ГОСТ 9740-71
Группа Г23
2650-1300
2650-2000
2654-0150
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАШКИ КРУГЛЫЕ
Технические условия
Circular screw dies. Specifications
ОКП 39 1510
Дата введения 1973-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева; Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 03.09.71 N 1535
3. Срок проверки - 1998 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует международному стандарту ИСО 4231-87* и международному стандарту ИСО 2568-88 в части размеров плашек метрической резьбы
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5. ВЗАМЕН ГОСТ 9740-62 и МН 5710-65 - МН 5714-65
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 3б.15 |
ГОСТ 1050-88 | 3б.3 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 5950-73 | 2.2; 3б.12 |
ГОСТ 6357-81 | Вводная часть, п.2.12; 2.13; 3.1; 3б.8 |
ГОСТ 8724-81 | 2.13; 3.1 |
ГОСТ 9013-59 | 3б.11 |
ГОСТ 9378-75 | 3б.14 |
ГОСТ 16093-81 | 2.12; 3б.8 |
ГОСТ 17587-72 | 2.10 |
ГОСТ 18088-83 | П.2.14; 3.3; разд.3 |
ГОСТ 19265-73 | 2.2 |
ГОСТ 23726-79 | 3a.1 |
ГОСТ 24705-81 | Вводная часть, приложение 4 |
ГОСТ 25706-83 | 3б.14 |
7. Ограничение срока действия снято Постановлением Госстандарта от 02.04.92 N 349
8. ПЕРЕИЗДАНИЕ (октябрь 1996 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в январе 1974 г., марте 1981 г., декабре 1986 г., апреле 1990 г., апреле 1992 г. (ИУС 3-74, 6-81, 3-87, 7-90, 7-92)
Настоящий стандарт распространяется на ручные и машинные плашки, предназначенные для нарезания метрической резьбы от M1 до М68 по ГОСТ 24705*, 6 и 8-й степеней точности и трубной цилиндрической резьбы от до
![]() по ГОСТ 6357 классов точности А и В.
по ГОСТ 6357 классов точности А и В.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 24705-2004. - .
Плашки круглые ручные предназначены для слесарных работ и работ по нарезанию резьбы с использованием воротка или плашкодержателя, при невращающейся плашке на станках общего назначения. Плашки круглые машинные применяют для работ на токарных автоматах.
Требования разд.1, 2, 3, пп.3б.113б.15 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 3, 4, 5).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Плашки круглые для метрической резьбы должны изготовляться трех типов:
1 - для резьб диаметром от 1 мм до 3 мм;
2 - для резьб диаметром от 1 мм до 6 мм;
3 - для резьб диаметром св. 6 мм до 68 мм.
(Измененная редакция, Изм. N 4).
1.2. Конструкция и размеры плашек для метрической резьбы должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Размеры, мм
Обозна- | При- | Обозна- | При- | Номиналь- | Шаг резьбы | Ти- пы | Угол в пла- |
| ||||||||||
правых | левых | 1 | 2 | 3 | круп- | мел- | ||||||||||||
2650-1301 | 2650-1302 | 1,0 | - | - | 0,25 | - | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | ||
2650-1303 | 2650-1304 | 45° | ||||||||||||||||
2650-1305 | 2650-1306 | 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1307 | 2650-1308 | 45° | ||||||||||||||||
2650-1311 | 2650-1312 | - | 0,2 | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | |||||
2650-1313 | 2650-1314 | 45° | ||||||||||||||||
2650-1315 | 2650-1316 | 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1317 | 2650-1318 | 45° | ||||||||||||||||
2650-1321 | 2650-1322 | - | 1,1 | - | 0,25 | - | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | ||
2650-1323 | 2650-1324 | 45° | ||||||||||||||||
2650-1325 | 2650-1326 | 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1327 | 2650-1328 | 45° | ||||||||||||||||
2650-1331 | 2650-1332 | - | 0,2 | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | |||||
2650-1333 | 2650-1334 | 45° | ||||||||||||||||
2650-1335 | 2650-1336 | 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1337 | 2650-1338 | 45° | ||||||||||||||||
2650-1341 | 2650-1342 | 1,2 | - | 0,25 | - | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | |||
2650-1343 | 2650-1344 | 45° | ||||||||||||||||
2650-1345 | 2650-1346 | 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1347 | 2650-1348 | 45° | ||||||||||||||||
2650-1351 | 2650-1352 | - | 0,2 | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | |||||
2650-1353 | 2650-1354 | 45° | ||||||||||||||||
2650-1355 | 2650-1356 | 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1357 | 2650-1358 | 45° | ||||||||||||||||
2650-1361 | 2650-1362 | - | 1,4 | 0,30 | - | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | |||
2650-1363 | 2650-1364 | 45° | ||||||||||||||||
2650-1365 | 2650-1366 | 2 | 30° | 16 | 5 | 2,5 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1367 | 2650-1368 |
| 45° |
|
|
|
|
| ||||||||||
2650-1371 | 2650-1372 |
| - | 0,2 | 1 | 30° | 12 | 3 | 1,5 | - | - | - | - | - | ||||
2650-1373 | 2650-1374 |
| 45° |
|
| |||||||||||||
2650-1375 | 2650-1376 |
| 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | ||||||
2650-1377 | 2650-1378 |
| 45° |
|
|
|
|
|
|
|
| |||||||
2650-1381 | 2650-1382 | 1,6 | - | 0,35 | - | 1 | 30° | 12 | 3 | - | - | - | - | - | - | |||
2650-1383 | 2650-1384 |
| 45° |
|
| |||||||||||||
2650-1385 | 2650-1386 | 2 | 30° | 16 | 5 | 2,5 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1387 | 2650-1388 |
| 45° | |||||||||||||||
2650-1391 | 2650-1392 |
| - | 0,2 | 1 | 30° | 12 | 3 | - | - | - | - | - | - | ||||
2650-1393 | 2650-1394 | 45° | ||||||||||||||||
2650-1395 | 2650-1396 |
| 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | ||||||
2650-1397 | 2650-1398 |
| 45° | |||||||||||||||
2650-1401 | 2650-1402 | - | 1,8 | 0,35 | - | 1 | 30° | 12 | 3 | - | - | - | - | - | - | |||
2650-1403 | 2650-1404 | 45° | ||||||||||||||||
2650-1405 | 2650-1406 |
| 2 | 30° | 16 | 5 | 2,5 | 11 | 0,2 | 3 | 3,2 | 0,5 | ||||||
2650-1407 | 2650-1408 | 45° | ||||||||||||||||
2650-1411 | 2650-1412 | - | 0,2 | 1 | 30° | 12 | 3 | - | - | - | - | - | - | |||||
2650-1413 | 2650-1414 |
| 45° | |||||||||||||||
2650-1415 | 2650-1416 |
| 2 | 30° | 16 | 5 | 2 | 11 | 02 | 3 | 3,2 | 0,5 | ||||||
2650-1417 | 2650-1418 | 45° |
|
|
| |||||||||||||
2650-1421 | 2650-1422 | 2,0 | - | 0,40 | - | 1 | 30° | 12 | 3 | - | - | - | - | - | - | |||
2650-1423 | 2650-1424 |
| 45° | |||||||||||||||
2650-1425 | 2650-1426 | 2 | 30° | 16 | 5 | 3 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1427 | 2650-1428 | 45° | ||||||||||||||||
2650-1431 | 2650-1432 | - | 0,25 | 1 | 30° | 12 | 3 | - | - | - | - | - | ||||||
2650-1433 | 2650-1434 |
| 45° |
|
| |||||||||||||
2650-1435 | 2650-1436 |
| 2 | 30° | 16 | 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | ||||||
2650-1437 | 2650-1438 |
| 45° | |||||||||||||||
2650-1441 | 2650-1442 | - | 2,2 | 0,45 | - | 1 | 30° | 16 | 3 | - | - | - | - | - | - | |||
2650-1443 | 2650-1444 |
| 45° | |||||||||||||||
2650-1445 | 2650-1446 |
| 2 | 30° | 5 | 3 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1447 | 2650-1448 |
|
| 45° | ||||||||||||||
2650-1451 | 2650-1452 | - | 0,25 | 1 | 30° | 3 | - | - | - | - | - | - | ||||||
2650-1453 | 2650-1454 |
| 45° | |||||||||||||||
2650-1455 | 2650-1456 | 2 | 30° |
| 5 | 2 | 11 | 0,2 | 3 | 3,2 | 0,5 | |||||||
2650-1457 | 2650-1458 |
| 45° | |||||||||||||||
2650-1461 | 2650-1462 | 2,5 | - | 0,45 | - | 1 | 30° | 3 | - | - | - | - | - | - | ||||
2650-1463 | 2650-1464 |
| 45° | |||||||||||||||
2650-1465 | 2650-1466 | 2 | 30° | 5 | 3 | 11 | 0,2 | 3 | 3,2 | 0,5 | ||||||||
2650-1467 | 2650-1468 |
| 45° | |||||||||||||||
