ГОСТ 32833-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРУГИ АЛМАЗНЫЕ ОТРЕЗНЫЕ
Технические условия
Diamond cutting-off wheels. Specifications
МКС 25.100.70
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 1-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 543-ст межгосударственный стандарт ГОСТ 32833-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 В настоящем стандарте реализованы требования Технического регламента Таможенного союза "О безопасности машин и оборудования" применительно к объекту технического регулирования:
- механическая прочность крепления сплошного алмазоносного слоя к корпусу отрезных кругов;
- прочность крепления алмазоносных сегментов к корпусу отрезных кругов;
- маркировка.
6 ВЗАМЕН ГОСТ 10110-87, ГОСТ 16115-88 и ГОСТ 30513-97 в части 4.2
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на алмазные отрезные круги (далее - круги) для резания неметаллических материалов (горных пород, бетона, огнеупоров и др.).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 9013-59 (ИСО 6508:86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9206-80 Порошки алмазные. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15623-84 Ящики деревянные для инструмента и приспособлений к станкам. Технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
ГОСТ 32406-2013 Инструмент алмазный и из кубического нитрида бора. Требования безопасности
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Круги следует изготовлять следующих типов:
1A1R - со сплошной режущей кромкой;
1A1R-Turbo - с профильной сплошной режущей кромкой диаметрами D от 100 до 350 мм;
1А1RSS - сегментные.
3.2 Размеры кругов типов 1A1R, 1A1R-Turbo должны соответствовать указанным на рисунке 1 и в таблице 1.
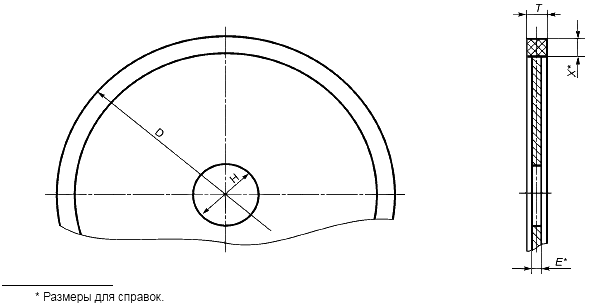
Рисунок 1
Таблица 1
В миллиметрах
D | T | Н | E | X | D | T | Н | E | X |
50 | 0,5 | 12 | 0,4 | 5 | 180 | 2,4 | 22, 23 | 2,0 | 7 |
1,0 | 0,8 | 200 | 1,0 | 32 | 0,8 | 5; 10 | |||
1,5 | 1,2 | 1,5 | 1,2 | ||||||
75 | 0,6 | 0,4 | 2,0 | 1,6 | |||||
0,8 | 0,6 | 230 | 2,4 | 22, 23 | 2,0 | 7 | |||
100 | 0,6 | 20 | 0,4 | 250 | 1,5 | 32 | 1,2 | 5; 10 | |
0,8 | 0,6 | 2,0 | 1,6 | ||||||
1,0 | 0,8 | 2,2 | 1,8 | ||||||
115 | 2,4 | 22, 23 | 2,0 | 7 | 300 | 1,5 | 32; 76 | 1,2 | |
125 | 0,6 | 32 | 0,4 | 5 | 1,9 | 1,5 | |||
0,8 | 0,6 | 2,0 | 1,8 | ||||||
1,0 | 0,8 | 2,3 | 1,9 | ||||||
1,2 | 0,9 | 350 | 1,6 | 1,3 | |||||
150 | 0,8 | 0,6 | 1,9 | 1,5 | |||||
1,0 | 0,8 | 2,3 | 1,9 | ||||||
1,5 | 1,2 | 400 | 1,9 | 1,5 | |||||
180 | 0,8 | 0,6 | 5; 10 | 2,2 | 1,8 | ||||
1,0 | 0,8 | 450; 500 | 2,4 | 2,0 | |||||
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. | |||||||||
3.3 Форма и размеры профиля кругов типа 1A1R-Turbo - по нормативному документу, утвержденному в установленном порядке.
