ГОСТ 27724-88
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВЕРЛА С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ
СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН
Технические условия
Drills with machanically clamped indexable inserts. Specifications
МКС 25.100.30
ОКП 39 1272
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.05.88 N 1510
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела, пункта |
ГОСТ 8.051-81 | 5.4 |
ГОСТ 9.306-85 | 2.12 |
ГОСТ 1050-88 | 5.7 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 4543-71 | 2.3, 5.7 |
ГОСТ 8773-73 | 2.13 |
ГОСТ 9013-59 | 5.2 |
ГОСТ 9378-93 | 5.3 |
ГОСТ 14959-79 | 2.3 |
ГОСТ 18088-83 | 2.16; разд.6 |
ГОСТ 23726-79 | 4.1 |
ГОСТ 25706-83 | 5.3 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в октябре 1990 г. (ИУС 1-91)
Настоящий стандарт распространяется на сверла с механическим креплением сменных многогранных пластин, в том числе с износостойким покрытием, предназначенные для сверления отверстий глубиной до двух диаметров в деталях из конструкционных сталей и чугунов на станках с числовым программным управлением.
Требования стандарта в части разд.1, 2, 3, 5, 6 и пп.4.2, 4.3 являются обязательными.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ РАЗМЕРЫ
Основные размеры сверл должны соответствовать указанным на чертеже и в табл.1.
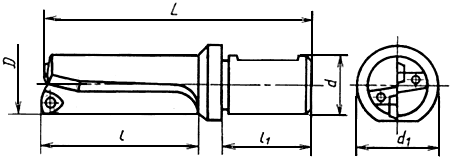
Таблица 1
мм | ||||||||||
Правые сверла | Левые сверла | |||||||||
Обозна- | При- | Обозна- | При- |
| Диаметр вписанной окружности пластины | |||||
3320-1001 | 3320-1002 | 18,5 | ||||||||
3320-1003 | 3320-1004 | 19,0 | 20 | 25 | 108 | 60 | 40 | 5,560 | ||
3320-1005 | 3320-1006 | 20,0 | 118* | 50* | ||||||
3320-1007 | 3320-1008 | 21,0 | ||||||||
3320-1011 | 3320-1012 | 22,0 | ||||||||
3320-1013 | 3320-1014 | 23,0 | 128 | 75 | 6,350 | |||||
3320-1015 | 3320-1016 | 24,0 | 139* | 45 | ||||||
3320-1017 | 3320-1018 | 25,0 | 25 | 31 | 56* | |||||
3320-1021 | 3320-1022 | 26,0 | ||||||||
3320-1023 | 3320-1024 | 27,0 | ||||||||
3320-1025 | 3320-1026 | 28,0 | 144 | 90 | 7,935 | |||||
3320-1027 | 3320-1028 | 29,0 | 155* | |||||||
3320-1029 | 3320-1032 | 30,0 | ||||||||
3320-1033 | 3320-1034 | 31,0 | ||||||||
3320-1035 | 3320-1036 | 32,0 | ||||||||
3320-1037 | 3320-1038 | 33,0 | ||||||||
3320-1039 | 3320-1042 | 34,0 | 160 | 105 | ||||||
3320-1043 | 3320-1044 | 35,0 | 175* | |||||||
3320-1045 | 3320-1046 | 36,0 | 45 | 9,525 | ||||||
3320-1047 | 3320-1048 | 37,0 | 60* | |||||||
3320-1051 | 3320-1052 | 38,0 | 32 | 38 | ||||||
3320-1053 | 3320-1054 | 39,0 | 175 | 120 | ||||||
3320-1055 | 3320-1056 | 40,0 | 190* | |||||||
3320-1057 | 3320-1058 | 41,0 | ||||||||
3320-1059 | 3320-1062 | 42,0 | ||||||||
3320-1063 | 3320-1064 | 43,0 | 200 | 135 | ||||||
3320-1065 | 3320-1066 | 44,0 | 215* | |||||||
3320-1067 | 3320-1068 | 45,0 | ||||||||
3320-1069 | 3320-1072 | 46,0 | ||||||||
3320-1073 | 3320-1074 | 47,0 | 200 | 135 | ||||||
3320-1075 | 3320-1076 | 48,0 | 230* | 150* | ||||||
3320-1077 | 3320-1078 | 49,0 |
| 150* | ||||||
3320-1079 | 3320-1082 | 50,0 | 165 | |||||||
3320-1083 | 3320-1084 | 51,0 | ||||||||
3320-1085 | 3320-1086 | 52,0 | ||||||||
3320-1087 | 3320-1088 | 53,0 | 40 | 46 | 55 | 12,700 | ||||
3320-1089 | 3320-1092 | 54,0 | 70* | |||||||
3320-1093 | 3320-1094 | 55,0 | 230 | 165 | ||||||
3320-1095 | 3320-1096 | 56,0 | 245* | |||||||
3320-1097 | 3320-1098 | 57,0 | ||||||||
3320-1099 | 3320-1102 | 58,0 | ||||||||
3320-1103 | 3320-1104 | 59,0 | ||||||||
3320-1105 | 3320-1106 | 60,0 | ||||||||
________________
* Сверла, изготовляемые по заказу потребителя.