2650-1471 | 2650-1472 | - | 0,35 | 1 | 30° | 16 | 3 | - | - | - | - | - | - | |||||
2650-1473 | 2650-1474 | 45° | ||||||||||||||||
2650-1475 | 2650-1476 | 2 | 30° | 5 | 2,5 | 11 | 0,2 | 3 | 3,2 | 0,5 | ||||||||
2650-1477 | 2650-1478 | 45° | ||||||||||||||||
2650-1481 | 2650-1482 | 3,0 | - | 0,50 | - | 1 | 30° | 3 | - | - | - | - | - | - | ||||
2650-1483 | 2650-1484 |
| 45° |
| ||||||||||||||
2650-1485 | 2650-1486 | 2 | 25° | 20 | 5 | 0,2 | 4 | 3,2 | 0,5 | |||||||||
2650-1487 | 2650-1488 | 30° | ||||||||||||||||
2650-1491 | 2650-1492 | 45° | ||||||||||||||||
2650-1493 | 2650-1494 | - | 0,35 | 1 | 30° | 16 | 3 | - | - | - | - | |||||||
2650-1495 | 2650-1496 | 45° | ||||||||||||||||
2650-1497 | 2650-1498 | 2 | 25° | 20 | 5 | 3 | 15 | 0,2 | 4 | 3,2 | 0,5 | |||||||
2650-1501 | 2650-1502 | 30° |
| |||||||||||||||
2650-1503 | 2650-1504 | 45° | ||||||||||||||||
2650-1505 | 2650-1506 | - | 3,5 | (0,60) | - | 25° | 20 | 5 | - | - | 3,2 | |||||||
2650-1507 | 2650-1508 | 30° | ||||||||||||||||
2650-1511 | 2650-1512 |
| 45° | |||||||||||||||
2650-1513 | 2650-1514 | - | 0,35 | 25° | 3 | 15 | ||||||||||||
2650-1515 | 2650-1516 | 30° | ||||||||||||||||
2650-1517 | 2650-1518 | 45° | ||||||||||||||||
2650-1521 | 2650-1522 | 4,0 | - | 0,70 | - | 25° | 5 | - | - |
|
|
| ||||||
2650-1523 | 2650-1524 | 30° | ||||||||||||||||
2650-1525 | 2650-1526 | 45° | ||||||||||||||||
2650-1527 | 2650-1528 | - | 0,50 | 25° | ||||||||||||||
2650-1531 | 2650-1532 | 30° | ||||||||||||||||
2650-1533 | 2650-1534 | 45° | ||||||||||||||||
2650-1535 | 2650-1536 | - | 4,5 | (0,75) | - | 25° | 7 | 0,5 | 0,6 | |||||||||
2650-1537 | 2650-1538 | 30° | ||||||||||||||||
2650-1541 | 2650-1542 |
| 45° | |||||||||||||||
2650-1543 | 2650-1544 | - | 0,50 | 25° | 5 | 0,2 | 0,5 | |||||||||||
2650-1545 | 2650-1546 | 30° |
| |||||||||||||||
2650-1547 | 2650-1548 | 45° | ||||||||||||||||
2650-1551 | 2650-1552 | 5,0 | - | 0,80 | - | 25° | 7 | 0,5 | 0,6 | |||||||||
2650-1553 | 2650-1554 | 30° |
| |||||||||||||||
2650-1555 | 2650-1556 | 45° | ||||||||||||||||
2650-1557 | 2650-1558 | - | 0,50 | 25° | 5 | 0,2 | 0,5 | |||||||||||
2650-1561 | 2650-1562 | 30° | ||||||||||||||||
2650-1563 | 2650-1564 | 45° | ||||||||||||||||
2650-1565 | 2650-1566 | (5,5) | 25° | |||||||||||||||
2650-1567 | 2650-1568 | 30° | ||||||||||||||||
2650-1571 | 2650-1572 | - | 45° | |||||||||||||||
2650-1573 | 2650-1574 | 6,0 | - | 1,00 | - | 25° | 7 | 0,5 |
| 0,6 | ||||||||
2650-1575 | 2650-1576 | 30° | ||||||||||||||||
2650-1577 | 2650-1578 | 45° | ||||||||||||||||
2650-1581 | 2650-1582 | - | 0,75 | 25° | ||||||||||||||
2650-1583 | 2650-1584 | 30° | ||||||||||||||||
2650-1585 | 2650-1586 | 45° | ||||||||||||||||
2650-1587 | 2650-1588 | 0,50 | 25° | 5 | 0,2 | 0,5 | ||||||||||||
2650-1591 | 2650-1592 | 30° | ||||||||||||||||
2650-1593 | 2650-1594 | 45° | ||||||||||||||||
2650-1595 | 2650-1596 | 7,0 | 1,00 | - | 3 | 25° | 25 | 9 | 0,5 | 5 | 4,0 | 0,8 | ||||||
2650-1597 | 2650-1598 | 30° | ||||||||||||||||
2650-1601 | 2650-1602 | 45° | ||||||||||||||||
2650-1603 | 2650-1604 | - | 0,75 | 25° | ||||||||||||||
2650-1605 | 2650-1606 | - |
| 30° | - |
|
| |||||||||||
2650-1607 | 2650-1608 | 45° | ||||||||||||||||
2650-1611 | 2650-1612 | 0,50 | 25° | 7 | ||||||||||||||
2650-1613 | 2650-1614 | 30° | ||||||||||||||||
2650-1615 | 2650-1616 | 45° | ||||||||||||||||
2650-1617 | 2650-1618 | 8 | - | 1,25 | - | 25° | 9 | |||||||||||
2650-1621 | 2650-1622 | 30° | ||||||||||||||||
2650-1623 | 2650-1624 | 45° | ||||||||||||||||
2650-1625 | 2650-1626 | - | 1,00 | 25° | ||||||||||||||
2650-1627 | 2650-1628 | 30° | ||||||||||||||||
2650-1631 | 2650-1632 | 45° | ||||||||||||||||
2650-1633 | 2650-1634 | 0,75 | 25° | |||||||||||||||
2650-1635 | 2650-1636 | 30° | ||||||||||||||||
2650-1637 | 2650-1638 | 45° | ||||||||||||||||
2650-1641 | 2650-1642 | 0,50 | 25° | 7 | ||||||||||||||
2650-1643 | 2650-1644 | 30° | ||||||||||||||||
2650-1645 | 2650-1646 | 45° | ||||||||||||||||
2650-1647 | 2650-1648 | - | 9 | (1,25) | - |
| 25° | 9 |
| |||||||||
2650-1651 | 2650-1652 | 30° | ||||||||||||||||
2650-1653 | 2650-1654 | 45° | ||||||||||||||||
2650-1655 | 2650-1656 | - | 1,00 | 25° |
| |||||||||||||
2650-1657 | 2650-1658 | 30° | ||||||||||||||||
2650-1661 | 2650-1662 | 45° | ||||||||||||||||
2650-1663 | 2650-1664 | 0,75 | 25° | |||||||||||||||
2650-1665 | 2650-1666 | 30° | ||||||||||||||||
2650-1667 | 2650-1668 | 45° | ||||||||||||||||
2650-1671 | 2650-1672 | 0,50 | 25° | 7 | ||||||||||||||
2650-1673 | 2650-1674 | 30° | ||||||||||||||||
2650-1675 | 2650-1676 | 45° | ||||||||||||||||
2650-1677 | 2650-1678 | 10 | - | 1,50 | - | 25° | 30 | 11 | 1 | 1,0 | ||||||||
2650-1681 | 2650-1682 | 30° | ||||||||||||||||
2650-1683 | 2650-1684 | 45° | ||||||||||||||||
2650-1685 | 2650-1686 | - | 1,25 | 25° | ||||||||||||||
2650-1687 | 2650-1688 | 30° | ||||||||||||||||
2650-1691 | 2650-1692 | 45° | ||||||||||||||||
2650-1693 | 2650-1694 | 25° | ||||||||||||||||
2650-1695 | 2650-1696 | 1,00 | 30° | |||||||||||||||
2650-1697 | 2650-1698 | 45° | ||||||||||||||||
2650-1701 | 2650-1702 |
| 0,75 | 25° | 8 | 24 | ||||||||||||
2650-1703 | 2650-1704 | 30° |
|
| ||||||||||||||
2650-1705 | 2650-1706 | 45° | ||||||||||||||||
2650-1707 | 2650-1708 | 0,50 | 25° | 8 | - | - | 0,5 | |||||||||||
2650-1711 | 2650-1712 | 30° | ||||||||||||||||
2650-1713 | 2650-1714 | 45° | ||||||||||||||||
2650-1715 | 2650-1716 | - | 11 | (1,50) | - | 25° | 11 | 1 | ||||||||||
2650-1717 | 2650-1718 | 30° | ||||||||||||||||
2650-1721 | 2650-1722 | 45° | ||||||||||||||||
2650-1723 | 2650-1724 | - | 1,00 | 25° | ||||||||||||||
2650-1725 | 2650-1726 | 30° | ||||||||||||||||
2650-1727 | 2650-1728 | 45° | ||||||||||||||||
2650-1731 | 2650-1732 | 0,75 | 25° | 8 | 24 | |||||||||||||
2650-1733 | 2650-1734 | 30° | ||||||||||||||||
2650-1735 | 2650-1736 | 45° | ||||||||||||||||
2650-1737 | 2650-1738 | 0,50 | 25° | 8 | - | - | ||||||||||||
2650-1741 | 2650-1742 | 30° | ||||||||||||||||
2650-1743 | 2650-1744 | 45° | ||||||||||||||||
2650-1745 | 2650-1746 | 12 | - | 1,75 | - | 25° | 38 | 14 | 6 | 5 | 1,2 | |||||||
2650-1747 | 2650-1748 | 30° | ||||||||||||||||
2650-1751 | 2650-1752 | 45° | ||||||||||||||||
2650-1753 | 2650-1754 | - | 1,50 | 25° | 10 | |||||||||||||
2650-1755 | 2650-1756 | 30° | ||||||||||||||||
2650-1757 | 2650-1758 | 45° | ||||||||||||||||
2650-1761 | 2650-1762 | 1,25 | 25° | |||||||||||||||
2650-1763 | 2650-1764 | 30° | ||||||||||||||||
2650-1765 | 2650-1766 | 45° |
|
|
|
| ||||||||||||
2650-1767 | 2650-1768 | 1,00 | 25° | |||||||||||||||
2650-1771 | 2650-1772 | 30° | ||||||||||||||||
2650-1773 | 2650-1774 | 45° | ||||||||||||||||
2650-1775 | 2650-1776 | 0,75 | 25° | 7 | 30 | |||||||||||||
2650-1777 | 2650-1778 | 30° | ||||||||||||||||
2650-1781 | 2650-1782 | 45° | ||||||||||||||||
2650-1783 | 2650-1784 | 0,50 | 25° | |||||||||||||||
2650-1785 | 2650-1786 | 30° | ||||||||||||||||
2650-1787 | 2650-1788 | 45° | ||||||||||||||||
2650-1791 | 2650-1792 | - | 14 | 2,00 | - | 25° | 14 | - | - | |||||||||
2650-1793 | 2650-1794 |
| 30° | |||||||||||||||
2650-1795 | 2650-1796 | 45° | ||||||||||||||||
2650-1797 | 2650-1798 | - | 1,50 | 25° | 10 | |||||||||||||
2650-1801 | 2650-1802 | 30° | ||||||||||||||||
2650-1803 | 2650-1804 | 45° | ||||||||||||||||
2650-1805 | 2650-1806 | 1,25 | 25° | |||||||||||||||
2650-1807 | 2650-1808 |
|
| 30° | ||||||||||||||
2650-1811 | 2650-1812 | 45° | ||||||||||||||||
