ГОСТ 6876-79
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАШПИЛИ
Технические условия
Pasps. Technical conditions
ОКП 39 2940
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.06.79 N 2299
3. Взамен ГОСТ 6876-68
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.2 |
ГОСТ 1435-90* | 2.3; 4.7 |
ГОСТ 5210-95 | 2.2 |
ГОСТ 18088-83 | 2.23 |
ГОСТ 23726-79 | 3.1 |
ИСО 234/I-83 | 1.2, приложение 2 |
ИСО 234/II-82 | 1.2, приложение 2 |
________________
* На территории Российской Федерации действует ГОСТ 1435-99. Здесь и далее по тексту. - .
5. Постановлением Госстандарта от 10.06.91 N 848 снято ограничение срока действия
6. ПЕРЕИЗДАНИЕ (август 1998 г.) с Изменениями N 1, 2, утвержденными в октябре 1987 г., июне 1991 г. (ИУС 1-88, 9-91)
Настоящий стандарт распространяется на рашпили, предназначенные для обработки мягких металлов, кости, кожи, дерева, каучука.
Требования настоящего стандарта в части разд.1, 2, 4, 5 и пп.3.2 и 3.3 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И РАЗМЕРЫ
1.1. Рашпили должны изготовляться типов:
плоские тупоносые;
плоские остроносые;
круглые;
полукруглые;
сапожные прямые;
сапожные изогнутые двусторонние;
сапожные изогнутые односторонние;
копытные плоские.
1.1а. Плоские тупоносые, плоские остроносые, круглые и полукруглые рашпили должны изготовляться со следующими номерами размеров рашпильной насечки:
1 - крупная;
2 - средняя;
3 - мелкая.
(Введен дополнительно, Изм. N 2).
1.2. Размеры рашпилей должны соответствовать указанным на черт.1-8 и в табл.1-6.
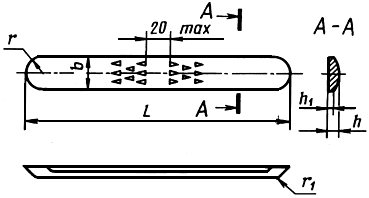
Плоские тупоносые рашпили
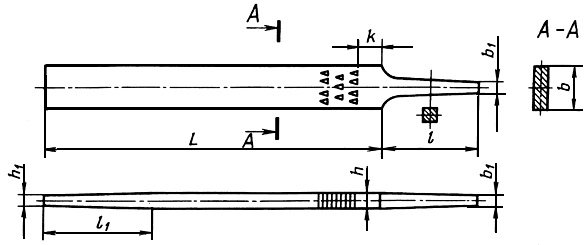
Черт.1
Таблица 1
Размеры, мм
Обозначение | Пpимeняeмость |
| Число зубьев на квадратном сантиметре | |||||||||
номер насечки | ||||||||||||
1 | 2 | 3 | ||||||||||
3806-0001 | 200 | 20 | 6,5 | 3,5 | 55 | 65 | 20 | 2,5 | 12 | - | - | |
3806-0009* | 10 | - | - | |||||||||
3806-0002 | - | 20 | - | |||||||||
3806-0011* | - | 16 | - | |||||||||
3806-0012* | - | - | 22 | |||||||||
3806-0003 | 250 | 25 | 7,5 | 4,5 | 60 | 85 | 9 | - | - | |||
3806-0013* | 8 | - | - | |||||||||
3806-0004 | - | 16 | - | |||||||||
3806-0014* | - | 12 | - | |||||||||
3806-0015* | - | - | 18 | |||||||||
3806-0005 | 300 | 30 | 8,5 | 5,5 | 70 | 100 | 25 | 3,0 | 8 | - | - | |
3806-0016* | 6 | - | - | |||||||||
3806-0006 | - | 14 | - | |||||||||
3806-0017* | - | 10 | - | |||||||||
3806-0007 | 350 | 35 | 7,5 | 6,5 | 80 | 120 | 6 | - | - | |||
3806-0008 | - | 12 | - | |||||||||
________________
* Размеры рашпилей соответствуют ИСО 234-1 и ИСО 234-2 (см. приложение 2).
