ГОСТ 2679-93
(ИСО 2296-72)
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ ПРОРЕЗНЫЕ И ОТРЕЗНЫЕ
Технические условия
Metal slitting and cutting-off saws. Specifications
МКС 25.100.20
ОКП 39 1836
39 1837
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15.03.94 (Отчет Технического секретариата N 1)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 2296-72* "Пилы дисковые по металлу с мелкими и крупными зубьями. Метрическая серия" и содержит дополнительные требования, отражающие потребности экономики страны
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 12.09.95 N 468 межгосударственный стандарт ГОСТ 2679-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 2679-73
5 ПЕРЕИЗДАНИЕ. Октябрь 2001 г.*
_______________
* Текст документа соответствует оригиналу. - .
Переиздание (по состоянию на август 2008 г.)
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на дисковые фрезы, предназначенные для прорезки прямых шлицев по ГОСТ 24669, пазов и отрезных работ в изделиях из стали и черных металлов.
Требования разделов 3 (кроме 3.2 примечания; 3.4-3.8); 4 (кроме 4.4; 4.7); 6 (кроме 6.5); 7 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9472-90 Крепление инструментов на оправках. Типы и размеры
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 24669-81 Шлицы прямые для винтов и шурупов. Размеры
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
3 ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
3.1 Фрезы должны изготовляться типов:
1 - фрезы с мелким зубом
2 - фрезы со средним зубом
3 - фрезы с крупным зубом
классов: 1 - для прорезки шлицев по ГОСТ 24669
2 - для прорезных и отрезных работ
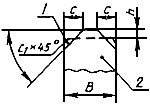
3.2 Основные размеры фрез должны соответствовать указанным на рисунке 1 и в таблице 1.
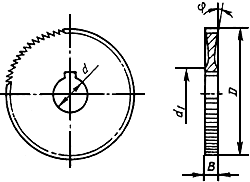
Рисунок 1
Таблица 1
Размеры в миллиметрах
Обозначение фрез типа | Приме- няемость фрез типа |
|
|
| Число зубьев для фрез типа | Шаг для фрез типа | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | |||||
2254-0642 | - | - | 20 | 0,20 | 5 | 10* | 80 | 0,80 | 5' | |||||||
2254-0644 | - | - | 0,25 | 64 | 1,00 | |||||||||||
2254-0646 | - | - | 0,30 |
| 10' | |||||||||||
2254-0648 | - | - | 0,40 | |||||||||||||
2254-0652 | - | - | 0,50 | 48 | 1,25 |
| ||||||||||
2254-0654 | - | - | 0,60 | - | - | - | - | |||||||||
2254-0656 | - | - | 0,80 | |||||||||||||
2254-0658 | - | - | 1,00 | 40 | 1,60 | 15' | ||||||||||
2254-0662 | - | - | 1,20 |
|
| |||||||||||
2254-0664 | - | - | 1,40* | |||||||||||||
2254-0666 | - | - | 1,60 | 30' | ||||||||||||
2254-0668 | - | - | 2,00 | 32 | 2,00 | |||||||||||
2254-0672 | - | - | 2,50 |
|
| |||||||||||
2254-0674 | - | - | 25 | 0,20 | 8 | 12* | 80 | 1,00 | 5' | |||||||
2254-0676 | - | - | 0,25 |
|
| |||||||||||
2254-0678 | - | - | 0,30 | 10' | ||||||||||||
2254-0682 | - | - | 0,40 | 64 | 1,25 | |||||||||||
2254-0684 | - | - |
| 0,50 | - | - | ||||||||||
2254-0686 | - | - | 0,60 | |||||||||||||
2254-0688 | - | - | 0,80 | 48 | 1,60 | 15' | ||||||||||
2254-0692 | - | - | 1,00 | |||||||||||||
2254-0694 | - | - | 1,20 | |||||||||||||
2254-0696 | - | - | 1,40* | |||||||||||||
2254-0698 | - | - | 1,60 | 40 | 2,00 | 30' | ||||||||||
2254-0702 | - | - | 2,00 |
| ||||||||||||
2254-0704 | - | - | 2,50 | - | - | |||||||||||
2254-0706 | - | - | 2,80* | |||||||||||||
2254-0708 | - | - | 3,00* | 32 | 2,50 | |||||||||||
2254-0712 | - | - | 32 | 0,20 | 8 | 14* | 100 | - | 1,00 | - | 5' | |||||
2254-0714 | - | - | 0,25 | - | - | - | ||||||||||
2254-0716 | 2254-2002 | - | 0,30 | 80 | 40 | 1,25 | 2,5 | 10' | ||||||||
2254-0718 | 2254-2004 | - | 0,40 | |||||||||||||
2254-0722 | 2254-2006 | - | 0,50 | |||||||||||||
2254-0724 | 2254-2008 | - | 0,60 | 64 | 32 | 1,60 | 3,2 | 15' | ||||||||