Примечание. В каждом из диапазонов диаметров, мм: от 18,5 до 20,0; св. 20,0 до 25,0; св. 25,0 до 30,0; св. 30,0 до 41,0; св. 41,0 до 60,0 сверла с максимальным значением диаметра в диапазоне могут изготовляться с пластиной последующего диапазона, сверла с минимальным значением диаметра в диапазоне могут изготовляться с пластиной предыдущего диапазона, при этом для заказа инструмента размеры пластин оговаривают дополнительно.
Пример условного обозначения сверла с механическим креплением сменных многогранных пластин диаметром =40 мм, общей длиной
=175 мм, длиной хвостовика
=45 мм, оснащенного пластинами из твердого сплава марки МС121, правого:
Сверло 3320-1055 МС121 ГОСТ 27724-88
То же, общей длиной =190 мм, длиной хвостовика
=60 мм, изготовляемого по заказу потребителя:
Сверло 3320-1055-1 MC121 ГОСТ 27724-88
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла с механическим креплением сменных многогранных пластин должны изготовляться в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.2. В качестве режущей части сверл должны применяться пластины из твердого сплава. Пластины и элементы их крепления должны изготовляться в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
Сверла должны быть оснащены пластинами из твердого сплава марок: МС 121 для обработки конструкционных сталей с прочностью 900 Н/мм
; МС 2210 для обработки легированных сталей с прочностью
900 Н/мм
и обработки чугуна с твердостью
250 НВ.
Допускается изготовление сверл с пластинами других марок твердого сплава, имеющими показатели надежности и производительность не ниже указанных в пп.2.14, 5.8, 5.13.
(Измененная редакция, Изм. N 1).
2.3. Материал корпуса сверл - сталь 40Х по ГОСТ 4543 или 50ХФА по ГОСТ 14959.
2.4. Твердость корпуса сверл должна быть: из стали 40Х - 3845 HRC
; из стали 50ХФА - 46
51 HRC
.
2.5. Параметры шероховатости поверхностей сверл по ГОСТ 2789 должны быть не более, мкм:
посадочной поверхности корпуса |
|
опорной и боковой базовых поверхностей гнезда под режущую пластину |
|
2.6. Предельные отклонения размеров сверл должны быть не более, мм:
диаметра рабочей части, измеренного по вершине
наружной пластины |
|
посадочного диаметра хвостовика |
|
общей длины | 2 |
длины рабочей части | 3 |
длины хвостовика | ±1 |
________________
* Сверла, изготовляемые по заказу потребителя.
2.7. На сверле в сборе должно быть превышение в осевом направлении вершины внутренней пластины по отношению к вершине наружной пластины, величина которого должна быть не более 0,2 мм.
2.5-2.7. (Измененная редакция, Изм. N 1).
2.8. Передняя поверхность внутренней пластины должна быть смещена в направлении опорной поверхности гнезда на 0,1-0,35 мм от осевой плоскости.
2.9. Допуск плоскостности опорной поверхности гнезда под пластину должен быть 0,03 мм. Выпуклость не допускается.
2.10. Нижние опорные поверхности пластин не должны выступать за пределы корпуса более чем на 0,2 мм.
2.11. Зазор между опорной поверхностью гнезда и опорной поверхностью пластины не допускается.
2.12. В качестве защитно-декоративного покрытия для всех поверхностей деталей сверл должно применяться химическое оксидирование по ГОСТ 9.306.
2.13. При сборке сверл на резьбовые соединения должна быть нанесена смазка ЦИАТИМ-203 по ГОСТ 8773.
Допускается применение других видов смазки, защитные свойства которых не ниже указанной.
2.14. Средний и 95%-ный периоды стойкости сверл с механическим креплением сменных многогранных пластин при условиях испытаний, указанных в разд.5, должны быть не менее приведенных в табл.2.