Примечание. Число насечек на одном сантиметре узкой стороны рашпиля должно быть равно (70±12)% числа зубьев на квадратном сантиметре неконической части насечки рашпиля.
Пример условного обозначения плоского тупоносого рашпиля с длиной рабочей части =250 мм, с насечкой N 1:
Рашпиль 3806-0003 ГОСТ 6876-79
Плоские остроносые рашпили
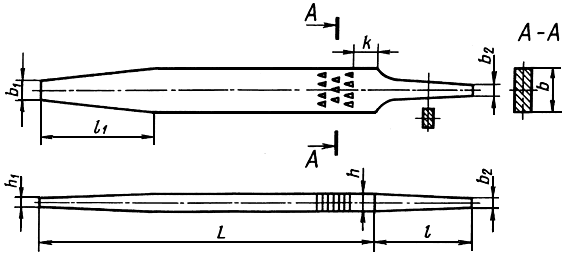
Черт.2
Таблица 2
Размеры, мм
Обозначение | Пpимe- |
| Число зубьев | ||||||||||
номер насечки | |||||||||||||
1 | 2 | 3 | |||||||||||
3806-0021 | 200 | 20 | 10,0 | 6,5 | 3,5 | 55 | 65 | 20 | 2,5 | 12 | - | - | |
3806-0029* | 10 | - | - | ||||||||||
3806-0022 | - | 20 | - | ||||||||||
3806-0031* | - | 16 | - | ||||||||||
3806-0032* | - | - | 22 | ||||||||||
3806-0023 | 250 | 25 | 12,5 | 7,5 | 4,5 | 60 | 85 | 9 | - | - | |||
3806-0033* | 8 | - | - | ||||||||||
3806-0024 | - | 16 | - | ||||||||||
3806-0034* | - | 12 | - | ||||||||||
3806-0035* | - | - | 18 | ||||||||||
3806-0025 | 300 | 30 | 15,0 | 8,5 | 5,5 | 70 | 100 | 25 | 3,0 | 8 | - | - | |
3806-0036* | 6 | - | - | ||||||||||
3806-0026 | - | 14 | - | ||||||||||
3806-0037* | - | 10 | - | ||||||||||
3806-0027 | 350 | 35 | 17,5 | 7,5 | 6,5 | 80 | 120 | 6 | - | - | |||
3806-0028 | - | 12 | - | ||||||||||
________________
* Размеры рашпилей соответствуют ИСО 234-1 и ИСО 234-2 (см. приложение 2).
Примечание. Число насечек на одном сантиметре узкой стороны рашпиля должно быть равно (70±12)% числа зубьев на квадратном сантиметре неконической части насечки рашпиля.
Пример условного обозначения плоского остроносого рашпиля с длиной рабочей части =250 мм, с насечкой N 1:
Рашпиль 3806-0023 ГОСТ 6876-79
Круглые рашпили
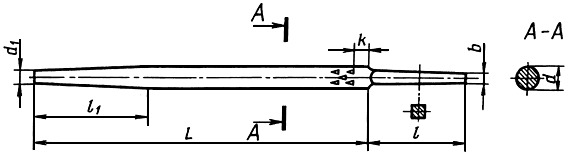
Черт.3
Таблица 3
Размеры, мм
Обозначение | Пpимe- |
| Число зубьев | ||||||||
номер насечки | |||||||||||
1 | 2 | 3 | |||||||||
3806-0041 | 200 | 9,5 | 4 | 55 | 65 | 20 | 2,5 | 12 | - | - | |
3806-0049* | 10 | - | - | ||||||||
3806-0042 | - | 20 | - | ||||||||
3806-0051* | - | 16 | - | ||||||||
3806-0052* | - | - | 22 | ||||||||
3806-0043 | 250 | 11,5 | 5 | 60 | 85 | 9 | - | - | |||
3806-0053* | 8 | - | - | ||||||||
3806-0044 | - | 16 | - | ||||||||
3806-0054* | - | 12 | - | ||||||||
3806-0055* | - | - | 18 | ||||||||
3806-0045 | 300 | 13,5 | 6 | 70 | 100 | 25 | 3,0 | 8 | - | - | |
3806-0056* | 6 | - | - | ||||||||
3806-0046 | - | 14 | - | ||||||||
3806-0057* | - | 10 | - | ||||||||
3806-0047 | 350 | 15,0 | 7 | 80 | 120 | 6 | - | - | |||
3806-0048 | - | 12 | - | ||||||||
________________
* Размеры рашпилей соответствуют ИСО 234-1 и ИСО 234-2 (см. приложение 2).
