ГОСТ 17933-72
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ С ВИНТОВЫМИ КАНАВКАМИ
Конструкция и размеры
Machine taps with screw flutes. Design and dimensions
ОКП 39 1361
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева; Л.Л.Акимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 19.07.72 N 1449
3. Срок проверки - 1999 г.,
периодичность проверки - 10 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который даны ссылки | Номер пункта |
ГОСТ 3266-81 | Приложение |
ГОСТ 9523-84 | 7 |
ГОСТ 14034-74 | 8 |
ГОСТ 16925-71 | 6 |
ГОСТ 17039-71 | 6 |
6. ПЕРЕИЗДАНИЕ ноябрь 1991 г. с Изменениями N 1, 2, 3, утвержденными в июне 1973 г., августе 1980 г., сентябре 1989 г. (ИУС 8-73, 11-80, 12-89).
1. Настоящий стандарт распространяется на машинные метчики с винтовыми канавками, предназначенные для нарезания метрической резьбы в сквозных и глухих отверстиях, а также отверстиях с прерывистой поверхностью.
(Измененная редакция, Изм. N 3).
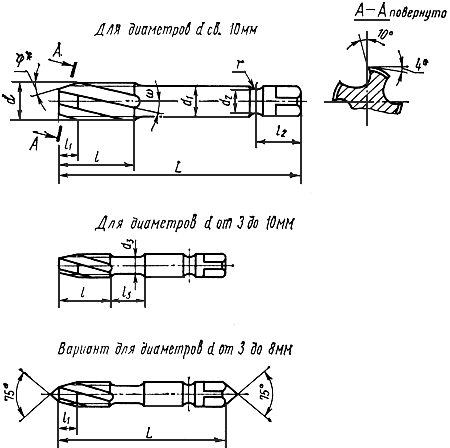
2. Конструкция и размеры метчиков должны соответствовать указанным на чертеже и в таблице.
_______________
* Размер для справок.
Размеры в мм
Обозна- чение метчиков | При- ме- няе- мость | Обозна- чение метчиков | При- ме- няе- мость | Номинальный диаметр резьбы | Шаг резьбы |
| |||||||||||||
правых | левых | 1 | 2 | 3 | круп- ный | мел- кий | скво- зных | глу- | |||||||||||
2620-3371 | 2620-3372 | 3 | - | - | 0,50 | - | 48 | 11 | 3,0 | - | 6° | 2,24 | - | 2,12 | - | 7 | - | ||
2620-3373 | 2620-3374 | - | 1,5 | 14° | |||||||||||||||
2620-3375 | 2620-3376 | - | 0,35 | 2,0 | - | 6° | |||||||||||||
2620-3377 | 2620-3378 | - | 1,0 | 14° | |||||||||||||||
2620-3379 | 2620-3380 | - | (3,5) | - | 0,60 | - | 50 | 13 | 3,6 | - | 6° | 2,50 | 2,50 | ||||||
2620-3381 | 2620-3382 | - | 1,8 | 14° | |||||||||||||||
2620-3383 | 2620-3384 | - | 0,35 | 2,0 | - | 6° | |||||||||||||
2620-3385 | 2620-3386 | - | 1,0 | 14° | |||||||||||||||
2620-3387 | 2620-3388 | 4 | - | - | 0,70 | - | 53 | 4,2 | - | 6° | 3,15 | 2,80 | 8 | ||||||
2620-3389 | 2620-3390 | - | 2,1 | 12° | |||||||||||||||
2620-3391 | 2620-3392 | - | 0,50 | 3,0 | - | 6°30' | |||||||||||||
2620-3393 | 2620-3394 | - | 1,5 | 13° | |||||||||||||||
2620-3395 | 2620-3396 | 5 | - | - | 0,80 | - | 58 | 16 | 4,8 | - | 6°30' | 4,00 | 4,5 | 3,55 | 9 | 4,5 | |||
2620-3397 | 2620-3398 | - | 2,4 | 14° | |||||||||||||||
2620-3399 | 2620-3400 | - | 0,50 | 3,0 | - | 6°30' | |||||||||||||
2620-3401 | 2620-3402 | - | 1,5 | 13° | |||||||||||||||
2620-3403 | 2620-3404 | 6 | - | - | 1,00 | - | 66 | 19 | 6,0 | - | 6° | 4,5 | 5,5 | 4,50 | 11 | ||||
2620-3405 | 2620-3406 | - | 3,0 | 12° | |||||||||||||||