2254-0726 | 2254-2011 | - | 0,80 | - | 30' | |||||||||||
2254-0728 | 2254-2013 | - | 1,00 | - | ||||||||||||
2254-0732 | 2254-2015 | - | 1,20 | 48 | 24 | 2,00 | 4,0 | |||||||||
2254-0734 | - | - | 1,40* |
| - |
| - | |||||||||
2254-0736 | 2254-2017 | - | 1,60 | 24 | 4,0 | |||||||||||
2254-0738 | 2254-2019 | - | 2,00 | |||||||||||||
2254-0742 | 2254-2022 | - | 2,50 | 40 | 20 | 2,50 | 5,0 | |||||||||
2254-0744 | - | - | 2,80* | - | - | |||||||||||
2254-0746 | 2254-2024 | - | 3,00 | 20 | 5,0 | |||||||||||
2254-0748 | - | - | 4,00* | - | - | |||||||||||
2254-0752 | - | - | 40 | 0,20 | 10 | 18* | 128 | - | 1,00 | - | 5' | |||||
2254-0754 | - | - | 0,25 | 100 | - | 1,25 | - | |||||||||
2254-0756 | 2254-2026 | - | 0,30 |
| 48 |
| 2,5 | 10' | ||||||||
2254-0758 | 2254-2028 | - | 0,40 | |||||||||||||
2254-0762 | 2254-2031 | - | 0,50 | 80 | 40 | 1,60 | 3,2 | |||||||||
2254-0764 | 2254-2033 | - | 0,60 | 15' | ||||||||||||
2254-0766 | 2254-2035 | - | 0,80 | - | - | 30' | ||||||||||
2254-0768 | 2254-2037 | - | 1,00 | 64 | 32 | 2,00 | 4,0 | |||||||||
2254-0772 | 2254-2039 | - | 1,20 |
|
| |||||||||||
2254-0774 | - | - | 1,40* | - | - | |||||||||||
2254-0776 | 2254-2042 | - | 1,60 | 32 | 4,0 | |||||||||||
2254-0778 | 2254-2044 | - | 2,00 | 48 | 24 | 2,50 | 5,0 | |||||||||
2254-0782 | 2254-2046 | - | 2,50 |
|
| |||||||||||
2254-0784 | - | - | 2,80* | - | - | |||||||||||
2254-0786 | 2254-2048 | - | 3,00 | 24 | 5,0 | |||||||||||
2254-0788 | 2254-2051 | - | 4,00 | 40 | 20 | 3,20 | 6,3 | |||||||||
2254-0792 | - | - | 5,00* | - | - | |||||||||||
2254-0796 | - | - | 50 | 0,25 | 13 | 25* | 128 | - | 1,25 | - | 5' | |||||
2254-0798 | 2254-2106 | - | 0,30 | 64 | 2,5 | 10' | ||||||||||
2254-0802 | 2254-2108 | - | 0,40 | 100 | 48 | 1,60 | 3,2 | |||||||||
2254-0804 | 2254-1142 | - | 0,50 |
| ||||||||||||
2254-0806 | 2254-1144 | - | 0,60 | 15' | ||||||||||||
2254-0808 | 2254-1146 | - | 0,80 | 80 | 40 | 2,00 | 4,0 | 30' | ||||||||
2254-0812 | 2254-1148 | 2254-1422 | 1,00 |
| 20 |
| 8,0 | |||||||||
2254-0814 | 2254-1152 | 2254-1424 | 1,20 | |||||||||||||
2254-0816 | 2254-1154 | 2254-1426 | 1,40* | - | - | |||||||||||
2254-0818 | 2254-1156 | 2254-1426 | 1,60 | 64 | 32 | 16 | 2,50 | 5,0 | 8,0 | |||||||
2254-0822 | 2254-1158 | 2254-1428 | 2,00 |
| 10,0 | |||||||||||
2254-0824 | 2254-1162 | 2254-1432 | 2,50 |
|
| |||||||||||
2254-0826 | 2254-1164 | - | 2,80* | - | 3,20 | 6,3 | - | |||||||||
2254-0828 | 2254-1166 | - | 3,00 | 48 | 24 |
| ||||||||||
2254-0832 | 2254-2053 | - | 4,00 | |||||||||||||
2254-0834 | 2254-2055 | - | 5,00 | |||||||||||||
2254-0836 | - | - | 6,00* | 40 | - | 4,00 | - | |||||||||
2254-0842 | - | - | 63 | 0,30 | 16 | 32* | 128 | 64 | - | 1,60 | 3,2 | - | 5' | |||
2254-0844 | - | - |
| 0,40 |
| 10' | ||||||||||
2254-0846 | 2254-1168 | - | 0,50 | |||||||||||||
2254-0848 | 2254-1172 | - | 0,6 | 100 | 48 | 2,0 | 4,0 | 15' | ||||||||
2254-0852 | 2254-1174 | - | 0,8 | 30' | ||||||||||||
2254-0854 | 2254-1176 | 2254-1434 | 1,0 | 24 | 8,0 | |||||||||||
2254-1582 | 18 | 11,0 | ||||||||||||||
2254-0856 | 2254-1178 | 2254-1436 | 1,2 | 80 | 40 | 20 | 2,5 | 5,0 | 10,0 | |||||||
2254-1584 | 16 | 12,5 | ||||||||||||||
2254-0858 | 2254-1182 | - | 1,4* |
|
| - |
| - | ||||||||
2254-0862 | 2254-1184 | 2254-1438 | 1,6 | 20 | 10,0 | |||||||||||
2254-1586 |
| 16 | 12,5 | |||||||||||||
2254-0864 | 2254-1186 | 2254-1442 | 2,0 | 20 | 10,0 | |||||||||||
2254-1588 | 14 | 14,0 | ||||||||||||||
2254-0866 | 2254-1188 | 2254-1444 | 2,5 | 64 | 32 | 16 | 3,2 | 6,3 | 12,5 | 1° | ||||||
2254-1592 | 14 | 14,0 | ||||||||||||||
2254-0868 | 2254-1192 | - | 2,8* | - |
| - | ||||||||||
2254-0872 | 2254-1194 | 2254-1446 | 3,0 | 16 | 12,5 | |||||||||||
2254-0874 | 2254-2057 | - | 4,0 | - | - | |||||||||||
2254-0876 | 2254-2059 | - | 5,0 | 48 | 24 | 4,0 | 8,0 | |||||||||