Пример условного обозначения алмазного отрезного круга типа 1A1R с наружным диаметром D=150 мм, толщиной алмазоносного слоя T=1,0 мм, диаметром посадочного отверстия H=32 мм, высотой алмазоносного слоя X=5 мм, из порошка синтетических алмазов марки АС32, зернистостью 80/63, относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 50 м/с:
Круг отрезной 1A1R 150x1,0x32x5 АС32 80/63 50 М 50 м/с ГОСТ 32833-2014
Пример условного обозначения алмазного отрезного круга типа 1A1R-Turbo с наружным диаметром D=230 мм, толщиной алмазоносного слоя T=2,4 мм, диаметром посадочного отверстия Н=22,23 мм, высотой алмазоносного слоя Х=7 мм, из порошка синтетических алмазов марки АС80, зернистостью 125/100, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 80 м/с, для ручных шлифовальных машин Pg:
Круг отрезной 1A1R-Turbo 230x2,4x22,23x7 АС80 125/100 50 М 80 м/с Pg ГОСТ 32833-2014
3.4 Круги типа 1A1RSS изготовляют с широкими межсегментными пазами (С1) и узкими межсегментными пазами (С2).
3.5 Размеры кругов с пазами С1 и С2 должны соответствовать указанным на рисунке 2 и в таблицах 2 и 3.
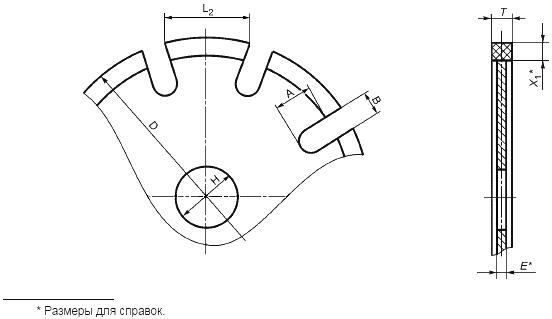
Рисунок 2
Таблица 2 - Круги с пазами С1
Размеры в миллиметрах
D | T | Н | E | А | В | L | X | Число сегментов, шт. |
230 | 2,5; 2,8 | 22,23 | 1,6; 1,8 | 12 | 10 | 40 | 10 | 13 |
250 | 2,5; 2,8 | 20; 25,4; | 1,6; 1,8 | 14 | 8 | 24 | 21 | |
300 | 2,5; 2,8; 3,2 | 1,8; 2,0; 2,2 | 8 | 24 | 26 | |||
350 | 3,2; 4,0; 4,5 | 1,8; 2,0; 2,2 | 8 | 40 | 21 | |||
400 | 3,2; 4,0; 4,5 | 1,8; 2,0; 2,2 | 10 | 40 | 24 | |||
450 | 3,6; 4,0; 4,5 | 25,4; 32; 35; 60; 80 | 2,0; 2,5; 2,8 | 14 | 12 | 40 | 10 | 26 |
500 | 3,6; 4,0; 4,5 | 2,0; 2,5; 2,8 | 12 | 40 | 29 | |||
550 | 3,0; 3,6; 4,0; 4,8 | 2,0; 2,5; 2,8 | 12 | 40 | 32 | |||
600 | 3,0; 3,6; 4,0; 4,8 | 2,0; 2,5; 2,8; 3,2 | 12 | 40 | 35 | |||
650 | 4,0; 4,5; 4,8; 6,0 | 2,5; 2,8; 3,2; 3,5 | 12 | 40 | 38 | |||
700 | 4,5; 4,8; 6,0 | 2,5; 2,8; 3,5; 4,0 | 12 | 40 | 41 | |||
750 | 4,5; 4,8; 6,0 | 2,5; 2,8; 3,5; 4,0 | 12 | 40 | 44 | |||
800 | 4,5; 4,8; 6,0 | 3,5; 4,0; 4,5; 5,0 | 12 | 40 | 47 | |||
850 | 4,5; 4,8; 6,0 | 3,5; 4,0; 4,5; 5,0 | 12 | 40 | 50 | |||
900 | 4,5; 7,0; 7,5 | 3,5; 4,5; 5,0; 5,5 | 18 | 18 | 40 | 48 | ||
1000 | 4,5; 7,0; 7,5 | 60; 80; 127 | 3,5; 5,0; 5,5 | 20 | 24 | 70 | ||
18 | 40 | 53 | ||||||
1100 | 4,5; 7,0; 7,5 | 3,5; 5,0; 5,5 | 18 | 40 | 59 | |||
1200 | 4,5; 7,5; 8,0 | 3,5; 5,5; 6,0 | 20 | 24 | 85 | |||
18 | 40 | 64 | ||||||
1300 | 8,5; 9,0 | 7,0; 8,0 | 18 | 40 | 69 | |||
1400 | 8,5; 9,0 | 7,0; 8,0 | 18 | 40 | 75 | |||
1500 | 8,5; 9,0 | 7,0; 8,0 | 20 | 24 | 106 | |||
18 | 40 | 80 | ||||||
1600 | 8,5; 9,0 | 7,0; 8,0 | 24 | 40 | 78 | |||
