ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
54792-2024
ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ
Описание и оценка
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 54792—2024
Предисловие
1 РАЗРАБОТАН Ассоциацией сварщиков полимерных материалов (Ассоциация СПМ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 285 «Соединение полимерных труб, листов и конструкций»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2024 г. № 1480-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений стандарта Немецкого союза по сварке и смежным технологиям ДВС 2202—2016 «Дефекты в соединениях термопластов: характеристики, описания, оценка» (DVS 2202—2016 «Imperfections in thermoplastic welding joints: features, descriptions, evaluation», NEQ)
5 ВЗАМЕН ГОСТ P 54792—2011
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 54792—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................2
3 Требования к сварным соединениям.....................................................2
4 Испытания и оценка...................................................................3
4.1 Испытания сварных соединений.......................................................3
4.2 Оценка качества сварного соединения..................................................3
5 Приемка............................................................................3
Библиография........................................................................28
III
ГОСТ Р 54792—2024
Введение
Настоящий стандарт разработан в целях актуализации требований к сварным соединениям термопластичных материалов (далее — термопласты) путем уточнения описания и характеристик выявленных дефектов.
В соответствии со стандартом Немецкого союза по сварке и смежным технологиям ДВС 2202—2016 в настоящем стандарте установлены уровни I и II качества для оценки сварных соединений в зависимости от уровня ответственности сооружений согласно [1]. Установление двух уровней качества вместо одного с наиболее высокими требованиями позволит избежать предъявления неоправданно завышенных требований к сварным соединениям. В настоящем стандарте установлен уровень II качества для зданий и сооружений индивидуального жилищного строительства и вспомогательного использования с целью повышения качества их строительства.
Определение качества сварного соединения труб и фитингов по снятому наружному грату не рассматривается в настоящем стандарте, т. к. применяется не для всех видов термопластов. Порядок оценки качества снятого наружного грата, полученного при сварке нагретым инструментом встык полимерных трубопроводов водоснабжения и канализации, регламентирован в СП 399.1325800.2018 «Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа» (приложение И).
Настоящий стандарт содержит обозначения дефектов сварных соединений на основе обозначений, приведенных в ГОСТ Р 59398 «Дефекты сварных соединений термопластов. Классификация».
В настоящем стандарте был уточнен ряд терминов и формулировок в целях соблюдения единой терминологии с действующими национальными стандартами Российской Федерации в области сварки термопластов.
Настоящий стандарт учитывает многолетний практический опыт, накопленный членами Ассоциации СПМ в области сварки термопластов.
IV
ГОСТ Р 54792—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ
Описание и оценка
Imperfections in thermoplastic welding joints. Descriptions and evaluation
Дата введения — 2024—11—01
1 Область применения
1.1 Настоящий стандарт описывает дефекты в сварных соединениях термопластов и группирует их оценку по уровням I и II качества в зависимости от характеристик соединения.
1.2 Настоящий стандарт устанавливает недопустимые дефекты и/или пределы допустимых отклонений (допуска) для допустимых дефектов для соответствующего уровня качества.
1.3 Настоящий стандарт распространяется на процессы сварки термопластов в соответствии с таблицей 1 и термопласты в соответствии с таблицей 2.
Таблица 1 — Процессы сварки термопластов
Процесс сварки | Обозначение | Таблица |
Сварка нагретым инструментом встык | НИст | 3 |
Сварка встык инфракрасным нагревом | ИК | |
Соединение нагретым инструментом враструб (сварка враструб) | НИр | 4 |
Сварка закладными нагревателями | зн | 5 |
Сварка нагретым газом | НГ | 6 |
Экструзионная сварка | э | 7 |
Сварка на основе растворителя (сварка растворителем) | СР | 8 |
Таблица 2 — Термопласты и их обозначения
Наименование | Обозначение |
Акрилонитрил-бутадиен-стирол | ABS (АБС) |
Этилен-хлортрифторэтилен | ECTFE (Ф 30) |
Перфтор(этилен-пропилен) | FEP (Ф-4МБ) |
Полиамид | РА (ПА) |
Полибутен | РВ (ПБ) |
Полиэтилен | РЕ (ПЭ) |
Перфторо(алкил винил эфир)-тетрафтороэтилен | PFA (Ф-50) |
Издание официальное
1
ГОСТ Р 54792—2024
Окончание таблицы 2
Наименование | Обозначение |
Полипропилен гомополимер | РР-Н (ПП-Г или ПП, тип 1) |
Полипропилен блоксополимер | РР-В (ПП-Б или ПП, тип 2) |
Полипропилен рандомсополимер | PP-R (ПП-Р или ПП, тип 3) |
Хлорированный поливинилхлорид | PVC-C (ХПВХ) |
Непластифицированный поливинилхлорид | PVC-U (НПВХ) |
Поливинилиденфторид | PVDF (ПВДФ, Ф-2) |
Примечание — Применение настоящего стандарта для соединений из иных термопластов должно быть согласовано между заказчиком и исполнителем сварочных работ. | |
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 55142 Испытания сварных соединений листов и труб из термопластов. Методы испытаний ГОСТ Р 59398 Дефекты сварных соединений термопластов. Классификация
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Требования к сварным соединениям
3.1 Качество сварных соединений оценивают по наличию внешних и внутренних дефектов.
3.2 В ряде случаев проводят доработку полученных сварных соединений:
-для удаления повреждений, например, надрезов, подрезов, которые могут привести к разрушениям при воздействии динамических нагрузок;
- улучшения поверхностей сварных соединений (в т. ч. при реконструкции трубопроводов методами протяжки);
- уменьшения гидравлического сопротивления трубопроводов в местах сварного шва за счет срезания внутреннего грата.
Сварное соединение следует проверять и оценивать до и после доработки.
Случаи, при которых допускается доработка сварных соединений, регламентируются нормативными документами в зависимости от назначения объекта и его уровня ответственности по [1].
3.3 Рекомендуется изготовить контрольное сварное соединение перед началом проведения сварочных работ с целью дальнейшего следования выбранному уровню качества в процессе производства сварочно-монтажных работ. Сварные соединения должны выполняться квалифицированными сварщиками-монтажниками, прошедшими соответствующее обучение. Оборудование должно соответствовать выбранной технологии сварки и обеспечивать необходимый уровень качества соединения.
3.4 Требования к сварным соединениям и их доработке (при необходимости) должны содержаться в документации, обязательной для производителя работ (в т. ч. рабочие чертежи, инструкции по монтажу, технологические карты). Документация должна иметь ссылку на настоящий стандарт.
3.5 Перед началом сварочного процесса удаляемый слой (дополнительная защитная оболочка) должен быть удален из зоны сварки.
2
ГОСТ Р 54792—2024
4 Испытания и оценка
4.1 Испытания сварных соединений
4.4.1 Для проверки соответствия сварных соединений выбранному уровню качества и таблицам 3—8 проводят визуальный контроль и измерения (при необходимости). В случае, когда требования к уровню качества сварного соединения не соответствуют таблицам 3—8, проводят испытания неразрушающими или разрушающими методами согласно ГОСТ Р 55142.
4.4.2 Характеристики сварного соединения проверяют при необходимости путем сравнения с контрольным образцом, полученным в сравнимых условиях, или по результатам механических испытаний.
4.4.3 Содержание, объем и время испытаний необходимо согласовывать между заказчиком и производителем сварочных работ, если это не установлено нормативными документами, соответствующими назначению объекта. Результаты испытаний должны быть задокументированы.
4.2 Оценка качества сварного соединения
4.2.1 Оценку качества сварного соединения проводят в соответствии с таблицами 3—8 при этом классификацию дефектов сварных соединений термопластов проводят по ГОСТ Р 59398.
4.2.2 При наличии допустимых дефектов (в т. ч. двух или более дефектов с разными уровнями качества) сварное соединение может быть исправлено. После исправления соединения проводят его повторную оценку и, при необходимости, повторные испытания. Сведения о дефектах включают в отчет по испытаниям.
4.2.3 Допустимость одновременного наличия в сварном соединении двух или более видов дефектов устанавливают в нормативно-технической документации.
4.2.4 В случае выявления недопустимого дефекта необходимо проверить, является ли данный дефект систематическим, и принять меры по исключению его повторения.
5 Приемка
При положительной оценке (в т. ч. при положительных результатах механических испытаний) сварное соединение считается принятым.
