ГОСТ 15086-69
Группа Г23
2225-0000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ ОБДИРОЧНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Технические условия
Heavy-duty taper shank end mills. Specifications
ОКП 39 1824
Срок действия с 01.07.71
до 01.01.97*
______________________________
* Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, к.т.н.; Г.А.Астафьева, к.т.н.; Н.И.Минаева, М.Д.Крутякова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 19.10.69 г. N 1222
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. ВЗАМЕН МН 3000-61, МН 3001-61, МН 3002-61, МН 3003-61
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
8.051-81 | 3.12 |
9.014-78 | 4.2 |
1050-88 | 2.4; 3.3 |
2789-73 | 2.10 |
2848-75 | 2.12 |
4543-71 | 2.4 |
9013-59 | 3.9 |
9378-75 | 3.11 |
9953-82 | 2.13 |
14034-74 | 1.8 |
18088-83 | 2.22; 2.23; разд.4 |
19265-73 | 2.2 |
23726-79 | 2а.1 |
25557-82 | 1.8 |
25706-83 | 3.11 |
6. Проверен в 1989 г. Срок действия продлен до 01.01.97 (Постановление Госстандарта СССР от 23.11.89 N 3430)
7. Переиздание (август 1991 г.) с Изменениями N 2, 3, 4, 5, утвержденными в августе 1972 г., декабре 1980 г., апреле 1987 г., ноябре 1989 г. (ИУС 10-72, 3-81, 7-87, 2-90)
Настоящий стандарт распространяется на фрезы, предназначенные для обработки грубых поверхностей заготовок, получаемых литьем, свободной ковкой, и поверхностей с большой шириной фрезерования, а также для фрезерования с увеличенными подачами.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы изготовляются двух типов:
1 - с торцовыми зубьями;
2 - без торцовых зубьев.
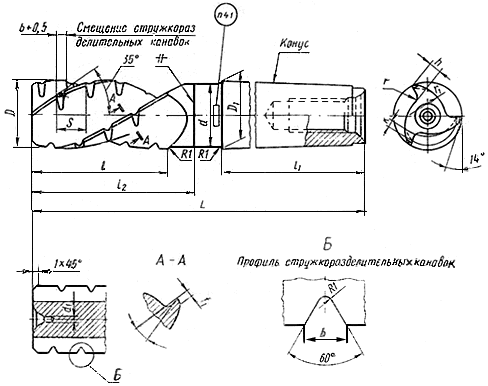
1.2. Основные размеры фрез должны соответствовать указанным на черт.1 и 2 и в табл.1.
Тип 1
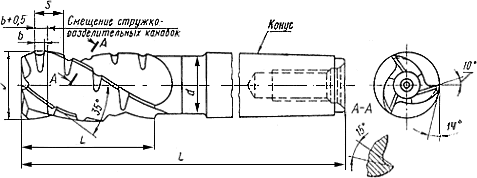
Черт.1
Тип 2
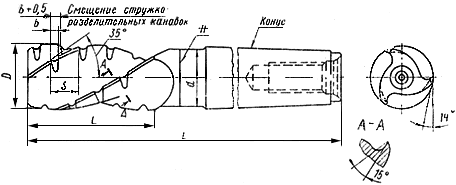
Черт.2
Таблица 1
Размеры в мм
Тип 1 | Тип 2 |
|
| |||||||||||||||||
Праворежущие | Леворежущие | Праворежущие | Леворежущие | |||||||||||||||||
Обозна- | При- ме- | Обозна- чение | При- ме- | Обозна- чение | При- ме- | Обозна- чение | При- ме- | Конус | Чис- | Шаг стружко- раздели- тельных канавок | ||||||||||
2225-0001 | 2225-0002 | 2225-0101 | 2225-0102 | 25 | 150 | 50 | 23,5 | Морзе | 3 | 3 | 3 | 10,5 | ||||||||
0003 | 0004 | 0103 | 0104 | 120 | В24 | |||||||||||||||
0005 | 0006 | 0105 | 0106 | 180 | 80 | 3 | ||||||||||||||
0007 | 0008 | 0107 | 0108 | 150 | В24 | |||||||||||||||
0009 | 0010 | 0109 | 0110 | 32 | 180 | 55 | 31,0 | 4 | 4 | 14,0 | ||||||||||
0011 | 0012 | 0111 | 0112 | 130 | В32 | |||||||||||||||
