическая с углом у вершины 75°; | ||||||||||||||||
А = параллелограммная с углом у вершины 85°; | ||||||||||||||||
В = параллелограммная с углом у вершины 82°; | ||||||||||||||||
С = ромбическая с углом у вершины 80°; | ||||||||||||||||
D = ромбическая с углом у вершины 55°; | ||||||||||||||||
Н = шестиугольная; | ||||||||||||||||
К = параллелограммная с углом у вершины 55°; | ||||||||||||||||
L = прямоугольная; | ||||||||||||||||
М = ромбическая с углом у вершины 86°; | ||||||||||||||||
О = восьмиугольная; | ||||||||||||||||
Р = пятиугольная; | ||||||||||||||||
R = круглая; | ||||||||||||||||
S = квадратная; | ||||||||||||||||
Т = треугольная с углом у вершины 60°; | ||||||||||||||||
V = ромбическая с углом у вершины 35°; | ||||||||||||||||
W = трехгранная. | ||||||||||||||||
ИСО 1832. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный. | ||||||||||||||
71CE7A9F5308C-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
толщина вставки | s | S | ||||||||||||||
Расстояние между нижней гранью и режущей кромкой сменного режущего элемента. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.1, Е.2; Е.8-Е.11; Е.16, Е.19 и приложение F, рисунки F.1-F.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CE7A9FB11C3-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
ширина вставки | w1 | W1 | ||||||||||||||
Расстояние между двумя боковыми сторонами вставки, когда форма вставки не позволяет использовать вписанную окружность. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.9, Е.10, Е.14, Е.19. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль; | ||||||||||||||
71DDA089C8D1E-1 | - | фасонная вставка. | ||||||||||||||
71DD701175021-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
с прерывистой кромкой | iep | IEP | ||||||||||||||
Вставка с прерывистой режущей кромкой. | ||||||||||||||||
71DD6C8B86265-1 | - | идентификатор режущей кромки. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольныи; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CE7AA0972DB-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | |||||||||||||||
параметр m | m | М | ||||||||||||||
Расстояние между номинальной вписанной окружностью и вершиной вставки, имеющей главный угол при вершине. | ||||||||||||||||
ИСО 1832. | ||||||||||||||||
Примечание - Применяют для разных типов вставок правильной геометрической формы, указанных в ИСО 1832. См. также приложение Е, рисунки Е.1, Е.3, Е.5, Е.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный. | ||||||||||||||
71СЕ7АА05С819-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
параметр m2 | m2 | М2 | ||||||||||||||
Расстояние между номинальной вписанной окружностью и вершиной вставки с прилежащим вспомогательным углом. | ||||||||||||||||
Примечание 1 - Применяют для вставок правильной формы с соответствующими идентификаторами С, Е и М. | ||||||||||||||||
Примечание 2 - См. приложение Е, рисунок Е.4. | ||||||||||||||||
ИСО 1832. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный. | ||||||||||||||
71Е037863978В-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Минимальный уровень | Действительная величина | мм | ||||||||||||||
Минимальная допустимая длина | oln | OLN | ||||||||||||||