Пример условного обозначения круглого рашпиля с длиной рабочей части =250 мм, с насечкой N 1:
Рашпиль 3806-0043 ГОСТ 6876- 79
Полукруглые рашпили
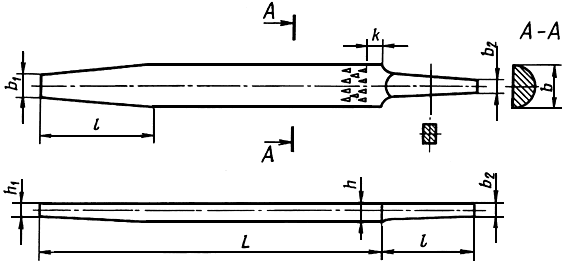
Черт. 4
Таблица 4
Размеры, мм
Обозначение | Пpимe- |
| Число зубьев | ||||||||||
номер насечки | |||||||||||||
1 | 2 | 3 | |||||||||||
3806-0061 | 200 | 21 | 10,0 | 7,5 | 3,5 | 55 | 65 | 20 | 2,5 | 12 | - | - | |
3806-0069* | 10 | - | - | ||||||||||
3806-0062 | - | 20 | - | ||||||||||
3806-0071* | - | 16 | - | ||||||||||
3806-0072* | - | - | 22 | ||||||||||
3806-0063 | 250 | 25 | 12,5 | 8,5 | 4,0 | 60 | 85 | 9 | - | - | |||
3806-0073* | 8 | - | - | ||||||||||
3806-0064 | - | 16 | - | ||||||||||
3806-0074* | - | 12 | - | ||||||||||
3806-0075* | - | - | 18 | ||||||||||
3806-0065 | 300 | 30 | 15,0 | 10,0 | 5,0 | 70 | 100 | 25 | 3,0 | 8 | - | - | |
3806-0076* | 6 | - | - | ||||||||||
3806-0066 | - | 14 | - | ||||||||||
3806-0077* | - | 10 | - | ||||||||||
3806-0067 | 350 | 35 | 17,5 | 10,0 | 6,0 | 80 | 120 | 6 | - | - | |||
3806-0068 | - | 12 | - | ||||||||||
________________
* Размеры рашпилей соответствуют ИСО 234-1 и ИСО 234-2 (см. приложение 2).
Пример условного обозначения полукруглого рашпиля с длиной рабочей части =250 мм, с насечкой N 1:
Рашпиль 3806-0063 ГОСТ 6876-79
Прямые сапожные рашпили
Черт.5
Таблица 5
Размеры, мм
Обозначение | Применя- | Число зубьев на 10 мм по ширине | Число рядов на 10 мм по длине | ||||||
3806-0081 | 200 | 22* | 5,5* | 4 | 11 | 6 | 4 | 5 | |
3806-0082 | 250 | 27 | 7 | 6 | 13,5 | 8 | 3,5 | 4,5 |
________________
* Сапожные рашпили могут изготовляться шириной =18 мм и толщиной
=5 мм.