2650-1813 | 2650-1814 | 1,00 | 25° | |||||||||||||||
2650-1815 | 2650-1816 | 30° | ||||||||||||||||
2650-1817 | 2650-1818 | 45° | ||||||||||||||||
2650-2001 | 2650-2002 | 0,75 | 25° | 7 | 30 | |||||||||||||
2650-2003 | 2650-2004 | 30° | ||||||||||||||||
2650-2005 | 2650-2006 | 45° | ||||||||||||||||
2650-2007 | 2650-2008 | 0,50 | 25° | |||||||||||||||
Продолжение табл.1
Размеры, мм
Обозна- | При- | Обозна- | При- | Номиналь- | Шаг резьбы | Ти- пы | Угол в пла- |
| ||||||||||
правых | левых | 1 | 2 | 3 | круп- | мел- | ||||||||||||
2650-2011 | 2650-2012 | - | 14 | - | - | 0,50 | 3 | 30° | 38 | 10 | 7 | 30 | 1 | 6 | 5 | 1,2 | ||
2650-2013 | 2650-2014 | 45° | ||||||||||||||||
2650-2015 | 2650-2016 | - | 15 | 1,50 | 25° | - | - | |||||||||||
2650-2017 | 2650-2018 | 30° | ||||||||||||||||
2650-2021 | 2650-2022 | 45° | ||||||||||||||||
2650-2023 | 2650-2024 | (1,00) | 25° | |||||||||||||||
2650-2025 | 2650-2026 | 30° | ||||||||||||||||
2650-2027 | 2650-2028 | 45° | ||||||||||||||||
2650-2031 | 2650-2032 | 16 | - | 2,00 | - | 25° | 45 | 18 | 5,3 | |||||||||
2650-2033 | 2650-2034 | 30° | ||||||||||||||||
2650-2035 | 2650-2036 | 45° | ||||||||||||||||
2650-2037 | 2650-2038 | - | 1,50 | 25° | 14 | |||||||||||||
2650-2041 | 2650-2042 | 30° | ||||||||||||||||
2650-2043 | 2650-2044 | 45° | ||||||||||||||||
2650-2045 | 2650-2046 | 1,00 | 25° | 10 | 36 | |||||||||||||
2650-2047 | 2650-2048 | 30° | ||||||||||||||||
2650-2051 | 2650-2052 | 45° | ||||||||||||||||
2650-2053 | 2650-2054 | 0,75 | 25° | 10 | 7 | |||||||||||||
2650-2055 | 2650-2056 | 30° | ||||||||||||||||
2650-2057 | 2650-2058 | 45° | ||||||||||||||||
2650-2061 | 2650-2062 | 0,50 | 25° | |||||||||||||||
2650-2063 | 2650-2064 | 30° | ||||||||||||||||
2650-2065 | 2650-2066 | 45° | ||||||||||||||||
2650-2067 | 2650-2068 | - | 17 | 1,50 | 25° | 14 | - | - | ||||||||||
2650-2071 | 2650-2072 | 30° | ||||||||||||||||
2650-2073 | 2650-2074 | 45° | ||||||||||||||||
2650-2075 | 2650-2076 | (1,00) | 25° | 10 | 36 | |||||||||||||
2650-2077 | 2650-2078 | 30° | ||||||||||||||||
2650-2081 | 2650-2082 | 45° | ||||||||||||||||
2650-2083 | 2650-2084 | 18 | - | 2,5 | - | 25° | 18 | - | - | |||||||||
2650-2085 | 2650-2086 | 30° | ||||||||||||||||
2650-2087 | 2650-2088 | 45° | ||||||||||||||||
2650-2091 | 2650-2092 | - | 2,00 | 25° | 14 | |||||||||||||
2650-2093 | 2650-2094 | 30° | ||||||||||||||||
2650-2095 | 2650-2096 | 45° | ||||||||||||||||
2650-2097 | 2650-2098 | 1,50 | 25° | |||||||||||||||
2650-2101 | 2650-2102 | 30° | ||||||||||||||||
2650-2103 | 2650-2104 | 45° | ||||||||||||||||
2650-2105 | 2650-2106 | 1,00 | 25° | 10 | 36 | |||||||||||||
2650-2107 | 2650-2108 | 30° | ||||||||||||||||
2650-2111 | 2650-2112 | 45° | ||||||||||||||||
2650-2113 | 2650-2114 | 0,75 | 25° | 10 | - | - | ||||||||||||
2650-2115 | 2650-2116 | 30° | ||||||||||||||||
2650-2117 | 2650-2118 | 45° | ||||||||||||||||
2650-2121 | 2650-2122 | 0,50 | 25° | 7 | 36 | |||||||||||||
2650-2123 | 2650-2124 | 30° | ||||||||||||||||
2650-2125 | 2650-2126 | 45° | ||||||||||||||||
2650-2127 | 2650-2128 | 20 | - | 2,5 | - | 25° | 18 | - | - | |||||||||
2650-2131 | 2650-2132 | 30° | ||||||||||||||||
2650-2133 | 2650-2134 | 45° | ||||||||||||||||
2650-2135 | 2650-2136 | - | 2,00 | 25° | 14 | |||||||||||||
2650-2137 | 2650-2138 | 30° | ||||||||||||||||
2650-2141 | 2650-2142 | 45° | ||||||||||||||||
2650-2143 | 2650-2144 | 1,50 | 25° | |||||||||||||||
2650-2145 | 2650-2146 | 30° | ||||||||||||||||
2650-2147 | 2650-2148 | 45° | ||||||||||||||||
2650-2151 | 2650-2152 | 1,00 | 25° | 10 | 36 | |||||||||||||
2650-2153 | 2650-2154 | 30° | ||||||||||||||||
2650-2155 | 2650-2156 | 45° | ||||||||||||||||
2650-2157 | 2650-2158 | 0,75 | 25° | 10 | - | - | ||||||||||||
2650-2161 | 2650-2162 | 30° | ||||||||||||||||
2650-2163 | 2650-2164 | 45° | ||||||||||||||||
2650-2165 | 2650-2166 | 0,50 | 25° | 7 | 36 | |||||||||||||
2650-2167 | 2650-2168 | 30° | ||||||||||||||||
2650-2171 | 2650-2172 | 45° | ||||||||||||||||
2650-2173 | 2650-2174 | - | 22 | 2,5 | - | 25° | 55 | 22 | - | - | 2 | 8 | 6,5 | 1,5 | ||||
2650-2175 | 2650-2176 | 30° | ||||||||||||||||
2650-2177 | 2650-2178 | 45° | ||||||||||||||||
2650-2181 | 2650-2182 | - | 2,00 | 25° | 16 | 1 | ||||||||||||
2650-2183 | 2650-2184 | 30° | ||||||||||||||||
2650-2185 | 2650-2186 | 45° | ||||||||||||||||
2650-2187 | 2650-2188 | 1,50 | 25° | |||||||||||||||
2650-2191 | 2650-2192 | 30° | ||||||||||||||||
2650-2193 | 2650-2194 | 45° | ||||||||||||||||
2650-2195 | 2650-2196 | 1,00 | 25° | 12 | 45 | |||||||||||||
2650-2197 | 2650-2198 | 30° | ||||||||||||||||
2650-2201 | 2650-2202 | 45° | ||||||||||||||||
2650-2203 | 2650-2204 | 0,75 | 25° | 12 | 8 | |||||||||||||
2650-2205 | 2650-2206 | 30° | ||||||||||||||||
2650-2207 | 2650-2208 | 45° | ||||||||||||||||
2650-2211 | 2650-2212 | 0,50 | 25° | |||||||||||||||
2650-2213 | 2650-2214 | 30° | ||||||||||||||||
2650-2215 | 2650-2216 | 45° | ||||||||||||||||
2650-2217 | 2650-2218 | 24 | - | 3,0 | - | 25° | 22 | - | - | 2 | ||||||||
2650-2221 | 2650-2222 | 30° | ||||||||||||||||
2650-2223 | 2650-2224 | 45° | ||||||||||||||||
2650-2225 | 2650-2226 | - | 2,00 | 25° | 16 | 1 | ||||||||||||
2650-2227 | 2650-2228 | 30° | ||||||||||||||||
2650-2231 | 2650-2232 | 45° | ||||||||||||||||
2650-2233 | 2650-2234 | 1,50 | 25° | |||||||||||||||
2650-2235 | 2650-2236 | 30° | ||||||||||||||||
2650-2237 | 2650-2238 | 45° | ||||||||||||||||
2650-2241 | 2650-2242 | 1,00 | 25° | 12 | 45 | |||||||||||||
2650-2243 | 2650-2244 | 30° | ||||||||||||||||
2650-2245 | 2650-2246 | 45° | ||||||||||||||||
2650-2247 | 2650-2248 | 0,75 | 25° | 12 | 8 | |||||||||||||
2650-2251 | 2650-2252 | 30° | ||||||||||||||||
2650-2253 | 2650-2254 | 45° | ||||||||||||||||
2650-2255 | 2650-2256 | - | 25 | 2,00 | 25° | 16 | - | - | ||||||||||
2650-2257 | 2650-2258 | 30° | ||||||||||||||||
2650-2261 | 2650-2262 | 45° | ||||||||||||||||
2650-2263 | 2650-2264 | 1,50 | 25° | |||||||||||||||
2650-2265 | 2650-2266 | 30° | ||||||||||||||||
2650-2267 | 2650-2268 | 45° | ||||||||||||||||
2650-2271 | 2650-2272 | (1,00) | 25° | 12 | 45 | |||||||||||||
2650-2273 | 2650-2274 | 30° | ||||||||||||||||
2650-2275 | 2650-2276 | 45° | ||||||||||||||||
2650-2277 | 2650-2278 | (26) | 1,50 | 25° | - | - | ||||||||||||
2650-2281 | 2650-2282 | 30° | ||||||||||||||||
2650-2283 | 2650-2284 | 45° | ||||||||||||||||
2650-2285 | 2650-2286 | 27 | - | 3,00 | - | 25° | 65 | 25 | 2 | 1,8 | ||||||||
2650-2287 | 2650-2288 | 30° | ||||||||||||||||
2650-2291 | 2650-2292 | 45° | ||||||||||||||||
2650-2293 | 2650-2294 | - | 2,00 | 25° | 18 | 1 | ||||||||||||
2650-2295 | 2650-2296 | 30° | ||||||||||||||||
2650-2297 | 2650-2298 | 45° | ||||||||||||||||
2650-2301 | 2650-2302 | 1,50 | 25° | |||||||||||||||
2650-2303 | 2650-2304 | 30° | ||||||||||||||||
2650-2305 | 2650-2306 | 45° | ||||||||||||||||
2650-2307 | 2650-2308 | 1,00 | 25° | 12 | 54 | |||||||||||||
2650-2311 | 2650-2312 | 30° | ||||||||||||||||
2650-2313 | 2650-2314 | 45° | ||||||||||||||||
2650-2315 | 2650-2316 | 0,75 | 25° | 14 | 10 | |||||||||||||
2650-2317 | 2650-2318 | 30° | ||||||||||||||||
2650-2321 | 2650-2322 | 45° | ||||||||||||||||
2650-2323 | 2650-2324 | - | (28) | 2,00 | 25° | 18 | - | - | ||||||||||
2650-2325 | 2650-2326 | 30° | ||||||||||||||||
2650-2327 | 2650-2328 | 45° | ||||||||||||||||
2650-2331 | 2650-2332 | 1,50 | 25° | - | - | |||||||||||||