2254-0878 | 2254-2062 | - | 6,0 | |||||||||||||
2254-0886 | - | - | 80 | 0,5 | 22 | 34 | 128 | - | - | 2,0 | - | - | 10' | |||
2254-0888 | 2254-1196 | - | 0,6 | 64 |
| 4,0 | 15' | |||||||||
2254-0892 | 2254-1198 | - | 0,8 | |||||||||||||
2254-0894 | 2254-1202 | 2254-1448 | 1,0 | 100 | 48 | 24 | 2,5 | 5,0 | 10,0 | 30' | ||||||
2254-1594 | 20 | 12,5 | ||||||||||||||
2254-0896 | 2254-1204 | 2254-1452 | 1,2 | 24 | 10,0 | |||||||||||
2254-1596 | 18 |
| 14,0 |
| ||||||||||||
2254-0898 | 2254-1206 | - | 1,4* | - | - | |||||||||||
2254-0902 | 2254-1208 | 2254-1454 | 1,6 |
|
| 24 | 10,0 | |||||||||
2254-1598 | 18 | 14,0 | ||||||||||||||
2254-0904 | 2254-1212 | 2254-1456 | 2,0 | 80 | 40 | 20 | 3,2 | 6,3 | 12,5 | |||||||
2254-1602 |
| 16 | 16,0 | |||||||||||||
2254-0906 | 2254-1214 | 2254-1458 | 2,5 | 20 | 12,5 | 1° | ||||||||||
2254-1604 |
| 16 |
|
| 16,0 | |||||||||||
2254-0908 | 2254-1216 | - | 2,8* | - | - | |||||||||||
2254-0912 | 2254-1218 | 2254-1462 | 3,0 | 20 | 12,5 | |||||||||||
2254-1606 |
| 14 | 18,0 | |||||||||||||
- | 2254-1222 | - | 3,5* | - | - | - | - | |||||||||
2254-0914 | 2254-1224 | - | 4,0 | 64 | 32 | - | 4,0 | 8,0 | - | |||||||
2254-0916 | 2254-2064 | - | 5,0 | |||||||||||||
2254-0918 | 2254-2066 | - | 6,0 | |||||||||||||
2254-0922 | 2254-2112 | - | 100 | 0,5* | 22 | 34 | 160 | 64 | - | 2,0 | 5,0 | 10' | ||||
2254-0924 | 2254-1226 | - | 0,6 |
| 15' | |||||||||||
2254-0926 | 2254-1228 | - | 0,8 | 128 | 2,5 | |||||||||||
2254-0928 | 2254-1232 | 2254-1464 | 1,0 |
| 32 | 10,0 | ||||||||||
2254-1608 | 22 |
| 14,0 | |||||||||||||
2254-0932 | 2254-1234 | 2254-1466 | 1,2 | 32 | 10,0 | |||||||||||
2254-1612 | 20 | 16,0 | ||||||||||||||
2254-0934 | 2254-1236 | - | 1,4* | 100 | - | - | ||||||||||
2254-0936 | 2254-1238 | 2254-1468 | 1,6 | 48 | 24 | 12,5 | ||||||||||
2254-1614 |
| 20 | 16,0 | |||||||||||||
2254-0938 | 2254-1242 | 2254-1472 | 2,0 |
| 24 | 12,5 | ||||||||||
2254-1616 | 18 | 3,2 | 6,3 | 17,0 | ||||||||||||
2254-0942 | 2254-1244 | 2254-1474 | 2,5 | 24 | 12,5 | 30' | ||||||||||
2254-1618 | 18 | 17,0 | ||||||||||||||
2254-0944 | 2254-1246 | - | 2,8* | - | - | |||||||||||
2254-0946 | 2254-1248 | 2254-1476 | 3,0 | 80 | 40 | 20 | 4,0 | 8,0 | 16,0 | |||||||
2254-1622 |
| 16 | 20,0 |
| ||||||||||||
- | 2254-1252 | - | 3,5* | - | - |
| - | |||||||||
2254-0948 | 2254-1254 | - | 4,0 | 80 | - | - | ||||||||||
2254-0952 | 2254-2068 | - | 5,0 | |||||||||||||
2254-0954 | 2254-2071 | - | 6,0 | 64 | 32 | 5,0 | 10,0 | |||||||||
2254-0958 | - | - | 125 | 0,8 | 22 | 34 | 160 | - | - | 2,5 | - | - | 10' | |||
2254-0962 | 2254-1258 | - | 1,0 | 80 |
| 5,0 | 15' | |||||||||
2254-0964 | 2254-1262 | - | 1,2 | 128 | 64 | 3,2 | 6,3 | |||||||||
2254-0966 | 2254-1264 | - | 1,4* | |||||||||||||
2254-0968 | 2254-1266 | 2254-1478 | 1,6 | 32 |
| 12,5 | ||||||||||
2254-1624 | 22 | 18,0 | ||||||||||||||
2254-0972 | 2254-1268 | 2254-1482 | 2,0 | 32 | 12,5 | |||||||||||
2254-1626 | 20 | 20,0 |
| |||||||||||||
2254-0974 | 2254-1272 | 2254-1484 | 2,5 | 100 | 48 | 24 | 4,0 | 8,0 | 16,0 | |||||||
2254-1628 |
| 20 | 20,0 | |||||||||||||
2254-0976 | 2254-1274 | - | 2,8* | - |
| - | ||||||||||
2254-0978 | 2254-1276 | 2254-1486 | 3,0 | 24 | 16,0 | |||||||||||
2254-1632 |
| 18 | 22,0 | |||||||||||||
- | 2254-1278 | 2254-1488 | 3,5* | 24 | 16,0 | |||||||||||
2254-1634 | - | 18 | - | 22,0 | ||||||||||||
2254-0982 | 2254-1282 | 2254-1492 | 4,0 | 100 | 24 | 16,0 | 30' | |||||||||
2254-1636 | 18 | 4,0 | 22,0 | |||||||||||||
2254-0984 | 2254-2073 | - | 5,0 | 80 | 40 | - | 5,0 | 10,0 | - |
| ||||||
2254-0986 | 2254-2075 | - | 6,0 |
| ||||||||||||
2254-0992 | 2254-1286 | - | 160 | 1,2 | 32 | 47 | 160 | 80 | - | 3,2 | 6,3 | 10' | ||||
2254-0994 | 2254-1288 | - |
| 1,4* |
| - | ||||||||||
2254-0996 | 2254-1292 | 2254-1494 | 1,6 | 40 | 12,5 | 15' | ||||||||||