Пример условного обозначения прямого сапожного рашпиля длиной =200 мм:
Рашпиль 3806-0081 ГОСТ 6876-79
Изогнутый двусторонний сапожный рашпиль
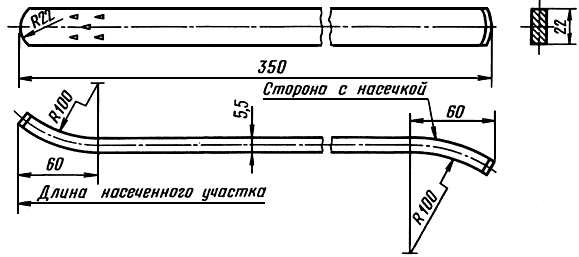
Число зубьев насечки на 10 мм по ширине - четыре, число рядов насечки на 10 мм по длине - пять.
Черт.6
Условное обозначение изогнутого двустороннего сапожного рашпиля:
Рашпиль 3806-0091 ГОСТ 6876-79
Изогнутый односторонний сапожный рашпиль
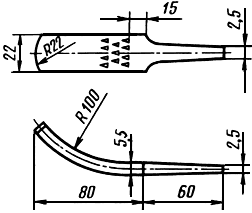
Число зубьев насечки на 10 мм по ширине - четыре, число рядов насечки на 10 мм по длине - пять.
Черт.7
Условное обозначение изогнутого одностороннего сапожного рашпиля:
Рашпиль 3806-0095 ГОСТ 6876-79
Копытные рашпили
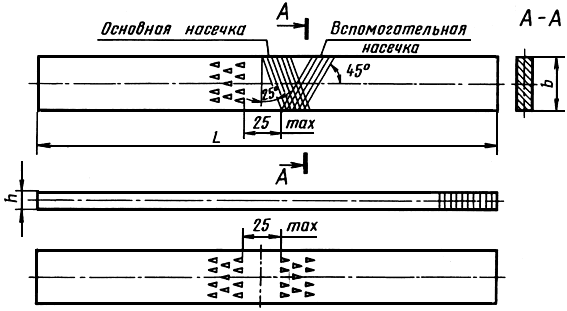
Черт.8
Таблица 6
Размеры, мм
Обозначение | Пpимe- | Число зубьев на 10 мм по ширине | Число рядов зубьев на 10 мм по длине | Число основных насечек на 10 мм длины | |||
3806-0101 | 350 | 39 | 8 | 2 | 3 | 6 | |
3806-0102 | 400 | 44 | 9 | 1,5 | 2 | 5 | |
3806-0103 | 450 | 48 | 10 | 1,5 | 2 | 5 |
Пример условного обозначения копытного рашпиля длиной =350 мм:
Рашпиль 3806-0101 ГОСТ 6876-79
(Измененная редакция, Изм. N 1, 2).
1.3. Определение размера рашпильной насечки указано в приложении 1.
(Введен дополнительно, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рашпили должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Рашпили должны быть изготовлены из стали марки У7 или У7А по ГОСТ 5210.
Допускается изготовление рашпилей из стали марок У8, У8А, У10, У10А, У12 или У12А по ГОСТ 5210.
2.3. Твердость и острота зубьев рашпиля должны обеспечивать сцепляемость их с контрольной пластиной из стали марки У7 или У10А по ГОСТ 1435, имеющей твердость не менее 51 HRC для копытных рашпилей и не менее 47 HRC
- для остальных типов рашпилей.
(Измененная редакция, Изм. N 1).
2.4. (Исключен, Изм. N 1).
2.5. Твердость хвостовика рашпиля на участке от тонкого конца до середины его длины не должна быть более 37 HRC.
(Измененная редакция, Изм. N 1).
2.6. На поверхностях рашпиля не должно быть трещин. На рабочей поверхности рашпиля не должно быть заусенцев, черновин и следов коррозии.
Острые кромки торца носка плоских, полукруглых, круглых и копытных рашпилей, а также ребра на ненасеченном участке сапожных изогнутых двусторонних рашпилей должны быть притуплены.
2.7. Передняя поверхность зубьев рашпильной насечки должна быть направлена: для прямых, сапожных и копытных рашпилей - в противоположные стороны параллельно оси рашпиля, для остальных рашпилей - в одну сторону от хвостовика рашпиля (при его наличии) параллельно оси рашпиля.
2.6, 2.7. (Измененная редакция, Изм. N 2).