0013 | 0014 | 0113 | 0114 | 210 | 85 | 4 | ||||||||||||||
0015 | 0016 | 0115 | 0116 | 160 | В32 | |||||||||||||||
0017 | 0018 | 0117 | 0118 | 255 | 130 | 4 | ||||||||||||||
0019 | 0020 | 0119 | 0120 | 205 | В32 | |||||||||||||||
0021 | 0022 | 0121 | 0122 | 40 | 190 | 65 | 4 | 4 | 18,0 | |||||||||||
2225-0023 | 2225-0024 | 2225-0123 | 2225-0124 | 140 | В32 | |||||||||||||||
2225-0025 | 2225-0026 | 2225-0125 | 2225-0126 | 225 | 100 | 31 |
| 4 | ||||||||||||
0027 | 0028 | 0127 | 0128 | 175 | В32 | |||||||||||||||
0029 | 0030 | 0129 | 0130 | 285 | 160 | 4 | ||||||||||||||
0031 | 0032 | 0131 | 0132 | 235 | В32 | |||||||||||||||
0033 | 0034 | 0133 | 0134 | 50 | 225 | 70 | 44,0 | 5 | ||||||||||||
0035 | 0036 | 0135 | 0136 | 160 | В45 | |||||||||||||||
0037 | 0038 | 0137 | 0138 | 275 | 120 | 5 | ||||||||||||||
0039 | 0040 | 0139 | 0140 | 210 | В45 | |||||||||||||||
0041 | 0042 | 0141 | 0142 | 335 | 180 | 5 | ||||||||||||||
0043 | 0044 | 0143 | 0144 | 270 | В45 | |||||||||||||||
0045 | 0046 | 0145 | 0146 | 63 | 235 | 80 | 5 | 5 | 5 | 27,5 | ||||||||||
0047 | 0048 | 0147 | 0148 | 280 | 125 | |||||||||||||||
0049 | 0050 | 0149 | 0150 | 355 | 200 | |||||||||||||||
0057 | 0058 | 0157 | 0158 | 290 | 80 | 60,0 | (6) | |||||||||||||
0059 | 0060 | 0159 | 0160 | 335 | 125 | |||||||||||||||
0061 | 0062 | 0161 | 0162 | 410 | 200 | |||||||||||||||
0051 | 0052 | 0151 | 0152 | 80 | 300 | 90 | 60,0 | 6 | 7 | 38,5 | ||||||||||
0053 | 0054 | 0153 | 0154 | 350 | 140 | |||||||||||||||
0055 | 0056 | 0155 | 0156 | 430 | 220 | |||||||||||||||
0071 | 0072 | 0171 | 0172 | 315 | 90 | Метри- ческий | (80) | |||||||||||||
0073 | 0074 | 0173 | 0174 | 365 | 140 | |||||||||||||||
2225-0075 | 2225-0076 | 2225-0175 | 2225-0176 | 445 | 220 | |||||||||||||||
Примечание. Фрезы с конусами, заключенными в скобки, изготовляются по согласованию с потребителем.
Пример условного обозначения праворежущей концевой фрезы типа 1 диаметром 40 мм и длиной 190 мм:
Фреза 2225-0021 ГОСТ 15086-69
(Измененная редакция, Изм. N 3).
1.3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев; значения окружного шага должны соответствовать указанным на черт.3 и в табл.2.
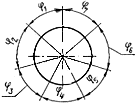
Черт.3
Таблица 2
Число зубьев | |||||||
3 | 110° | 123° | 127° | - | - | - | - |
4 | 90° | 85° | 90° | 95° | - | - | - |
5 | 68° | 72° | 76° | 68° | 76° | - | - |
7 | 43° | 55° | 49° | 55° | 49° | 55° | 48° |
Допускается изготовление фрез с равномерным окружным шагом зубьев.
(Измененная редакция, Изм. N 5).