Минимальная допустимая длина элемента после его перезаточки. | ||||||||||||||||
Примечание - Применяют для режущих элементов и режущих инструментов. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA6C8FC75-1 | - | тип режущего элемента. | ||||||||||||||
71СЕАЕВЕАВ020-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
левый профильный угол | pal | PAL | ||||||||||||||
Угол между плоскостью, параллельной оси Y, и левой режущей кромкой профиля режущего элемента, измеренный в плоскости XY в положительном направлении (против часовой стрелки). | ||||||||||||||||
Примечание 1 - Применяют для фасонных вставок. | ||||||||||||||||
Примечание 2 - См. приложение F, рисунки F.3, F.5-F.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профильный угол стружкоразделительной канавки. | ||||||||||||||
71CEAEBED837E-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
правый профильный угол | par | PAR | ||||||||||||||
Угол между плоскостью, параллельной оси Y, и правой режущей кромкой профиля режущего элемента, измеренный в плоскости XY в отрицательном направлении (по часовой стрелке). | ||||||||||||||||
Примечание - См. приложение F, рисунки F.3, F.5-F.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71CEAEBFEF1B4-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
профильное расстояние ex | pdx | PDX | ||||||||||||||
Расстояние на плоскости XY от профильной точки резьбонарезной вставки до поверхности вставки, параллельной плоскости YZ. | ||||||||||||||||
Примечание 1 - Применяют только для подкладных треугольных резьбонарезных вставок. | ||||||||||||||||
Примечание 2 - См. приложение Е, рисунки Е.12-Е.14, Е.16 и приложение F, рисунки F.2-F.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71СЕАЕС0139ВВ-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
профильное расстояние еу | pdy | PDY | ||||||||||||||
Расстояние в плоскости YZ от профильной точки резьбонарезной вставки до плоскости, параллельной плоскости XZ, проходящей через теоретический угол заострения поверхностей вставки. | ||||||||||||||||
Примечание 1 - Применяют только для подкладных треугольных резьбонарезных вставок. Примечание 2 - См. приложение Е, рисунки Е.12-Е.14, Е.16 и приложение F, рисунки F.6-F.9. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71CEAEBF0C234-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Вещественный | градус | ||||||||||||||
прилегающий профильный угол | pna | PNA | ||||||||||||||
Угол, стягиваемый режущими кромками фасонной вставки. | ||||||||||||||||
Примечание - Обычно ассоциируют с профилем стружкоразделительной канавки. См. приложение Е, рисунки Е.12-Е.14, Е.16 и приложение F, рисунки F.7-F.9. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9- | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71Е019ЕВАЕ1В1-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
профильный радиус | prfrad | PRFRAD | ||||||||||||||
Радиус кривизны профиля резания. | ||||||||||||||||
71DF8C5D91804-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
спецификация профиля | prspc | PRSPC | ||||||||||||||
Идентификатор формального определения формы рабочей поверхности или профиля резания. | ||||||||||||||||
71CEAEBDE5798-1 | 1 | NR1 S... 2 | ||||||||||||||