2650-2333 | 2650-2334 | 30° | ||||||||||||||||
2650-2335 | 2650-2336 | 45° | ||||||||||||||||
2650-2337 | 2650-2338 | 1,00 | 25° | 12 | 54 | |||||||||||||
2650-2341 | 2650-2342 | 30° | ||||||||||||||||
2650-2343 | 2650-2344 | 45° | ||||||||||||||||
2650-2345 | 2650-2346 | 30 | - | 3,5 | - | 25° | 25 | - | - | 2 | ||||||||
2650-2347 | 2650-2348 | 30° | ||||||||||||||||
2650-2351 | 2650-2352 | 45° | ||||||||||||||||
2650-2353 | 2650-2354 | - | (3,00) | 25° | ||||||||||||||
2650-2355 | 2650-2356 | 30° | ||||||||||||||||
2650-2357 | 2650-2358 | 45° | ||||||||||||||||
2650-2361 | 2650-2362 | - | 2,00 | 25° | 18 | 1 | ||||||||||||
2650-2363 | 2650-2364 | 30° | ||||||||||||||||
2650-2365 | 2650-2366 | 45° | ||||||||||||||||
2650-2367 | 2650-2368 | - | 1,50 | 25° | ||||||||||||||
2650-2371 | 2650-2372 | 30° | ||||||||||||||||
2650-2373 | 2650-2374 | 45° | ||||||||||||||||
2650-2375 | 2650-2376 | 1,00 | 25° | 12 | 54 | |||||||||||||
2650-2377 | 2650-2378 | 30° | ||||||||||||||||
2650-2381 | 2650-2382 | 45° | ||||||||||||||||
2650-2383 | 2650-2384 | 0,75 | 25° | 14 | 10 | |||||||||||||
2650-2385 | 2650-2386 | 30° | ||||||||||||||||
2650-2387 | 2650-2388 | 45° | ||||||||||||||||
2650-2391 | 2650-2392 | - | - | (32) | 2,00 | 25° | 18 | - | - | 2 | ||||||||
2650-2393 | 2650-2394 | 30° | ||||||||||||||||
2650-2395 | 2650-2396 | 45° | ||||||||||||||||
2650-2397 | 2650-9398 | 1,50 | 25° | - | - | |||||||||||||
2650-2401 | 2650-2402 | 30° | ||||||||||||||||
2650-2403 | 2650-2404 | 45° | ||||||||||||||||
2650-2405 | 2650-2406 | 33 | - | 3,5 | - | 25° | 25 | - | - | |||||||||
2650-2407 | 2650-2408 | 30° | ||||||||||||||||
2650-2411 | 2650-2412 | 45° | ||||||||||||||||
2650-2413 | 2650-2414 | - | (3,00) | 25° | ||||||||||||||
2650-2415 | 2650-2416 | 30° | ||||||||||||||||
2650-2417 | 2650-2418 | 45° | ||||||||||||||||
2650-2421 | 2650-2422 | 2,00 | 25° | 18 | ||||||||||||||
2650-2423 | 2650-2424 |
| 30° | |||||||||||||||
2650-2425 | 2650-2426 | 45° | ||||||||||||||||
2650-2427 | 2650-2428 | 1,50 | 25° |
| ||||||||||||||
2650-2431 | 2650-2432 |
|
| 30° | ||||||||||||||
2650-2433 | 2650-2434 | 45° | ||||||||||||||||
2650-2435 | 2650-2436 | 1,00 | 25° | 14 | 12 | 54 | 1 | |||||||||||
2650-2437 | 2650-2438 | - |
| 30° |
| |||||||||||||
2650-2441 | 2650-2442 | 45° | ||||||||||||||||
2650-2443 | 2650-2444 | 0,75 | 25° |
| 10 |
|
| |||||||||||
2650-2445 | 2650-2446 |
| 30° |
| ||||||||||||||
2650-2447 | 2650-2448 | 45° | ||||||||||||||||
2650-2451 | 2650-2452 | - | 35 | 1,50 | 25° | 18 | - | - | 2 | |||||||||
2650-2453 | 2650-2454 | 30° |
| |||||||||||||||
2650-2455 | 2650-2456 | 45° | ||||||||||||||||
2650-2457 | 2650-2458 | 36 | - | 4,0 | - | 25° | 25 |
| ||||||||||
2650-2461 | 2650-2462 |
|
| 30° | ||||||||||||||
Продолжение табл.1
Размеры, мм
Обозна- | При- | Обозна- | При- | Номиналь- | Шаг резьбы | Ти- пы | Угол в пла- |
| ||||||||||
правых | левых | 1 | 2 | 3 | круп- | мел- | ||||||||||||
2650-2463 | 2650-2464 | 36 | - | - | 4,0 | - | 3 | 45° | 65 | 25 | - | - | 2 | 8 | 6,5 | 1,8 | ||
2650-2465 | 2650-2466 | - | 3,00 | 25° | ||||||||||||||
2650-2467 | 2650-2468 | 30° | ||||||||||||||||
2650-2471 | 2650-2472 | 45° | ||||||||||||||||
2650-2473 | 2650-2474 | 2,00 | 25° | 18 | ||||||||||||||
2650-2475 | 2650-2476 | 30° | ||||||||||||||||
2650-2477 | 2650-2478 | 45° | ||||||||||||||||
2650-2481 | 2650-2482 | 1,50 | 25° | |||||||||||||||
2650-2483 | 2650-2484 | 30° | ||||||||||||||||
2650-2485 | 2650-2486 | 45° | ||||||||||||||||
2650-2487 | 2650-2488 | 1,00 | 25° | 14 | 12 | 54 | 1 | |||||||||||
2650-2491 | 2650-2492 | 30° | ||||||||||||||||
2650-2493 | 2650-2494 | 45° | ||||||||||||||||
2650-2495 | 2650-2496 | - | (38) | 1,50 | 25° | 75 | 20 | 16 | 63 | 2 | 7,0 | |||||||
2650-2497 | 2650-2498 | 30° | ||||||||||||||||
2650-2501 | 2650-2502 | 45° | ||||||||||||||||
2650-2503 | 2650-2504 | 39 | - | 4,0 | - | 25° | 30 | - | - | |||||||||
2650-2505 | 2650-2506 | 30° | ||||||||||||||||
2650-2507 | 2650-2508 | 45° | ||||||||||||||||
2650-2511 | 2650-2512 | - | 3,00 | 25° | ||||||||||||||
2650-2513 | 2650-2514 | 30° | ||||||||||||||||
2650-2515 | 2650-2516 | 45° | ||||||||||||||||
2650-2517 | 2650-2518 | 2,00 | 25° | 20 | ||||||||||||||
2650-2521 | 2650-2522 | 30° | ||||||||||||||||
2650-2523 | 2650-2524 | 45° | ||||||||||||||||
2650-2525 | 2650-2526 | 1,50 | 25° | |||||||||||||||
2650-2527 | 2650-2528 | 30° | ||||||||||||||||
2650-2531 | 2650-2532 | 45° | ||||||||||||||||
2650-2533 | 2650-2534 | 1,00 | 25° | 16 | 12 | 63 | ||||||||||||
2650-2535 | 2650-2536 | 30° |
| |||||||||||||||
2650-2537 | 2650-2538 | 45° | ||||||||||||||||
2650-2541 | 2650-2542 | - | 40 | (3,00) | 25° | 30 | - | - | ||||||||||
2650-2543 | 2650-2544 | 30° |
| |||||||||||||||
2650-2545 | 2650-2546 | 45° | ||||||||||||||||
2650-2547 | 2650-2548 | (2,00) | 25° | 20 | ||||||||||||||
2650-2551 | 2650-2552 | 30° | ||||||||||||||||
2650-2553 | 2650-2554 | 45° | ||||||||||||||||
2650-2555 | 2650-2556 | 1,50 | 25° | |||||||||||||||
2650-2557 | 2650-2558 | 30° | ||||||||||||||||
2650-2561 | 2650-2562 | 45° | ||||||||||||||||
2650-2563 | 2650-2564 | 42 | - | 4,50 | - | 25° | 30 | |||||||||||
2650-2565 | 2650-2566 |
| 30° | |||||||||||||||
2650-2567 | 2650-2568 | 45° | ||||||||||||||||
2650-2571 | 2650-2572 | - | (4,00) | 25° | ||||||||||||||
2650-2573 | 2650-2574 | 30° | ||||||||||||||||
2650-2575 | 2650-2576 | 45° | ||||||||||||||||
2650-2577 | 2650-2578 | 3,00 | 25° | |||||||||||||||
2650-2581 | 2650-2582 | 30° | ||||||||||||||||
2650-2583 | 2650-2584 | 45° | ||||||||||||||||
2650-2585 | 2650-2586 | 2,00 | 25° | 20 | ||||||||||||||
2650-2587 | 2650-2588 | 30° | ||||||||||||||||
2650-2591 | 2650-2592 | 45° | ||||||||||||||||
2650-2593 | 2650-2594 | 1,50 | 25° | |||||||||||||||
2650-2595 | 2650-2596 | 30° | ||||||||||||||||
2650-2597 | 2650-2598 | 45° | ||||||||||||||||
2650-2601 | 2650-2602 | 1,00 | 25° | 16 | 12 | 63 | ||||||||||||
2650-2603 | 2650-2604 | 30° | ||||||||||||||||
2650-2605 | 2650-2606 | 45° | ||||||||||||||||
2650-2607 | 2650-2608 | - | 45 | 4,5 | - | 25° | 90 | 36 | - | - | 9 | 2,0 | ||||||
2650-2611 | 2650-2612 |
| 30° | |||||||||||||||
2650-2613 | 2650-2614 | 45° | ||||||||||||||||
2650-2615 | 2650-2616 | - | (4,00) | 25° | ||||||||||||||
2650-2617 | 2650-2618 | 30° | ||||||||||||||||
2650-2621 | 2650-2622 | 45° | ||||||||||||||||
2650-2623 | 2650-2624 | 3,00 | 25° | |||||||||||||||
2650-2625 | 2650-2626 | 30° | ||||||||||||||||
2650-2627 | 2650-2628 |
| 45° | |||||||||||||||
2650-2631 | 2650-2632 | 2,00 | 25° | 22 | ||||||||||||||
2650-2633 | 2650-2634 | 30° | ||||||||||||||||
2650-2635 | 2650-2636 | 45° | ||||||||||||||||
2650-2637 | 2650-2638 | 1,50 | 25° | |||||||||||||||
2650-2641 | 2650-2642 | 30° | ||||||||||||||||
2650-2643 | 2650-2644 | 45° | ||||||||||||||||
2650-2645 | 2650-2646 | 1,00 | 25° | 18 | 14 | 75 | ||||||||||||
2650-2647 | 2650-2648 | 30° |
| |||||||||||||||
2650-2651 | 2650-2652 | 45° | ||||||||||||||||
2650-2653 | 2650-2654 | 48 | - | 5,0 | - | 25° | 36 | - | - | |||||||||
2650-2655 | 2650-2656 | 30° | ||||||||||||||||
2650-2657 | 2650-2658 | 45° | ||||||||||||||||
2650-2661 | 2650-2662 |
| (4,00) | 25° | ||||||||||||||
2650-2663 | 2650-2664 | 30° | ||||||||||||||||
2650-2665 | 2650-2666 | 45° | ||||||||||||||||
2650-2667 | 2650-2668 | 3,00 | 25° | |||||||||||||||
2650-2671 | 2650-2672 | 30° | ||||||||||||||||