1.4. Фрезы должны изготовляться праворежущими с направлением винтовых стружечных канавок:
правым - для фрез с торцовыми зубьями;
левым - для фрез без торцовых зубьев.
1.5. Леворежущие фрезы изготовляются только по заказу.
1.6. Стружкоразделительные канавки на последующих соседних зубьях должны быть смещены в направлении, попутном направлению стружечных канавок.
1.7. Стружкоразделительные канавки начинаются на расстоянии ![]() от торца фрезы.
от торца фрезы.
(Измененная редакция, Изм. N 2).
1.8. Размеры конусов Морзе - по ГОСТ 25557-82, укороченных конусов Морзе - по ГОСТ 9953-82.
1.9. Центровые отверстия по ГОСТ 14034-74: со стороны рабочей части формы А для фрез типа 1, формы В - для фрез типа 2; формы со стороны хвостовой части.
Допускается цилиндрическая выточка со стороны рабочей части.
1.8; 1.9. (Введены дополнительно, Изм. N 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. (Исключен, Изм. N 3).
2.2. Фрезы должны быть изготовлены из быстрорежущей стали по ГОСТ 19265-73.
(Измененная редакция, Изм. N 4).
2.3. Фрезы должны быть изготовлены сварными.
В месте сварки (в шве) раковины, непровар, пережог металла и свищи, а в зоне сварки также пережог металла, кольцевые трещины не допускаются.
(Измененная редакция, Изм. N 2, 4).
2.4. Хвостовики фрез должны быть изготовлены из стали марки 45 или 50 по ГОСТ 1050-88 или из стали марки 40Х по ГОСТ 4543-71.
2.5. Твердость рабочей части фрез из быстрорежущей стали должна быть 63...66 НRС.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы НRС.
Твердость цилиндрической поверхности конического хвостовика со стороны торца должна быть 32...52 НRС.
(Измененная редакция, Изм. N 2, 4, 5).
2.6. На рабочей поверхности фрез не должно быть обезуглероженного слоя и мест с пониженной твердостью.
2.7. (Исключен, Изм. N 5).
2.8. Завалы у режущих кромок зубьев фрез не допускаются.
2.9. Центровые отверстия фрез не должны иметь забоин и разработанных мест.
2.10. Параметры шероховатости поверхностей фрез по ГОСТ 2789-73 должны быть не более, мкм:
задних и главных передних поверхностей зубьев режущей части |
|
вспомогательных передних поверхностей зубьев режущей части, конических поверхностей центровых отверстии |
|
конических поверхностей хвостовика |
|
поверхностей спинок зубьев винтовых стружечных канавок |
|
остальных |
|
Шероховатость передних поверхностей должна выдерживаться на длине не менее 3 мм от режущей кромки.
(Измененная редакция, Изм. N 3, 5).
2.11. На задней поверхности зубьев фрез, вдоль режущих кромок, допускается цилиндрическая ленточка шириной не более 0,05 мм.
2.12. Предельные отклонения размеров фрез должны соответствовать:
наружного диаметра рабочей части фрез | h13 |
общей длины | |
длины рабочей части | 3js17 |
конусов Морзе | по ГОСТ 2848-75 |
(Измененная редакция, Изм. N 5).
2.13, 2.14. (Исключен, Изм. N 5).
2.15. Допуск радиального биения режущих кромок зубьев относительно оси фрезы не должен превышать:
для двух смежных зубьев - 0,04 мм;
для двух противоположных зубьев - 0,07 мм.
2.16. Допуск торцового биения режущих кромок относительно оси поверхности хвостовика не должен превышать 0,05 мм.
2.17. Конусообразность цилиндрической рабочей части фрез не должна превышать 0,04 мм на 100 мм длины.
2.15-2.17. (Измененная редакция, Изм. N 4).
2.18. Средний и установленный периоды стойкости фрез, изготовленных из быстрорежущей стали марки Р6М5, при условиях испытаний, указанных в разд.3, должны быть не менее указанных в табл.3.
Таблица 3
Диаметр фрезы, мм | Период стойкости, мин | |
средний | установленный | |
25 | 25 | 10 |
32 | 30 | 12 |
40 | 40 | 16 |
50 | 50 | 20 |
63 | 60 | 24 |
80 | 65 | 26 |
(Измененная редакция, Изм. N 4, 5).