2254-1638 | 26 | 20,0 | ||||||||||||||
2254-0998 | 2254-1294 | 2254-1496 | 2,0 | 128 | 64 | 32 | 4,0 | 8,0 | 16,0 | |||||||
2254-1642 | 22 | 22,0 | ||||||||||||||
2254-1002 | 2254-1296 | 2254-1498 | 2,5 |
| 32 |
| 16,0 | |||||||||
2254-1644 |
| 22 |
| 22,0 | ||||||||||||
2254-1004 | 2254-1298 | - | 2,8* | - | - | |||||||||||
2254-1006 | 2254-1302 | 2254-1502 | 3,0 | 32 | 16,0 | 30' | ||||||||||
2254-1646 |
| 20 | 26,0 | |||||||||||||
- | 2254-1304 | 2254-1504 | 3,5 | 32 | 16,0 | |||||||||||
2254-1648 | - | 20 | - | 26,0 | ||||||||||||
2254-1008 | 2254-1306 | 2254-1506 | 4,0 | 100 | 48 | 24 | 5,0 | 10,0 | 20,0 | |||||||
2254-1652 |
| 20 |
| 26,0 |
| |||||||||||
- | 2254-1308 | 2254-1508 | 4,5 | 24 | 20,0 | |||||||||||
2254-1654 |
| - | 20 | - | 26,0 | |||||||||||
2254-1012 | 2254-1312 | - | 5,0 | 100 | 5,0 | |||||||||||
- | 2254-1732 | - | 5,5 | - | - | - | - | |||||||||
2254-1014 | 2254-1314 | - | 6,0 | 100 | 5,0 | |||||||||||
2254-1024 | 2254-1322 | - | 200 | 1,6 | 32 | 63 | 160 | 80 | - | 4,0 | 8,0 | - | 10' | |||
2254-1026 | 2254-1324 | 2254-1512 | 2,0 | 40 | 16,0 | 15' | ||||||||||
2254-1656 | 26 |
| 24,0 | |||||||||||||
2254-1028 | 2254-1326 | 2254-1514 | 2,5 | 40 | 16,0 |
| ||||||||||
2254-1658 | 26 | 24,0 | ||||||||||||||
2254-1032 | 2254-1328 | - | 2,8* | - | - | |||||||||||
2254-1034 | 2254-1332 | 2254-1516 | 3,0 | 128 | 64 | 32 | 5,0 | 10,0 | 20,0 | |||||||
2254-1662 | 22 |
| 28,0 | |||||||||||||
- | 2254-1334 | 2254-1518 | 3,5* | 32 | 20,0 | |||||||||||
2254-1664 | - | 22 | - | 28,0 | ||||||||||||
2254-1036 | 2254-1336 | 2254-1522 | 4,0 | 128 | 32 | 5,0 |
| 20,0 | 30' | |||||||
2254-1666 | 22 | 28,0 | ||||||||||||||
- | 2254-1338 | 2254-1524 | 4,5 | 32 | 20,0 | |||||||||||
2254-1668 | - | 22 | - | 28,0 | ||||||||||||
2254-1038 | 2254-1342 | 2254-1526 | 5,0 | 128 | 32 | 5,0 | 20,0 | |||||||||
2254-1672 |
| 20 | 28,0 | |||||||||||||
- | 2254-1734 | - | 5,5* | - | - | 6,3 | 12,5 | - | ||||||||
2254-1042 | 2254-1344 | - | 6,0 | 100 | 48 |
| ||||||||||
2254-1046 | 2254-1348 | - | 250 | 2,0 | 32 | 63 | 200 | 100 | - | 4,0 | 8,0 | - | 10' | |||
2254-1048 | 2254-1352 | 2254-1528 | 2,5 | 160 | 80 | 40 | 5,0 | 10,0 | 20,0 | 15' | ||||||
2254-1674 |
| 28 | 28,0 | |||||||||||||
2254-1052 | 2254-1354 | - | 2,8* |
| - |
| - | |||||||||
2254-1054 | 2254-1356 | 2254-1532 | 3,0 | 40 | 20,0 | |||||||||||
2254-1676 |
| 26 | 30,0 | |||||||||||||
- | 2254-1358 | 2254-1534 | 3,5* | 40 | ||||||||||||
2254-1678 | - | 26 | 20,0 | |||||||||||||
2254-1056 | 2254-1362 | 2254-1536 |
| 4,0 | 160 | 80 | 40 | 5,0 | 10,0 | 20,0 | 30' | |||||
2254-1682 | 26 |
| 30,0 | |||||||||||||
- | 2254-1364 | 2254-1538 | 4,5* | 40 | 20,0 | |||||||||||
2254-1684 |
| - | 26 | 6,3 | 30,0 | |||||||||||
2254-1058 | 2254-1366 | 2254-1542 | 5,0 | 32 | 12,5 | 25,0 | ||||||||||
2254-1686 | 128 | 64 | 22 | 36,0 | ||||||||||||
- | 2254-1736 | 2254-1742 | 5,5* | - | 32 | - | ||||||||||
2254-1062 | 2254-1368 | 2254-1544 | 6,0 | 128 | 6,3 | 25,0 | ||||||||||
2254-1064 | 2254-1372 | 2254-1546 | 315 | 2,5 | 40 | 80 | 200 | 100 | 48 | 5,0 | 10,0 | 20,0 | 15' | |||
2254-1066 | 2254-1374 | - | 2,8* | - |
| - | ||||||||||
2254-1068 | 2254-1376 | 2254-1548 | 3,0 | 48 | 20,0 |
| ||||||||||
- | 2254-1378 | - | 3,5* |
| - | - | - | 12,5 | - | |||||||
2254-1072 | 2254-1382 | 2254-1552 | 4,0 | 160 | 80 | 40 | 6,3 | 25,0 | ||||||||
- | 2254-1384 | - | 4,5* | - |
| - | - |
| - | |||||||
2254-1074 | 2254-1386 | 2254-1554 | 5,0 | 160 | 40 | 6,3 | 25,0 | 30' | ||||||||
- | 2254-1738 | 2254-1744 | 5,5* | - | - | |||||||||||
2254-1076 | 2254-1388 | 2254-1556 | 6,0 | 160 | 6,3 | |||||||||||
______________ | ||||||||||||||||
Примечания
1 Допускается по согласованию с потребителем изготовление фрез всех диаметров без ступицы.