2650-2673 | 2650-2674 | 45° | ||||||||||||||||
2650-2675 | 2650-2676 | 2,00 | 25° | 22 | ||||||||||||||
2650-2677 | 2650-2678 | 30° | ||||||||||||||||
2650-2681 | 2650-2682 | 45° | ||||||||||||||||
2650-2683 | 2650-2684 | 1,50 | 25° | |||||||||||||||
2650-2685 | 2650-2686 | 30° | ||||||||||||||||
2650-2687 | 2650-2688 | 45° | ||||||||||||||||
2650-2691 | 2650-2692 | 1,00 | 25° | 18 | 14 | 75 | ||||||||||||
2650-2693 | 2650-2694 | 30° |
|
| ||||||||||||||
2650-2695 | 2650-2696 | 45° | ||||||||||||||||
2650-2697 | 2650-2698 | - | - | 50 | (3,00) | 25° | 36 | - | - | |||||||||
2650-2701 | 2650-2702 | 30° | ||||||||||||||||
2650-2703 | 2650-2704 | 45° | ||||||||||||||||
2650-2705 | 2650-2706 | (2,00) | 25° | 22 | - | - | ||||||||||||
2650-2707 | 2650-2708 | 30° | ||||||||||||||||
2690-2711 | 2650-2712 | 45° | ||||||||||||||||
2650-2713 | 2650-2714 | 1,50 | 25° | |||||||||||||||
2650-2715 | 2650-2716 | 30° | ||||||||||||||||
2650-2717 | 2650-2718 | 45° | ||||||||||||||||
2650-2721 | 2650-2722 | 52 | - | 5,0 | - | 25° | 36 | |||||||||||
2650-2723 | 2650-2724 |
| 30° | |||||||||||||||
2650-2725 | 2650-2726 | 45° | ||||||||||||||||
2650-2727 | 2650-2728 | - | (4,00) | 25° | ||||||||||||||
2650-2731 | 2650-2732 | 30° | ||||||||||||||||
2650-2733 | 2650-2734 | 45° | ||||||||||||||||
2650-2735 | 2650-2736 | 3,00 | 25° | |||||||||||||||
2650-2737 | 2650-2738 | 30° | ||||||||||||||||
2650-2741 | 2650-2742 | 45° | ||||||||||||||||
2650-2743 | 2650-2744 | 2,00 | 25° | 22 | ||||||||||||||
2650-2745 | 2650-2746 | 30° | ||||||||||||||||
2650-2747 | 2650-2748 | 45° | ||||||||||||||||
2650-2751 | 2650-2752 | 1,50 | 25° | |||||||||||||||
2650-2753 | 2650-2754 | 30° | ||||||||||||||||
2650-2755 | 2650-2756 | 45° | ||||||||||||||||
2650-2757 | 2650-2758 | 1,00 | 25° | 18 | 14 | 75 | 1 | |||||||||||
2650-2761 | 2650-2762 |
| 30° |
| ||||||||||||||
2650-2763 | 2650-2764 | 45° | ||||||||||||||||
2650-2801 | 2650-2802 | - | 55 | (4,0) | 25° | 105 | 36 | - | - | 1 | 10 | 10 | 2,5 | |||||
2650-2803 | 2650-2804 | 30° | ||||||||||||||||
2650-2805 | 2650-2806 | 45° | ||||||||||||||||
2650-2807 | 2650-2808 | (3,0) | 25° | |||||||||||||||
2650-2811 | 2650-2812 | 30° | ||||||||||||||||
2650-2813 | 2650-2814 | 45° | ||||||||||||||||
2650-2815 | 2650-2816 | 2,0 | 25° | 22 | ||||||||||||||
2650-2817 | 2650-2818 |
| 30° | |||||||||||||||
2650-2821 | 2650-2822 | 45° | 2 | |||||||||||||||
2650-2823 | 2650-2824 | 1,5 | 25° | |||||||||||||||
2650-2825 | 2650-2826 |
| 30° | |||||||||||||||
2650-2827 | 2650-2828 | 45° | ||||||||||||||||
2650-2831 | 2650-2832 | 56 | - | 5,5 | - | 25° | 36 | |||||||||||
2650-2833 | 2650-2834 |
| 30° | |||||||||||||||
2650-2835 | 2650-2836 | 45° | ||||||||||||||||
2650-2837 | 2650-2838 | - | 4,0 | 25° | ||||||||||||||
2650-2841 | 2650-2842 |
| 30° | |||||||||||||||
2650-2843 | 2650-2844 | 45° | ||||||||||||||||
2650-2845 | 2650-2846 | 3,0 | 25° | |||||||||||||||
2650-2847 | 2660-2848 | 30° | ||||||||||||||||
2650-2851 | 2650-2852 | 45° | ||||||||||||||||
2650-2853 | 2650-2854 | 2,0 | 25° | 22 | ||||||||||||||
2650-2855 | 2650-2856 |
| 30° | |||||||||||||||
2650-2857 | 2650-2858 | 45° | ||||||||||||||||
2650-2861 | 2650-2862 | 1,50 | 25° | |||||||||||||||
2650-2863 | 2650-2864 | 30° | ||||||||||||||||
2650-2865 | 2650-2866 | 45° | ||||||||||||||||
2650-2867 | 2650-2868 | - | 60 | (5,50) | - | 25° | 36 | |||||||||||
2650-2871 | 2650-2872 | 30° | ||||||||||||||||
2650-2873 | 2650-2874 | 45° | ||||||||||||||||
2650-2875 | 2660-2876 | - | 4,00 | 25° |
| |||||||||||||
2650-2877 | 2650-2878 |
| 30° | |||||||||||||||
2650-2881 | 2650-2882 | 45° | ||||||||||||||||
2650-2883 | 2650-2884 | 3,00 | 25° | 28 | 90 | |||||||||||||
2650-2885 | 2650-2886 | 30° | ||||||||||||||||
2650-2887 | 2650-2888 | 45° | ||||||||||||||||
2650-2891 | 2650-2892 | 2,00 | 25° | 22 | - | - | ||||||||||||
2650-2893 | 2650-2894 |
| 30° | |||||||||||||||
2650-2895 | 2650-2896 | 45° | ||||||||||||||||
2650-2897 | 2650-2898 | 1,50 | 25° | |||||||||||||||
2650-2901 | 2650-2902 |
| 30° | |||||||||||||||
2650-2903 | 2650-2904 | 45° | ||||||||||||||||
2650-2905 | 2650-2906 | 62 | (4,00) | 25° | 36 | |||||||||||||
2650-2907 | 2650-2908 | 30° | ||||||||||||||||
2650-2911 | 2650-2912 | 45° | ||||||||||||||||
2650-2913 | 2650-2914 | (3,00) | 25° | 28 | 90 | |||||||||||||
2650-2915 | 2650-2916 | 30° | ||||||||||||||||
2650-2917 | 2650-2918 | 45° | ||||||||||||||||
2650-2921 | 2650-2922 | 2,00 | 25° | 22 | - | - | ||||||||||||
2650-2923 | 2650-2924 |
| 30° | |||||||||||||||
2650-2925 | 2650-2926 | 45° | ||||||||||||||||
2650-2927 | 2650-2928 | 1,50 | 25° | |||||||||||||||
2650-2931 | 2650-2932 | 30° | ||||||||||||||||
2650-2933 | 2650-2934 | 45° | ||||||||||||||||
2650-2935 | 2650-2936 | 64 | - | 6,00 | - | 25° | 120 | 36 | ||||||||||
2650-2937 | 2650-2938 |
| 30° | |||||||||||||||
2650-2941 | 2650-2942 | 45° | ||||||||||||||||
2650-2943 | 2650-2944 | - | 4,00 | 25° | ||||||||||||||
2650-2945 | 2650-2946 |
| 30° | |||||||||||||||
2650-2947 | 2650-2948 | 45° |
| |||||||||||||||
2650-2951 | 2650-2952 | 3,00 | 25° | 28 | 100 | |||||||||||||
2650-2953 | 2650-2954 |
| 30° | |||||||||||||||
2650-2955 | 2650-2956 | 45° | ||||||||||||||||
2650-2957 | 2650-2958 | 2,00 | 25° | 22 | - | - | ||||||||||||
2650-2961 | 2650-2962 |
| 30° | |||||||||||||||
2650-2963 | 2650-2964 | 45° | ||||||||||||||||
2650-2965 | 2650-2966 | 1,50 | 25° | |||||||||||||||
2650-2967 | 2650-2968 |
| 30° |
| ||||||||||||||
2650-2971 | 2650-2972 | 45° | ||||||||||||||||
2650-2973 | 2650-2974 | - | 65 | (4,00) | 25° | 36 | ||||||||||||
2650-2975 | 2650-2976 | 30° | ||||||||||||||||
2650-2977 | 2650-2978 | 45° | ||||||||||||||||
2650-2981 | 2650-2982 | (3,00) | 25° | 28 | 100 | |||||||||||||
2650-2983 | 2650-2984 |
| 30° | |||||||||||||||
2650-2985 | 2650-2986 | 45° | ||||||||||||||||
2650-2987 | 2650-2988 | 2,00 | 25° | 22 | - | - | ||||||||||||
2650-3001 | 2650-3002 | 30° | ||||||||||||||||
2650-3003 | 2650-3004 | 45° | ||||||||||||||||
2650-3005 | 2650-3006 | 1,50 | 25° | |||||||||||||||
2650-3007 | 2650-3008 |
| 30° | |||||||||||||||
2650-3011 | 2650-3012 | 45° | ||||||||||||||||
2650-3013 | 2650-3014 | 68 | - | 6,00 | - | 25° | 36 | |||||||||||
2650-3015 | 2650-3016 |
| 30° | |||||||||||||||
2650-3017 | 2650-3018 | 45° | ||||||||||||||||
2650-3021 | 2650-3022 | - | 4,00 | 25° | ||||||||||||||
2650-3023 | 2650-3024 |
| 30° | |||||||||||||||
2650-3025 | 2650-3026 | 45° | ||||||||||||||||
2650-3027 | 2650-3028 | 3,00 | 25° | 28 | 100 | |||||||||||||
2650-3031 | 2650-3032 |
| 30° | |||||||||||||||
2650-3033 | 2650-3034 | 45° | ||||||||||||||||
2650-3035 | 2650-3036 | 2,00 | 25° | 22 | - | - | ||||||||||||
2650-3037 | 2650-3038 |
| 30° | |||||||||||||||
2650-3041 | 2650-3042 | 45° | ||||||||||||||||
2650-3043 | 2650-3044 | 1,50 | 25° | |||||||||||||||
2650-3045 | 2650-3046 |
| 30° | |||||||||||||||
2650-3047 | 2650-3048 | 45° | ||||||||||||||||
_______________
* Размеры, отсутствующие в ИСО 2568-88.
Текст документа соответствует оригиналу. - .
Примечания:
1. Плашки для резьб диаметром свыше 42 мм с шагом 1,5 мм допускается изготавливать с выточкой.
2. Размеры диаметра и шага резьбы, указанные в скобках, применять не рекомендуется.
3. Допускается изготовление плашек размером М3,5 и менее без выточек, плашек M12x1,5; M14х1,5 и М15х1,5 размером =14 мм.
4. Допускается изготовление плашек М3-М6 размером =3,5 мм.