2.19. (Исключен, Изм. N 3).
2.20. Критерием затупления фрез является износ по задней поверхности. Износ не должен превышать 0,35 мм.
(Введен дополнительно, Изм. N 4).
2.21. На поверхности шейки каждой фрезы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение фрезы (последние четыре цифры);
диаметр рабочей части;
марка стали рабочей части;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
Допускается нанесение государственного Знака качества только на этикетке.
Допускается изготовлять на конусе Морзе выточку для маркировки.
2.22. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088-83.
2.23. Упаковка - по ГОСТ 18088-83.
2.21; 2.22. (Введены дополнительно, Изм. N 5).
2а. ПРАВИЛА ПРИЕМКИ
2а.1. Правила приемки - по ГОСТ 23726-79.
2а.2. Периодические испытания, в том числе испытания на средний период стойкости, должны проводиться 1 раз в 3 года не менее чем на 5 фрезах.
Испытания на установленный период стойкости должны проводиться 1 раз в год не менее чем на 5 фрезах.
(Измененная редакция, Изм. N 4).
2а.3. Испытаниям должны подвергаться фрезы любого типоразмера из каждого диапазона диаметров, указанного в табл.4.
Таблица 4
Диаметр фрезы, мм | Подача на зуб | Ширина фрезерования | Глубина фрезерования | Скорость резания |
До 32 | 0,1 | 35 | 6 | 20 |
Св. 32 до 63 | 0,12 | 40 | 8 | 25 |
Св. 63 до 80 | 0,2 | 50 | 10 | 30 |
(Введен дополнительно, Изм. N 5).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания фрез на работоспособность, на средний и установленный периоды стойкости должны проводиться на фрезерных станках, соответствующих установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. N 4).
3.2. Применяемые для крепления фрез в шпинделе станка переходные втулки не должны иметь взаимного биения конусов более 0,02 мм.
3.3. Испытания фрез проводятся на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 163-179 НВ.
3.4. Режимы резания при испытаниях фрез, изготовленных из быстрорежущей стали марки Р6М5, должны соответствовать указанным в табл.4.
3.5. При испытании на работоспособность суммарная величина фрезерования должна быть не менее 500 мм.
3.3-3.5. (Измененная редакция, Изм. N 4).
3.6. На режущих кромках фрез, подвергнутых испытанию, не должно быть изломов, выкрашивания, вмятин и следов притупления. Фрезы после испытания должны быть пригодны для дальнейшей работы.
3.7. В качестве смазывающе-охлаждающей жидкости применяют 5%-ный по массе раствор эмульсола в воде 6-8 л/мин.
3.8. Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл.5.
Таблица 5
Диаметр фрезы, мм | Приемочные значения периодов стойкости, мин | |
среднего | установленного | |
25 | 28 | 11 |
32 | 34 | 14 |
40 | 45 | 18 |
50 | 56 | 22 |
63 | 67 | 27 |
80 | 73 | 29 |
(Измененная редакция, Изм. N 5).
3.9. Твердость фрез проверяют по ГОСТ 9013-59.
3.10. Контроль внешнего вида осуществляют визуально.
3.11. Параметры шероховатости поверхностей фрез проверяют сравнением с образцами шероховатости по ГОСТ 9378-75* или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п. 2.10.
_______________
* Действует ГОСТ 9378-93. - Примечание "КОДЕКС".
Сравнение осуществляют визуально при помощи лупы ЛП-1-4 по ГОСТ 25706-83.
3.12. При контроле параметров фрез применяют методы и средства измерения, погрешность которых не должна быть более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051-81;
при измерении углов - 35% значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр.
3.7-3.12. (Введены дополнительно, Изм. N 4).
4.ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
(Измененная редакция, Изм. N 5).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ, ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
И СХЕМЫ ЗАТЫЛОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК
Конструктивные размеры и геометрические параметры фрез указаны на черт.1 и 2 и в табл.1 и 2.