1800 | 8,5; 9,0 | 60; 80; 127; 203 | 7,0; 8,0 | 24 | 40 | 87 | ||
2000 | 9,0; 11,5 | 7,0; 8,0 | 20 | 24 | 143 | |||
24 | 40 | 97 | ||||||
Примечание - По заказу потребителя допускается изготовлять круги размерами и числом сегментов, отличными от указанных в таблице. | ||||||||
Таблица 3 - Круги с пазами С2
Размеры в миллиметрах
D | T | Н | E | A | В | L | X | Число сегментов, шт. |
100 | 1,6; 1,8 | 16; 20 | 0,9; 1,1 | 12 | 3 | 24 | 10 | 9 |
115 | 1,6; 1,8 | 22,23 | 0,9; 1,1 | 24 | 11 | |||
125 | 1,8; 2,0 | 1,1; 1,3 | 24 | 12 | ||||
150 | 2,0; 2,2 | 1,3; 1,5 | 24 | 15 | ||||
180 | 2,2; 2,4 | 1,5; 1,7 | 24 | 19 | ||||
200 | 2,2; 2,4 | 1,5; 1,7 | 24 | 21 | ||||
230 | 2,5; 2,8 | 1,6; 1,8 | 40 | 13 | ||||
250 | 2,5; 2,8 | 20; 25,4; 32; 35; 60 | 1,6; 1,8 | 14 | 3 | 24 | 10 | 27 |
40 | 17 | |||||||
300 | 2,5; 2,8; 3,2 | 1,8; 2,0; 2,2 | 24 | 33 | ||||
40 | 21 | |||||||
350 | 3,2; 4,0; 4,5 | 1,8; 2,0; 2,2 | 24 | |||||
400 | 3,2; 4,0; 4,5 | 1,8; 2,0; 2,2 | 28 | |||||
450 | 3,6; 4,0; 4,5 | 2,0; 2,5; 2,8 | 31 | |||||
500 | 3,6; 4,0; 4,5 | 2,0; 2,5; 2,8 | 35 | |||||
550 | 3,0; 3,6; 4,0; 4,8 | 32; 35; 60; 80; 127 | 2,0; 2,5; 2,8 | 8 | 24 | 52 | ||
3 | 40 | 39 | ||||||
600 | 3,0; 3,6; 4,0; 4,8 | 2,0; 2,5; 2,8; 3,2 | 42 | |||||
650 | 4,0; 4,5; 6,0 | 2,5; 2,8; 3,2; 3,5 | 46 | |||||
700 | 4,5; 4,8; 6,0 | 2,5; 2,8; 3,5; 4,0 | 50 | |||||
750 | 4,5; 4,8; 6,0 | 2,5; 2,8; 3,5; 4,0 | 53 | |||||
800 | 4,5; 4,8; 6,0 | 3,5; 4,0; 4,5; 5,0 | 57 | |||||
900 | 4,5; 7,0; 7,5 | 3,5; 4,5; 5,0; 5,5 | 64 | |||||
1000 | 4,5; 7,0; 7,5 | 3,5; 5,0; 5,5 | 8 | 24 | 96 | |||
3 | 40 | 72 | ||||||
1200 | 4,5; 7,5; 8,0 | 60; 80; 127; 203 | 3,5; 5,5; 6,0 | 20 | 8 | 24 | 117 | |
1500 | 8,5; 9,0 | 7,0; 8,0 | 146 | |||||
1600 | 8,5; 9,0 | 7,0; 8,0 | 156 | |||||
1700 | 8,5; 9,0 | 7,0; 8,0 | 166 | |||||
1800 | 8,5; 9,0 | 7,0; 8,0 | 176 | |||||
2000 | 9,0; 11,5 | 7,0; 8,0 | 196 | |||||
Примечание - По заказу потребителя допускается изготовлять круги размерами и числом сегментов, отличными от указанных в таблице. | ||||||||
Пример условного обозначения алмазного отрезного сегментного круга типа 1A1RSS с широкими межсегментными пазами С1, наружным диаметром D=500 мм, толщиной алмазоносного слоя T=4 мм, диаметром посадочного отверстия Н=32 мм, высотой алмазоносного слоя Х=10 мм, толщиной корпуса E=2,5 мм из порошка синтетических алмазов марки АС80, зернистостью 125/100, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 50 м/с:
Круг отрезной 1A1RSS/C1 500x4x32x10x2,5 АС80 125/100 50 М 50 м/с ГОСТ 32833-2014
