ГОСТ 21545-76*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗЕНКЕРЫ ЦЕЛЬНЫЕ, ТВЕРДОСПЛАВНЫЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ
ИЗ НЕРЖАВЕЮЩИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ
Технические условия
Solid carbide counterbores for machining stainless
and high-temperature steels and alloys. Specifications
ОКП 39 1620
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 4 февраля 1976 г. N 319 срок введения установлен с 01.01.77
ПРОВЕРЕН в 1983 г. Постановлением Госстандарта от 30.12.83 г. N 6535 срок действия продлен до 01.01.90**
________________
** Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4, 1994 год). - .
* ПЕРЕИЗДАНИЕ (декабрь 1984 г.) с Изменением N 1, утвержденным в декабре 1983 г. (ИУС 4-84).
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 22.06.89 N 1838 с 01.01.90
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 10, 1989 год
Настоящий стандарт распространяется на цельные твердосплавные зенкеры ГОСТ 21543-76 и ГОСТ 21544-76 для обработки сквозных отверстий в деталях из нержавеющих и жаропрочных сталей и сплавов.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Зенкеры должны изготовляться:
рабочая часть - из твердого сплава марок ВК6-ОМ, ВК8, ВК10М, ВК10М-ОМ по ГОСТ 3882-74;
хвостовики - из стали марки 45 то ГОСТ 1050-74* или из стали марки 40Х по ГОСТ 4543-71.
_______________
* Действует ГОСТ 1050-88. - .
По заказу потребителя зенкеры могут изготовляться с рабочей частью из других марок твердого сплава.
1.2. Твердость хвостовиков зенкеров должна быть HRC 32 ... 46,5.
(Измененная редакция, Изм. N 1).
1.3. Рабочая и хвостовая части зенкеров должны быть соединены пайкой.
В качестве припоя должен применяться сплав марки ПрМНц 68-4-1 или марки Л68 то ГОСТ 15527-70*.
_______________
* Действует ГОСТ 15527-2004. - .
Толщина слоя припоя не должна быть более 0,15 мм.
Разрыв слоя припоя не должен превышать 5% его общей длины.
1.4. Параметры шероховатости поверхностей зенкеров по ГОСТ 2789-73 должны быть, мкм:
передних и задних поверхностей режущей и калибрующей частей, поверхностей направляющих ленточек - 0,4;
поверхности конических и цилиндрических хвостовиков, наружных центров и вспомогательных задних поверхностей режущей и калибрующей частей - 0,63;
поверхности стружечных канавок - 1,25;
остальных поверхностей - 6,3.
1.5. Предельные отклонения диаметров зенкеров, измеренные в начале рабочей части, должны соответствовать полю допуска h8.
1.4, 1.5. (Измененная редакция, Изм. N 2).
1.6. Предельные отклонения диаметра хвостовика зенкеров с цилиндрическим хвостовиком - по h9. Допуски конусов Морзе - по степени точности АТ7 ГОСТ 2848-75.
1.7. Зенкеры должны быть остро заточены, на режущей части не должно быть поверхностных трещин (сетки), завалов и выкрошенных мест.
1.8. На поверхностях зенкеров не должно быть следов коррозии и остатков припоя.
1.9. Центры и центровые отверстия должны быть тщательно обработаны, зачищены и не должны иметь забоин или разработанных мест.
1.10. Допуск радиального биения зубьев зенкеров относительно оси хвостовика не должно быть более указанного в табл.2.
Таблица 2
мм
Номинальные диаметры зенкеров | Допуск радиального биения направляющих ленточек | Допуск радиального биения главных режущих кромок |
От 3 до 6 | 0,010 | 0,015 |
Св. 6 до 10 | 0,012 | 0,018 |
Св. 10 до 12 | 0,015 | 0,020 |
1.11. Допуск радиального биения хвостовика относительно его оси при проверке в центрах не должно превышать 0,015 мм.
(Измененная редакция, Изм. N 1).
1.12. Размеры сопрягаемых элементов режущей и хвостовой части зенкеров при пайке указаны в рекомендуемом приложении.
1.13. Обратная конусность зенкеров на 100 мм длины должна быть не более 0,05 мм.
1.14. Маркировка и упаковка
1.14.1. На хвостовиках или шейках зенкеров должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение зенкера (последние четыре цифры);
в) номинальный диаметр зенкера;
г) марка твердого сплава;
д) изображение государственного Знака качества, при его присвоении в порядке, установленном Госстандартом СССР.
1.14.2. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088-83.
1.14.3. Вариант внутренней упаковки - ВУ-1 по ГОСТ 9.014-78.
Остальные требования к упаковке - по ГОСТ 18088-83.
1.13-1.14.3.(Введены дополнительно, Изм. N 2).
2. ПРАВИЛА ПРИЕМКИ
2.1. Приемка - по ГОСТ 23726-79.
