ГОСТ Р ИСО 5817-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка
СВАРНЫЕ СОЕДИНЕНИЯ ИЗ СТАЛИ, НИКЕЛЯ, ТИТАНА И ИХ СПЛАВОВ, ПОЛУЧЕННЫЕ СВАРКОЙ ПЛАВЛЕНИЕМ (ИСКЛЮЧАЯ ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ)
Уровни качества
Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels
ОКС 25.160.10, 25.160.40
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 июня 2021 г. N 549-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 5817:2014* "Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества по дефектам" (ISO 5817:2014 "Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 10 "Управление качеством в области сварки".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов Российской Федерации.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 5817-2009
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт рекомендуется применять при разработке стандартов на продукцию. Стандарт содержит упрощенную выборку дефектов сварки плавлением на основе обозначений, приведенных в ИСО 6520-1.
Некоторые виды дефектов, описанных в ИСО 6520-1, использованы напрямую, другие сгруппированы.
Целью стандарта является определение размеров типичных дефектов, которые могут возникать при обычном производстве. Настоящий стандарт рекомендуется использовать в рамках системы качества при выполнении сварных соединений. Стандарт устанавливает три комплекса значений размеров, по которым можно сделать выбор для конкретной задачи. Уровень качества, необходимый в каждом отдельном случае, рекомендуется определять по стандарту на продукцию или совместно ответственным проектировщиком и производителем, потребителем и/или другими заинтересованными сторонами. Уровень качества определяют до начала производства, предпочтительно на стадии запроса или заказа. Для конкретных задач могут быть установлены дополнительные требования.
Уровни качества, приведенные в настоящем стандарте, обеспечивают основные справочные данные, а не относятся конкретно к какой-либо задаче. Эти уровни относятся к типам сварных соединений в процессе производства, а не к самому готовому изделию или узлу. Поэтому к отдельным сварным соединениям одного и того же изделия или узла могут применяться различные уровни качества.
Естественно предполагать, что для конкретного сварного соединения пределы размеров всех дефектов можно охватить путем задания одного уровня качества. В некоторых случаях может потребоваться установление различных уровней качества в отношении различных дефектов в одном и том же сварном соединении.
При выборе уровня качества следует учитывать аспекты проектирования, последующую обработку (например, обработку поверхности), режим нагрузок (например, статический, динамический), условия эксплуатации (например, температуру, условия окружающей среды) и последствия аварий. Экономические факторы также играют важную роль и рекомендуется учитывать не только стоимость сварки, но и стоимость контроля, испытаний и ремонта.
Хотя настоящий стандарт включает типы дефектов, относящихся к процессам сварки плавлением, приведенным в разделе 1, необходимо рассматривать только те из них, которые применимы к рассматриваемому процессу и последующему применению продукции.
Дефекты приводятся согласно их фактическим размерам, и их обнаружение и оценка могут потребовать применения одного или нескольких методов неразрушающего контроля. Обнаружение и определение размеров дефекта зависит от методов контроля и объема испытаний, установленных стандартом на применение продукции или договором. В настоящем стандарте не рассматриваются методы, используемые для обнаружения дефектов. Однако ИСО 17635 устанавливает взаимосвязь между уровнем качества и уровнем приемки для различных методов неразрушающего контроля.
Настоящий стандарт применим к визуальному контролю сварных швов и не содержит подробностей о рекомендуемых методах обнаружения и определения размеров неразрушающими методами. Рекомендуется учитывать возникновение определенных трудностей при использовании пределов для установления соответствующих критериев, применяемых к методам неразрушающего контроля, таким как ультразвуковой, радиационный контроль, дефектоскопия вихретоковым методом, проникающими веществами, магнитопорошковая дефектоскопия. Может потребоваться введение дополнительных требований к контролю, исследованиям и измерениям.
Значения, приведенные для дефектов, касаются сварных швов, получаемых с помощью установившейся практики сварки. Требования к меньшим (более строгим) значениям, как, например, для уровня качества В, могут включать дополнительные технологические процессы, например шлифовку, обработку TIG.
В приложении С представлены требования к сварным швам сталей, подверженным усталости.