2620-3407 | 2620-3408 | - | 0,75 | 4,5 | - | 6° | |||||||||||||
2620-3409 | 2620-3410 | - | 2,2 | 12°30' | |||||||||||||||
2620-3411 | 2620-3412 | - | 0,50 | 3,0 | - | 6°30' | |||||||||||||
2620-3413 | 2620-3414 | - | 1,5 | 13° | |||||||||||||||
2620-3415 | 2620-3416 | 8 | - | - | 1,25 | - | 72 | 22 | 7,5 | - | 6° | 6,3 | 7,0 | 6,00 | 16 | 13 | |||
2620-3417 | 2620-3418 | - | 3,8 | 12° | |||||||||||||||
2620-3419 | 2620-3420 | - | 1,00 | 69 | 19 | 6,0 | - | 6° | |||||||||||
2620-3421 | 2620-3422 | - | 3,0 | 12° | |||||||||||||||
2620-3423 | 2620-3424 | - | 0,75 | 66 | 4,5 | - | 6° | ||||||||||||
2620-3425 | 2620-3426 | - | 2,2 | 12°30' | |||||||||||||||
2620-3427 | 2620-3428 | - | - | 9 | 1,25 | - | 72 | 22 | 7,5 | - | 6° | 7,1 | 8,0 | 7,10 | 17 | 14 | |||
2620-3429 | 2620-3430 | - | 3,8 | 12° | |||||||||||||||
2620-3431 | 2620-3432 | - | 1,00 | 69 | 19 | 6,0 | - | 6° | |||||||||||
2620-3433 | 2620-3434 | - | 3,0 | 12° | |||||||||||||||
2620-3435 | 2620-3436 | - | 0,75 | 66 | 4,5 | - | 6° | ||||||||||||
2620-3437 | 2620-3438 | - | 2,2 | 12°30' | |||||||||||||||
2620-3439 | 2620-3440 | 10 | - | - | 1,50 | - | 80 | 24 | 9,0 | - | 6° | 8,0 | 9,0 | 7,50 | 15 | ||||
2620-3441 | 2620-3442 | - | 4,5 | 12° | |||||||||||||||
2620-3443 | 2620-3444 | - | 1,25 | 76 | 20 | 7,5 | - | 6° | 18 | ||||||||||
2620-3445 | 2620-3446 | - | 3,8 | 12° | |||||||||||||||
2620-3447 | 2620-3448 | - | 1,00 | 6,0 | - | 6° | |||||||||||||
2620-3449 | 2620-3450 | - | 3,0 | 12° | |||||||||||||||
2620-3451 | 2620-3452 | - | 0,75 | 69 | 19 | 4,5 | - | 6° | |||||||||||
2620-3453 | 2620-3454 | - | 2,2 | 12°30' | |||||||||||||||
2620-3455 | 2620-3456 | - | - | 11 | 1,50 | - | 80 | 24 | 9,0 | - | 6° | 7 | - | 16 | - | ||||
2620-3457 | 2620-3458 | - | 4,5 | 12° | |||||||||||||||
2620-3459 | 2620-3460 | - | 1,00 | 6,0 | - | 6° | |||||||||||||
2620-3461 | 2620-3462 | - | 3,0 | 12° | |||||||||||||||
2620-3463 | 2620-3464 | - | 0,75 | 19 | 4,5 | - | 6° | ||||||||||||
2620-3465 | 2620-3466 | - | 2,2 | 12°30' | |||||||||||||||
2620-3467 | 2620-3468 | 12 | - | - | 1,75 | - | 89 | 29 | 10,5 | - | 6° | 9,0 | 8 | 17 | |||||
2620-3469 | 2620-3470 | - | 5,2 | 12° | |||||||||||||||
2620-3471 | 2620-3472 | - | 1,50 | 9,0 | - | 6° | |||||||||||||
2620-3473 | 2620-3474 | - | 4,5 | 12° | |||||||||||||||
2620-3475 | 2620-3476 | - | 1,25 | 84 | 24 | 7,5 | - | 6° | |||||||||||
2620-3477 | 2620-3478 | - | 3,8 | 12° | |||||||||||||||
2620-3479 | 2620-3480 | - | 1,00 | 80 | 6,0 | - | 6° | ||||||||||||
2620-3481 | 2620-3482 | - | 3,0 | 12° | |||||||||||||||
2620-3483 | 2620-3484 | - | 14 | - | 2,00 | - | 95 | 30 | 12,0 | - | 6° | 11,2 | 10 | 19 | |||||