(Измененная редакция, Изм. N 2).
2.2. (Исключен, Изм. N 2).
Разд.2. (Измененная редакция, Изм. N 1).
3. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Внешний вид зенкера проверяют осмотром.
3.2. Шероховатость поверхности контролируют сравнением с образцами шероховатости по ГОСТ 9378-75* при помощи лупы ЛП-2-4 по ГОСТ 25706-83.
_______________
* Действует ГОСТ 9378-93. - .
3.3. Контроль твердости - по ГОСТ 9013-59.
3.4. При контроле параметров зенкеров применяют методы и средства измерения, погрешность которых не превышает:
при измерении линейных размеров - величин, указанных в ГОСТ 8.051-81;
при измерении углов - 35% допуска на проверяемый параметр;
при контроле формы и расположения поверхностей - 25% величины допуска на проверяемый параметр.
3.5. Испытания зенкеров на работоспособность следует проводить на станках сверлильно-расточной группы с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
Испытания следует проводить на образцах из нержавеющих и жаропрочных сталей и сплавов по ГОСТ 5632-72.
Отверстия должны быть предварительно просверлены с припуском под зенкерование 1,0-1,5 мм.
Режимы испытаний зенкеров должны соответствовать указанным в табл.3.
Таблица 3
Обрабатываемый материал | Номинальный диаметр зенкера, мм | Скорость резания, м/мин | Подача, мм/об | Глубина зенкерования, мм | Количество отверстий |
Нержавеющие и жаропрочные стали | От 3 до12 | 15 | 0,2 | (1-3) | 6 |
Нержавеющие и жаропрочные сплавы | 5 | 0,05 | (1-3) | 3 |
При испытании зенкеров допустимы отклонения величин подачи и скорости резания на 10%.
3.6. После испытаний на работоспособность на режущих кромках зенкеров не должно быть выкрашиваний, зенкеры должны быть пригодны для дальнейшей работы.
3.7. В качестве смазочно-охлаждающей жидкости следует применять 10%-ный раствор эмульсола с добавлением 2%-ного раствора сульфофрезола. Расход СОЖ при испытаниях - не менее 5 л/мин.
3.8. Параметр шероховатости отверстий, обработанных зенкером по ГОСТ 2789-73, должен быть не более 6,3 мкм.
Разд.3. (Измененная редакция, Изм. N 2).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
Разд.4. (Измененная редакция, Изм. N 2).
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель должен гарантировать соответствие всех выпускаемых зенкеров требованиям настоящего стандарта при соблюдении правил эксплуатации и хранения.
(Измененная редакция, Изм. N 1).
5.2. Гарантийная стойкость работы зенкеров между переточками при условиях указанных в пп.3.2-3.8 должна соответствовать указанной в табл.4.
Таблица 4
Предел прочности, | Гарантийная стойкость, мин |
Нержавеющие и жаропрочные стали 550-600 | 30 |
Жаропрочные сплавы 1000 | 12 |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
РАЗМЕРЫ СОПРЯГАЕМЫХ ЭЛЕМЕНТОВ РЕЖУЩЕЙ И ХВОСТОВОЙ ЧАСТИ
ЗЕНКЕРОВ ПРИ ПАЙКЕ
Соединения пайкой зенкеров диаметром от 3 до 6 мм указаны на черт.1 и в табл.1, а зенкеров диаметром от 6 до 12 мм - на черт.2 и в табл.2.
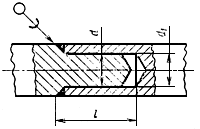
Черт.1
Таблица 1
мм
Диаметр зенкера |
|
| |
3,0 | 1,6 | 1,6 | 6 |
3,3 | 1,7 | 1,7 | |
3,5 | 2,1 | 2,1 | |
3,8 | 8 | ||
4,0 | 2,6 | 2,6 | |
4,3 | |||
4,5 | 3,0 | 3,0 | 10 |
4,8 | |||
5,0 | |||
5,8 | 3,5 | 3,5 | |
6,0 | 4,0 | 4,0 |
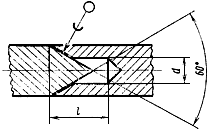
Черт.2
Таблица 2
мм
Диаметр зенкера | ||
6,0 | 2,0 | 4,5 |
6,80 | ||
7,00 | 2,5 | |
7,80 | ||
8,00 | 5,5 | |
8,80 | ||
9,00 | 3,0 | 6,0 |
9,80 | ||
10,00 | ||
10,75 | ||
11,00 | ||
11,75 | ||
12,00 | 7,0 |
(Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
Зенкеры цельные твердосплавные и оснащенные
твердосплавными пластинами для обработки деталей
из нержавеющих и жаропрочных сталей и сплавов:
Сб. ГОСТов. - М.: Издательство стандартов, 1985
Редакция документа с учетом
изменений и дополнений
подготовлена З
{kind=link}