Таблица 3 — Дефекты сварных соединений, выполненных сваркой нагретым инструментом встык
Наименование | Обозначение | Описание | Оценка |
I II | |||
Наружные дефекты | |||
3.1 Трещины* | 1АААА | Расположенные вдоль или поперек шва. Могут находиться в: - сварном шве; - основном материале; - нагреваемой зоне | Не допускается |
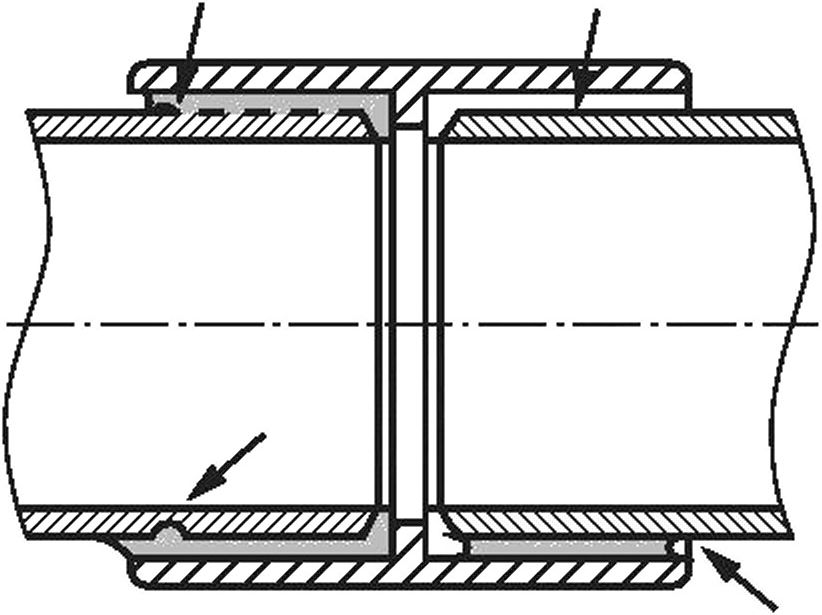
3.2 Впадина между валиками грата или надрез (линия сплавления наружных поверхностей валиков)* /с>0 ИНЙ | 4QBAF | Непрерывные или локальные продольные надрезы в плоскости сварки с вершинами в основном материале. Могут быть вызваны: - недостаточным усилием сжатия; - коротким временем нагрева или охлаждения; - изменением положения зажатой заготовки во время процесса сварки | Не допускается |
3
ГОСТ Р 54792—2024
Продолжение таблицы 3
Наименование
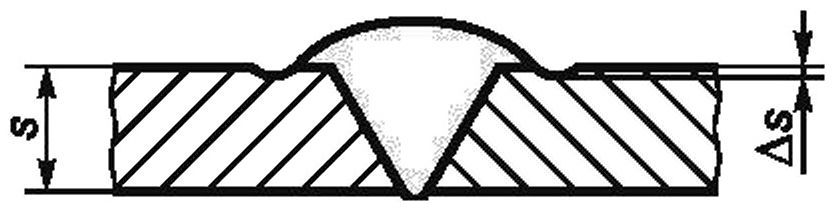
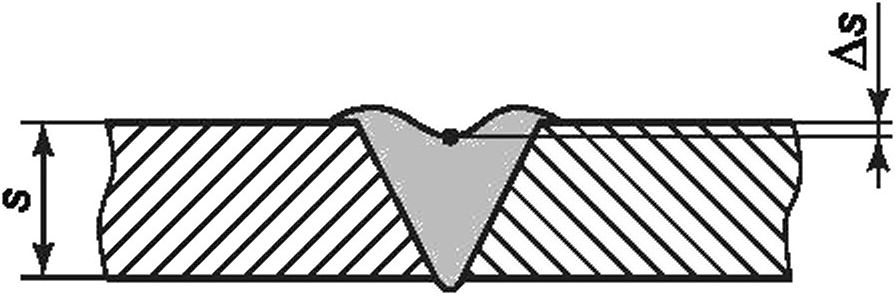
3.3 Впадины или подрезы*
Обозначение | Описание | Оценка |
1 II | ||
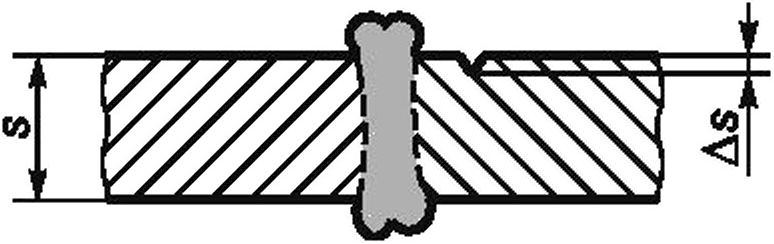
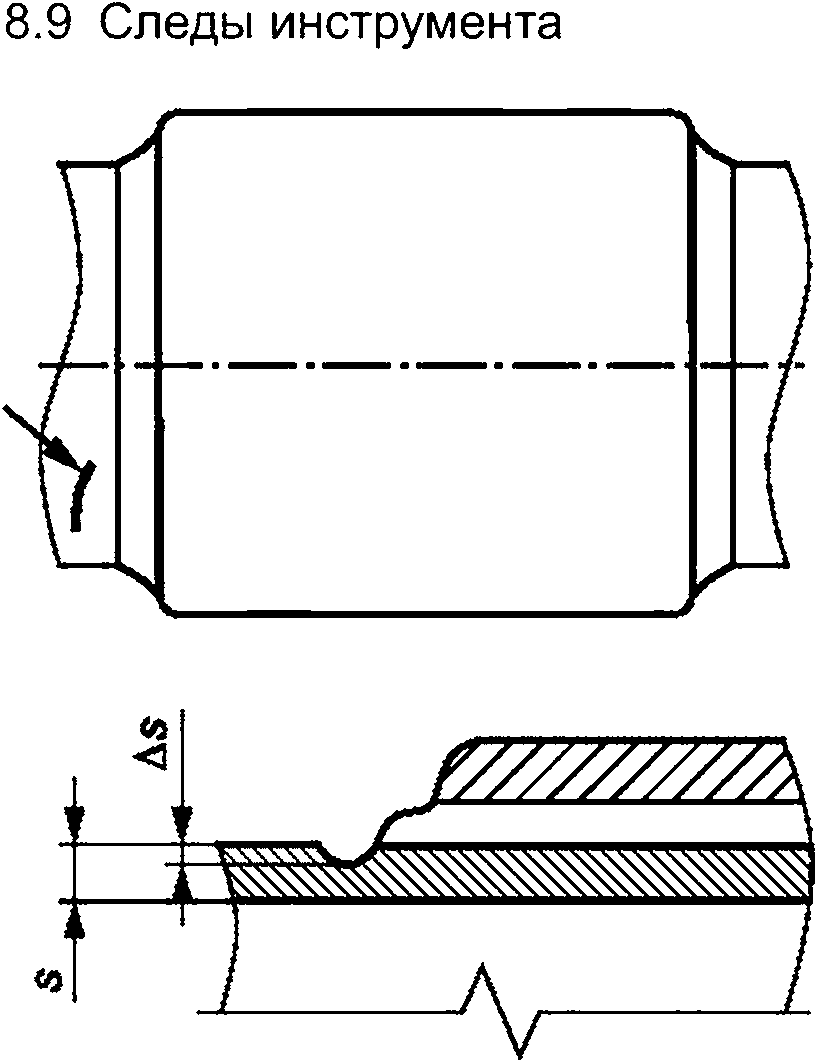
9СААА | Канавки на поверхности основного материала (продольные или поперечные относительно шва). Могут быть вызваны: - действием зажимного устройства; - неправильным транспортированием; - дефектами при подготовке кромки | Допускается с неострым концом глубиной As < 0,1 s |
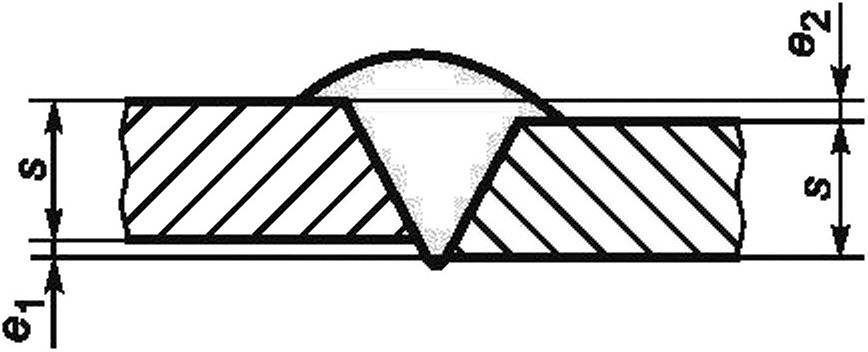
3.4 Линейное смещение*, **
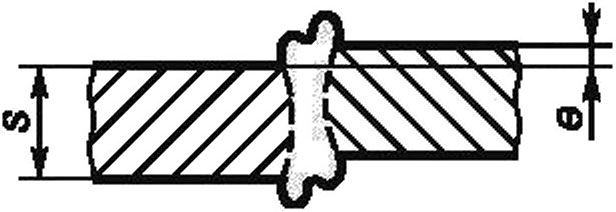

5ЕКАА | Смещение элементов относительно друг друга или несовпадение сварива-емых заготовок по толщине | Допускае е < 0,1 s | тся, если е < 0,2 s |
5EJAA | Смещение элементов из-за: - неисправного оборудования; - неправильной центровки заготовок; - недостаточного времени охлаждения | Допускае е < 1 мм | тся, если е < 2 мм |
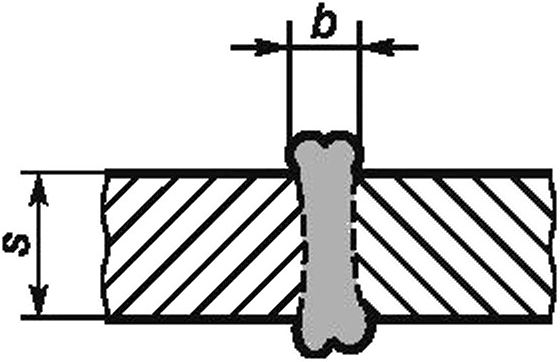
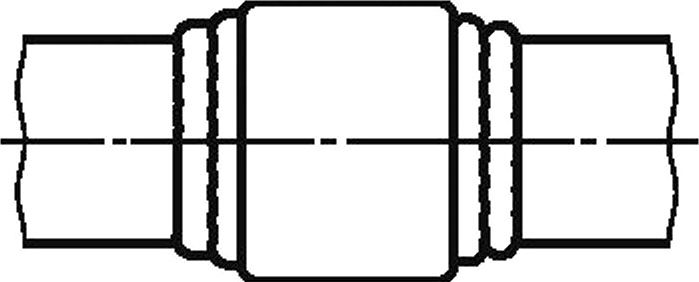
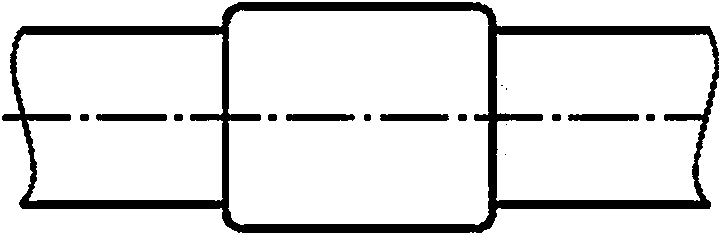
3.6 Высокий и узкий грат, как правило, не касающийся краями поверхности свариваемых материалов**
3.7 Неправильная форма сварного шва**
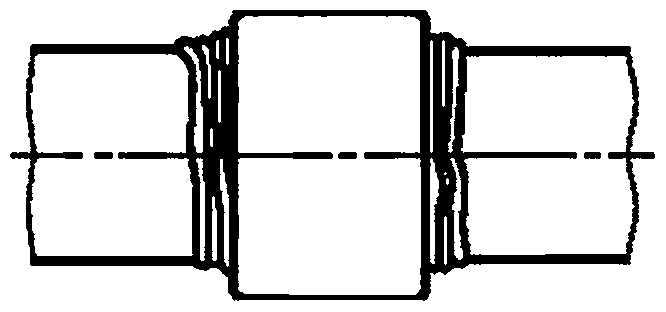
3.8 Чрезмерная асимметрия грата
(сварного шва)*- **
со
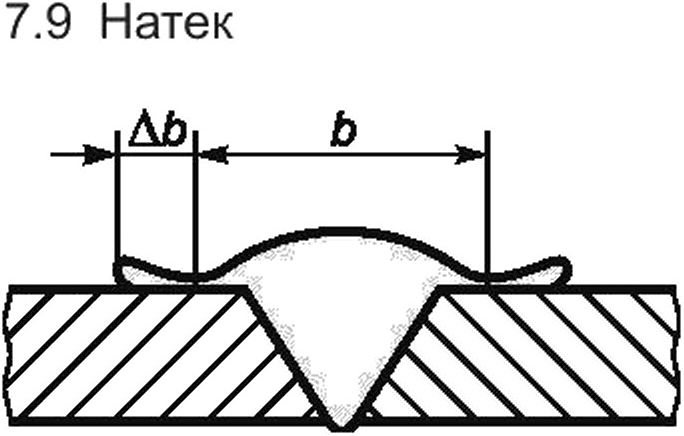
3.9 Термодеструкция*
4
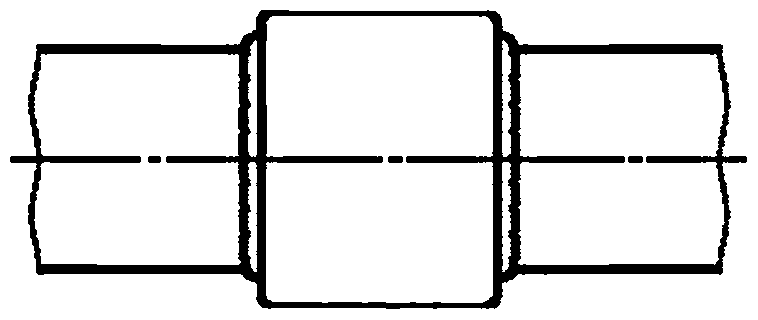
5СААА
5АААА
6НААА
6НААС
7ВААА
Чрезмерно расплавленный, с острыми краями шов либо по всей длине, либо локальный в результате ошибочных сварочных параметров
Слишком широкий или слишком узкий локальный грат или по всей длине шва. Может быть обусловлен:
- временем нагрева, временем технологической паузы;
- температурой нагретого инструмента;
- сварочным давлением
Неодинаковые валики грата (частично или по всей длине шва) из-за, например:
- дефектов при подготовке торцов к сварке;
- неисправностей сварочного оборудования
- перекоса нагревательного элемента
Глянцевый (блестящий) грат, обычно сочетающийся с пустотами, утолщениями и заметными кавернами