2 Фрезы диаметром =100 и 125 мм допускается изготавливать с диаметром посадочного отверстия
=27 мм и диаметром ступицы
=45 мм.
3 Допускается увеличение ширины ступицы на 0,2 мм по отношению к ширине режущей части.
Пример условного обозначения фрезы диаметром =80 мм, шириной
=2,0 мм, типа 3, класса 2:
Фреза 2254-1456 2 ГОСТ 2679-93
3.3 Размеры шпоночного паза - по ГОСТ 9472.
Допускается по согласованию с потребителем изготавливать шпоночный паз шириной с полем допуска B12, высотой
с полем допуска H14.
3.4 Фрезы диаметром менее 125 мм и шириной менее 3 мм могут изготавливаться без шпоночного паза.
3.5 Формы зубьев отрезных фрез приведены в приложении 1.
3.6 Размеры профилей стружечных канавок приведены в приложении 2.
3.7 Допускается изготавливать фрезы диаметрами =200, 250 и 315 мм с поводковыми отверстиями в соответствии с рисунком 2 и таблицей 2.
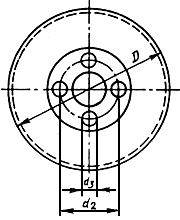
Рисунок 2
Таблица 2
В миллиметрах
200 | 5 | 8,5 | |||
250 | |||||
315 | 63 | 10,5 | |||
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265.
4.2 Твердость фрез на торце на расстоянии не более 5 мм от режущих кромок из быстрорежущей стали должна быть: шириной до 1 мм - 61...65 HRC, свыше 1 мм - 62...66 НRС
.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы НRС.
4.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны превышать, мкм:
боковые торцовые поверхности |
| |||
поверхность посадочного отверстия и задняя поверхность зубьев |
| |||
передняя поверхность зубьев |
| |||
спинка зубьев фрез типов 2 и 3 |
| |||
4.4 На задней поверхности зубьев вдоль режущих кромок допускается ленточка шириной не более 0,05.
4.5 Предельные отклонения ширины фрез класса 1 должны соответствовать, мм:
до 1 мм | +0,15 | |||
+ 0,08 | ||||
св. 1 до 3 мм | + 0,26 | |||
+ 0,16 | ||||
св. 3 мм | + 0,30 | |||
+ 0,18 | ||||
Предельные отклонения ширины фрез класса 2 - js11.
Допускается по согласованию с потребителем фрезы 2 класса изготовлять с предельными отклонениями ширины по js13.
4.6 Допуск радиального биения режущих кромок зубьев относительно оси отверстия и допуск торцового биения должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
Допуск радиального биения для класса | Допуск торцового биения для класса | |||||
1 | 2 | 1 | 2 | |||
Диаметр фрезы | Ширина фрезы | двух смежных зубьев | двух противоположных зубьев |
| ||
20-32 | 0,2-0,4 | 0,05 | 0,08 | 0,10 | 0,05 | 0,10 |
св. 0,4 | 0,04 | |||||
40 | 0,2; 0,25 | 0,06 | ||||
0,3; 0,4 | 0,05 | |||||
св. 0,4 | 0,04 | |||||
50 | 0,25 | 0,06 | 0,10 | 0,07 | 0,16 | |
0,3; 0,4 | 0,06 | |||||
0,5-0,8 | 0,05 | |||||
св. 0,8 | 0,04 | |||||
63 | 0,3 | 0,07 | ||||
0,4-0,5 | 0,06 | |||||
0,6-1,4 | 0,05 | |||||
св. 1,4 | 0,04 | |||||
80 | 0,5-1,4 | 0,06 | ||||
1,6-3,5 | 0,05 | |||||
св. 3,5 | 0,04 | |||||
100 | 0,5-1,6 | 0,10 | ||||
св. 1,6 | 0,08 | |||||
125 | 0,8-1,6 | 0,16 | 0,10 | 0,25 | ||
св. 1,6 | 0,08 | |||||
160; 200 | 1,2-1,6 | 0,08 | 0,12 | 0,10 | ||
св. 1,6 | 0,08 | |||||
250 | 2,0-3,5 | 0,12 | 0,40 | |||
св. 3,5 | 0,10 | |||||
315 | 2,5-3,5 | 0,10 | 0,16 | 0,12 | ||
св. 3,5 | 0,10 | |||||
Допуск торцового биения следует измерять на расстоянии не более 5 мм от впадины зубьев.