Таблица 2
Марка твердого сплава режущей пластины | Период стойкости, мин | |
средний | установленный | |
МС 121 | 40 | 16 |
МС 2210 | 90 | 36 |
Критерием износа пластины является износ по задней поверхности пластины, значение которого должно быть не более 0,9 мм.
2.15. На цилиндрической поверхности корпуса сверла должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- диаметр сверла;
- буква на левых сверлах.
2.16. Упаковка, маркировка транспортной и потребительской тары - по ГОСТ 18088.
2.14-2.16. (Измененная редакция, Изм. N 1).
2.17, 2.18. (Исключены, Изм. N 1).
3. КОМПЛЕКТНОСТЬ
В комплект сверла должны входить, шт.:
- сверло в собранном виде | - 1; |
- пластины сменные режущие запасные | - 20; |
- винты | - 8; |
- ключ специальный | - 1. |
По согласованию с заказчиком допускаются другие варианты комплектации сверл сменными режущими пластинами, винтами и ключами.
4. ПРИЕМКА
4.1. Приемка - по ГОСТ 23726.
4.2. Испытания сверл на средний период стойкости должны проводиться раз в три года, на 95%-ный период стойкости один раз в год не менее чем на пяти сверлах.
(Измененная редакция, Изм. N 1).
4.3. Испытаниям должны подвергаться сверла с пластинами одного типоразмера каждой марки твердого сплава, указанных в табл.2.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль внешнего вида осуществляют визуально.
5.2. Контроль твердости корпуса сверла - по ГОСТ 9013.
5.3. Параметры шероховатости поверхностей сверл проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значение параметров шероховатости поверхностей, указанных в п.2.5, с применением лупы ЛП1-4 по ГОСТ 25706.
5.4. Контроль параметров сверл осуществляют методами и средствами измерений, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051 - при измерении линейных размеров;
- 25% допуска на проверяемый параметр - при измерении форм и расположения поверхностей.
5.5. Контроль размеров сверл (пп.2.6-2.8) осуществляют по эталонной пластине.
Предельные отклонения линейных и угловых размеров эталонной пластины не должны превышать:
диаметр вписанной окружности | ±0,025 |
толщина | ±0,01 |
радиус при вершине | ±0,05 |
угол при вершине | ±10' |
5.6. Испытания сверл на работоспособность, средний и 95%-ный периоды стойкости должны проводиться на фрезерных, расточных и токарных станках с ЧПУ, соответствующих установленным для них нормам точности и жесткости.
(Измененная редакция, Изм. N 1).
5.7. Испытания сверл должны проводиться на образцах из стали марки 45 по ГОСТ 1050 или стали марки 40Х по ГОСТ 4543, твердостью 150250 НВ с охлаждением.
5.8. Испытания сверл на работоспособность и стойкость должны проводиться на режимах, указанных в табл.3.
Таблица 3
Марка твердого сплава режущей пластины | Скорость резания | Подача |
МС 121 | 100 | 0,12 |
МС 2210 | 120 | 0,15 |
5.9. Скорость резания в зависимости от твердости обрабатываемого материала должна быть скорректирована с учетом поправочного коэффициента (), указанного в табл.4.
Таблица 4
Обрабатываемый материал | Поправочный коэффициент ( | ||||
150 | 171 | 191 | 211 | 241 | |
Сталь 45 или 40Х | 1,12 | 1,05 | 1,0 | 0,94 | 0,91 |
5.10. Параметр шероховатости торцовой поверхности заготовки при проведении испытаний должен быть не более 80 мкм.
5.11. В качестве смазочно-охлаждающей жидкости должен применяться АКВОЛ-6 или УКРИНОЛ-1 не менее 20 дм/мин при давлении 0,2 МПа.
5.12. При испытании на работоспособность каждым испытываемым сверлом должно быть просверлено пять отверстий на глубину 1,5 диаметра сверла.
После испытаний сверл на работоспособность на режущих кромках пластин не должно быть выкрашиваний. Сверла должны быть пригодны к дальнейшей работе.
5.13. Приемочные значения среднего и 95%-ного периодов стойкости для выборки из пяти сверл должны быть не менее приведенных в табл.5.
Таблица 5
Марка твердого сплава режущей пластины | Приемочные значения периода стойкости, мин | |
среднего | установленного | |
МС 121 | 46 | 18 |
МС 2210 | 100 | 40 |
(Измененная редакция, Изм. N 1).
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение сверл - по ГОСТ 18088.
Текст документа сверен по:
Сверла спиральные. Часть 2: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003

{kind=link}