Простой | Неколичественный | целочисленный | ||||||||||||||
код типа профиля | pfs | PFS | ||||||||||||||
Идентификатор профиля фасонной вставки. | ||||||||||||||||
1 = прямоугольная канавка; | ||||||||||||||||
10 = закругленная канавка; | ||||||||||||||||
2 = прямоугольная канавка, скошенная с одной стороны; | ||||||||||||||||
3 = треугольная канавка; | ||||||||||||||||
4 = прямоугольная канавка 1 или 2 с одной закругленной стороной; | ||||||||||||||||
5 = прямоугольная канавка 1 или 2 с обеими скошенными сторонами; | ||||||||||||||||
6 = трапецеидальная канавка; | ||||||||||||||||
7 = трапецеидальная канавка с плоским выступом; | ||||||||||||||||
8 = полностью закругленная трапецеидальная канавка; | ||||||||||||||||
9 = треугольная закругленная канавка. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71DD9D00193A7-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
задний угол | rа | RA | ||||||||||||||
Угол между плоскостью, параллельной оси Y, и задней кромкой профиля режущего элемента, измеренный в плоскости XY. | ||||||||||||||||
Примечание - Задняя кромка образует часть профиля, не участвующую в операции резания. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BC8BE2-1 | - | сферический профиль. | ||||||||||||||
71СЕ7Е6520В87-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
левый задний угол | ral | RAL | ||||||||||||||
Угол между плоскостью, параллельной оси Y, и левой задней кромкой профиля режущего элемента, измеренный в плоскости XY в отрицательном направлении (по часовой стрелке). | ||||||||||||||||
Примечание 1 - Задняя кромка образует часть профиля, не участвующую в операции резания. | ||||||||||||||||
Примечание 2 - Применяют для фасонных вставок. Наименование термина на английском языке - "relief angle left hand". См. приложение F, рисунки F.1, F.2, F.4, F.5, F.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71СЕ7Е6569АВ5-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
правый задний угол | rar | RAR | ||||||||||||||
Угол между плоскостью, параллельной оси Y, и правой задней кромкой профиля режущего элемента, измеренный в плоскости XY в положительном направлении (против часовой стрелки). | ||||||||||||||||
Примечание 1 - Задняя кромка образует часть профиля, не участвующую в операции резания. | ||||||||||||||||
Примечание 2 - Применяют для вставок правильной формы. Наименование термина на английском языке - "relief angle right hand". См. приложение F, рисунки F.1-F.5, F.10. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки. | ||||||||||||||
71DD7011A3D86-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
с закругленным углом | rср | RCP | ||||||||||||||
Свойство закругления с постоянным радиусом. | ||||||||||||||||
71DD6C8802580-1 | - | идентификатор закругления. | ||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CEAEC02FEBD-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | градус | ||||||||||||||
конусный градиент | tg | TG | ||||||||||||||
Угол наклона конической резьбы. | ||||||||||||||||
Примечание - См. приложение Е, рисунок Е.14. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71D1A69F60053-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
тип формы резьбы | thft | THFT | ||||||||||||||