Примечание - Допуски торцового и радиального биения измеряют с помощью контрольной оправки. Допуски торцового и радиального биений контрольной оправки не должны превышать 0,01 мм на длине 100 мм.
4.7 Средний и 95%-ный периоды стойкости фрез, изготовленных из быстрорежущей стали марки Р6М5, при условиях испытаний, указанных в разделе 6, не должны быть менее указанных в таблице 4.
Таблица 4
Диаметр фрезы, мм | Период стойкости, мин | ||||
Средний | 95%-ный | ||||
От | 20 | до | 63 | 55 | 22 |
Св. | 63 | " | 100 | 70 | 28 |
" | 100 | " | 160 | 110 | 45 |
" | 160 | 140 | 56 | ||
Критерием затупления является допустимый износ по задней поверхности зубьев фрез, равный для фрез диаметром до 63 мм - 0,2 мм, свыше 63 мм - 0,4 мм.
4.8 На торце каждой фрезы должно быть четко нанесено:
- товарный знак предприятия-изготовителя;
- номинальный диаметр;
- ширина;
- обозначение класса (1, 2);
- последние четыре цифры обозначения для фрез диаметром свыше 40 мм;
- марка стали.
4.9 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
5 ПРИЕМКА
Приемка - по ГОСТ 23726.
6 МЕТОДЫ ИСПЫТАНИЙ
6.1 Испытания фрез на работоспособность и стойкость должны проводиться на фрезерных станках с применением оправки и проставочных колец, соответствующих установленным для них нормам точности и жесткости.
6.2 Испытания фрез на работоспособность и стойкость следует проводить на образцах из стали марки 45 по ГОСТ 1050 твердостью 163...197 НВ на режимах, указанных в таблицах 5-7
а) для фрез типа 1
Таблица 5
Размеры в миллиметрах
Диаметр фрезы | Ширина фрезы | Подача на 1 зуб | Скорость резания, м/мин |
20 | 0,20-0,8 | 0,0004-0,001 | 80-100 |
1,00-2,5 | 0,0010-0,002 | ||
25 | 0,20-0,6 | 0,0004-0,001 | |
0,80-3,0 | 0,0004-0,002 | ||
32 | 0,20-0,6 | 0,0004-0,001 | 50-90 |
0,80-2,0 | 0,0010-0,005 | ||
2,50-4,0 | 0,0080-0,030 | ||
40 | 0,20-0,6 | 0,0004-0,005 | 40-80 |
0,80-2,8 | 0,0010-0,008 | ||
3,00-5,0 | 0,0030-0,010 | ||
50 | 0,25-0,8 | 0,0004-0,005 | |
1,00-6,0 | 0,0010-0,007 | ||
63 | 0,30-0,8 | 0,0004-0,005 | |
1,00-2,0 | 0,0020-0,005 | ||
2,50-4,0 | 0,0030-0,010 | ||
5,0; 6,0 | 0,0080-0,020 | ||
80 | 0,50-0,8 | 0,0010-0,005 | 40-75 |
1,00-2,0 | 0,0030-0,010 | ||
2,50-3,0 | 0,0050-0,010 | ||
4,00-6,0 | 0,0070-0,010 | ||
100 | 0,50-2,8 | 0,0030-0,010 | 40-70 |
3,00-6,0 | 0,0030-0,020 | ||
125 | 0,8-3,0 | 0,003-0,010 | 35-60 |
4,0-6,0 | 0,003-0,020 | ||
160 | 1,2-1,6 | 0,005-0,010 | |
2,0-6,0 | 0,003-0,012 | ||
200 | 1,6 | 0,003-0,010 | 25-50 |
2,0-2,8 | 0,008-0,015 | ||
3,0-6,0 | 0,005-0,015 | ||
250 | 2,0-6,0 | 0,005-0,015 | |
315 | 2,5-6,0 | 0,005-0,020 | 20-40 |
б) для фрез типа 2
Таблица 6
Размеры в миллиметрах
Диаметр фрезы | Ширина фрезы | Глубина фрезерования | Подача на 1 зуб | Скорость резания, м/мин |
32 | 0,3-3,0 | 2-8 | 0,003-0,01 | 40-80 |
40 | 0,3-4,0 | 3-10 | 40-75 | |
50 | 0,5-5,0 | 40-70 | ||
63 | 0,5-3,0 | 5-15 | 40-65 | |
4,0-6,0 | 5-12 | |||
80 | 0,6-2,5 | |||
2,8 | 0,005-0,012 | |||
3,0-4,0 | 0,005-0,020 | |||
5,0; 6,0 | 0,005-0,010 | |||
100 | 0,8-6,0 | 10-25 | 0,003-0,010 | |
125 | 1,0-6,0 | 0,005-0,010 | 35-60 | |
160 | 1,2-6,0 | 20-45 | 0,005-0,015 | 30-50 |
200 | 1,6 | 25-60 | 0,005-0,010 | |
2,0-6,0 | 0,005-0,010 | |||
250 | 2,0-6,0 | 30-80 | 0,005-0,015 | 20-50 |
315 | 2,5-6,0 | 40-100 | 0,008-0,020 |
в) для фрез типа 3
Таблица 7
Размеры в миллиметрах
Диаметр фрезы | Ширина фрезы | Число зубьев | Глубина фрезерования | Подача | Скорость резания, м/мин |
50 | 1,0; 1,2 | 20 | 3-10 | 0,003-0,008 | 40-75 |
1,6; 2,0 | 16 | ||||