Допускается при положительных результатах механических испытаний или по положительному результату сравнения с контрольным образцом
Допускается при положительном результате сравнения с контрольным образцом, прошедшим механические испытания
Допускается, если
by > 0,7Ь2 | by > 0,6Ь2 |
Не допускается
Продолжение таблицы 3
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | ||
I II | |||||
3.10 Растяжение/сужение зоны теплового воздействия (зоны прогрева)* | 5 НАЛА | Может быть вызвано, например, недопустимым приложением усилия на соединение во время фазы охлаждения под и/или без давления | Не допускается | ||
3.11 Поверхностная пора* | ЗКААА | Может быть вызвано, например, тепловым повреждением из-за слишком высокой температуры нагревательного элемента - влага на свариваемых кромках; - большое количество летучих веществ в сырье свариваемых материалов (газообразование); - особенности термопластичного материала*** | Не допускается | ||
Внутренние дефекты
3.12 Несплавление* | 4ВААА | Несплавление свариваемых поверхностей частично или всего поперечного сечения, вызванное, например: | Не допускается |
is s х х Л | |||
- загрязнением свариваемых кромок; - окислением свариваемых кромок; - избыточным временем технологической паузы; - слишком низкой или высокой температурой нагретого инструмента; - влажностью свариваемых кромок; - слишком низким сварочным давле- |
нием
3.13 Усадочная раковина
2CAAI
Полое пространство в плоскости сварного соединения, вызванное, например:
- недостаточным усилием сжатия (величиной сварочного давления);
- недостаточным временем остывания;
- влажностью свариваемых кромок
Не допускается
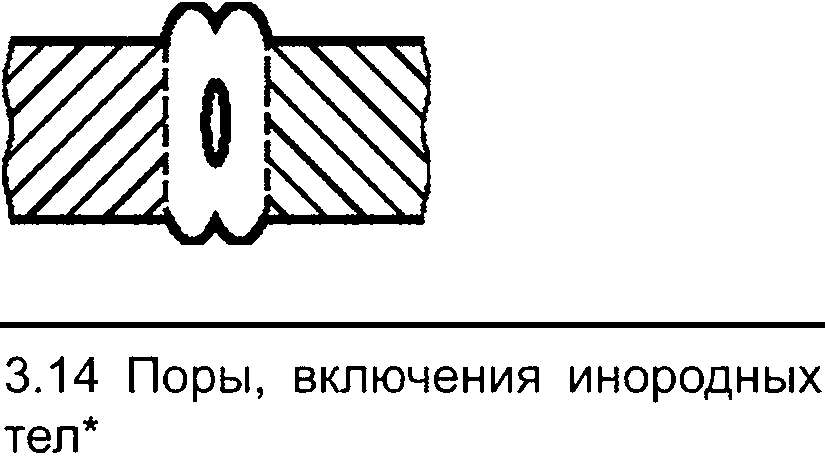
ЗАААА

Изолированные, многочисленно разбросанные или локально сконцентрированные поры или включения, вызванные, например:
- газообразованием во время сварки;
- загрязненным нагревательным инструментом;
- слишком низким сварочным давлением;
- слишком коротким временем охлаждения
Включения инородных тел не допускаются. Допускается наличие небольших изолированных пор, если
AS<0,05S | AS<0,15S |
* Дефекты, которые в т. ч. встречаются в сварных соединениях, полученных сваркой встык инфракрасным нагревом.
5
ГОСТ Р 54792—2024
Окончание таблицы 3
** Дефекты, неприменимые для оценки сварных соединений с фитингами.
*** Для ПВХ-U или ПВХ-С возможно образование дефекта, связанное с материалом, что не влияет на качество сварного соединения при положительном результате механических испытаний.
Примечание — Внешний грат, полученный сваркой НИст труб с соэкструзионными слоями разного цвета, должен иметь равномерное распределение слоев разного цвета по всему периметру трубы. При неравномерном распределении или частичном отсутствии одного из цветных слоев в грате сварное соединение считается не годным. В остальных случаях качество сварного соединения труб не зависит от цвета соэкструзионных слоев.