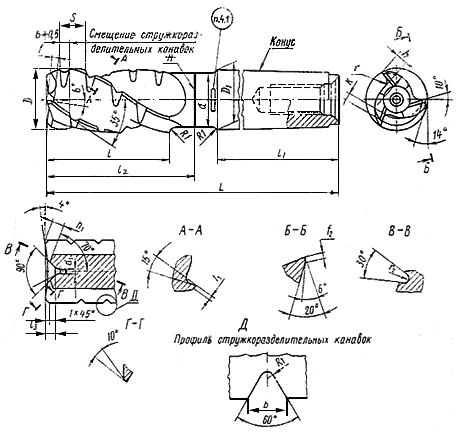
Черт.1
Таблица 1
Размеры в мм
Конус | Число зубьев | Шаг стружко- раздели- тельных канавок | ||||||||||||||||||||
Обозна- | ||||||||||||||||||||||
25 | 150 | 50 | 23,5 | Морзе | 3 | 24,1 | 86 | 3 | 3 | 12 | 2 | 6 | 5,0 | 2,5 | 60 | 3,5 | 2,83 | 1,5 | 1,5 | 1,0 | 3 | 10,5 |
120 | В24 | 55,5 | ||||||||||||||||||||
180 | 80 | 3 | 86 | 90 | ||||||||||||||||||
150 | В24 | 55,5 | ||||||||||||||||||||
32 | 180 | 55 | 31,0 | 4 | 31,6 | 109 | 4 | 4 | 14 | 3 | 8 | 6,5 | 2,5 | 65 | 2,0 | 2,0 | 14,0 | |||||
130 | В32 | 57,5 | ||||||||||||||||||||
210 | 85 | 4 | 109 | 95 | ||||||||||||||||||
160 | В32 | 57,5 | ||||||||||||||||||||
255 | 130 | 4 | 109 | 140 | ||||||||||||||||||
205 | В32 | 57,5 | ||||||||||||||||||||
40 | 190 | 65 | 4 | 109 | 5 | 15 | 9 | 8,0 | 3,5 | 75 | 5,0 | 3,16 | 2,5 | 2,5 | 1,5 | 4 | 18,0 | |||||
140 | В32 | 57,5 | ||||||||||||||||||||
225 | 100 | 4 | 109 | 110 | ||||||||||||||||||
175 | В32 | 57,5 | ||||||||||||||||||||
285 | 160 | 4 | 109 | 170 | ||||||||||||||||||
235 | В32 | 57,5 | ||||||||||||||||||||
50 | 225 | 70 | 44,0 | Морзе | 5 | 44,7 | 136 | 4 | 5 | 22 | 3 | 10 | 10,0 | 4,0 | 80 | 8,0 | 3,16 | 3,0 | 3,0 | 1,5 | 4 | 18,0 |
160 | В45 | 71 | ||||||||||||||||||||
275 | 120 | 5 | 136 | 130 | ||||||||||||||||||
210 | В45 | 71 | ||||||||||||||||||||
335 | 180 | 5 | 136 | 190 | ||||||||||||||||||
270 | В45 | 71 | ||||||||||||||||||||
63 | 235 | 80 | 5 | 136 | 5 | 6 | 25 | 12 | 12,0 | 5,0 | 90 | 10,0 | 3,46 | 2,0 | 5 | 27,5 | ||||||
280 | 125 | 135 | ||||||||||||||||||||
355 | 200 | 210 | ||||||||||||||||||||
290 | 80 | 60,0 | 6 | 63,8 | 190 | 90 | ||||||||||||||||
335 | 125 | 135 | ||||||||||||||||||||
410 | 200 | 210 | ||||||||||||||||||||
80 | 300 | 90 | 60,0 | 6 | 63,8 | 190 | 7 | 14 | 14,0 | 105 | 12,0 | 3,5 | 3,5 | 38,5 | ||||||||
350 | 140 | 155 | ||||||||||||||||||||
430 | 220 | 235 | ||||||||||||||||||||
315 | 90 | Метри- ческий | 80 | 80,4 | 204 | 105 | ||||||||||||||||
365 | 140 | 155 | ||||||||||||||||||||
445 | 220 | 235 | ||||||||||||||||||||
Черт.2
Таблица 2
Размеры в мм
Конус | Число зубьев | Шаг стружкораз- лительных канавок | |||||||||||||||
