ГОСТ 16463-80*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ШПОНОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Технические условия
Solid carbide keyway cutters.
Specifications
ОКП 39185
Дата введения 1981-07-01
Постановлением Госстандарта СССР N 728 от 23.05.91 снято ограничение срока действия
ВЗАМЕН ГОСТ 16463-70
* ПЕРЕИЗДАНИЕ (ноябрь 1993 г.) с Изменениями 1, 2, утвержденными в декабре 1986 г., мае 1991 г. (ИУС 3-87, 8-91)
Настоящий стандарт распространяется на цельные твердосплавные шпоночные фрезы с цилиндрическим хвостовиком для обработки шпоночных пазов как в материалах общего назначения, так и в труднообрабатываемых материалах, изготавливаемые для нужд народного хозяйства и для экспорта.
Требования настоящего стандарта в части разд.1, 2 (кроме п.2.4, последний абзац), 4, 5 и пп.3.2, 3.3 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры фрез должны соответствовать указанным на чертеже и в табл.1.
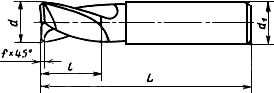
Примечание. Допускается фаску ![]() заменить радиусом
заменить радиусом ![]() .
.
Таблица 1
мм
Обозначение | Применяемость |
| ||||
2234-0201 | 2 | 3 | 4 | 25 | 0,1 | |
2234-0501 | 4 | 5 | ||||
2234-0202 | 3 | 3 | 30 | |||
2234-0502 | 4 | |||||
2234-0203 | 4 | 4 | 7 | 32 | ||
2234-0204 | 5 | 5 | 8 | 0,2 | ||
2234-0205 | 6 | 6 | 10 | 35 | ||
2234-0503 | 7 | 7 | 10 | |||
2234-0504 | 8 | |||||
2234-0206 | 8 | 8 | 11 | 40 | ||
2234-0207 | 10 | 10 | 13 | 45 | 0,3 | |
2234-0208 | 12 | 12 | 16 | 50 |
Пример условного обозначения фрезы диаметром =8 мм для обработки паза с полем допуска N 9:
Фреза 2234-0206 N 9 ГОСТ 16463-80
(Измененная редакция, Изм. N 2).
1.2. Конструктивные размеры и геометрические параметры фрез приведены в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шпоночные фрезы должны изготовляться из твердого сплава марок ВК6, ВК6М, ВК10М, Т5К10 и Т15К6 по ГОСТ 3882-74.
2.2. На режущих кромках и поверхностях фрез, подвергаемых механической обработке, не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев и черновин на шлифованных поверхностях.
2.3. Параметры шероховатости поверхностей фрез по ГОСТ 2789-73 должны быть не более, мкм:
передней и задней поверхности главных режущих кромок |
|
цилиндрической поверхности хвостовика |
|
поверхности спинки торцового зуба и фаски |
|
остальных поверхностей |
|
2.4. Предельные отклонения размеров фрез не должны превышать:
диаметра рабочей части фрезы | |
по N 9 | f 8 |
по Р 9 | е 8 |
диаметра цилиндрического хвостовика | h 8 |
общей длины фрез | js 16. |
По заказу потребителя допускается изготовлять фрезы для обработки паза по ПШ с предельными отклонениями диаметра рабочей части, указанными в приложении 2. Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2 до 6 мм для обработки пазов N 9 с предельным отклонением диаметра рабочей части фрезы по е8.
2.2-2.4. (Измененная редакция, Изм. N 1, 2).
2.5. Допускаемое уменьшение диаметра фрезы по направлению к хвостовику (обратная конусность) - не более 0,03 мм на длине рабочей части.
Прямая конусность на рабочей части фрезы не допускается.
2.6. Допуск радиального биения режущих кромок зубьев относительно оси поверхности хвостовика - 0,02 мм.
2.7. Допуск торцового биения режущих кромок относительно оси поверхности хвостовика - 0,03 мм.
2.6, 2.7. (Измененная редакция, Изм. N 1).
2.8. Средний и 95%-ный периоды стойкости фрез должны быть не менее значений, указанных в табл.2, при условиях испытаний, приведенных в разд.4.
Таблица 2
Диаметр фрезы, мм | Средний период стойкости | 95%-ный период стойкости, мин |
2, 3, 4 | 20 | 8 |
5, 6, 7 | 40 | 16 |
8, 10, 12 | 50 | 20 |
2.8.1. Критерием затупления фрез является выход размеров обработанного паза из поля допуска или шероховатость поверхности боковых стенок паза >10 мкм.
2.8, 2.8.1. (Введены дополнительно, Изм. N 1).
(Измененная редакция, Изм. N 2).
2.9. На каждой потребительской таре должна быть этикетка или поставлен штамп со следующими данными:
а) товарный знак предприятия-изготовителя;
б) наименование инструмента и обозначение стандарта;
в) диаметр фрезы и обозначение поля допуска шпоночного паза;
г) марка твердого сплава;
д) количество фрез.
2.10. Транспортная маркировка и упаковка - по ГОСТ 18088-83.
2.9, 2.10. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726-79.
3.2. Периодические испытания, в том числе испытания на средний период стойкости, следует проводить раз в 3 года, не менее чем на 5 инструментах.
Испытания на 95%-ный период стойкости следует проводить раз в год не менее чем на 5 инструментах.