2,5; 3,0 | |||||
63 | 1,0 | 24 | 5-15 | ||
18 | 0,001-0,005 | 45-70 | |||
1,2; 1,6 | 20 | 0,003-0,008 | 40-75 | ||
16 | 0,001-0,005 | 45-70 | |||
2,0 | 20 | 0,003-0,008 | 40-75 | ||
14 | 0,001-0,005 | 45-70 | |||
2,5 | 16 | 0,005-0,010 | 40-75 | ||
14 | 0,001-0,005 | 45-70 | |||
3,0 | 16 | 0,005-0,010 | 40-75 | ||
80 | 1,0 | 24 | 5-20 | 0,005-0,012 | |
20 | 0,003-0,010 | 40-70 | |||
1,2; 1,6 | 24 | 0,005-0,012 | 40-75 | ||
18 | 0,003-0,010 | 40-70 | |||
2,0; 2,5 | 20 | 0,005-0,012 | 40-75 | ||
16 | 0,003-0,010 | 40-70 | |||
3,0 | 20 | 0,005-0,012 | 40-75 | ||
14 | 0,003-0,010 | 40-70 | |||
100 | 1,0 | 32 | 10-25 | 0,005-0,015 | 35-65 |
22 | 0,005-0,010 | 40-65 | |||
1,2 | 32 | 0,005-0,015 | 35-65 | ||
20 | 0,005-0,010 | 40-65 | |||
1,6 | 24 | 0,005-0,015 | 35-65 | ||
20 | 0,005-0,010 | 40-65 | |||
2,0; 2,5 | 24 | 0,005-0,015 | 30-65 | ||
18 | 0,005-0,010 | 40-65 | |||
3,0 | 20 | 0,005-0,015 | 30-55 | ||
16 | 0,005-0,010 | 40-65 | |||
125 | 1,6 | 32 | 0,005-0,015 | 30-55 | |
22 | 35-60 | ||||
2,0 | 32 | 30-55 | |||
20 | 35-60 | ||||
2,5 | 24 | 30-55 | |||
20 | 30-50 | ||||
3,0; 3,5; 4,0 | 24 | 30-55 | |||
18 | 30-50 | ||||
160 | 1,6 | 40 | 20-45 | 30-55 | |
26 | 30-50 | ||||
2,0; 2,5 | 32 | 30-55 | |||
22 | 30-50 | ||||
3,0; 3,5 | 32 | 30-55 | |||
20 | 30-50 | ||||
4,0; 4,5 | 24 | 30-55 | |||
20 | 30-50 | ||||
200 | 2,0; 2,5 | 40 | 25-70 | 30-55 | |
26 | 30-50 | ||||
3,0; 3,5; 4,0; 4,5 | 32 | 30-55 | |||
22 | 30-50 | ||||
5,0 | 32 | 30-55 | |||
20 | 30-50 | ||||
250 | 2,5 | 40 | 30-80 | 30-55 | |
28 | 30-50 | ||||
3,0; 3,5; 4,0; 4,5 | 40 | 30-55 | |||
26 | 30-50 | ||||
5,0 | 32 | 30-55 | |||
20 | 30-50 | ||||
5,5; 6,0 | 32 | ||||
315 | 2,5; 3,0 | 48 | 40-100 | 0,001-0,020 | 20-50 |
4,0; 5,0; 5,5; 6,0 | 40 |
|
Поправочный коэффициент на скорость резания для фрез, изготовленных из стали марки 9ХС, равен 0,5.
В качестве СОЖ следует применять 5%-ный (по массе) раствор эмульсола и воде с расходом 5-8 л/мин.
6.3 Суммарная длина фрезерования каждой испытываемой на работоспособность фрезой должна соответствовать указанной в таблице 8.
Таблица 8
В миллиметрах
Тип фрезы | Диаметр фрезы | Суммарная длина фрезерования |
1 | До 80 | 250 |
Св. 80 | 500 | |
2 | До 100 | 250 |
Св. 100 | 500 | |
3 | До 315 | 500 |
6.4 После испытаний на работоспособность на режущих кромках фрез не должно быть следов выкрашиваний и фрезы должны быть пригодны для дальнейшей работы.
6.5 Приемочные значения среднего и 95%-ный периодов стойкости не должны быть менее указанных в таблице 9.
Таблица 9
Диаметр фрезы, мм | Приемочные значения периодов стойкости, мин | ||||
среднего | 95%-ный | ||||
От | 20 | до | 63 | 65 | 25 |
Св. | 63 | " | 100 | 80 | 32 |
" | 100 | " | 160 | 130 | 52 |
" | 160 | 160 | 64 | ||
6.6 Контроль твердости фрез - по ГОСТ 9013.
6.7 Контроль шероховатости производится сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения шероховатости поверхностей не более указанных в 4.3.
6.8 Контроль внешнего вида производится визуально с помощью лупы ЛП1-4 по ГОСТ 25706.
6.9 При контроле параметров фрез должны применяться методы и средства измерения, погрешность которых не должна быть более: при измерении линейных параметров - значений, указанных в ГОСТ 8.051; при измерении углов - 35% значений допуска на проверяемый угол; при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ИСПОЛНЕНИЕ ФОРМ ПЕРЕХОДНЫХ РЕЖУЩИХ КРОМОК ЗУБЬЕВ
ОТРЕЗНЫХ ФРЕЗ ТИПОВ 2 и 3
Формы и размеры режущих кромок приведены на рисунках A.1 и А.2 и в таблице А.1.