2620-3485 | 2620-3486 | - | 6,0 | 11° | |||||||||||||||
2620-3487 | 2620-3488 | - | 1,50 | 9,0 | - | 6° | |||||||||||||
2620-3489 | 2620-3490 | - | 4,5 | 12° | |||||||||||||||
2620-3491 | 2620-3492 | - | 1,25 | 90 | 25 | 7,5 | - | 6° | |||||||||||
2620-3493 | 2620-3494 | - | 3,8 | 12° | |||||||||||||||
2620-3495 | 2620-3496 | - | 1,00 | 84 | 6,0 | - | 6° | ||||||||||||
2620-3497 | 2620-3498 | - | 3,0 | 12° | |||||||||||||||
2620-3499 | 2620-3500 | 16 | - | - | 2,00 | - | 102 | 32 | 12,0 | - | 6° | 12,5 | 11 | 20 | 6,0 | ||||
2620-3501 | 2620-3502 | - | 6,0 | 11° | |||||||||||||||
2620-3503 | 2620-3504 | - | 1,50 | 9,0 | - | 6° | |||||||||||||
2620-3505 | 2620-3506 | - | 4,5 | 12° | |||||||||||||||
2620-3507 | 2620-3508 | - | 1,00 | 90 | 29 | 6,0 | - | 6° | |||||||||||
2620-3509 | 2620-3510 | - | 3,0 | 12° | |||||||||||||||
2620-3511 | 2620-3512 | - | 0,75 | 20 | 4,5 | - | 6° | ||||||||||||
2620-3513 | 2620-3514 | - | 2,2 | 12°30' | |||||||||||||||
2620-3515 | 2620-3516 | - | 18 | - | 2,50 | - | 112 | 37 | 15,0 | - | 6° | 14,0 | 12 | 22 | |||||
2620-3517 | 2620-3518 | - | 7,5 | 11° | |||||||||||||||
2620-3519 | 2620-3520 | - | 2,00 | 12,0 | - | 6° | |||||||||||||
2620-3521 | 2620-3522 | - | 6,0 | 11° | |||||||||||||||
2620-3523 | 2620-3524 | - | 1,50 | 104 | 29 | 9,0 | - | 6° | |||||||||||
2620-3525 | 2620-3526 | - | 4,5 | 12° | |||||||||||||||
2620-3527 | 2620-3528 | - | 1,00 | 95 | 6,0 | - | 6° | ||||||||||||
2620-3529 | 2620-3530 | - | 3,0 | 12° | |||||||||||||||
2620-3531 | 2620-3532 | 20 | - | - | 2,50 | - | 112 | 37 | 15,0 | - | 6° | ||||||||
2620-3533 | 2620-3534 | - | 7,5 | 11° | |||||||||||||||
2620-3535 | 2620-3536 | - | 2,00 | 12,0 | - | 6° | |||||||||||||
2620-3537 | 2620-3538 | - | 6,0 | 11° | |||||||||||||||
2620-3539 | 2620-3540 | - | 1,5 | 104 | 29 | 9 | - | 6° | 12 | ||||||||||
2620-3541 | 2620-3542 | - | 4,5 | 12° | |||||||||||||||
2620-3543 | 2620-3544 | - | 1,0 | 102 | 6 | - | 6° | ||||||||||||
2620-3545 | 2620-3546 | - | 3,0 | 12° | |||||||||||||||
2620-3547 | 2620-3548 | - | 22 | - | 2,5 | - | 118 | 38 | 15 | - | 6° | 16,0 | 14 | 24 | |||||
2620-3549 | 2620-3550 | - | 7,5 | 11° | |||||||||||||||
2620-3551 | 2620-3552 | - | 2,0 | 12 | - | 6° | |||||||||||||
2620-3553 | 2620-3554 | - | 6,0 | 11° | |||||||||||||||
2620-3555 | 2620-3556 | - | 1,5 | 113 | 33 | 9 | - | 6° | |||||||||||
2620-3557 | 2620-3558 | - | 4,5 | 12° | |||||||||||||||
2620-3559 | 2620-3560 | - | 1,0 | 112 | 29 | 6 | - | 6° | |||||||||||
2620-3561 | 2620-3562 | - | 3,0 | 12° | |||||||||||||||
2620-3563 | 2620-3564 | 24 | - | - | 3,0 | - | 130 | 45 | 18 | - | 6° | 18,0 | 16 | 26 | |||||
2620-3565 | 2620-3566 | - | 9,0 | 11° | |||||||||||||||