Пример условного обозначения алмазного отрезного сегментного круга типа 1A1RSS, с узкими межсегментными пазами С2, наружным диаметром D=230 мм, толщиной алмазоносного слоя T=2,8 мм, диаметром посадочного отверстия Н=22,23 мм, высотой алмазоносного слоя Х=10 мм, толщиной корпуса Е=1,8 мм, из порошка синтетических алмазов марки АС80, зернистостью 125/100, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 80 м/с, для ручных шлифовальных машин Рg:
Круг отрезной 1A1RSS/C2 230x2,8x22,23x10x1,8 АС80 125/100 50 М 80 м/с Pg ГОСТ 32833-2014
4 Технические требования
4.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Для изготовления алмазоносного слоя кругов типов 1A1R, 1A1R-Turbo и алмазоносного слоя сегментов кругов типа 1А1RSS применяют алмазные порошки марок и зернистостей по ГОСТ 9206* или по техническому документу, утвержденному в установленном порядке.
_______________
* На территории Российской Федерации действует ГОСТ Р 53922-2010 (ИСО 6106:2005) в части шлиф-порошков.
Примечания
1 Допускается применение других марок алмазных порошков по своим характеристикам не хуже указанных.
2 По заказу потребителя допускается изготовлять круги зернистостями, отличными от указанных.
4.3 Круги типов 1A1R, 1A1R-Turbo изготовляют на металлической (М) и органической (В) связках; круги типа 1A1RSS - на металлической (М) связке.
4.4 Круги изготовляют с относительной концентрацией алмазов 12,5; 25; 35; 50; 75; 100; 150.
4.5 Корпуса кругов типов 1A1R, 1A1R-Turbo следует изготовлять из холоднокатаной инструментальной нелегированной или пружинной легированной стали с временным сопротивлением не менее 600 Н/мм
.
Примечание - По согласованию с потребителем допускается изготовлять корпуса кругов из холоднокатаной стали с временным сопротивлением не менее 320 Н/мм
.
Корпуса кругов типа 1A1RSS следует изготовлять из легированной конструкционной стали (при креплении алмазоносных сегментов лазерной сваркой) и из холоднокатаной инструментальной легированной стали (при креплении алмазоносных сегментов пайкой) с временным сопротивлением не менее 900 Н/мм
.
4.6 Твердость корпусов кругов типа 1A1RSS - 36 ... 50 HRC.
4.7 Допускается наносить декоративное покрытие на поверхность корпуса или его окрашивание в цвета, соответствующие полосам безопасности по ГОСТ 32406.
Примечание - Окрашивание корпуса круга с предельными рабочими скоростями до 50 м/с включительно осуществляют в любые цвета кроме указанных в ГОСТ 32406.
4.8 Поверхность алмазоносного слоя должна быть вскрыта.
4.9 Зазоры и отслаивания в месте соединения алмазоносного слоя и алмазоносных сегментов с корпусом круга, а также трещины и сколы на их поверхности не допускаются.
4.10 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 4.