Таблица 4 — Дефекты сварных соединений, выполненных сваркой враструб
Наименование | Обозначение | Описание | Оценка |
I II | |||
Наружные дефекты | |||
4.1 Неправильная форма грата* | 5АААА | Изменяющаяся форма грата или | Допускается |
4.1.1
его отсутствие на одной или обеих сторонах (частично или по всей длине соединения) из-за:
- повышенной температуры нагретого инструмента;
- избыточного времени прогрева;
- недопустимого отклонения размеров”
при положительных результатах механических испытаний
4.1.2
4.1.3
6
5ААСВ
5АААС
5EJAA
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине соединения) из-за:
- недостаточного времени нагрева;
- пониженной температуры нагретого инструмента;
- недопустимого отклонения размеров
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине соединения) из-за:
- неисправности оборудования;
- неправильного расположения свариваемых полимерных изделий (трубы и фитинга);
- чрезмерной температуры нагретого инструмента;
- чрезмерного времени прогрева;
- неправильного перемещения соединяемых полимерных изделий (трубы и фитинга) или недостаточной фиксации
Труба, сваренная с фитингом под углом с одной или обеих сторон, или с незначительным дефектом охвата, вызванным, например: - неисправностью оборудования;
- неправильным расположением свариваемых полимерных изделий (трубы и фитинга)
Допускается при положительных результатах механических испытаний
Допускается при положительных результатах механических испытаний
Допускается, если
е < 5 мм
е <10 мм
Продолжение таблицы 4
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | ||||||||
1 | II | ||||||||||
4.3 Непро 4.3.1 Деф | вар и его причин ормация Тру€ Smj^C Фит» | а а 4НГ | 4ВААА | Деформация (овальность конца трубы или фитинга) наряду с недостаточным усилием при сварке, вызванная, например: - овальностью свариваемых полимерных изделий (трубы и фитинга); - неисправным зажимным устройством (центратора) | Допускается при положительных результатах механических испытаний | Не более 1,5 % от среднего наружного диаметра трубы, но макс. 1,5 мм | |||||
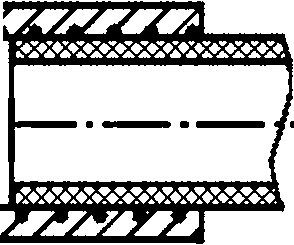
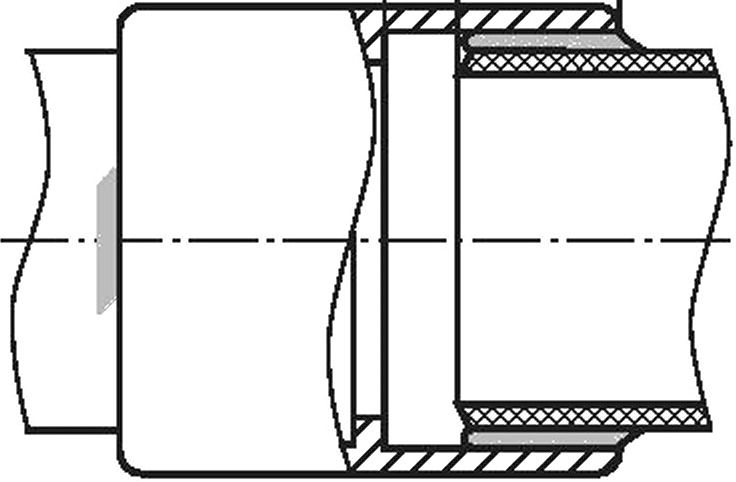
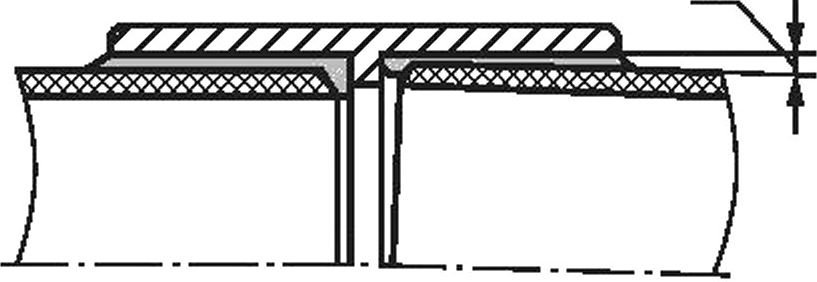
4.3.2 Недостаточная глубина введения ,,А | 4СААА | Недостаточная длина зоны сварки, вызванная, например: - недостаточным временем прогрева; - введением концов труб в муфты под неправильными углами; - слишком низкой температурой нагретого инструмента; - перемещением в осевом направлении во время охлаждения; - слишком длительной технологической паузой | Не допускается | Допускается при Х<0,05ф Х<0,1 А | |||||||
—-- | 1 | ||||||||||
ВЩ | ^г | ||||||||||
х» | |||||||||||
Внутренние дефекты | |||||||||||
4.3.3 Несплавление | 4ВААА | Локальное, протяженное, осевое, радиальное формирование каналов, вызванное, например: - углублениями на поверхности трубы; - превышением допусков диаметров трубы или фитинга; - неправильной механической обработкой; - угловым смещением соединяемых полимерных изделий (трубы и фитинга) относительно оси соединения; - нарушением сварочных режимов | Не допускается | ||||||||
^ гЖЛ | ^^/7//^^^^ | ||||||||||
4.3.4 Неправильное плавление | ЗКААА | Локальная или протяженная зона непровара, вызванная, например: - термическим повреждением; - загрязненными свариваемыми поверхностями; - неправильным подбором пары свариваемых материалов; - загрязненностью нагретого инструмента | Не допускается | ||||||||
жжжж^ | |||||||||||
л. Л—г —^^ | |||||||||||
г | |||||||||||
7
ГОСТ Р 54792—2024
Окончание таблицы 4
Наименование
4.4 Сдавленное сечение трубы
ZZZZZZZ
ZZZZZZZZ
Обозначение | Описание | Оценка |
I II | ||
4RAAA | Труба вставлена слишком глубоко во время прогрева или сопряжения, что вызвано, например: - избыточным усилием при сварке; - сваркой тонкостенных труб; - избыточным временем прогрева; - повышенной температурой нагретого инструмента | Не допускается |
4.5 Поры, включения инородных тел
2ВААА
Изолированные, многочисленно разбросанные или локально сконцентрированные поры или включения, вызванные, например:
- газообразованием во время сварки;
- загрязнением нагретого инструмента
Допускаются одиночные поры и включения, если
АХ<0,05Х и наибольший размер AX<0,05S соответственно
AX<0,1S и наибольший размер AX<0,1S соответственно
* Как правило, сочетается с внутренними дефектами из-за слишком короткого времени охлаждения.
** Во время сварки у края соединения обычно образуется грат, являющийся первичным показателем того, что процесс сварки выполнен правильно.