Пример условного обозначения круглой плашки машинной с номинальным диаметром резьбы =6 мм, шагом
=1 мм, углом в плане
=25°, для поля допуска резьбы 6
, правой:
Плашка 2650-1573 6 ГОСТ 9740-71
То же левой:
Плашка 2650-1574 6 ГОСТ 9740-71
То же, ручной, правой:
Плашка 2650-1573 6
ГОСТ 9740-71
То же, ручной, левой:
Плашка 2650-1574 6
ГОСТ 9740-71.
1.3. Конструкция и размеры плашек для трубной цилиндрической резьбы должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Размеры, мм
Обозна- | При- | Обозна- | При- | Обоз- | Шаг | Число шагов на длине 25,4 мм | Номи- |
| ||||||
правых | левых | |||||||||||||
2654-1251** | 2654-0252 | 0,907 | 28 | 7,723 | 25 | 9 | 5 | 4,0 | 0,8 | 0,5 | ||||
2654-0151 | 2654-0152 |
| 9,728 | 30 | 11 |
| 1,0 | 1 | ||||||
2654-0153 | 2654-0154 | 1,337 | 19 | 13,157 | 38 | 10 | 6 | 5,0 | 1,2 | |||||
2654-0155 | 2654-0156 | 16,662 | 45 | 14 | 5,3 | |||||||||
2654-0157 | 2654-0158 | 1,814 | 14 | 20,955 | ||||||||||
2654-0161 | 2654-0162 | 22,911 | 55 | 16 | 8 | 6,5 | 1,5 | |||||||
2654-0163 | 2654-0164 | 26,441 | ||||||||||||
2654-0165 | 2654-0166 | 30,201 | 65 | 18 | 1,8 | |||||||||
2654-0167 | 2654-0168 | 2,309 | 11 | 33,249 | ||||||||||
2654-0171 | 2654-0172 | 37,987 | 75 | 20 | 7,0 | 2 | ||||||||
2654-0173 | 2654-0174 | 41,910 | ||||||||||||
2654-0175 | 2654-0176 | 44,323 | 90 | 22 | 9,0 | 2,0 | ||||||||
2654-0177 | 2654-0178 | 47,803 | ||||||||||||
2654-0253 | 2654-0254 | 53,746 | 105 | 10 | 10 | 2,5 | 2,0 | |||||||
2654-0255 | 2654-0256 | 59,614 | ||||||||||||
2654-0271 | 2654-0272 | 65,710 | 120 | |||||||||||
_______________
* Размер, отсутствующий в ИСО 4231-87.
** Текст документа соответствует оригиналу. - .
Примечание. (Исключено, Изм. N 5).
Пример условного обозначения круглой плашки машинной с обозначением размера резьбы для класса точности резьбы А, правой:
Плашка 2654-0157 А ГОСТ 9740-71
То же, левой:
Плашка 2654-0158 А ГОСТ 9740-71
То же, ручной правой:
Плашка 2654-0157 А ГОСТ 9740-71
То же, ручной левой:
Плашка 2654-0158 А ГОСТ 9740-71
1.2, 1.3 (Измененная редакция, Изм. N 1, 2, 3, 4, 5).
1.4. Размеры режущей части плашек должны соответствовать указанным на черт.3 и в табл.3.
Черт.3
Таблица 3
Размеры, мм
Номинальный диаметр метрической резьбы | Обозначение размера резьбы |
|
1...16 |
| 0,1 |
17...48 |
| 0,2 |
50...52 |
| 0,3 |
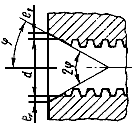
Примечание. Размер приведен для определения диаметра заборного конуса с углом при вершине 2
.
(Измененная редакция, Изм. N 2, 3, 4).
1.5. Для плашек, изготовляемых в централизованном порядке, устанавливаются:
а) угол в плане режущей части :
для метрической резьбы диаметрами до 2,5 мм (типы 1, 2) и 3 мм (тип 1) - 30°;
для метрической резьбы диаметрами св. 2,5 мм и трубной цилиндрической резьбы - 25°;
б) задний угол на заборном конусе = 6-8°.
Примечание. По требованию потребителя допускается изготовлять плашки с углом в плане :
для метрической резьбы диаметрами
до 2,5 мм (типы 1, 2) и 3 мм (тип 1) - 45°;
св. 2,5 мм - 30 и 45°.
(Измененная редакция, Изм. N 1).
1.6. Элементы конструкции и геометрические параметры круглых плашек указаны в приложении (рекомендуемом).
1.7. Основные размеры плашек для метрической резьбы в зависимости от номинального диаметра и шага резьбы указаны в приложении 4.
(Введен дополнительно, Изм. N 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. (Исключен, Изм. N 1).
2.2. Плашки должны быть изготовлены из быстрорежущей стали по ГОСТ 19265 или из стали марок ХВСГ или 9ХС по ГОСТ 5950.
(Измененная редакция, Изм. N 4).
2.3. Твердость зубьев у режущих кромок должна быть:
у плашек из стали марок ХВСГ, 9ХС - 59...63 ![]() ;
;
у плашек из быстрорежущей стали - 61...64 ![]() ;
;
у плашек из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% - 63...66 ![]() .
.
(Измененная редакция, Изм. N 1, 2, 3, 4).
2.4. На рабочей поверхности плашек не должно быть обезуглероженного слоя и мест с пониженной твердостью.
2.5. Параметры шероховатости поверхностей плашек по ГОСТ 2789 должны быть, мкм, не более:
профиля резьбы доведенного - |
| |||
недоведенного - |
| |||
передний поверхностей зубьев - |
| |||
задних поверхностей на режущей части - |
| |||
поверхностей опорных торцев - |
| |||
наружной цилиндрической поверхности - |
| |||
Параметр 6,3 передней поверхности выполняется от режущей кромки в радиальном направлении на протяжении 1,5 высоты резьбы.
(Измененная редакция, Изм. N 2, 3).
2.6. (Исключен, Изм. N 3).
2.7. Предельные отклонения размеров плашек должны соответствовать:
наружного диаметра | f10; d11* | |||
толщины | js12; js14* | |||
угла в плане режущей части | ±2°30' | |||
_______________
* Допустимые предельные отклонения ручных плашек.
(Измененная редакция, Изм. N 2, 3)
2.8. Допуск радиального биения наружной цилиндрической поверхности и торцового биения должны соответствовать указанным на черт.4 и в табл.3а1.
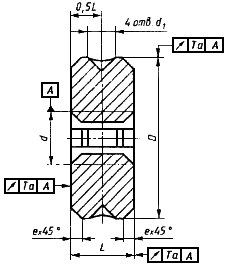
Черт.4
Таблица 3а1
мм
Диаметр плашек |
| |
ручных | машинных | |
До 30 | 0,15 | 0,05 |
Св. 30 до 45 | 0,20 | 0,06 |
Св. 45 до 55 | 0,07 | |
Св. 55 | 0,10 | |
Примечание. Предельные отклонения размеров и величины биения относятся к плашкам до их разрезки.
(Измененная редакция, Изм. N 2, 3, 4, 5).
2.9. (Исключен, Изм. N 5).
2.10. Допуски на резьбу плашек - по ГОСТ 17587.
Плашки изготовляются с полями допусков 6, 8
6
, 8
, 6
, 8
.
По заказу потребителя плашки могут изготовляться с другими полями допусков резьбы, предусмотренными ГОСТ 17587.
(Измененная редакция, Изм. N 1).
2.11. Средний и 95%-ный периоды стойкости недоведенных плашек из стали ХВСГ должны быть не менее указанных в табл.3в1 для метрической резьбы и в табл.3г1 - для трубной цилиндрической резьбы, при условиях испытаний, указанных в разд.3б.
Таблица 3в1*
Номинальный размер резьбы, мм | Средний период стойкости, мин | 95%-ный период стойкости, мин | ||
для степени точности | ||||
6 | 8 | 6 | 8 | |
До 1,4 | 15 | 30 | 6 | 12 |
Св. 1,4 до 5,5 | 25 | 50 | 10 | 20 |
Св. 5,5 | 45 | 90 | 18 | 36 |
_______________
* Табл.3б1 исключена.
Таблица 3г1
Обозначение размера резьбы | Средний период стойкости, мин | 95%-ный период стойкости, мин |
| 20 | 8 |
| 30 | 12 |
1 до 2 | 40 | 16 |
Поправочный коэффициент * на средний и 95%-ный периоды стойкости в зависимости от марки инструментального материала плашки указан в табл.3д1.
Таблица 3д1
Марка стали | 9ХС | Р6М5 |
Коэффициент | 0,9 | 1,4 |
________________
* Текст документа соответствует оригиналу. - .
(Измененная редакция, Изм. N 4).
2.12. Критерием затупления плашек являются: несоответствие качества поверхности резьбы, нарезанной испытуемой плашкой, требованиям, указанным в п.3б.7, и несоответствие точности элементов резьбы требованиям ГОСТ 16093* и ГОСТ 6357.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 16093-2004, здесь и далее по тексту. - .
(Введен дополнительно, Изм. N 3).
2.13. На торце каждой плашки с резьбой диаметром свыше 6 мм должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение плашки (последние четыре цифры);
обозначение размеров резьбы: метрической - по ГОСТ 8724, трубной - по ГОСТ 6357;
обозначение поля допуска нарезаемой метрической резьбы;
обозначение класса точности А трубной резьбы;
марка стали;
буквы для плашек с левой резьбой;
буква для плашек ручных.
Допускается не наносить марки стали ХВСГ и 9ХС.
Допускается по согласованию с потребителем не наносить обозначение плашек.
На плашках с резьбой диаметром до 6 мм включительно следует маркировать:
а) с крупным шагом - диаметр резьбы, с мелким шагом - диаметр и шаг резьбы.
Допускается маркировать на плашках с резьбой диаметром до 5,5 мм включительно вместо мелкого шага цифру 1;
б) буквы для плашек с левой резьбой;
в) поле допуска нарезаемой метрической резьбы и класс точности А трубной цилиндрической резьбы.
Допускается для всех плашек при неразмещении знаков маркировки на одном торце плашки переносить часть знаков на другой торец.
(Измененная редакция, Изм. N 5).
2.14. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
2.14. (Введен дополнительно, Изм. N 4).
3а. ПРАВИЛА ПРИЕМКИ
3а.1. Правила приемки - по ГОСТ 23726.
(Измененная редакция, Изм. N 3).
3а.2. Испытания плашек для определения показателей надежности проводят не менее чем на 5 плашках.
Для контроля среднего периода стойкости испытания проводят один раз в 3 года, 95%-ного периода стойкости - один раз в год.
(Измененная редакция, Изм. N 5).
3а.3. Испытаниям должны подвергаться плашки одного типоразмера из каждого диапазона резьб: для метрической резьбы одной из степеней точности, указанные в табл.3в1;
для трубной цилиндрической резьбы, указанные в табл.3г1.
(Измененная редакция, Изм. N 3).
3б. МЕТОДЫ КОНТРОЛЯ
3б.1. Испытания плашек на работоспособность, средний и 95%-ный периоды стойкости должны проводиться на токарных или револьверных станках или токарных автоматах с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. N 3, 4).