Идентификатор типа резьбы, создаваемой режущим элементом. | ||||||||||||||||
Примечание - Примерами типа резьбы являются М, API, NPT, UN и др. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71DF5BE65F86F-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
фактическая высота резьбы | hс | НС | ||||||||||||||
Расстояние на оси симметрии профиля нарезаемой резьбы между действующей режущей кромкой и точкой, в которой перпендикуляр к этой оси совпадает с профилем резания на максимальной полезной длине режущей кромки. | ||||||||||||||||
Примечание - См. приложение F, рисунок F.12. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71DF5BE617131-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
разновысотность витков резьбы | hb | НВ | ||||||||||||||
Расстояние на оси симметрии резьбонарезного профиля от теоретической вершины до действующей режущей кромки. | ||||||||||||||||
Примечание - См. приложение F, рисунок F.12. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | профиль резьбы. | |||||||||||||||
71DF5BE5BCEBE-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
теоретическая высота резьбы | ha | НА | ||||||||||||||
Расстояние на оси симметрии резьбонарезного профиля между теоретической вершиной резания и точкой, в которой перпендикуляр к этой оси совпадает с профилем резания на максимальной полезной длине режущей кромки. | ||||||||||||||||
Примечание - См. приложение F, рисунок F.12. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71CEAEC08D4B0-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
шаг резьбы | tp | ТР | ||||||||||||||
Расстояние между соседними эквивалентными точками резания. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.14, Е.15, Е.18. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71DF154936C1D-1 | 1 | Х17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
ограничение к диаметру витка резьбы | tpdlt | TPDLT | ||||||||||||||
Ограничение допусков диаметра витка резьбы. | ||||||||||||||||
Примечание - Наименование термина на английском языке - "thread pitch diameter limit". | ||||||||||||||||
71D1A6A283836-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Максимальный уровень | Действительная величина | мм | ||||||||||||||
максимальный шаг резьбы | tpx | ТРХ | ||||||||||||||
Максимальный шаг резьбы, доступный для режущего элемента. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71D1A6A247E1F-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Минимальный уровень | Действительная величина | мм | ||||||||||||||
минимальный шаг резьбы | tpn | TPN | ||||||||||||||
Минимальный шаг резьбы, доступный для режущего элемента. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71СЕАЕС114603-1 | 1 | Х1 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
тип профиля резьбы | tpt | ТРТ | ||||||||||||||
Идентификатор степени использования профиля резьбонарезной вставки: | ||||||||||||||||
F = полный профиль; | ||||||||||||||||
Р = частичный профиль. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71D1A6A16E6ED-1 | 1 | Х3 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
тип резьбы | ttp | ТТР | ||||||||||||||
Идентификатор, определяющий внутреннюю или внешнюю резьбу: | ||||||||||||||||