Таблица 5 — Дефекты сварных соединений, выполненных сваркой закладными нагревателями
Наименование | Обозначение | Описание | Оценка | |
I | II | |||
Наружные и внутренние дефекты соединений труб и фитингов
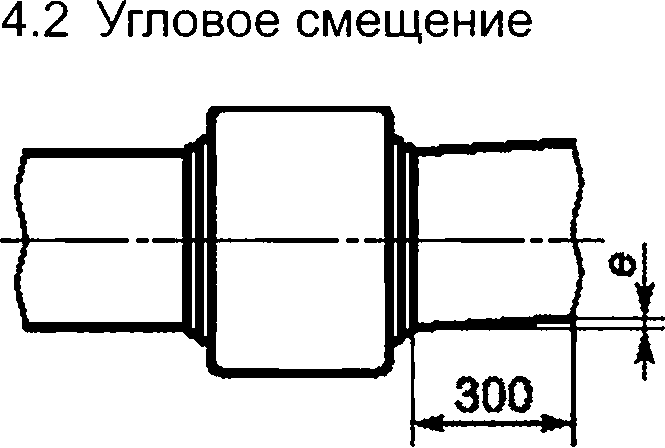
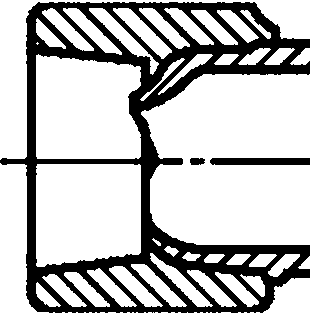
5.1 Угловое смещение

5EJAA | Труба сварена с фитингом под углом с одной или обеих сторон, что вызвано, например: - неправильным расположением соединяемых изделий; - изменением положения соединяемых изделий во время сварки | Допускается, если | |
е < 5 мм | е < 10 мм | ||
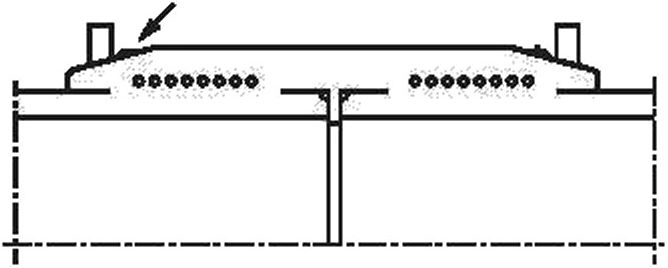
4АААА | Угловое отклонение со смещением закладного нагревателя с разделением или без в месте соединения и выходом материала, вызванным, например: - не очищенные концы труб; - превышена овальность трубы или фитинга; - изгиб на фитинге; - перемещение во время сварки | Допускается при положительных результатах механических испытаний | |
8
Продолжение таблицы 5
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | ||||||||
1 | II | ||||||||||
5.3 Глуби | на вставки | ±Е | 4СААА | Глубина вставки не указана или указана неправильно | Не допускается | ||||||
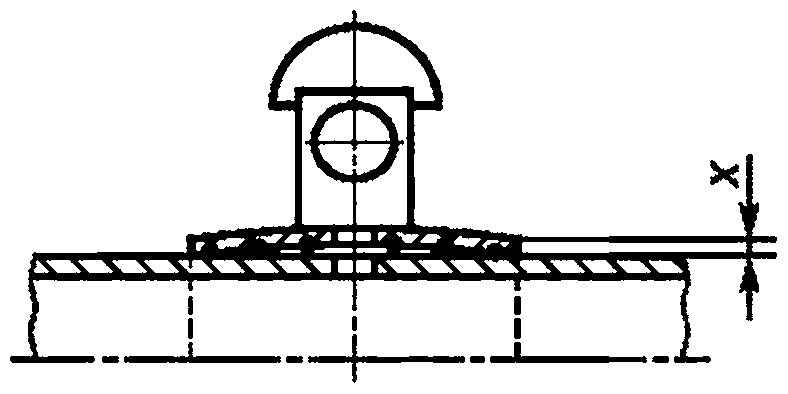
5 в | .4 Непрг ерхностг гЧ | авильная г труб | юдготовка по- в | 7АААЕ | Нет видимой механической обработки на поверхности трубного конца, выходящей за пределы корпуса фитинга или видимая механическая обработка: - недостаточная (толщина стружки менее 0,2 мм); - не непрерывная; - чрезмерная (диаметр трубы меньшего разрешенного допуска); - недопустимая (ручная очистка в случае РЕ-Х) | Не допускается | |||||
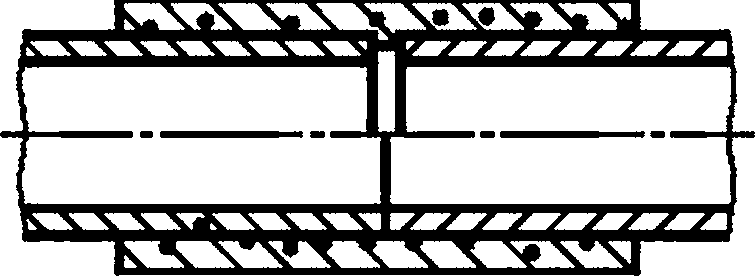
5.5 Непров 5.5.1 Дефе | ар и его причина кт подготовки Труба Фитинг | 4ВААА | Поверхности труб, подлежащие сварке: - механически не обработаны; - из-за грубой обработки снято слишком много материала, что вызвало неполное прилегание трубы и фитинга; - местами из-за грубой обработки снято слишком много материала с образованием плоской поверхности | Не допускается | |||||||
5.5.2 След | ствие деформации Труба _ Фитинг | 7АААА | Деформация (или овальность конца трубы или фитинга), вызванная, например: - неправильным использованием скругляющих хомутов; - неправильным хранением труб и/ или фитингов | Допускаю-мальные с от среднегс диаметр 1,5 %, но не более 1,5 мм | гея макси-тклонения наружного а трубы 2,0 %, но не более 2,0 мм | ||||||
5 | .5.3 Неправильная центровк | а | 4ТААА | Увеличенное угловое смещение со сдвигом закладных нагревателей и расплава термопласта с расхождением или без него соединяемых поверхностей, вызванное, например: - угловым смещением концов труб; - слишком малыми радиусами изгиба бухт; - изгибом фитинга | Не допускается | ||||||
— | — | --- | |||||||||
9
ГОСТ Р 54792—2024
Продолжение таблицы 5
Наименование
5.5.4 Недостаточная/неправильная глубина введения
шШ<^
жШ
Обозначение | Описание | Оценка |
I II | ||
4СААА | Концы труб смещены в фитинге, либо не касаются друг друга, либо остановлены с одной или обеих сторон, например, из-за: - недостаточного продвижения трубы; - срезания концов труб под углом | Допускается, если длина введенного участка не менее установленной глубины введения за вычетом 10 % длины внутренней холодной зоны |
W»w>
5.6 Неисправность индикатора нагрева
4UAAA
Отсутствует перемещение или изменение цвета индикатора нагрева после сварки
Не допускается
5.7 Непровар
Внутренние дефекты соединений труб и фитингов
4WAAA
Локальное или протяженное осевое или радиальное формирование каналов (что это), вызванное, например: - углублениями на поверхности трубы; - овальностью или деформацией трубы или фитинга;
- превышением допусков диаметра трубы или фитинга;
- неправильной механической обработкой;
- обрезанием концов труб под углом
Не допускается
5.8 Несплавление
4ВААА
Локальное или протяженное несплавление с расхождением или без него свариваемых поверхностей, вызванное, например:
- слишком глубокой заделкой закладных нагревателей в фитинг с недостаточным прогревом поверхности трубы;
- недостаточного для сварки выходного напряжения или выходного тока; - недостаточным временем нагрева; - поврежденными закладными нагревателями;
- грязными свариваемыми поверхностями;
- несоответствием материалов свариваемых изделий
Не допускается
10
Продолжение таблицы 5
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | |||||||||
1 | II | |||||||||||
С | >.9 Т — | ермическо( | э повреждение A^^zzz; | 7BAAA | Локально появляющееся выделение расплава, часто на торцах муфт или цилиндрических частях одной или обеих сторон фитинга (обычно с глянцевой или пузырчатой поверхностью), например из-за: - превышение значения выходного напряжения или выходного тока; - избыточного времени нагрева; - немедленно повторенного процесса сварки; - неисправности сварочного аппарата | Не допускается | ||||||
ч | ||||||||||||
г 7 с | j.10 Смещение еля >.10.1 Радиальг | закладного нагрева- юе | 4TAAA | Закладной нагреватель уложен волнами, неравномерно, с перехлестами или смещен относительно свариваемой поверхности, например из-за: - перегрева; - грязных свариваемых поверхностей; - неправильной центровки | Не допускается | |||||||
1 к к'ГкЧК Г к'к | ||||||||||||
^ ^ \Х\\ц \‘ ^^ ^V^i ^^ | ||||||||||||
с | j.10.2 Осевое | 4TBAA | Закладной нагреватель сгруппирован локально в осевом направле- | Не допускается | ||||||||
1 | - превышения допусков свариваемых элементов; - наклона введенной трубы | |||||||||||
Гккккккккккч | ||||||||||||
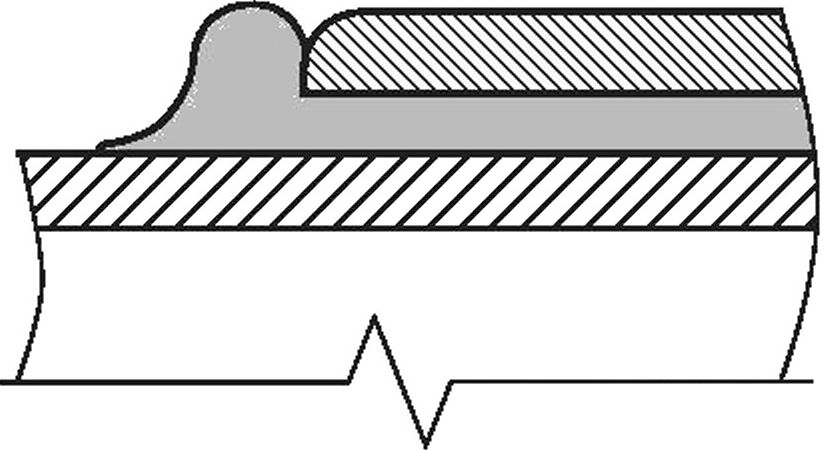
5.11 Чрезмерное втягивание | 5AAEA | Дефект с возможным появлением расплава и изменением положения закладных нагревателей из-за: - чрезмерного провисания концов труб; - несоответствия SDR труб и фитинга | Допускается при положительных результатах механических испытаний | |||||||||
5.12 Недопустимое значение трубы Р2222 /LL271 | SDR | 4AABB | Толщина стенки трубы выходит за пределы диапазона SDR, предусмотренного производителем фитинга | Не допускается | ||||||||
5.13 Включения инородных тел | ЗАААА | Концентрация инородных тел в свариваемой поверхности, нагре-вательные спирали разорваны или разделены, например из-за: - грязных поверхностей; - испарений воды или газа, образующихся во время сварки | Допускается | |||||||||
■1 | z«^ | одиночное включение при А < 0,05Х | одиночное и групповые включения при А<0,1Х | |||||||||
^ЛЛЛЛЯЖЛЛЛЛ | ««мем? | vxxxxx^xsv | «хххххххххх | 1 | ||||||||
яягияияив | ят^вяия | !№№№№ | WN^W^l | |||||||||
к|йв»И»!жя< | ||||||||||||
11
ГОСТ Р 54792—2024
Продолжение таблицы 5
Наименование | Обозначение | Описание | Оценка | |
I | II | |||
Внутренние дефекты соединений труб и седловых отводов
