ГОСТ Р 71305-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВСТАВКИ РЕЖУЩИЕ, ОСНАЩЕННЫЕ ПОЛИКРИСТАЛЛАМИ ТВЕРДОГО НИТРИДА БОРА, ДЛЯ ТОРЦОВЫХ НАСАДНЫХ ФРЕЗ
Основные размеры
Cutting inserts with solid polycrystals boron nitride for face milling cutters. Basic dimensions
ОКС 25.100.20
Дата введения 2025-07-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "ВНИИИНСТРУМЕНТ" (АО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 апреля 2024 г. № 514-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на режущие вставки, оснащенные поликристаллами твердого нитрида бора, для торцовых насадных фрез (далее - вставки), и устанавливает их основные размеры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19738 Припои серебряные. Марки
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Конструкция и размеры
3.1 Вставки следует изготовлять типов:
3.2 Вставки типа 1 следует изготовлять исполнений:
1 - для тангенциального крепления на фрезе;
2 - для радиального крепления на фрезе.
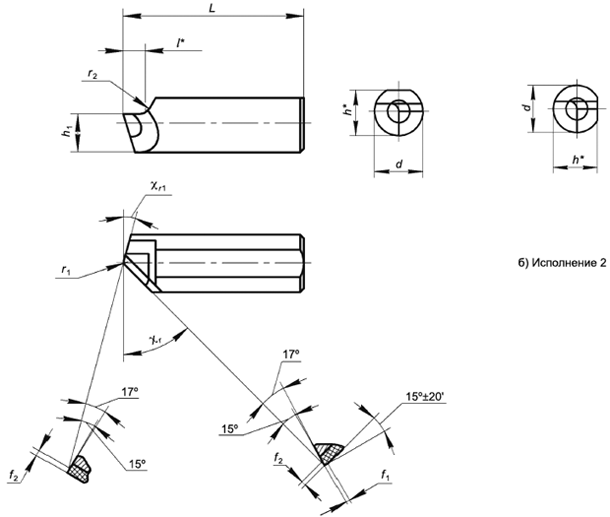
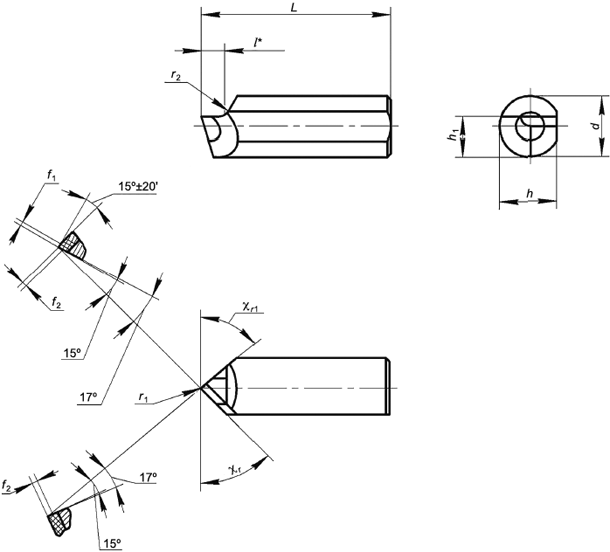
3.3 Конструкция и размеры вставок должны соответствовать указанным на рисунках 1, 2 и в таблице 1.
 |
а) Исполнение 1
_______________
* Размер для справок.
Рисунок 1 - Тип 1
 |
_______________
* Размер для справок.
Рисунок 2 - Тип 2
Таблица 1
Размеры в миллиметрах | ||||||||||||
Тип вставки | Испол- нение | L h15 | d h6 | h h14 | -0,2 | l | ±10’ | ±15’ | +0,2 | , не более | +0,1 | , не менее |
1 | 1 | 25 | 8 | 7,5 | 5,3 | 3,2 | 45° | 15° | 0,6 | 1,6 | 1,0 | 1,5 |
2 | ||||||||||||
2 | - | 32 | 50° | |||||||||
Примеры условных обозначений
Вставка типа 1, исполнения 1, длиной L=25 мм:
Вставка 1-1-25 ГОСТ Р 71305-2024
Вставка типа 2, длиной L=32 мм:
Вставка 2-32 ГОСТ Р 71305-2024
3.4 Конструкция и размеры корпусов должны соответствовать указанным на рисунке 3 и в таблице 2.
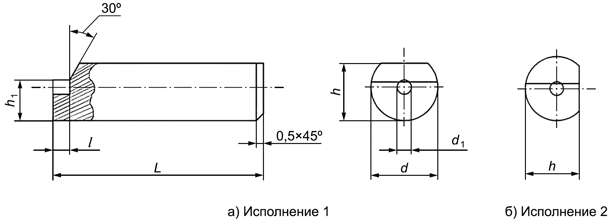 |
Рисунок 3
Таблица 2
Размеры в миллиметрах | |||||||
Тип | Исполнение | L h15 | d h6 | +0,2 | h h14 | -0,2 | l ±0,1 |
1 | 1 | 25 | 8 | 3,7 | 7,5 | 5,5 | 4,0 |
2 | |||||||
2 | - | 32 | |||||
Примеры условных обозначений
Корпус вставки типа 1, исполнения 1, длиной L=25 мм:
Корпус 1-1-25 ГОСТ Р 71305-2024
Корпус вставки типа 2, длиной L=32 мм:
Корпус 2-32 ГОСТ Р 71305-2024
3.5 Вставки следует изготовлять из стали марки 40Х по ГОСТ 4543.
3.6 Материал режущей части - поликристаллический сверхтвердый материал на основе нитрида бора марок по технической документации, утвержденной в установленном порядке.
3.7 Режущий элемент закрепляют способом вакуумной пайки, динамическим горячим прессованием, пайкой токами высокой частоты или другими методами, обеспечивающими работоспособность инструмента при эксплуатации.
Пайку осуществляют по документации, утвержденной в установленном порядке. При индукционной пайке в качестве припоя следует применять припои марки ПСр40 по ГОСТ 19738.
3.8 Слой припоя должен быть толщиной не более 0,2 мм. Разрыв слоя припоя не должен превышать 20% по периметру шва.
3.9 Предельные отклонения углов режущей части вставок должны быть не более: ±1° - задних углов 15° и 17°;
- 2° - переднего угла.
3.10 Параметры шероховатости поверхностей вставок по ГОСТ 2789 должны быть, мкм, не более:
Rz 1,6 - передней поверхности на ширине 1 мм вдоль режущей кромки, главной и вспомогательной задних поверхностей режущей части на ширине не менее 1,5 мм, заточенных под углом 15°;
Rz 3,2 - главной и вспомогательной задних поверхностей режущей части заточенных под углом 17°;
Ra 1,25 - цилиндрической поверхности вставки;
Ra 2,5 - плоской поверхности вставки.
3.11 Смещение радиуса при вершине с оси вставки должно быть не более 0,15 мм. Сопряжение режущих кромок при вершине должно быть плавным.
3.13 Поверхности вставок должны иметь защитное покрытие Хим. Окс. прм. по ГОСТ 9.306.
3.14 На корпусе вставки должно быть нанесено:
- товарный знак предприятия-изготовителя;
- тип вставки;
- марка материала режущей части.
3.15 Транспортная маркировка, маркировка потребительской тары - по ГОСТ 18088.
УДК 621.914.22:006.354 | ОКС 25.100.20 |
Ключевые слова: вставки режущие, торцовые фрезы, поликристалл твердого нитрида бора, размеры | |
{kind=link}