ЕХТ = внешняя резьба; | ||||||||||||||||
INT = внутренняя резьба. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71E02C65BB9DA-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
длина резьбы | thl | THL | ||||||||||||||
Длина части режущего инструмента или режущей вставки, предназначенной для нарезки резьбы. | ||||||||||||||||
71D1AE0A79DEF-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
профиль резьбы | thpf | THPF | ||||||||||||||
Наличие профиля стружкоразделительной канавки у режущего элемента. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71D1A6AAC8707-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Вещественный | |||||||||||||||
число витков резьбы на дюйм | tpi | TPI | ||||||||||||||
Число витков резьбы, которое может быть выполнено режущим элементом на одном дюйме длины заготовки. Примечание - Данный класс является характеристикой режущего элемента (см. рисунок Е.18). | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71D1A6AB8F739-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Максимальный уровень | Вещественный | |||||||||||||||
максимальное число витков резьбы на дюйм | tpi * | TPIX | ||||||||||||||
_________________ * Текст документа соответствует оригиналу. - . | ||||||||||||||||
Максимальное число витков резьбы, которое может быть выполнено режущим элементом на одном дюйме длины заготовки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71D1A6AB6FB19-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Минимальный уровень | Вещественный | |||||||||||||||
минимальное число витков на дюйм | tpin | TPIN | ||||||||||||||
Минимальное число витков резьбы, которое может быть выполнено режущим элементом на одном дюйме длины заготовки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71CE7AA1E3D75-1 | 1 | Х1 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
код армированной режущей кромки | tce | ТСЕ | ||||||||||||||
Идентификатор типа и числа модифицированных режущих кромок, изготовленных из материалов, отличающихся от материала корпуса режущей пластины: | ||||||||||||||||
А = наплавленная - односторонняя - два угла; | ||||||||||||||||
В = наплавленная - односторонняя - два угла; | ||||||||||||||||
С = наплавленная - односторонняя - два угла; | ||||||||||||||||
D = наплавленная - односторонняя - четыре угла; | ||||||||||||||||
Е = полнопрофильная - двусторонняя; | ||||||||||||||||
F = полнопрофильная - односторонняя; | ||||||||||||||||
G = наплавленная - односторонняя - пять углов; | ||||||||||||||||
Н = наплавленная - односторонняя - шесть углов; | ||||||||||||||||
J = наплавленная - односторонняя - восемь углов; | ||||||||||||||||
K = наплавленная -двусторонняя - восемь углов; | ||||||||||||||||
L = наплавленная -двусторонняя - два угла; | ||||||||||||||||
М = наплавленная - двусторонняя - три угла; | ||||||||||||||||
N = наплавленная - двусторонняя - четыре угла; | ||||||||||||||||
Р = наплавленная - двусторонняя - пять углов; | ||||||||||||||||
Q = наплавленная -двусторонняя - шесть углов; | ||||||||||||||||
R = наплавленная - двусторонняя - восемь углов; | ||||||||||||||||
S = цельная; | ||||||||||||||||
Т = наплавленная - полнотолщинная - один угол; | ||||||||||||||||