5.14 Непровар из-за недостаточно близкой формы свариваемых поверхностей
5.14.1
5.14.2
да^
Вызван:
5.14.3
5CGAC
- неправильной геометрией вогнутой части;
- неоптимальной конструкцией позиционера
Не допускается
Внутренние дефекты соединений труб и седловых отводов
5CGAC
- недостаточно близкой формой поверхностей в осевом направлении;
- неоптимальной конструкцией позиционера
Не допускается
х
5ССАС

-дефектом формы в радиальном направлении;
- неоптимальной конструкцией позиционера
Не допускается
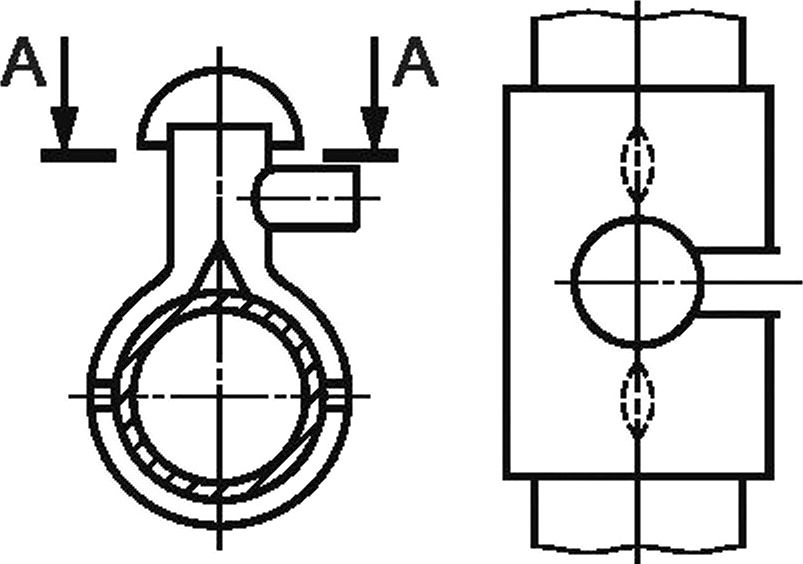
5.14.4 Непровар в месте сверления
А-А
12
4СААА
- отсутствием или неправильным расположением зажимного инструмента;
- неправильным использованием зажимного приспособления седлового отвода;
- врезкой перед сваркой;
- врезкой до окончания времени охлаждения;
- формированием локального или протяженного канала или каверны;
- неоптимальной конструкцией позиционера
Не допускается
Окончание таблицы 5
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | ||
I II | |||||
5.15 Непровар из-за искривления трубы | 4САВС | Локальная или протяженная неполная сварка с расхождением свариваемых поверхностей или без него, вызванная, например: - неравномерным приложением давления; - использованием одностороннего зажима; - неправильной геометрией наружной поверхности трубы | Не допускается | ||
Er | |||||
Таблица 6 — Дефекты сварных соединений, выполненных сваркой нагретым газом
Наименование
Обозначение
Описание
Оценка |
I II |
Наружные дефекты сварных швов eV-образной разделкой кромок
6.1 Трещины | 1АААА | Отдельные трещины или группы трещин с ответвлениями и без них, расположенные вдоль или поперек шва; могут находиться в: - шве; - основном материале; - нагреваемой зоне | Не допускается | ||||
6.2 Надрез в выпуклости сварн( о л АС | ЭГО ШЕ | >а | 4QBAJ | Глубокие впадины между присадочными валиками, вызванные, например: - дефектами присадочного прутка; - плохой укладкой присадочного прутка; - нарушение технологии сварки | Не допускается | Допускается, если дно надреза не ниже поверхности свариваемых деталей | |
<0 | |||||||
6.3 Подрез | 4ЕААА | Впадины в основном материале вдоль шва, вызванные, например: - действием края сопла; - обработкой шва; - неудовлетворительным состоянием края зоны сварки; - подготовка сварного шва; - некорректная сварка краевой зоны; - неподходящая сварочная насадка | Не допускается | Допускаются отдельные подрезы при отсутствии острых кромок и AS<0,1S, но не более 1 мм | |||
W | |||||||
13
ГОСТ Р 54792—2024
Продолжение таблицы 6 | |||||||
Наименование | Обозначение | Описание | Оценка | ||||
I | II | ||||||
6.4 Непровар корня шва | 4CAAG | Впадина, вызванная неполным заполнением корня шва, например из-за: - малого угла скоса кромки; - несоответствующего зазора у основания; - толстого присадочного прутка; - слабого сварочного усилия; - недостаточного предварительного нагрева | Не допускается | ||||
со | шиш | ||||||
6.5 Несплавление корневой зоны шва | 6FAAF | Несоответствующая подготовка кромок | Не допускается | ||||
со | < | ||||||
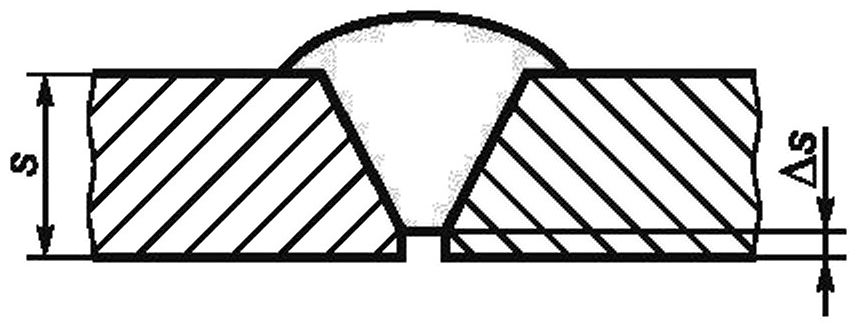
6.6 Высокий корень шва | 4DAAG | Слишком большой зазор у корня шва из-за несоответ-ствия присадочного прутка | Допускается, если | ||||
AS<0,15S но не более 2 мм | AS< 0.2S, но не более 3 мм | ||||||
и | Ж» | 9 | |||||
6.7 Высокий шов | 6ВААА | Неправильное число прутков или неправильная подготовка кромок или чрезмерное количество слоев | Допускается, если | ||||
0,1S< AS< <0,4S | 0,05S< AS< <0,5S | ||||||
09 | |||||||
6.8 Незаполненная разделка кромок | 6FAAA | Недостаточное заполнение шва | Не допускается | ||||
6.9 Линейное смещение | 5EIAA | Нескомпенсированная разность толщин стенок или сме-щение равных по толщине стенок из-за: - различные толщины стенок не были выровнены; - неравномерная толщина стенок; - неправильная фиксация соединяемых элементов | Допускается, если | ||||
ed < 0,1 S е2 < 0,1 S | е1 <0,15 S е2 < 0,15 S | ||||||
«0 | ЖЖ.- | ||||||
ф | |||||||
14
Продолжение таблицы 6
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | |||||||||
I | II | |||||||||||
6.10 Угловое смещение | 5EJAA | Отклонение от заданного угла между двумя сваривав-мыми деталями из-за: - недостаточного времени охлаждения в зафиксированном положении; - чрезмерного угла разделки кромок | Допускается, если | |||||||||
L 300 J | ф | е < 3 мм | е < 5 мм | |||||||||
Г*—' ” | ||||||||||||
6.11 Пересечение сварных швов | 7ТААА | Отсутствие смещения между пересекающимися швами | Не допускается | |||||||||
lllltllllll | lltlllltll | |||||||||||
6.12 Пере | крещиваю а | щиеся сварные швы | 7ТААВ | Смещение между пересекающимися швами | Допускается при а>ЗЬ, но не менее 50 мм | |||||||
Г : шшиг | - | шин | ИШНП | |||||||||
ь г | ||||||||||||
6.13 Неровная пое | зерхность | 5НААА | Волнистость, распространяющаяся вертикально относительно шва при заключительном проходе, вызванная, например, неравномерным сварочным усилием или скорости сварки | Не допускается | Допускается местами | |||||||
6.14 Грубая поверхность | 5HAAF | Мелкие открытые поры, полосы или утолщения и т. п., например из-за: - загрязненности присадочного прутка; - слишком высокой температуры нагрева | Не допускается | Допускается местами | ||||||||
6.15 Дефект при н сварки | ачале и/ил | и окончании | 7GAAA | Неполная проварка в поперечном сечении или высокий шов при пуске или окончании сварки | Не допускается | Допускаются при отсутствии резких переходов высоты и ширины шва | ||||||
15
ГОСТ Р 54792—2024
Продолжение таблицы 6
Наименование | Обозначение | Описание | Оценка | |||||||||
1 | II | |||||||||||
6.16 Термическое повреждение | 7ВААА | Изменение цвета, формирование утолщений, сильный блеск, поры на поверхности и т. п. | Не допускается | Допускаются единичные случаи | ||||||||
Наружные дефекты поверхности угловых сварных швов | ||||||||||||
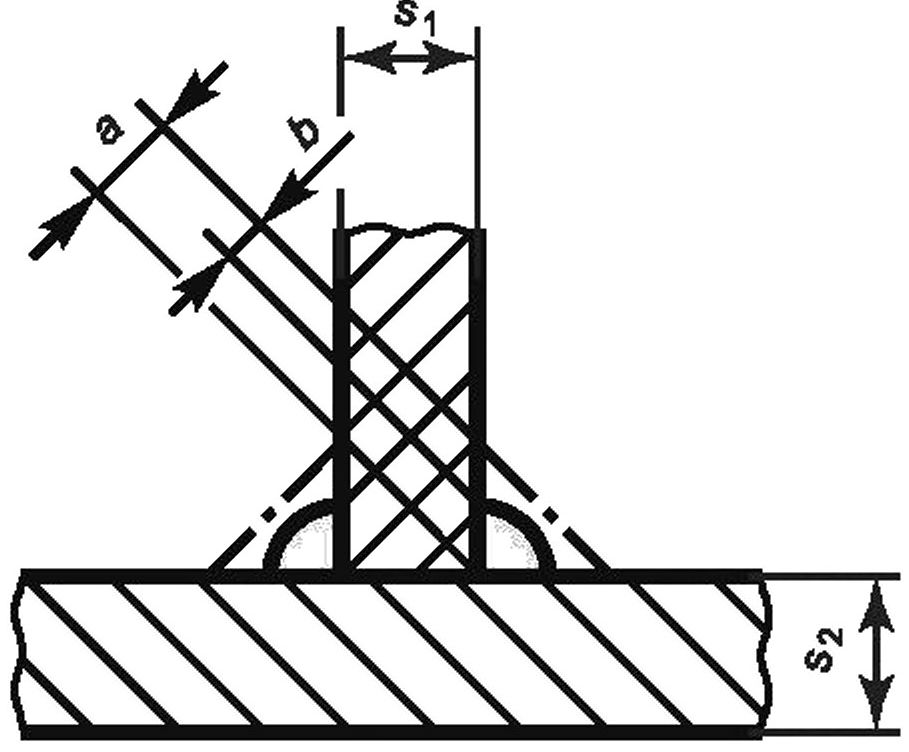
6.17 Превышение толщины углового шва | 6СААВ | Толщина углового шва а > 0,75^ S2 > S1 | Допускается, если | |||||||||
$1 ■ | b<0,2 S1 | б <0,15 S1 | ||||||||||
к | ||||||||||||
6.18 Занижен! | ie тог Si | тщины углового шва | 6GAAB | Толщина углового шва а < OJSp S2 > S1 например из-за: - недостатка или усадки расплава; - несоответствующей формы присадочного прутка | Не допускается | Допускается, если 5<0,15а | ||||||
k\\\W | «0 | |||||||||||
6.19 Неравног | иерный Si | шов | 6НААА | Геометрия шва не соответствует стандарту. Толщина углового шва а = 0,7 S1f S2 > S1 | Не допускается | Допускается, если Z<0,15a | ||||||
Z | N | |||||||||||
1 | ||||||||||||
> « со | к f | |||||||||||
16
Окончание таблицы 6
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | |||||||||