3.3. Испытания следует проводить на одном типоразмере фрез из каждого диапазона диаметров, указанных в табл.2 на режимах, указанных в табл.3.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ, КОНТРОЛЯ
4.1. Испытания фрез следует проводить на вертикально-фрезерных станках. Станки и вспомогательный инструмент должны соответствовать установленным на них нормам точности и жесткости.
4.2. Испытания фрез следует проводить из твердого сплава типа ТК - на образцах из стали марки 45 по ГОСТ 1050-88 или из стали марки 40Х по ГОСТ 4543-71 твердостью 37...42 HRC; из твердого сплава типа ВК - на образцах из серого чугуна по ГОСТ 1412-85 твердостью 180...240 НВ.
4.3. Материал, на котором проводят испытания, должен иметь обработанную поверхность, параметр шероховатости которой не должен превышать 2,5 мкм.
4.4. Испытания фрез на надежность и работоспособность следует проводить на режимах, указанных в табл.3.
Таблица 3
Диаметр фрезы, мм | Скорость резания, м/мин | Подача на один оборот фрезы, мм | Глубина паза, мм | ||
Обрабатываемый материал | |||||
Сталь | Чугун | вертикальная | продольная | ||
2 | 20 | 40 | 0,01 | 0,010 | 1,0 |
3 | 2,0 | ||||
4 | 2,5 | ||||
5 | 30 | 0,015 | 3,0 | ||
6 | 3,5 | ||||
7 | 60 | ||||
8 | 40 | 0,02 | 0,020 | 4,0 | |
10 | 4,5 | ||||
12 | 5,0 | ||||
Допускаемое отклонение значений скорости резания и подачи на оборот - не более 10% указанных.
Поправочный коэффициент на скорость резания в зависимости от марки твердого сплава указан в табл.4.
Таблица 4
Марка твердого сплава | ВК6, ВК6М | ВК8 | Т15К6 | Т5К10 |
Поправочный коэффициент | 1,2 | 1,0 | 1,2 | 0,8 |
4.5. Испытания на работоспособность проводят в следующей последовательности: врезание на полную глубину шпоночного паза с вертикальной подачей; фрезерование шпоночного паза с продольной подачей на длину не менее указанной в табл.5.
Таблица 5
Диаметр фрезы, мм | 2, 3, 4 | 5, 6, 7 | 8, 10, 12 |
Общая длина фрезерования | 15 | 20 | 25 |
4.6. После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний, фрезы должны быть пригодны для дальнейшей работы.
4.7. Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл.6.
Таблица 6
Диаметр фрезы, мм | Приемочные значения периодов стойкости, мин | |
среднего | установленного | |
2, 3, 4 | 23 | 9 |
5, 6, 7 | 46 | 17 |
8, 10, 12 | 58 | 23 |
4.8. Параметр шероховатости поверхностей боковых стенок пазов, обработанных испытуемой фрезой, не должен превышать 10 мкм.
4.9. Параметры фрез следует контролировать измерительными средствами с погрешностью измерения не более:
при измерении линейных значений - по ГОСТ 8.051-81;
при контроле форм и расположения поверхностей - 25% значения допускаемого предельного отклонения;
при измерении углов - 35% значения допускаемого предельного отклонения.
4.10. Внешний вид фрез подвергают визуальному контролю.
4.11. Шероховатость поверхностей фрез следует проверять сравнением с эталонами шероховатости по ГОСТ 9378-75* и с образцами-эталонами фрез, параметры шероховатости которых не должны превышать указанных в п.2.3.
________________
* Действует ГОСТ 9378-93. - Примечание "КОДЕКС".
Сравнение осуществляют визуально при помощи лупы ЛП-4 по ГОСТ 25706-83.
Разд.3, 4. (Измененная редакция, Изм. N 1).
5.ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
Разд.5. (Измененная редакция, Изм. N 2).
Разд.6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ

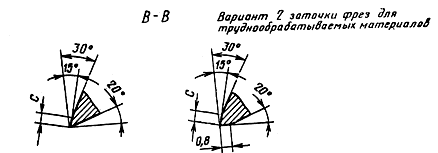
Примечание. Допускается вводить в обозначение фрез вариант заточки в случае изготовления их по варианту 2.
мм
|
| Шаг винтовой канавки | |||||
2 | 1,6 | - | 0,6 | 0,1 | 0,4 | 0,4 | 17,3 |
3 | 2,4 | - | 1,0 | 0,2 | 0,5 | 0,5 | 25,8 |
4 | 3,4 | 0,63 | 1,2 | 34,3 | |||
5 | 4,0 | 0,80 | 1,5 | 0,8 | 0,8 | 43,0 | |
6 | 5,0 | 1,00 | 1,8 | 0,3 | 52,0 | ||
7 | 5,6 | 2,1 | 60,0 | ||||
8 | 6,4 | 1,25 | 2,5 | 0,5 | 1,0 | 1,0 | 69,0 |
10 | 8,4 | 1,60 | 3,0 | 86,3 | |||
12 | 10,4 | 2,00 | 3,5 | 1,0 | 103,5 |
ПРИЛОЖЕНИЕ 2
Справочное
Предельные отклонения диаметров фрез для обработки паза по ПШ
мм
Диаметр фрезы | Предельное отклонение |
До 3 | -0,024 |
-0,038 | |
Св. 3 до 6 | -0,029 |
-0,042 | |
Св. 6 до 10 | -0,035 |
-0,050 | |
Св. 10 | -0,041 |
-0,059 |
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1994
{kind=link}