U = наплавленная - полнотолщинная - два угла; | ||||||||||||||||
V = наплавленная - полнотолщинная - три угла; | ||||||||||||||||
W = наплавленная - полнотолщинная - четыре угла; | ||||||||||||||||
X = наплавленная - полнотолщинная - пять углов; | ||||||||||||||||
Y = наплавленная - полнотолщинная - шесть углов; | ||||||||||||||||
Z = наплавленная - полнотолщинная - восемь углов; | ||||||||||||||||
ИСO 1832. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DD700BE1D04-1 | - | профиль сверла; | ||||||||||||||
71DD700BFD9B9-1 | - | профиль стружкоразделительной канавки; | ||||||||||||||
71DD700C151B5-1 | - | профиль резьбы; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71СЕ7АА215888-1 | 1 | Х1 | ||||||||||||||
Простой | Неколичественный | |||||||||||||||
поле допусков для вставки | tcins | TCINS | ||||||||||||||
Идентификатор поля допусков вписанной окружности, толщины и параметра m сменного режущего элемента: | ||||||||||||||||
Е = поле допусков Е; | ||||||||||||||||
А = поле допусков А; | ||||||||||||||||
В = поле допусков В; | ||||||||||||||||
С = поле допусков С; | ||||||||||||||||
D = поле допусков D; | ||||||||||||||||
F = поле допусков F; | ||||||||||||||||
G = поле допусков G; | ||||||||||||||||
Н = поле допусков Н; | ||||||||||||||||
J = поле допусков J; | ||||||||||||||||
K = поле допусков K; | ||||||||||||||||
L = поле допусков L; | ||||||||||||||||
М = поле допусков М; | ||||||||||||||||
N = поле допусков N; | ||||||||||||||||
Р = поле допусков Р; | ||||||||||||||||
U = поле допусков U; | ||||||||||||||||
ИСО 1832. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AA6635E76-1 | - | круглая вставка; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный. | ||||||||||||||
71DF153FA5F85-1 | 1 | X17 | ||||||||||||||
Простой | Строковый | |||||||||||||||
поле допусков для резьбы | tctr | TCTR | ||||||||||||||
Идентификатор допусков резьбы. | ||||||||||||||||
71CEAEBF8A68E-1 | 1 | NR1 S... 4 | ||||||||||||||
Простой | Целочисленный | |||||||||||||||
число зубцов | nt | NT | ||||||||||||||
Число зубцов на режущей кромке резьбонарезной вставки. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD700C151B5-1 | - | профиль резьбы. | ||||||||||||||
71CED03C97AAB-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | г | ||||||||||||||
давление режущего элемента | wt | WT | ||||||||||||||
Усилие, создаваемое режущим элементом. | ||||||||||||||||
71CED022114EC-1 | 1 | Х1 | ||||||||||||||
Простой | Булев | |||||||||||||||
зачистная кромка | wep | WEP | ||||||||||||||
Наличие зачистной кромки у режущего элемента. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71D1AA486FF89-1 | - | равносторонний равноугольный; | ||||||||||||||
71D1AA489FD6E-1 | - | неравносторонний неравноугольный; | ||||||||||||||
71D1AE11B8B77-1 | - | равносторонний неравноугольный; | ||||||||||||||
71D1AE120D96E-1 | - | неравносторонний равноугольный; | ||||||||||||||
71DDA089C8D1E-1 | - | вставка фасонного профиля. | ||||||||||||||
71CE7AA249F88-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
длина зачистной кромки | bs | BS | ||||||||||||||
Характеристика зачистной кромки режущего элемента. | ||||||||||||||||