I | II | |||||||||||
6.20 Увеличенный/уменьшенный размер | 7AAKG | Может быть вызвано из-за: - несоответствующей сварочной насадки; - нарушения режима сварки; - несоответствия присадочного материала | Допускается, если | |||||||||
основе f= 0,5, b' | ни 3l | я ceaf и S1 < | зного шва при условии: 30 мм | 6<0,1S1 | В <0,15 S1 | |||||||
CM <0 | ||||||||||||
ft | Л1» | |||||||||||
Внутренние дефекты сварных швов с V-образной разделкой кромок и угловых швов | ||||||||||||
6.21 Поры и включения инородных тег | ЗАААА | Изолированные, дисперсные или локально сконцентрированные поры или включения, например из-за: - испарения во время сварки (вода, растворитель); - загрязнения нагревательного инструмента; - загрязненные соединяемые поверхности; - включения посторонних веществ | Допускаются, одиночные полости и включения размером | |||||||||
V | /\ ГТ?\ X X X X ч— | AS<0,05S | AS<0,1S | |||||||||
ж | ||||||||||||
6.22 Непровар | 4ВААА | В материале шва, вызванный, например: - слишком низкой температурой сварки; - слишком высокой скоростью сварки; - загрязненностью свариваемых поверхностей | Не допускается | |||||||||
W | ||||||||||||
6.23 Отсутствие подготовки поверхности основных материалов | 7AAAF | Нет видимой механической обработки, выходящей за пределы сварного шва | Допускается при положительных результатах механических испытаний | |||||||||
17
ГОСТ Р 54792—2024
Таблица 7 — Дефекты сварных соединений, выполненных экструзионной сваркой
Наименование | Обозначение | Описание | Оценка | |
I | II | |||
Наружные дефекты V-образных и двойных V-образных швов
7.1 Трещины

7.2 Внешние канавки на сварном шве
о Л
СО
7.3 Подрез
7.4 Несоответствующая ширина сварного шва
ЛЬ,
ь
со
7.5 Неполное проплавление
7.6 Несплавление корневой зоны шва
со
18
1АААА
2АААВ
4ЕААА
5GAEF
4ЕААА
4CAAG
Отдельные трещины или группы трещин с ответвлениями и без них, распространяющиеся вдоль или поперек шва; могут находиться в: - шве;
- основном материале;
- нагреваемой зоне
Протяженная или локальная лыска в продольном направлении относительно шва, вызванная, например:
-дефектом сварочной насадки;
- ошибочным управлением аппаратом
В основном материале вдоль шва, вызванные, например: - действием краев сварочной насадки;
- плохой обработкой зоны кромок;
- неправильная или неподходящая сварочная насадка
Неправильное наложение расплава на свариваемые кромки на одной или обеих сторонах шва возникшее из-за:
- неисправная сварочная насадка;
- неправильный размер сварочной насадки;
- чрезмерная линейная скорость сварки
Впадина, вызванная неправильным заполнением корня шва, например из-за:
- загиба и непровара соединяемых поверхностей;
- слишком малого раскрытия кромок;
- слабого сварочного усилия;
- проседания корня за счет усадки материала;
- неправильная геометрия сварочной насадки;
- чрезмерная линейная скорость сварки
Неправильная подготовка кромок
Не допускается
Не допускается
Допускаются отдельные подрезы при отсутствии острых кромок
AS<0,1S, но не более 1 мм | AS<0,1S, но не более 2 мм |
Допускается, если | |
Ab>0,2S, | Ab>0,1S, |
но не ме- | но не ме- |
нее 3 мм | нее 2 мм |
Не допускается
Не допускается
Продолжение таблицы 7
Наименование
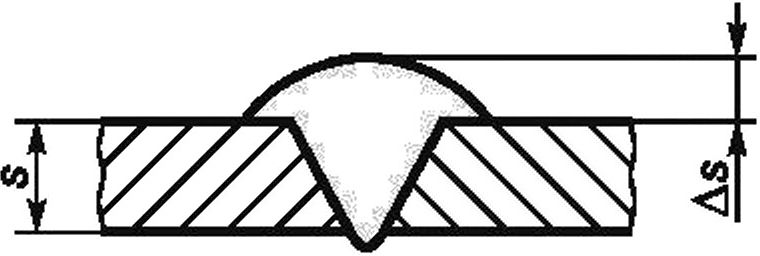
7.7 Высокий корень шва

7.8 Высокий шов
7.10 Незаполненная разделка кромок
7.11 Усадочная раковина в шве
7.12 Линейное смещение
ГОСТ Р 54792—2024
Обозначение | Описание | Оценка | |
I | II | ||
4DAAG | Вызван, например: - слишком большим расхождени-ем кромок; - слишком большим зазором в корневой зоне; - значительным сварочным усилием; - неправильные параметры сварки (линейная скорость сварки, температура, усилие) | Допускается только для РР и РЕ, если | |
0,1 S < AS < < 0,4 S | 0,05S< < AS<0,5S | ||
6ВААА | Вызван, например: - несоответствующей формой сварочной насадки; - слабым сварочным усилием; - слишком низкой линейной скоростью сварки | Допускается, если | |
0,1 S < AS < < 0,4 S, но не более 6 мм | 0,05S<AS< < 0,5 S, но не более 8 мм | ||
5DAAA
6FAAA
5NAAB
5ЕКАА
Растекание расплава на одной или обеих сторонах шва. В местах растекшегося расплава как правило отсутствует сплавление с основным материалом. Дефект вызван, например:
- неправильный или неподходящая сварочная насадка;
- несоответствием скорости подачи расплава и линейной скорости сварки
Шов в поперечном сечении не получен, например из-за:
- усадки присадочного материала;
- несоответствующей формы сварочной насадки;
- слишком высокой скорости сварки
Усадочное явление при охлаждении расплава на наружной поверхности шва ниже поверхности основных материалов
Нескомпенсированная разница толщин стенок и смещение при равных толщинах
- различные толщины стенок не были выровнены;
- неравномерная толщина стенок;
- неправильное закрепление соединяемых элементов
Не допускается
Допускается местами, но
АЬ < 5 мм
Не допускается
Не допускается
Допускается, если
е1 < 0,1 S е2 < 0,1 S | е1 < 0,2 S е2 < 0,2 S |
19
ГОСТ Р 54792—2024
Продолжение таблицы 7
Наименование | Обозначение | Описание | Оценка | |||||||
1 | II | |||||||||
7.13 Угловое смещение | 5EJAA | Отклонение от заданного угла между двумя свариваемыми де-талями из-за: - недостаточного времени охлаждения в зафиксированном положении; - чрезмерный угол разделки кромок | Допускается, если | |||||||
е < 3 мм | е < 5 мм | |||||||||
1 300 Д | ||||||||||
7.14 Перес | ечение сва = ~ > | рных швов | 7ТААА | Отсутствие смещения между пересекающимися швами | Не допускается | |||||
IKIluuil: | :ШШ1Ш | |||||||||
2 | ||||||||||
7.15 Перек | рещиваю а | щиеся сварные швы | 7ТВАА | Смещение между пересекающимися швами | Допускается при а > 35, но не менее 50 мм | |||||
пиши | ШИШ | НИШИ | ||||||||
7.16 Чрезмерная асимметрия сварного шва | 6НААА | Перемещение сварочной насадки не по центру шва | Не допускается | Допускаются местами при отсутствии других дефектов | ||||||
7.17 Неравномерная ширина сварного шва | 5GAEF | Вызвана, например: - неравномерным приложением сварочного усилия; - неравномерностью скорости сварки | Допускается отдельными участками | Допускается | ||||||
7.18 Неров | ная поверхность во | 5НААА | Волнистость, распространяющаяся вертикально относительно шва при проходе, вызванная, например, неравномерным сварочным усилием или скорости сварки | Не допускается | Допускаются отдельные пятна | |||||
20
Продолжение таблицы 7
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | |
I | II | |||
7.19 Грубая поверхность | 5HAAF | Мелкие открытые поры, полосы или утолщения и т. п., например из-за: - загрязненности присадочного прутка; - слишком высокой температуры нагрева | Не допускается | Допускается местами |