Форма 1
| Форма 2
|
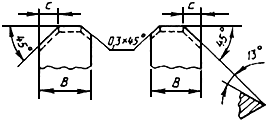
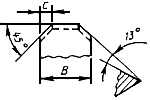
Рисунок A.1
Таблица А.1
В миллиметрах
Ширина фрезы | 1,6 | 2,0 | 2,5 | 3,0; 3,5 | 4,0; 4,5 | 5,0; 5,5 | 6,0 | |
| 1 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 | 1,8 |
2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | |
Форма 3 для фрез типа 3
Смежные зубья
1 - зачищающий зуб; 2 - прорезной зуб
Рисунок А.2
Таблица А.2
В миллиметрах
Ширина фрезы | 1,6 | 2,0 | 2,5 | 3,0; 3,5 | 4,0; 4,5 | 5,0; 5,5 | 6,0 |
0,50 | 0,60 | 0,80 | 1,00 | 1,2 | 1,5 | 1,8 | |
0,12 | 0,15 | 0,20 | 0,25 | 0,3 | 0,4 | 0,5 | |
0,15 | 0,20 | 0,25 | 0,30 | 0,4 | 0,5 | 0,6 |
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПРОФИЛИ СТРУЖЕЧНЫХ КАНАВОК
Размеры профилей стружечных канавок фрез приведены на рисунках Б.1-Б.3 и в таблицах Б.1-Б.3.
Передний угол |
| |||
| ||||
| ||||
Фрезы типа 1
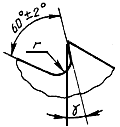
Рисунок Б.1
Таблица Б.1
В миллиметрах
| ||
20 | 0,20-0,4 | 0,1 |
0,50-2,5 | 0,2 | |
25 | 0,50-0,4 | 0,1 |
0,50-3,0 | 0,2 | |
32 | 0,20-0,4 | 0,1 |
0,50-2,0 | 0,2 | |
2,50-4,0 | 0,3 | |
40 | 0,20-0,4 | 0,1 |
0,50-2,5 | 0,2 | |
2,80-5,0 | 0,3 | |
50 | 0,25-0,6 | 0,2 |
0,80-6,0 | 0,3 | |
63 | 0,30-0,4 | 0,2 |
0,50-6,0 | 0,3 | |
80 | 0,50-6,0 | 0,3 |
100 | 0,5-6,0 | 0,3 |
125 | 0,8-6,0 | 0,4 |
160 | 1,2-6,0 | 0,4 |
200 | 1,6-2,5 | 0,4 |
2,8-6,0 | 0,5 | |
250 | 2,0-2,5 | 0,4 |
2,8-6,0 | 0,5 | |
315 | 2,5-6,0 | 0,5 |
Фрезы типа 2
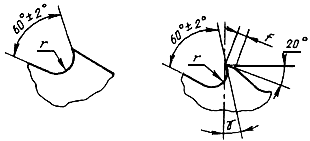
Рисунок Б.2
Таблица Б.2
В миллиметрах
| |||
32 | 0,3-0,6 | 0,20 | 0,3-0,7 |
0,8-3,0 | 0,30 | ||
40 | 0,3-0,8 | 0,4-0,8 | |
1,0-4,0 | 0,40 | ||
50 | 0,5-0,6 | 0,30 | 0,5-0,9 |
0,8-5,0 | 0,50 | ||
63 | 0,5-1,6 | 0,80 | 0,6-1,0 |
2,0-6,0 | 1,00 | ||
80 | 0,6-0,8 | 0,80 | |
1,0-1,6 | 1,00 | ||
2,0-6,0 | 1,25 | ||
100 | 0,8-1,0 | 1,00 | 1,0-1,4 |
1,2-2,5 | 1,25 | ||
2,8-6,0 | 1,50 | ||
125 | 1,0 | 1,00 | 1,2-1,6 |
1,2-3,5 | 1,25 | ||
4,0-6,0 | 1,50 | ||
160 | 1,2-1,4 | 1,25 | 1,5-2,0 |
2,0-6,0 | 1,50 | ||
200 | 1,6 | 1,8-2,3 | |
2,0-4,5 | 1,75 | ||
5,0-6,0 | 2,00 | ||
250 | 2,0 | 1,75 | 2,0-2,5 |
2,5-4,5 | 2,00 | ||
5,0-6,0 | 2,25 | ||
315 | 2,5-3,5 | 2,00 | |
4,0-6,0 | 2,25 |
Фрезы типа 3
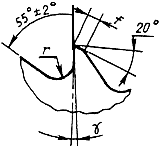
Рисунок Б.3
Таблица Б.3
В миллиметрах
| |||
50 | 1,0-1,6 | 1,00 | 0,5-0,9 |
2,0-2,5 | 1,50 | ||
63 | 1,0-1,6 | 2,25 | 0,6-1,0 |
2,0-3,0 | 2,50 | ||
80 | 1,0 | 2,25 | 0,8-1,2 |
1,2-2,5 | 2,50 | ||
3,0 | 2,75 | ||
100 | 1,0 | 2,50 | 1,0-1,6 |
1,2-2,0 | 2,75 | ||
2,5-3,0 | 1,0-2,6 | ||
125 | 1,6 | 1,5-1,9 | |
2,0-4,0 | 3,00 | ||
160 | 1,6-2,5 | 3,25 | 1,8-2,3 |
3,0-4,5 | 3,50 | ||
200 | 2,0-2,5 | 3,50 | 2,2-2,7 |
3,0-5,0 | 3,75 | ||
250 | 2,5 | 3,75 | 2,5-3,0 |
3,0-6,0 | 4,00 | ||
315 | 2,5-6,0 | 5,0 |
Электронный текст документа
и сверен по:
М.: , 2008
{kind=link}