Примечание - См. приложение Е, рисунки Е.1, Е.5, Е.8. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9A21689-1 | - | зачистная кромка. | ||||||||||||||
71СЕ7АА2Е50ВЕ-1 | 1 | NR2 S... 3.3 | ||||||||||||||
Простой | Действительная величина | мм | ||||||||||||||
радиус зачистнои кромки | bsr | BSR | ||||||||||||||
Характеристика радиуса криволинейной зачистной кромки. | ||||||||||||||||
Примечание - См. рисунок Е.1. | ||||||||||||||||
Видимый класс: | ||||||||||||||||
71CE7A72B6DA7-1 | - | библиотека режущих инструментов | ||||||||||||||
Применимые классы: | ||||||||||||||||
71DD6C9A21689-1 | - | зачистная кромка. | ||||||||||||||
Приложение Е
(справочное)
Иллюстрации свойств режущих инструментов
Рисунки, приведенные в настоящем приложении, иллюстрируют инструменты, указанные в приложении D.
|
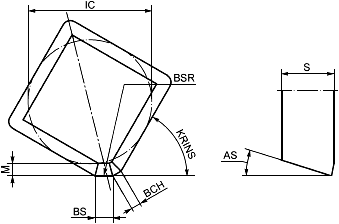
Рисунок Е.1
|
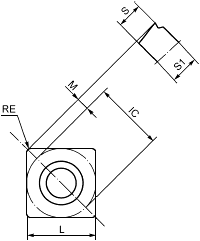
Рисунок Е.2
|
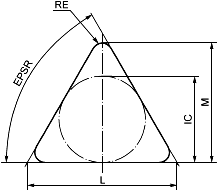
Рисунок Е.3
|
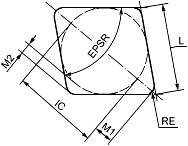
Рисунок Е.4
|
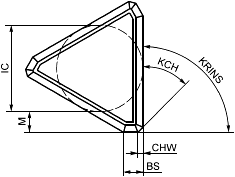
Рисунок Е.5
|
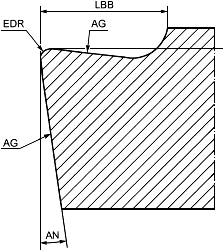
Рисунок Е.6
|
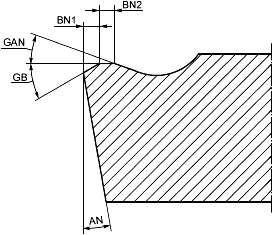
Рисунок Е.7
|
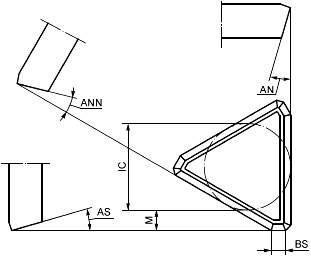
Рисунок Е.8
|
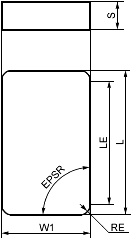
Рисунок Е.9
|
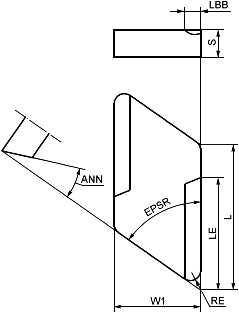
Рисунок Е.10
|
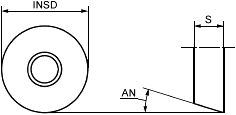
Рисунок Е.11
|
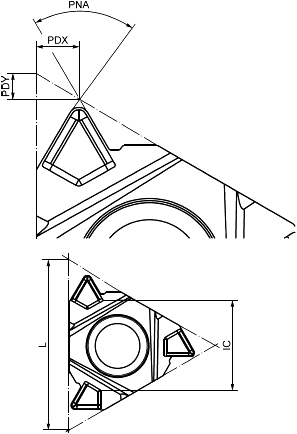
Рисунок Е.12
|
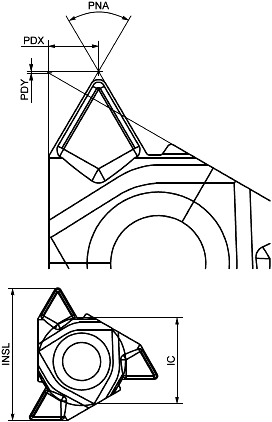
Рисунок Е.13
|
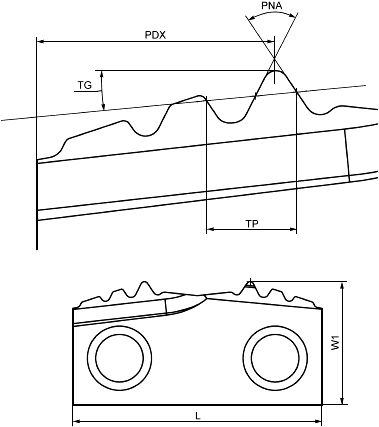
Рисунок Е.14
|
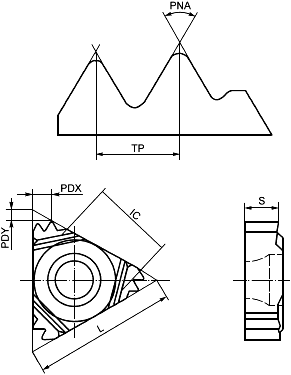
Рисунок Е.15
|
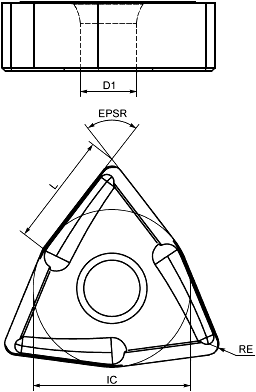
Рисунок Е.16
|
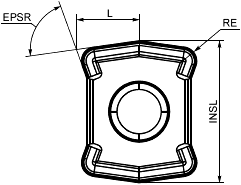
Рисунок Е.17
|
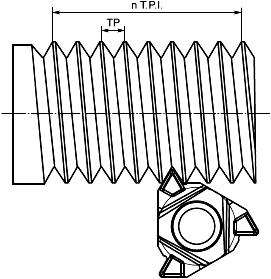
Рисунок Е.18
|
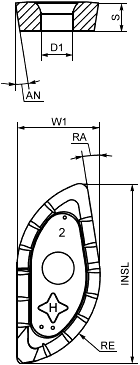
Рисунок Е.19
Приложение F
(справочное)
Иллюстрации свойств профилей фасонных вставок
|
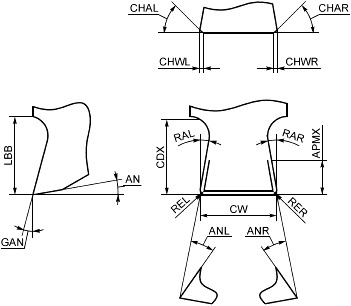
Рисунок F.1
|
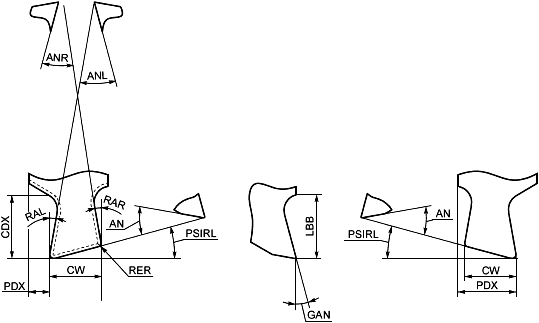
Рисунок F.2
|
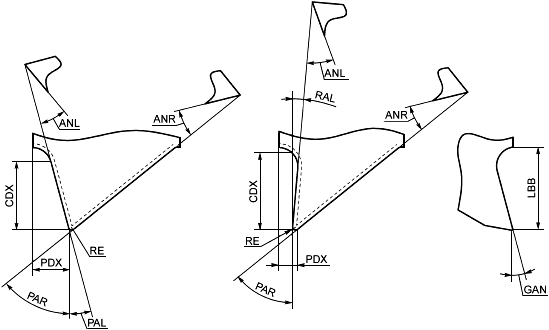
Рисунок F.3
|
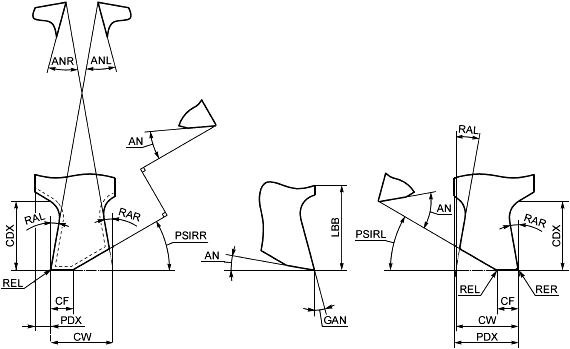
Рисунок F.4
|
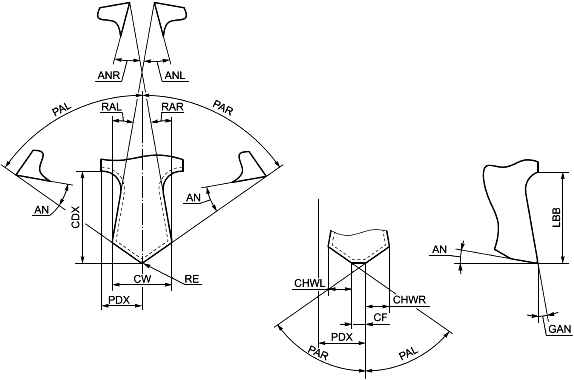
Рисунок F.5
|
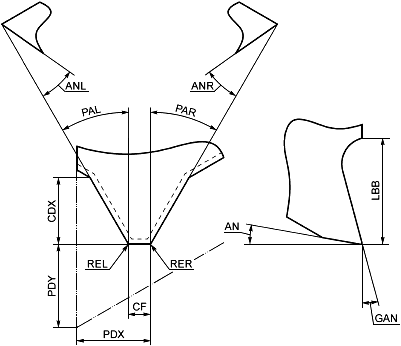
Рисунок F.6
|
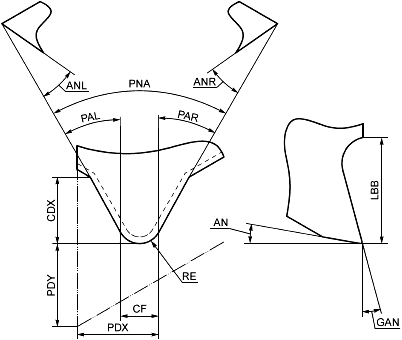
Рисунок F.7
|
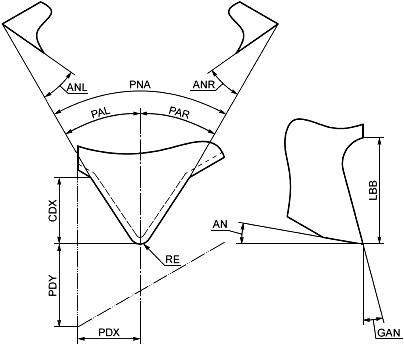
Рисунок F.8
|
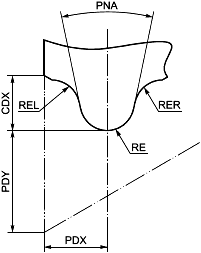
Рисунок F.9
|
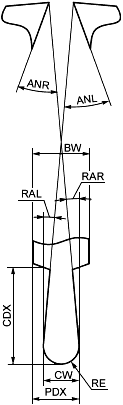
Рисунок F.10
|
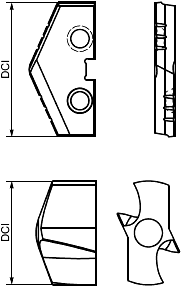
Рисунок F.11
|
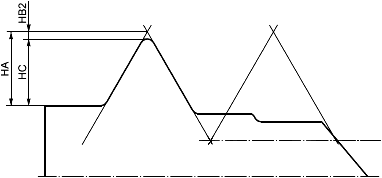
Рисунок F.12
0 = Прочие
|
1 = Без установочного отверстия
|

2 = Цилиндрическое установочное отверстие
Рисунок F.13, лист 1 - Коды типов крепления вставок
|

3 = Частично цилиндрическое установочное отверстие с конической зенковкой с одной или с двух сторон под углом от 40° до 60°
|

4 = Частично цилиндрическое установочное отверстие с конической зенковкой с одной или с двух сторон под углом от 70° до 90°
|

5 = Пазовая фиксация
|
6 = Выпуклое призматическое сечение
|
7 = Вогнутое призматическое сечение
Рисунок F.13, лист 2
Приложение G
(справочное)
Иллюстрации положений режущих элементов в системе координат
|
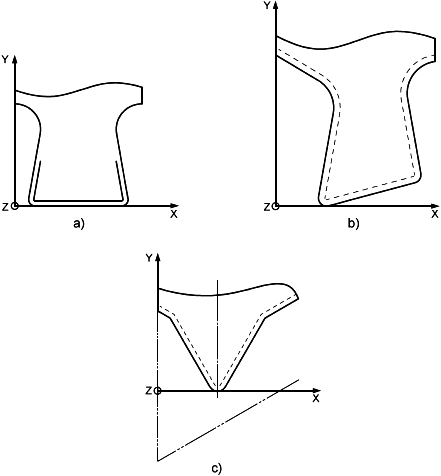