Обозначение | |||||||||||||||||
25 | 150 | 50 | 23,5 | Морзе | 3 | 24,1 | 86 | 3 | 3 | 12 | 6 | 2,0 | 60 | 2,83 | 1,5 | 3 | 10,5 |
120 | В24 | 55,5 | |||||||||||||||
180 | 80 | 3 | 86 | 90 | |||||||||||||
150 | В24 | 55,5 | |||||||||||||||
32 | 180 | 55 | 31,0 | 4 | 31,6 | 109 | 4 | 4 | 14 | 8 | 65 | 2,0 | 14,0 | ||||
130 | В32 | 57,5 | |||||||||||||||
210 | 85 | 4 | 109 | 95 | |||||||||||||
160 | В32 | 57,5 | |||||||||||||||
255 | 130 | 4 | 109 | 140 | |||||||||||||
205 | В32 | 57,5 | |||||||||||||||
40 | 190 | 65 | 4 | 109 | 5 | 15 | 9 | 75 | 3,16 | 2,5 | 4 | 18,0 | |||||
140 | В32 | 57,5 | |||||||||||||||
225 | 100 | 4 | 109 | 110 | |||||||||||||
175 | В32 | 57,5 | |||||||||||||||
285 | 160 | 4 | 109 | 170 | |||||||||||||
235 | В32 | 57,5 | |||||||||||||||
50 | 225 | 70 | 44,0 | Морзе | 5 | 44,7 | 136 | 4 | 5 | 22 | 10 | 2,5 | 80 | 3,16 | 3,0 | 4 | 18,0 |
160 | В45 | 71 | |||||||||||||||
275 | 120 | 5 | 136 | 130 | |||||||||||||
210 | В45 | 71 | |||||||||||||||
335 | 180 | 5 | 136 | 190 | |||||||||||||
270 | В45 | 71 | |||||||||||||||
63 | 235 | 80 | 5 | 136 | 5 | 6 | 25 | 12 | 3,0 | 90 | 3,46 | 5 | 27,5 | ||||
280 | 125 | 135 | |||||||||||||||
355 | 200 | 210 | |||||||||||||||
290 | 80 | 60,0 | 6 | 63,8 | 190 | 90 | |||||||||||
335 | 125 | 135 | |||||||||||||||
410 | 200 | 210 | |||||||||||||||
80 | 300 | 90 | 60,0 | 6 | 63,8 | 190 | 7 | 14 | 4,0 | 105 | 3,5 | 38,5 | |||||
350 | 140 | 155 | |||||||||||||||
430 | 220 | 235 | |||||||||||||||
315 | 90 | Метри- ческий | 80 | 80,4 | 204 | 105 | |||||||||||
365 | 140 | 155 | |||||||||||||||
445 | 220 | 235 | |||||||||||||||
Схемы затылования стружкоразделительных канавок указаны на черт.3 и 4 и в табл.3.
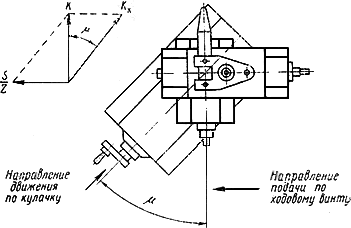
Черт.3
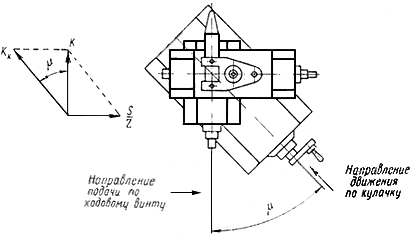
Черт.4
Таблицa 3
Размеры в мм
Диаметр | Стружкоразделительная канавка | Угол установки суппорта | Падение затылка на кулачке | |
Шаг | Смещение | |||
25 | 10,5 | 3,5 | 51°03' | 4,5 |
32 | 14,0 | |||
40 | 18,0 | 4,5 | 54°54' | 5,5 |
50 | ||||
63 | 27,5 | 5,5 | 57°48' | 6,5 |
80 | 38,5 | |||
Приложение 2. (Исключено, Изм. N 4)
Текст документа сверен по:
М.: Издательство стандартов, 1991
{kind=link}