2.8. Зубья рашпиля в направлении его длины должны перекрывать друг друга.
2.9. (Исключен, Изм. N 2).
2.10. Передний угол зуба рашпиля может быть отрицательным, но он не должен превышать 5°.
2.11. Плоские тупоносые и остроносые рашпили должны иметь на двух широких сторонах рашпильную насечку, на одной из узких сторон - одинарную насечку, расположенную перпендикулярно оси рашпиля.
Полукруглые и круглые рашпили должны иметь рашпильную насечку.
Копытные рашпили должны иметь следующую насечку:
а) одна из широких сторон рашпиля должна иметь на одной половине перекрестную насечку, а на другой - рашпильную; вторая сторона должна иметь рашпильную насечку;
б) обе узкие стороны на половине длины рашпиля должны иметь одинарную насечку, расположенную перпендикулярно оси рашпиля с числом насечек, равным числу основных насечек широкой стороны.
Прямые сапожные рашпили должны иметь рашпильную насечку на обеих сторонах или на полукруглой стороне - рашпильную, на одной половине широкой плоской стороны - перекрестную насечку, а на другой - рашпильную.
(Измененная редакция, Изм. N 2).
2.12. Предельные отклонения размеров рашпилей не должны превышать, мм:
а) длины рабочей части: | |
до 300 мм | минус 7,5 |
свыше 300 мм | минус 10 |
б) ширины плоских и полукруглых и диаметра рашпилей | ±1,6 |
в) толщины плоских и полукруглых рашпилей | ±1,6 |
г) длины хвостовика для рашпилей с длиной | |
до 300 мм | ±3,0 |
свыше 300 мм | ±4,0 |
(Измененная редакция, Изм. N 1, 2).
2.12а. Предельные отклонения углов наклона перекрестной и одинарной насечек не должны превышать ±2°.
Предельные отклонения числа зубьев рашпильной насечки не должны превышать ±12% на квадратном сантиметре.
Предельные отклонения числа основных и вспомогательных насечек перекрестной насечки на 10 мм длины рашпиля не должны превышать ±1 насечки. Число вспомогательных насечек должно быть меньше числа основных на одну-две насечки.
(Измененная редакция, Изм. N 1, 2).
2.13. (Исключен, Изм. N 1).
2.14. Допуск прямолинейности не должен превышать:
а) на широкой стороне неконического участка рабочей части рашпиля 0,4 мм на 100 мм длины;
б) на узкой стороне (для плоских) или ребру (для полукруглых рашпилей) 0,3 мм на 100 мм длины.
(Измененная редакция, Изм. N 2).
2.15. (Исключен, Изм. N 2).
2.16. Допуск симметричности оси хвостовика относительно оси рашпиля в радиусном выражении, мм:
для рашпилей длиной до 300 мм | 0,8 |
" " " св. 300 мм | 1 |
2.17. (Исключен, Изм. N 2).
2.18. Средний и 95%-ный ресурсы рашпилей при условиях испытаний, указанных в разд.4, должны быть соответственно: 80 и 32 мин.
2.19. Критерием предельного состояния рашпилей является потеря сцепляемости с контрольной пластинкой твердостью, указанной в п.2.3.
2.18, 2.19. (Измененная редакция, Изм. N 1, 2).
2.20. На ненасеченной части каждого рашпиля должен быть четко нанесен товарный знак предприятия-изготовителя.
(Введен дополнительно, Изм. N 1).
2.21. При упаковывании рашпили должны быть отделены один от другого прокладочным материалом.
(Измененная редакция, Изм. N 2).
2.22. (Исключен, Изм. N 2).
2.23. Требования к упаковке и маркировке транспортной и потребительской тары - по ГОСТ 18088.
(Измененная редакция, Изм. N 1, 2).
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 23726.
3.2. Испытания на средний ресурс следует проводить один раз в три года не менее чем на пяти рашпилях, на 95%-ный ресурс - один раз в год не менее чем на пяти рашпилях.
Испытаниям подвергают все типоразмеры копытных рашпилей по двум широким сторонам.