2620-3567 | 2620-3568 | - | 2,0 | 120 | 35 | 12 | - | 6° | |||||||||||
2620-3569 | 2620-3570 | - | 6,0 | 11° | |||||||||||||||
2620-3571 | 2620-3572 | - | 1,5 | 9 | - | 6° | |||||||||||||
2620-3573 | 2620-3574 | - | 4,5 | 12° | |||||||||||||||
2620-3575 | 2620-3576 | - | 1,0 | 113 | 32 | 6 | - | 6° | |||||||||||
2620-3577 | 2620-3578 | - | 3,0 | 12° | |||||||||||||||
2620-3579 | 2620-3580 | - | 27 | - | 3,0 | - | 135 | 45 | 18 | - | 6° | 20,0 | 18 | 28 | |||||
2620-3581 | 2620-3582 | - | 9,0 | 11° | |||||||||||||||
2620-3583 | 2620-3584 | - | 2,0 | 127 | 37 | 12 | - | 6° | |||||||||||
2620-3585 | 2620-3586 | - | 6,0 | 11° | |||||||||||||||
2620-3587 | 2620-3588 | - | 1,5 | 9 | - | 6° | |||||||||||||
2620-3589 | 2620-3590 | - | 4,5 | 12° | |||||||||||||||
2620-3591 | 2620-3592 | - | 1,0 | 120 | 32 | 6 | - | 6° | |||||||||||
2620-3593 | 2620-3594 | - | 3,0 | 12° | |||||||||||||||
2620-3595 | 2620-3596 | 30 | - | - | 3,5 | - | 138 | 48 | 21 | - | 5°30' | ||||||||
2620-3597 | 2620-3598 | - | 10,5 | 11° | |||||||||||||||
2620-3599 | 2620-3600 | - | 2,0 | 127 | 37 | 12 | - | 9° | |||||||||||
2620-3601 | 2620-3602 | - | 6,0 | 11° | |||||||||||||||
2620-3603 | 2620-3604 | - | 1,5 | 9 | - | 6° | |||||||||||||
2620-3605 | 2620-3606 | - | 4,5 | 12° | |||||||||||||||
2620-3607 | 2620-3608 | - | 1,0 | 120 | 32 | 6 | - | 6° | |||||||||||
2620-3609 | 2620-3610 | - | 3,0 | 12° | |||||||||||||||
Примечание. Размеры, указанные в скобках, применять не рекомендуется.
Пример условного обозначения метчика номинальным диаметром резьбы =24 мм, шагом
=3,0 мм, класса точности 2, для обработки сквозных отверстий, правого:
Метчик 2620-3563 2 ГОСТ 17933-72.
То же, левого:
Метчик 2620-3564 2 ГОСТ 17933-72
(Измененная редакция, Изм. N 1, 2, 3).
3. Метчики для сквозных отверстий должны изготовляться с левым направлением винтовой канавки для нарезания правой резьбы и с правым направлением винтовой канавки для нарезания левой резьбы; для глухих отверстий с правым направлением винтовой канавки для нарезания правой резьбы и с левым направлением винтовой канавки для нарезания левой резьбы.
4. Угол наклона стружечных канавок устанавливается:
10° - для сквозных отверстий и для глухих отверстий диаметром от 3 до 6 мм;
30° - для глухих отверстий диаметром свыше 6 мм.
У метчиков для до 12 мм с вышлифованными стружечными канавками допускается угол
=10°.
5. При изготовлении стружечных канавок метчиков методом вышлифовки допускается увеличение ширины пера в направлении к хвостовику на величину до 0,5 мм.
(Измененная редакция, Изм. N 2).
6. Допуски на резьбу метчиков - по ГОСТ 16925. Исполнительные размеры - по ГОСТ 17039.
7. Размеры квадратов - по ГОСТ 9523.