Таблица 4
Размеры в миллиметрах
Наименование параметра | Предельное отклонение, допуск, поле допуска для кругов типов | |
1A1R, 1A1R-Turbo | 1A1RSS | |
Наружный диаметр D: | ±0,25 | - |
Св. 75 до 100 включ. | ±0,30 | h14 |
Св. 100 до 175 включ. | ±0,35 | |
Св. 175 до 250 включ. | ±0,40 | |
Св. 250 до 500 включ. | ±0,50 | |
Св. 500 | - | |
Диаметр посадочного отверстия Н | Н7 | |
Длина сегмента L | - | h14 |
Толщина алмазоносного слоя Т | ±0,05 | - |
Св. 0,6 до 1,0 включ. | ±0,08 | |
Св. 1,0 до 1,6 включ. | ±0,10 | ±0,10 |
Св. 1,6 до 2,0 включ. | ±0,15 | |
Св. 2,0 до 2,8 включ. | ±0,20 | |
Св. 2,8 до 4,0 включ. | - | ±0,30 |
Св. 4,0 до 7,0 включ. | ||
Св. 7,0 до 10,0 включ. | ||
Св. 10,0 | ±0,45 | |
Симметричность алмазоносного слоя (сегментов) относительно корпуса круга для D: | 0,2 | 0,1 |
Св. 250 до 400 включ. | 0,3 | |
Св. 400 | 0,4 | |
Разнотолщинность круга для Т: | Не более 0,03 | - |
Св. 0,6 | Не более 0,06 | |
Плоскостность боковых поверхностей корпуса круга для D: | - | 0,06 |
Св. 115 до 230 включ. | 0,08 | |
Св. 230 до 300 включ. | 0,10 | |
Св. 300 до 600 включ. | 0,20 | |
Св. 600 до 1400 включ. | 0,30 | |
Св. 1400 | 0,40 | |
4.11 Допуски радиального и торцового биений кругов должны соответствовать нормам, указанным в таблице 5.
Таблица 5
Размеры в миллиметрах
Наружный диаметр D | Допуск радиального биения для кругов типов | Допуск торцового биения для кругов типов | ||
1A1R, 1A1R-Turbo | 1A1RSS | 1A1R, 1A1R-Turbo | 1A1RSS | |
50 | 0,05 | - | 0,03 | - |
75 | 0,04 | |||
0,05 | ||||
100 | 0,05 | 0,12 | 0,05 | 0,10 |
115 | ||||
125 | 0,06 | |||
150 | 0,07 | |||
180 | 0,09 | |||
200 | 0,10 | |||
230 | 0,15 | 0,13 | 0,12 | |
250 | ||||
300 | 0,15 | 0,15 | ||
350 | 0,18 | 0,20 | ||
400 | 0,20 | |||
450 | 0,1 | 0,20 | 0,23 | 0,20 |
500 | 0,25 | 0,25 | ||
550 | - | - | ||
600 | 0,30 | |||
650 | 0,25 | |||
700 | ||||
750 | ||||
800 | 0,40 | |||
850 | ||||
900 | ||||
1000 | 0,50 | |||
1100 | ||||
1200 | 0,30 | 0,60 | ||
1300 | ||||
1400 | ||||
1500 | 0,75 | |||
1600 | ||||
1700 | 0,35 | 1,00 | ||
1800 | ||||
2000 | ||||
4.12 Требования к конструктивному исполнению корпусов кругов для ручных шлифовальных машин приведены в приложении Б.
4.13 Требования надежности
Надежностью кругов могут быть коэффициент резания (отношение площади реза к полному износу алмазоносного слоя) и режущая способность (площадь реза в минуту).
4.14 Маркировка
4.14.1 Маркировка кругов - согласно ГОСТ 32406.
4.14.2 Место нанесения маркировки
Маркировку наносят на этикетку, наклеенную на корпус круга диаметром не менее 115 мм, кроме перечислений п, р ГОСТ 32406 (пункт 7.7.2).
Дополнительно маркируют Рg - для ручных шлифовальных машин.
Маркировку круга диаметром менее 115 мм наносят на корпус или этикетку, наклеенную на корпус, в соответствии с перечислениями а), г), д), е), и), к), л), м) ГОСТ 32406 (пункт 7.7.2).
4.14.3 Транспортная маркировка - по ГОСТ 14192.
4.15 Упаковка
4.15.1 Каждый круг упаковывают в индивидуальную потребительскую тару. В качестве индивидуальной потребительской тары используют конверты или коробки.