7.20 Дефект при начале и/или окончании сварки | 7GAAA | Не полностью проваренный или высокий шов в поперечном сечении в начале или конце сварки | Не допускается | Допускаются при отсутствии резких переходов высоты и ширины шва. |
7.21 Термическое повреждение | 7ВААА | Изменение цвета, формирование утолщений, сильный блеск и т. п. | Не допускается | |
Внешние дефекты угловых швов
7.22 Превышение толщины углового шва
«1
6СААВ
Превышение толщины углового шва а > 0,7S,
S2 > S1
Допускается, если
Ь<0,2а, но не более 4 мм
b < 0,4а, но не более 6 мм
sr
ЖЖ
Л см 0
7.23 Занижение толщины углового шва
6GAAB
Требуемое поперечное сечение шва не получено, например из-за:
- недостатка или усадки присадочного материала;
- несоответствующей формы сварочной насадки
Не допускается
21
ГОСТ Р 54792—2024
Продолжение таблицы 7 | |||||||||||||||
Наименование | Обозначение | Описание | Оценка | ||||||||||||
1 | II | ||||||||||||||
7.24 Неравномерный шов | 5GAEF | Геометрия шва не соответствует стандарту. Толщина углового шва а = 0,78^ S2 > S1 | Допускается если | ||||||||||||
Ь>а и ^ < 1,2а | b > 0,9а и Ь1 < 1,4а | ||||||||||||||
\z | |||||||||||||||
7.25 Увеличенный/уменьшенный мер основания сварного шва прг | раз-усло- | 6HJEG | Может вызвано из-за: - несоответствующей сварочной насадки; - нарушения режима сварки; - несоответствие присадочного материала | Допускается, если | |||||||||||
ВИИ, ЧТ( | э Г=0,5 ?1 _ | S1 и S1 < 30 мм | Ъ<0,151 | b<0,15S1 | |||||||||||
b | |||||||||||||||
CM <0 | |||||||||||||||
<% | |||||||||||||||
bt | |||||||||||||||
co | |||||||||||||||
tb | |||||||||||||||
22
Окончание таблицы 7
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | ||
1 | II | ||||
Внутренние дефекты V-образных, двойных V-образных и угловых швов | |||||
7.26 Поры и включения инородных тег | 2 ВАЛА | Отдельные, многочисленные дисперсные или локально сконцентрированные поры или включения, например из-за: - несоответствующего присадочного материала; - загрязнения присадочного материала; - испарения во время сварки (вода) | Допускаются одиночные поры, если AS<0,1S и включения, наибольший размер которых AS < <0,05S | Допускаются одиночные и групповые ключения, наибольший размер которых AS<0,15S и включения, наибольший размер которых AS < 0,1 S соответственно | |
”18%жЖ^^ | |||||
7.27 Непровар | 4 ВАЛА | Вызван, например: - загрязнением свариваемых поверхностей; - слишком слабым сварочным усилием; - несоответствующим нагревом | Не допускается | ||
7.28 Отсутствие подготовки поверхности основных материалов | 7AAEJ | Нет видимой механической обработки, выходящей за пределы сварного шва | Допускается при положительных результатах механических испытаний | ||
Таблица 8 — Дефекты сварных соединений, выполненных сваркой растворителем
Наименование | Обозначение | Описание | Оценка |
I II | |||
Наружные и внутренние дефекты | |||
8.1 Трещины | 1АААА | Трещины в соединении, вызванные воздействием внутренних напряжений из-за несоблюдения режима или усадочных явлениях при полимеризации и/или миграции композиции на основе растворителя | Не допускается |
23
ГОСТ Р 54792—2024
Продолжение таблицы 8
Наименование
8.2 Чрезмерная глубина введения трубы в раструб
Обозначение | Описание | Оце I | нка II |
4RAAA | Труба введена дальше центрального упора фитин га/отмет-ки глубины вставки | Не допускается | |
8.3 Недостаточная глубина введения трубы в раструб
4СААА
Недостаточная глубина введения трубы (труб) в фитинг, в т. ч. выталкивание трубы из-за не соблюдения времени высыхания соединения перед вводом в эксплуатацию
Допускается, если а<0,1Ь
8.4 Угловое смещение
5EJAA
е
Отклонение от заданного угла между трубой и фитингом
Допускается, если
е < 1 мм | е < 2 мм |
8.5 Избыточный материал растворителя в соединении
6ВААА
Параметры соединения за пределами допусков
Не допускается
24
Продолжение таблицы 8
Наименование
Обозначение
Описание
ГОСТ Р 54792—2024
Оценка
II
8.6 Неполное соединение поверхностей
6FAAA
Частичное или полное отсутствие связующего состава, в т. ч. с образованием локального, плоского, осевого или радиального окружного канала из-за:
- некачественного состава растворителя;
- нанесения состава растворителя не по всей соединяемой поверхности;
- нанесения состава растворителя слишком тонким слоем;
-дефектов на поверхности соединяемых элементов или их неправильной формы;
- недопустимого отклонения в размерах;
- овальности соединяемых элементов
Не допускается
8.7 Глубина вставки
4СААА
Глубина вставки не указана или указана неправильно
Если отметка глубины вставки отсутствует, необходимо проверить полную вставку трубы в соответствии с 8.3 настоящего стандарта
8.8 Отсутствуют следы подготовки трубы
9СААЕ

Отсутствуют видимые следы подготовки трубы, которые должны выходить за пределы соединения
Не допускается
9СААА
Местные повреждения, вызванные воздействием инструмента при подготовительных работах
Допускается глубиной AS<0,1S
25
ГОСТ Р 54792—2024
Продолжение таблицы 8
Наименование | Обозна- | Описание | Оценка | |||
чение | I II | |||||
8.10 Уменьшение толщины стенки трубы (подрез) р41ж»Ы | 4EAAF | Углубление в стенке трубы по границе соединения | Не допускается | |||
8.1' | < | Поверхностные поры | Г: | 2МААА | Множественные поры на поверхности сварного соединения с торца фитинга | Не допускается |
Внутренние дефекты
8.12 Газовая полость
zzzzzzzzzzzzzzzzzi
ГЛИИИИИИИИИ91
8.13 Инородное включение
l?WM№MN№M№'
^ииииииииию
8.14 Отсутствие фаски
* I -♦^♦^♦^♦^♦Т^Т^Т^’^’^’^’^’^ТЛТ^’^’^’^’^’^’^Т^Т^* |
8.15 Отсутствует удаление заусенцев
26
2ВААА
ЗАААА
9САВЕ
9СЕВЕ
Полость, образованная выделением газа(ов)
Одиночное или множественные включения инородного материала в соединении
Отсутствие фаски на торце трубы или ее несоответствие требованиям
С концов труб не были сняты заусенцы
Допускаются одиночные полости диаметром
не более 5 % длины введения
не более 10 % длины введения
Не допускается
Не допускается
Не допускается
Окончание таблицы 8
ГОСТ Р 54792—2024
Наименование | Обозначение | Описание | Оценка | |
1 II | ||||
8.16 Косой рез труб | ы | 9ССВН | Конец трубы отрезан не под прямым углом (может привести к дополнительным неисправностям, например, неправильному снятию фаски) | Не допускается |
, а | ||||
27
ГОСТ Р 54792—2024
Библиография
[1] Федеральный закон от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений»
УДК 621.791:006.354
ОКС 25.160.40
Ключевые слова: дефекты, сварные соединения термопластов, описание и оценка
Технический редактор И.Е. Черепкова
Корректор Р.А. Ментова Компьютерная верстка Л.А. Круговой
Сдано в набор 24.10.2024. Подписано в печать 01.11.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 3,72. Уч.-изд. л. 3,16.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}