8. Центровые отверстия формы А - по ГОСТ 14034.
9. Метчики номинальным диаметром резьбы от 3 до 10 мм допускается изготовлять без шейки с диаметрами хвостовиков:
Номинальный диаметр резьбы | Диаметр хвостовика | |||
3 и 3,5 | 4 | |||
4 | 5 | |||
5 и 6 | 6,3 | |||
8 | 5,6 | |||
9 и 10 | 7,1 | |||
10. По соглашению с потребителем допускается изготовление метчиков без кольцевой канавки.
11. (Исключен, Изм. N 3).
12. Число зубьев метчиков и профили инструментов для обработки стружечных канавок метчиков указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ЧИСЛО ЗУБЬЕВ МЕТЧИКОВ И ПРОФИЛИ ИНСТРУМЕНТОВ
ДЛЯ ОБРАБОТКИ СТРУЖЕЧНЫХ КАНАВОК МЕТЧИКОВ
1. Профиль шлифовального круга для вышлифовки винтовых канавок метчиков с углом наклона =10° указан на черт.1 и в табл.1.
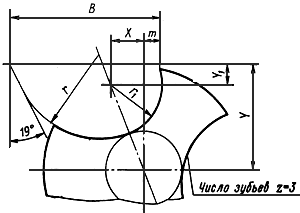
Черт.1
Таблица 1
мм
Номинальный диаметр резьбы | Диаметр сердцевины метчика | |||||||
3,0 | 1,35 | 1,890 | 0,567 | 0,46 | 1,50 | 0,72 | 2,5 | 0,26 |
3,5 | 1,58 | 2,205 | 0,662 | 0,53 | 1,90 | 0,83 | 3,0 | 0,30 |
4,0 | 1,80 | 2,520 | 0,756 | 0,60 | 1,70 | 0,94 | 3,0 | 0,34 |
5,0 | 2,30 | 3,150 | 0,945 | 0,75 | 2,35 | 1,17 | 4,0 | 0,42 |
6,0 | 2,70 | 3,800 | 1,140 | 0,94 | 2,50 | 1,46 | 4,5 | 0,52 |
2. Профиль фрезы для фрезерования винтовых канавок метчиков с углом наклона =30° указан на черт.2 и в табл.2.
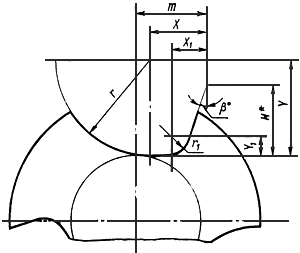
Черт.2
_______________
* Размер для справок.
Таблица 2
Размеры в мм
Номинальный диаметр резьбы | Диаметр сердцевины метчика | Число зубьев метчика | |||||||||
8 | 3,6 | 3,36 | 0,68 | 2,00 | 1,70 | 3,36 | 0,66 | 3,52 | 19° | 0,95 | 3 |
9 | 4,1 | 3,77 | 0,81 | 2,18 | 1,36 | 3,77 | 0,70 | 3,77 | 12° | 2,79 | |
10 | 4,5 | ||||||||||
11 | 5,0 | 4,67 | 0,81 | 2,67 | 1,96 | 4,67 | 0,74 | 4,55 | 17° | 0,79 | |
12 | 5,4 | ||||||||||
14 | 6,3 | 6,55 | 1,22 | 3,41 | 2,56 | 6,55 | 1,15 | 5,06 | 19° | 2,91 | |
16 | 7,2 | ||||||||||
18 | 9,0 | 7,58 | 1,50 | 2,25 | 2,47 | 7,58 | 1,50 | 5,45 | 13° | 1,34 | 4 |
20 | 10,0 | ||||||||||
22 | 11,0 | 8,70 | 1,50 | 2,51 | 2,50 | 8,70 | 1,50 | 6,04 | 12° | 0,82 | |
24 | 12,0 | ||||||||||
27 | 13,5 | 10,90 | 1,60 | 3,05 | 2,80 | 10,90 | 1,60 | 7,10 | 12° | 1,41 | |
30 | 15,0 |
Примечание. Размеры профиля фрезерованных винтовых стружечных канавок метчиков с углом наклона =10° соответствуют профилю стружечных канавок метчиков с прямыми канавками приложения 1 к ГОСТ 3266.
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
М.: Издательство стандартов, 1991
{kind=link}