4.15.2 В конверт или коробку вкладывают документ, содержащий условное обозначение круга, а также перечисления а), б), д), е), ж), и), н), п), р) ГОСТ 32406 (пункт 7.7.2).
4.15.3 Круги в индивидуальной потребительской таре плотно укладывают в транспортную тару: деревянные ящики или ящичные поддоны.
Примечание - Допускается круги в индивидуальной потребительской таре упаковывать на стандартные поддоны (европоддоны) или специальные поддоны с предохранением их от перемещения, исключающим повреждения кругов.
4.15.4 Круги, габаритные размеры которых превышают размеры стандартной тары, укладывают в деревянные ящики, изготовленные предприятием-изготовителем в соответствии с требованиями ГОСТ 15623.
4.15.5 При упаковывании кругов должны быть приняты меры, предохраняющие их от перемещения и исключающие повреждения кругов.
4.15.6 Масса брутто кругов не должна превышать 60 кг (за исключением случаев, когда собственная масса одного круга не менее 60 кг).
5 Требования безопасности
5.1 Предельные рабочие скорости отрезных кругов должны соответствовать указанным в таблице 6.
Таблица 6
Вид оборудования | Тип круга | Предельная рабочая скорость | |
В | М | ||
Стационарные и переносные станки | 1A1R, 1A1R-Turbo | 35; 50; 63; 80 | 35; 40; 50; 63; 80; 100 |
1A1RSS | - | 50; 63; 80; 100 | |
Ручные шлифовальные машины | 1A1R, 1A1R-Turbo, 1A1RSS | ||
5.2 Предельные моменты изгиба, приложенные к алмазоносному сегменту длиной L, равной 24 мм, должны соответствовать указанным в таблице 7.
Таблица 7
Толщина корпуса E, | Предельный момент изгиба, Н·м | Толщина корпуса E, | Предельный момент изгиба, Н·м | ||
мм | при креплении сегментов пайкой | при креплении сегментов лазерной сваркой | мм | при креплении сегментов пайкой | при креплении сегментов лазерной сваркой |
0,9 | 1,0 | 1,7 | 2,5 | 7,9 | 13,5 |
1,1 | 1,5 | 2,6 | 2,8 | 9,9 | 16,9 |
1,3 | 2,1 | 3,6 | 3,5 | 15,5 | 26,5 |
1,5 | 2,8 | 4,9 | 5,0 | 31,5 | 54,0 |
1,6 | 3,2 | 5,5 | 5,5 | 38,1 | 65,3 |
1,7 | 3,6 | 6,2 | 6,0 | 45,4 | 77,8 |
1,8 | 4,1 | 7,0 | 7,0 | 61,7 | 105,8 |
2,0 | 5,0 | 8,6 | 8,0 | 80,6 | 138,2 |
2,2 | 6,1 | 10,5 | |||
5.3 Предельные моменты изгиба, приложенные к алмазоносному сегменту длиной L, равной 40 мм, должны соответствовать указанным в таблице 8.
Таблица 8
Толщина корпуса E, | Предельный момент изгиба, Н·м | Толщина корпуса E, | Предельный момент изгиба, Н·м | ||
мм | при креплении сегментов пайкой | при креплении сегментов лазерной сваркой | мм | при креплении сегментов пайкой | при креплении сегментов лазерной сваркой |
1,6 | 5,4 | 9,2 | 3,5 | 25,7 | 44,1 |
1,8 | 6,8 | 11,7 | 4,0 | 33,6 | 57,6 |
2,0 | 8,4 | 14,4 | 4,5 | 42,5 | 72,9 |
2,2 | 10,2 | 17,4 | 5,0 | 52,5 | 90,0 |
2,5 | 13,1 | 22,5 | 5,5 | 63,5 | 108,9 |
2,8 | 16,5 | 28,2 | 6,0 | 75,6 | 129,6 |
3,2 | 21,5 | 36,9 | 7,0 | 102,9 | 176,4 |
8,0 | 134,4 | 230,4 | |||
5.4 При других значениях длины алмазоносного сегмента и/или толщины корпуса круга типа 1A1RSS предельный момент изгиба М, Н·м вычисляют по формуле
![]() ,
,
где - длина контакта между алмазоносным сегментом и зубцом корпуса круга, мм;
Е - толщина корпуса, мм;
- предел прочности на изгиб (
=350 Н/мм
- при креплении алмазоносных сегментов пайкой и
=600 Н/мм
- при креплении алмазоносных сегментов лазерной сваркой).