3б.2. При испытаниях плашки закрепляют в плавающем плашкодержателе, обеспечивающем свободу перемещения инструмента во всех направлениях.
3б.3. Плашки для нарезания метрической резьбы испытывают на образцах из стали марки 45 ГОСТ 1050 твердостью 197...207 НВ. На образцах для нарезания резьбы с шагом 2,5 мм и выше допускается предварительная нарезка глубиной не более 0,7 высоты резьбы.
Плашки для нарезания трубной цилиндрической резьбы испытывают на образцах из стали марки 20 ГОСТ 1050 твердостью 143...156 НВ.
3б.4. Скорости резания при испытании плашек должны соответствовать:
для нарезания метрической резьбы - указанным в табл.3а;
для нарезания трубной цилиндрической резьбы - указанным в табл.3б.
3б.5. Суммарная длины резьбы, нарезанная испытуемой плашкой при испытании на работоспособность, должна быть:
при | диаметре | резьбы | до 6 мм | - 100 мм; | |||
" | " | " | св. 6 до 11 мм | - 150 мм; | |||
" | " | " | св. 11 мм | - 200 мм. | |||
3б.6. В качестве смазочно-охлаждающей жидкости при машинном нарезании резьбы принимают сульфофрезол или 5%-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин или масляный СОЖ.
Таблица 3а
Номинальный размер резьбы, мм | Шаг резьбы | Скорость резания, м/мин |
1,0-3,0 | 0,2-0,5 | 1,5±0,2 |
3,5-6,0 | 0,35-1,0 | 2,3±0,2 |
7,0-12,0 | 0,5-1,75 | 2,75±0,25 |
14,0-35,0 | 0,5-3,5 | 3,6±0,3 |
36,0-52,0 | 1,0-5,0 | 3,8±0,35 |
Таблица 3б
Обозначение размера резьбы | Скорость резания, м/мин |
| 1,6 |
1,9 | |
| 2,2 |
| 2,4 |
3б.7. Качество поверхности резьбы, нарезанной испытуемой плашкой, должно соответствовать следующим требованиям:
шероховатость поверхности резьбы - 40;
рванины, выкрашивания ниток резьбы по глубине не должны выходить за пределы среднего диаметра или их суммарная длина не должна превышать 5% общей длины резьбы по винтовой линии, а в одном витке - 1/4 его длины.
3б.8. Точность элементов резьбы, нарезанной плашками, должна быть:
для метрической резьбы 6, 8
6
, 8
, 6
, 8
- по ГОСТ 16093;
для трубной цилиндрической резьбы классов А или В - по ГОСТ 6357.
3б.2-3б.8. (Измененная редакция, Изм. N 3).
3б.9. Приемочные значения среднего и 95%-ного периодов стойкости должны быть не менее указанных в табл.3в и 3г.
(Измененная редакция, Изм. N 3, 4).
3б.10. После испытания работоспособности на режущих кромках плашек не должно быть следов выкрашиваний и они должны быть пригодны к работе.
(Измененная редакция, Изм. N 3).
Таблица 3в
Номинальный размер резьбы, мм | Приемочные периоды стойкости, мин | |||
| средний | 95%-ный | ||
для степеней | ||||
6 | 8 | 6 | 8 | |
До 1,4 | 17 | 34 | 7 | 14 |
Св. 1,4 до 5,5 | 28 | 56 | 11 | 23 |
Св. 5,5 | 51 | 102 | 20 | 41 |
Таблица 3г
Обозначение размера резьбы | Приемочные периоды стойкости, мин | |
| средний | 95%-ный |
| 23 | 9 |
| 34 | 14 |
| 45 | 18 |
3б.11. Контроль твердости плашек - по ГОСТ 9013.
(Измененная редакция, Изм. N 3, 4).
3б.12. Обезуглероженный слой плашек, изготовленных из стали марок ХВСГ или 9ХС по ГОСТ 5950, контролируют по образцу-свидетелю и обеспечивается технологически при изготовлении*.
_______________
* Текст документа соответствует оригиналу. - .
3б.13. Контроль внешнего вида осуществляют визуально.
3б.12, 3б.13. (Измененная редакция, Изм. N 3).
3б.14. Параметры шероховатости поверхностей плашек следует проверять сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей, указанные в п.2.5.
Сравнение осуществляют визуально при помощи лупы ЛП-2-4 по ГОСТ 25706.
(Измененная редакция, Изм. N 3, 4).
3б.15. Контроль параметров плашек следует проводить средствами контроля, имеющими погрешность измерения не более:
значений, установленных ГОСТ 8.051 при измерении линейных размеров;
35% значения допуска на проверяемый угол при измерении углов;
25% значения допуска на проверяемый параметр при контроле форм и расположения поверхностей.
(Измененная редакция, Изм. N 3).
3. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Разд.3. (Измененная редакция, Изм. N 4).
Разд.4. (Исключен, Изм. N 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ КРУГЛЫХ ПЛАШЕК
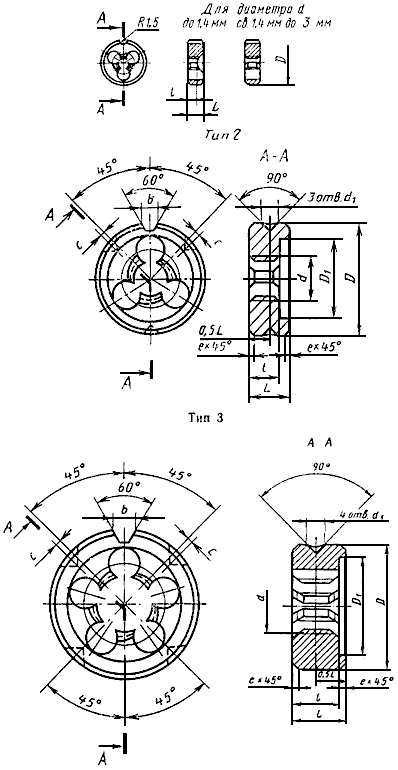
1. Элементы конструкции и геометрические параметры круглых плашек типа I для нарезания метрической резьбы указаны на черт.1 и в табл.1.
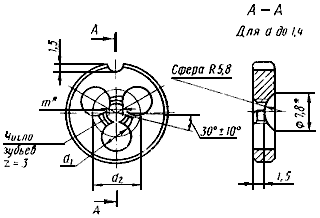
_______________
* Размеры для справок
Черт.1
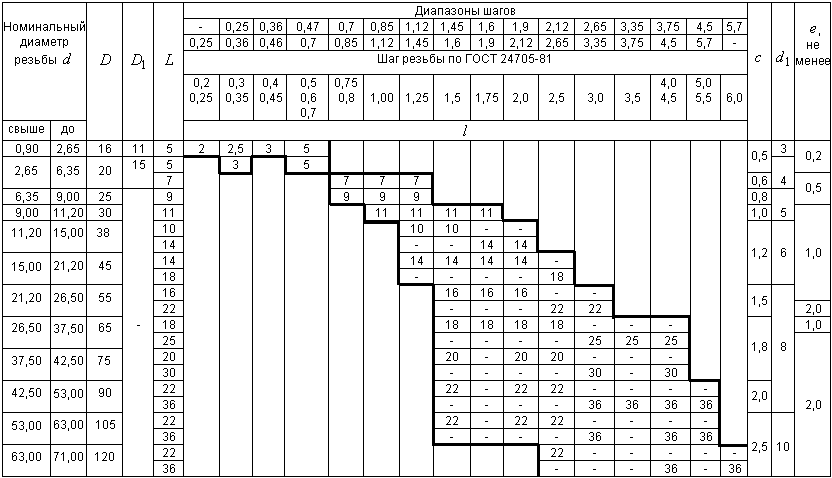
Таблица 1
мм
Номинальный диаметр резьбы | Шаг резьбы |
|
| ||
крупный | мелкий | ||||
1,0 | 0,25 | - | 3,0 | 4,2 | 0,36 |
- | 0,20 | ||||
1,1 | 0,25 | - | 4,3 | 0,40 | |
- | 0,20 | ||||
1,2 | 0,25 | - | 4,4 | 0,45 | |
- | 0,20 | ||||
1,4 | 0,30 | - | 4,5 | 0,55 | |
- | 0,20 | ||||
1,6 | 0,35 | - | 0,60 | ||
- | 0,20 | ||||
1,8 | 0,35 | - | 4,6 | 0,70 | |
- | 0,20 | ||||
2,0 | 0,40 | - | 0,80 | ||
- | 0,25 | ||||
2,2 | 0,45 | - | 4,5 | 6,6 | |
- | 0,25 | ||||
2,5 | 0,45 | - | 6,8 | 0,90 | |
- | 0,35 | ||||
3 | 0,50 | - | |||
- | 0,35 | ||||
(Измененная редакция, Изм. N 3, 4).
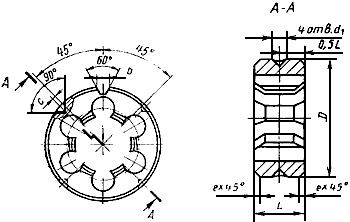
2. Элементы конструкции и геометрические параметры круглых плашек типа 2 и 3 для нарезания метрической резьбы указаны на черт.2 и в табл.2.
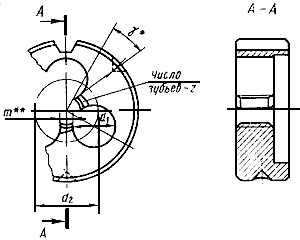
_______________
* =30°±10° - для
дo 6 мм;
=25°±10° для
cв. 6 мм.