Рисунок G.1 - Фасонная вставка
|
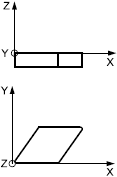
Рисунок G.2 - Вставка ромбическая правильной формы
|
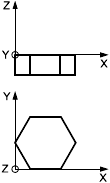
Рисунок G.3 - Вставка шестиугольная правильной формы
|
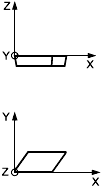
Рисунок G.4 - Вставка параллелограммная правильной формы
|
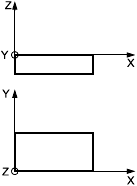
Рисунок G.5 - Вставка прямоугольная правильной формы
|
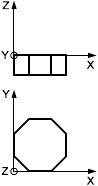
Рисунок G.6 - Вставка восьмиугольная правильной формы
|
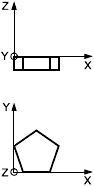
Рисунок G.7 - Вставка пятиугольная правильной формы
|
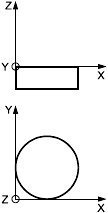
Рисунок G.8 - Вставка круглая правильной формы
|
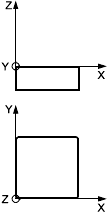
Рисунок G.9 - Вставка квадратная правильной формы
|
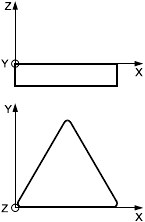
Рисунок G.10 - Вставка треугольная правильной формы
|
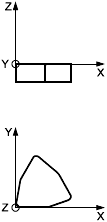
Рисунок G.11 - Вставка трехгранная правильной формы
|
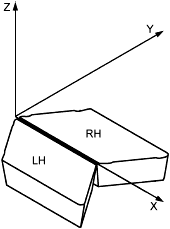
Рисунок G.12 - Оси координат и зеркальная ориентация вставки
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов и документов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта, документа | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 1832 | - | * |
ISO 3002-1:1982 | - | * |
ISO 3002-3:1984 | - | * |
ISO 3365:1985 | - | * |
ISO 5608:1995 | - | * |
ISO 10303-1:1994 | IDT | ГОСТ Р ИСО 10303-1-99 "Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 1. Общие представления и основополагающие принципы" |
ISO 10303-11:1994 | IDT | ГОСТ Р ИСО 10303-11-2000 "Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 11. Методы описания. Справочное руководство по языку EXPRESS" |
ISO 10303-21:1994 | IDT | ГОСТ Р ИСО 10303-21-99 "Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 21. Методы реализации. Кодирование открытым текстом структуры обмена" |
ISO 13399-1 | - | * |
ISO/TS 13399-100 | - | * |
ISO 13584-1:2001 | IDT | ГОСТ Р ИСО 13584-1-2006 "Системы автоматизации производства и их интеграция. Библиотека деталей. Часть 1. Обзор и основные принципы" |
ISO 13584-24:2003 | - | * |
ISO 13584-25:2004 | IDT | ГОСТ Р ИСО 13584-25-2010 "Системы промышленной автоматизации и интеграция. Библиотека деталей. Часть 25. Логический ресурс. Логическая модель библиотеки поставщика с агрегированными значениями и подробным содержанием" |
ISO 13584-42:1998 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
________________
Действует ГОСТ Р ИСО 10303-11-2009.
Действует ГОСТ Р ИСО 10303-21-2002.
Библиография
[1] | Schenk D. and Wilson P. Information modelling the EXPRESS way. Oxford University Press, New York, 1994, p 10 | |
[2] | ИСО/МЭК 8824-1 | Информационные технологии. Нотация абстрактного синтаксиса версии 1 (ASN.1). Часть 1. Спецификация базовой нотации |
(ISO/IEC 8824-1) | [Information technology - Abstract Syntax Notation One (ASN.1): Specification of basic notation - Part 1] | |
УДК 001.4:681.3.01:621.9.02:006.354 | ОКС 25.100.01 |
35.240.50 | |
Ключевые слова: режущий инструмент, библиотека данных, обмен данными по режущим инструментам, адаптивный элемент, свойства адаптивных элементов | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}