5.5 Остальные требования безопасности - по ГОСТ 32406.
6 Правила приемки
6.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309.
6.2 Объем выборки должен составлять:
100% - по 4.9; 4.14; 4.15.2.
10% от партии, но не менее 5 шт. - по 3.2; 3.5; 4.6; 4.8; 4.10-4.12.
6.3 Объем выборки по разделу 5 - по ГОСТ 32406 (6.5.1; 6.5.3).
7 Методы контроля
7.1 Контроль параметров и размеров кругов проводят с помощью универсальных или специальных средств измерений.
7.2 Размер Е, а также размеры X и X, обеспечивающиеся оснасткой, не контролируют.
7.3 Наличие зазоров и отслаивания в месте соединения алмазоносного слоя и алмазоносных сегментов с корпусом круга, а также трещин и сколов на их поверхности алмазоносного слоя и алмазоносных сегментов контролируют визуально.
7.4 Вскрытие поверхностей алмазоносного слоя и алмазоносных сегментов контролируют визуально путем сравнения с контрольным образцом.
7.5 Разнотолщинность алмазоносного слоя круга типов 1A1R, 1A1R-Turbo контролируют в четырех диаметрально противоположных точках.
7.6 Твердость корпуса кругов типа 1A1RSS измеряют по ГОСТ 9013.
7.7 Симметричность алмазоносного слоя (сегментов) относительно корпуса круга контролируют путем измерения нависания алмазоносного слоя (сегментов) над корпусом круга.
7.8 Радиальное и торцовое биения контролируют на оправке (шпинделе) с прижимными фланцами индикатором часового типа с ценой деления 0,01 мм.
7.9 Радиальное биение кругов типов 1A1R, 1A1R-Turbo контролируют по периферии алмазоносного слоя, круги типа 1А1RSS - по периферии сегментов.
7.10 Торцовое биение кругов типов 1A1R, 1A1R-Turbo контролируют по корпусу круга на расстоянии 5 мм от алмазоносного слоя, круга типа 1A1RSS - по корпусу круга на расстоянии 10-15 мм ниже межсегментных пазов.
7.11 Допуски радиального биения оправки должны соответствовать 7-й степени точности, торцового биения прижимного фланца - 6-й степени точности по ГОСТ 24643.
7.12 Испытания на механическую прочность кругов типов 1A1R, 1A1R-Turbo - по ГОСТ 32406 и ГОСТ 30513.
7.13 Испытания на прочность крепления алмазоносных сегментов к корпусу круга типа 1A1RSS - по ГОСТ 32406.
7.14 Предельные моменты изгиба, приложенные к алмазоносному сегменту, в соответствии с 5.2-5.4.
7.15 При односторонней сварке алмазоносного сегмента к корпусу круга предельный момент изгиба прилагают со стороны, где сварка отсутствует.
При двусторонней сварке предельный момент изгиба прилагают с любой стороны алмазоносного сегмента.
При пайке алмазоносных сегментов к корпусу круга предельный момент изгиба прилагают с двух сторон.
8 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
9 Гарантии изготовителя
Изготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
Приложение А
(обязательное)
Требования к конструктивному исполнению корпусов кругов для ручных шлифовальных машин
А.1 Отрезные круги для ручных шлифовальных машин допускается изготовлять с прорезями и отверстиями в корпусах для шумоподавления.
А.2 Прорези и отверстия должны быть на расстоянии не менее 0,25D/2 от посадочного отверстия круга и на расстоянии не менее 0,15D
/2 от периферии корпуса круга и глубины паза.
А.3 Суммарная площадь прорезей и отверстий на торцовой поверхности корпуса круга должна быть не более 20% площади боковой поверхности корпуса круга.
621.922.34:006.354 | МКС 25.100.70 |
Ключевые слова: алмазные отрезные круги со сплошной режущей кромкой, алмазные сегментные отрезные круги, металлическая связка, органическая связка, зернистость, предельные рабочие скорости, моменты изгиба | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}