** Размер для справок.
Черт.2
Таблица 2
Размеры, мм
Номинальный диаметр резьбы | Шаг резьбы |
|
| Число зубьев | ||
крупный | мелкий | |||||
1,0 | 0,25 | - | 4,0 | 5,6 | 0,36 | 3 |
- | 0,20 | |||||
1,1 | 0,25 | - | 0,40 | |||
- | 0,20 | |||||
1,2 | 0,25 | - | 0,45 | |||
- | 0,20 | |||||
1,4 | 0,30 | - | 6,2 | 0,55 | ||
- | 0,20 | |||||
1,6 | 0,35 | - | 0,60 | |||
- | 0,20 | |||||
1,8 | 0,35 | - | 4,5 | 6,4 | 0,70 | |
- | 0,20 | |||||
2,0 | 0,40 | - | 4,5 | 6,4 | 0,8 | |
- | 0,25 | |||||
2,2 | 0,45 | - | 6,6 | |||
- | 0,25 | |||||
2,5 | 0,45 | - | 6,8 | 0,9 | ||
- | 0,35 | |||||
3,0 | 0,50 | - | 6,4 | 8,7 | ||
- | 0,35 | 1,0 | ||||
3,5 | 0,60 | - | ||||
- | 0,35 | |||||
4,0 | 0,70 | - | 5,9 | 9,1 | 1,3 | |
- | 0,50 | 1,5 | ||||
4,5 | 0,75 | - | 1,6 | |||
- | 0,50 | |||||
5,0 | 0,80 | - | ||||
- | 0,50 | 1,7 | ||||
5,5 | - | 0,50 | 5,4 | 9,7 | 1,4 | 4 |
6,0 | 1,00 | - | 1,3 | |||
- | 0,75 | 1,5 | ||||
- | 0,50 | 1,4 | ||||
7,0 | 1,00 | - | 6,5 | 11,9 | 1,6 | |
- | 0,75 | 1,8 | ||||
- | 0,50 | |||||
8,0 | 1,25 | - | ||||
- | 1,00 | |||||
- | 0,75 | |||||
- | 0,50 | |||||
9,0 | 1,25 | - | 5,8 | 12,6 | 2,5 | |
- | 1,00 | |||||
- | 0,75 | 2,6 | ||||
- | 0,50 | 2,7 | ||||
10,0 | 1,50 | - | 7,8 | 15,5 | 2,6 | |
- | 1,25 | |||||
- | 1,00 | 2,7 | ||||
- | 0,75 | 2,8 | ||||
- | 0,50 | 2,9 | ||||
11,0 | 1,50 | - | 7,5 | 16,0 | 3,1 | |
- | 1,00 | 3,3 | ||||
- | 0,75 | 3,4 | ||||
- | 0,50 | 3,5 | ||||
12,0 | 1,75 | - | 10,3 | 19,4 | 3,1 | |
- | 1,50 | |||||
- | 1,25 | 3,2 | ||||
- | 1,00 |
| 3,3 | |||
- | 0,75 | 3,4 | ||||
- | 0,50 | |||||
14 | 2,00 | - | 9,6 | 20,1 | 3,8 | |
- | 1,50 | 4,0 | ||||
- | 1,25 | 4,1 | ||||
- | 1,00 | 4,2 | ||||
- | 0,75 | 4,3 | ||||
- | 0,50 | 4,4 | ||||
15 | - | 1,50 | 8,9 | 20,9 | 3,2 | 5 |
- | 1,00 | 3,3 | ||||
16 | 2,00 | - | 12,1 | 23,9 | 4,3 | 4 |
- | 1,50 | 4,4 | ||||
- | 1,00 | 11,3 | 24,7 | 3,8 | 5 | |
- | 0,75 | |||||
- | 0,50 |
| ||||
17 | - | 1,50 | 3,6 | |||
- | 1,00 | |||||
18 | 2,50 | - | 11,5 | 24,0 | 4,6 | 4 |
- | 2,00 | 10,6 | 25,5 | 4,1 | 5 | |
- | 1,50 | 4,2 | ||||
- | 1,00 | 4,3 | ||||
- | 0,75 | 4,4 | ||||
- | 0,50 | 4,5 | ||||
20 | 2,50 | - | 3,8 | |||
- | 2,00 | 4,1 | ||||
- | 1,50 | 4,4 | ||||
- | 1,00 | 9,2 | 26,6 | 4,1 | 6 | |
- | 0,75 | 4,2 | ||||
- | 0,50 | 4,3 | ||||
22 | 2,5 | - | 12,80 | 30,4 | 4,8 | 5 |
- | 2,00 | 4,9 | ||||
- | 1,50 | |||||
- | 1,00 | 12,10 | 31,1 | 4,4 | 6 | |
- | 0,75 | |||||
- | 0,50 | |||||
24 | 3,0 | - | 11,80 | 30,3 | 5,0 | 5 |
- | 2,00 | 11,50 | 31,5 | 4,3 | 6 | |
- | 1,50 | 4,6 | ||||
- | 1,00 | 4,6 | ||||
- | 0,75 | 4,5 | ||||
25 | - | 2,00 | 11,10 | 32,0 | 4,7 | |
- | 1,50 | 4,8 | ||||
- | 1,00 | |||||
26 | - | 1,50 | ||||
27 | 3,0 | - | 16,00 | 37,2 | 5,8 | 5 |
- | 2,00 | 5,9 | ||||
- | 1,50 | 6,0 | ||||
- | 1,00 | 6,1 | ||||
- | 0,75 | |||||
28 | - | 2,00 | 15,25 | 38,3 | 6,7 | |
- | 1,50 | 6,5 | ||||
- | 1,00 | 6,6 | ||||
30 | 3,5 | - | 6,5 | |||
- | 3,00 | |||||
- | 2,00 | 14,25 | 39,3 | 5,5 | 6 | |
- | 1,50 | 5,7 | ||||
- | 1,00 | 5,8 | ||||
- | 0,75 | |||||
32 | - | 2,00 | 12,80 | 40,7 | 6,5 |
|
- | 1,50 | 6,6 | ||||
33 | 3,5 | - | 6,5 | |||
- | 3,00 | 6,4 | ||||
- | 2,00 | 6,7 | ||||
- | 1,50 | 6,8 | ||||
- | 1,00 | 11,90 | 41,3 | 5,9 | 7 | |
- | 0,75 | |||||
35 | - | 1,5 | 11,10 | 42,2 | 5,0 | 8 |
36 | 4,0 | - | 12,80 | 40,7 | 6,3 | 6 |
- | 3,0 | 11,20 | 42,0 | 6,6 | 7 | |
- | 2,0 | 6,4 | ||||
- | 1,5 | 11,10 | 42,2 | 5,4 | 8 | |
- | 1,0 | 5,1 | ||||
38 | - | 1,5 | 14,25 | 47,7 | 6,8 | 7 |
39 | 4,0 | - | 15,50 | 46,4 | 7,1 | 6 |
- | 3,0 | 14,25 | 47,7 | 6,3 | 7 | |
- | 2,0 | 6,5 | ||||
- | 1,5 | 6,6 | ||||
- | 1,0 | 6,7 | ||||
40 | - | 3,0 | 13,50 | 48,5 | 7,0 | |
- | 2,0 | 7,2 | ||||
- | 1,5 | 7,3 | ||||
42 | 4,5 | - | 7,2 | |||
- | 4,0 | 7,0 | ||||
- | 3,0 | 6,9 | ||||
- | 2,0 | 13,00 | 48,9 | 6,0 | 8 | |
- | 1,5 | 6,1 | ||||
- | 1,00 | |||||
45 | 4,5 | - | 19,00 | 55,6 | 7,9 | 6 |
- | 4,0 | 8,0 | ||||
- | 3,0 | 17,75 | 56,8 | 7,3 | 7 | |
- | 2,0 | 7,6 | ||||
- | 1,5 | |||||
- | 1,0 | 7,7 | ||||
48 | 5,0 | - | 18,00 | 9,0 | 6 | |
- | 4,0 | 17,00 | 57,8 | 7,8 | 7 | |
- | 3,0 | |||||
- | 2,0 | 8,2 | ||||
- | 1,5 | 8,5 | ||||
- | 1,0 | 8,6 | ||||
50 | - | 3,0 | 15,50 | 59,3 | 7,4 | 8 |
- | 2,0 | 7,5 | ||||
- | 1,5 | |||||
52 | 5,0 | - | 15,5 | 59,3 | 7,4 | |
- | 4,0 | 7,0 | ||||
- | 3,0 | 7,1 | ||||
- | 2,0 | 7,3 | ||||
- | 1,5 | 14,0 | 60,4 | 7,4 | 9 | |
- | 1,0 | 7,2 | ||||
55 | - | 4,0 | 20,0 | 65,0 | 8,6 | 7 |
- | 3,0 | |||||
- | 2,0 | 18,0 | 66,5 | 8,2 | 8 | |
- | 1,5 | |||||
56 | 5,5 | - | 19,5 | 65,0 | 8,5 | 7 |
- | 4,0 | 66,0 | ||||
- | 3,0 | 18,0 | 8,2 | 8 | ||
- | 2,0 | 16,5 | 67,0 | 8,0 | 9 | |
- | 1,5 | |||||
60 | 5,5 | - | 17,5 | 66,0 | 8,3 | 8 |
- | 4,0 | 16,0 | 67,5 | 9,5 | ||
- | 3,0 | |||||
- | 2,0 | 14,0 | 10,0 | |||
- | 1,5 | 68,5 | 8,0 | 10 | ||
62 | - | 4,0 | 22,5 | 74,5 | 10,0 | 7 |
- | 3,0 | |||||
- | 2,0 | 21,0 | 76,0 | 8,3 | 8 | |
- | 1,5 | |||||
64 | 6,0 | - | 22,5 | 75,0 | 10,8 | 7 |
- | 4,0 | 22,0 | 76,0 | 11,2 | ||
- | 3,0 |
| ||||
- | 2,0 | 20,0 | 77,0 | 10,7 | 8 | |
- | 1,5 | |||||
65 | - | 4,0 | 21,5 | 76,5 | 12,8 | 7 |
- | 3,0 | |||||
- | 2,0 | 20,0 | 78,0 | 10,8 | 8 | |
- | 1,5 |
| ||||
68 | 6,0 | - | 22,0 | 76,0 | 11,2 | 7 |
- | 4,0 | 20,0 | 78,0 | 11,0 | 8 | |
- | 3,0 | |||||
- | 2,0 | 18,5 | 80,5 | 11,2 | 9 | |
- | 1,5 |
| ||||
(Измененная редакция, Изм. N 2, 3, 4, 5).
3. Элементы конструкции и геометрические параметры круглых плашек для нарезания трубной цилиндрической резьбы указаны на черт.3 и в табл.3.
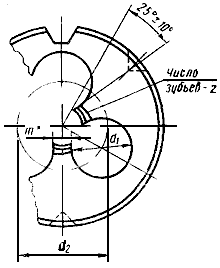
______________
* Размер для справок.
Черт.3
Таблица 3
Размеры, мм
Обозначение размера резьбы | Число шагов на длине 25,4 мм |
|
| Число зубьев | |
28 | 6,50 | 12,5 | 2,0 | 4 | |
7,80 | 15,5 | 2,9 | |||
19 | 10,30 | 19,4 | 3,3 | ||
12,10 | 23,9 | 4,4 | |||
14 | 10,60 | 25,5 | 4,4 | 5 | |
12,10 | 31,1 | 4,0 | 6 | ||
11,10 | 32,0 | 5,0 | |||
14,25 | 39,3 | 5,6 | |||
11 | 12,80 | 40,7 | 6,7 | ||
15,50 | 46,4 | 7,8 | |||
13,00 | 48,9 | 5,8 | 7 | ||
17,75 | 56,8 | 8,3 | |||
17,00 | 57,8 | 7,8 | |||
20,0 | 64,0 | 8,7 | |||
69,0 | 10,6 | ||||
23 | 81,5 | 8 |
(Измененная редакция, Изм. N 3, 4).
4. (Исключен, Изм. N 4).
5. (Исключен, Изм. N 3).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 3).
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. N 5).
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Основные размеры плашек для метрической резьбы в зависимости от номинального диаметра и шага резьбы
Таблица 5
мм
Приложение 4. (Введено дополнительно, Изм. N 4).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1997
{kind=link}