Разд.3. (Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Контроль внешнего вида рашпилей осуществляют визуально.
4.2. При контроле параметров рашпилей должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
при измерении углов - 35% значений допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% значения на проверяемый параметр.
4.3. Ширину и толщину рашпилей измеряют на ненасеченном участке рабочей части.
4.4. Испытания рашпилей на работоспособность следует проводить по сцепляемости с контрольной пластинкой твердостью, указанной в п.2.3.
Пластинку широкой стороной проводят по зубьям рашпиля от конца к середине; при этом пластинка должна сцепляться с зубьями рашпиля. На зубьях рашпиля не должно оставаться следов смятия или выкрашивания на вершине.
4.1-4.4. (Введены дополнительно, Изм. N 1).
4.5. Испытания рашпилей на средний и 95%-ный ресурсы должны проводиться на специальных испытательных станках, которые должны соответствовать установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. N 1, 2).
4.6. Насечка рашпиля, подвергаемого испытаниям, должна быть сухой.
4.7. Рашпили должны испытываться на образцах (брусках) из инструментальной стали марки У8 по ГОСТ 1435 твердостью 170 ... 187 НВ, сечением 10x25 мм.
4.8. Перед испытанием все стороны образца должны быть обработаны. Шероховатость обработанной поверхности образца не должна быть более 10 мкм.
4.9. Прижимающее усилие при испытании рашпилей должно быть равно 112,5 Н (11,25 кгс).
4.10. Число рабочих ходов испытательного станка должно быть 55-60 в минуту, длина рабочего хода 100 мм.
4.11. Испытываемый участок рабочей части рашпиля должен начинаться на расстоянии не менее 10 мм от ненасеченного участка.
4.6-4.11. (Введены дополнительно, Изм. N 1).
4.12. Приемочные значения среднего и 95%-ного ресурсов рашпилей должны быть соответственно 100 и 36 мин.
Периодичность контроля при испытаниях на средний ресурс после первых 36 мин - через каждые 10 мин.
(Измененная редакция, Изм. N 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 18088.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Обязательное
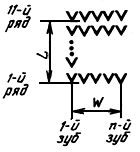
ОПРЕДЕЛЕНИЕ РАЗМЕРА РАШПИЛЬНОЙ НАСЕЧКИ
Размер рашпильной насечки - число зубьев на квадратном сантиметре широкой стороны неконической части рашпиля, которое определяют по формуле
![]() ,
,
где - число зубьев в каждом ряду;
- расстояние между вершинами зубьев первого и одиннадцатого ряда, мм;
- расстояние между вершинами первого и последнего зуба в ряду, мм;
ПРИЛОЖЕНИЕ 2
Справочное
СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА СТАНДАРТАМ ИСО 234-1 И ИСО 234-2
Типоразмеры плоских, полукруглых и круглых рашпилей и размеры насечек, установленные в настоящем стандарте, полностью соответствуют типоразмерам плоских, полукруглых и круглых рашпилей по дереву и размерам их насечек по стандартам ИСО 234-1 и ИСО 234-2.
Требования настоящего стандарта не распространяются на рашпили для тонких столярных работ по стандарту ИСО 234-1, кроме этого в настоящем стандарте отсутствует имеющийся в приложении к стандарту ИСО 234-1 перевод размеров рашпилей из метрической системы в дюймовую.
Типоразмеры рашпилей по стандартам ИСО 234-1 и ИСО 234-2 отмечены в табл. 1-4 настоящего стандарта знаком *.
В настоящем стандарте по сравнению со стандартом ИСО 234-1 расширена номенклатура размеров плоских, полукруглых и круглых рашпилей. Кроме этого, в стандарт включены копытные, прямые сапожные и изогнутые сапожные односторонние и двусторонние рашпили.
Дополнительно включены также требования к материалу, термообработке, точностным параметрам и надежности рашпилей, а также требования к правилам приемки, методам контроля, маркировке, упаковке, транспортированию и хранению рашпилей.
ПРИЛОЖЕНИЯ 1, 2. (Введены дополнительно, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}