1 Область применения
Настоящий стандарт устанавливает, в зависимости от дефектов, уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку), для всех видов сталей, никеля, титана и их сплавов. Он применяется для материалов толщиной 0,5 мм и более. Стандарт распространяется на стыковые сварные швы с полным проплавлением и на все виды угловых швов. Его положения также применимы к стыковым швам с частичным проплавлением.
Уровни качества для стальных сварных соединений, полученных лучевыми способами сварки, изложены в ИСО 13919-1.
Для широкого применения стандарта в сварочном производстве установлены три уровня качества. Они обозначены буквами B, C и D. Уровень качества B соответствует самым высоким требованиям к готовому сварному шву.
Рассматривается несколько видов нагрузок, например статическая, тепловая, коррозионная, нагрузка от давления. Дополнительные указания по усталостным нагрузкам приведены в приложении C.
Уровни качества относятся к производству и к качеству изготовления.
Настоящий стандарт применяется:
a) к нелегированным и легированным сталям;
b) к никелю и никелевым сплавам;
c) к титану и титановым сплавам;
d) к ручной, механизированной и автоматической сварке;
e) ко всем положениям при сварке;
f) ко всем типам сварных швов, например стыковым, угловым, и соединениям патрубков;
g) к процессам сварки и их вариантам согласно ИСО 4063:
- 11 - сварка дуговая плавящимся электродом без защитного газа,
- 12 - сварка дуговая под флюсом,
- 13 - сварка дуговая плавящимся электродом в защитном газе,
- 14 - сварка дуговая неплавящимся вольфрамовым электродом в защитном газе,
- 15 - сварка дуговая плазменная,
- 31 - сварка газокислородная (только для сталей).
Металлургические стороны, например величина зерна, твердость, в настоящем стандарте не рассматриваются.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта. Для недатированных - последнее издание (включая все изменения).
ISO 6520-1:2007, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding. (Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 1. Сварка плавлением)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 уровень качества (quality level): Описание качества сварного шва на основе типа, размера и количества конкретных дефектов.
3.2 соответствие назначению (fitness-for-purpose): Способность изделия, процесса или услуги соответствовать определенному назначению при заданных условиях.
3.3 короткие дефекты (short imperfections): Дефекты, общая длина которых не более 25 мм на 100-миллиметровом участке, содержащем наибольшее количество дефектов, при условии, что сварной шов имеет длину 100 мм и более.
3.4 короткие дефекты (short imperfections): Дефекты, общая длина которых не более 25% длины сварного шва при условии, что сварной шов длиной менее 100 мм.
3.5 систематические дефекты (systematic imperfections): Дефекты, которые многократно распределены по длине контролируемого сварного шва, причем размер одиночного дефекта находится в определенных пределах.
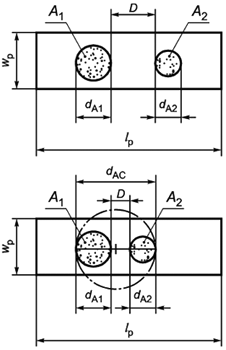
3.6 площадь проекции (projected area): Площадь, на которой дефекты, распределенные по объему сварного шва, отображаются в двух измерениях.
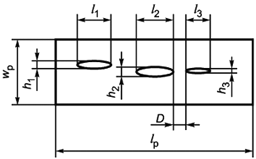
Примечание 1 - В отличие от площади поперечного сечения распространенность дефектов на площади проекции зависит от толщины сварного шва, подвергнутого радиографии (см. рисунок 1).
3.7 площадь поперечного сечения (cross-sectional area): Площадь, которая будет рассмотрена после разрушения или разреза.
3.8 плавный переход сварного шва (smooth weld transition): Ровная поверхность без резкого перехода между валиком сварного шва и исходным материалом.
3.9 класс усталости (FATx) (fatigue class): Классификационная ссылка на кривую S-N, где x - диапазон напряжений в МПа при 2·10 циклов.
Примечание 1 - Усталостные свойства описываются кривой S-N (кривая напряжение - число циклов).
Примечание 2 - См. приложение С.
|
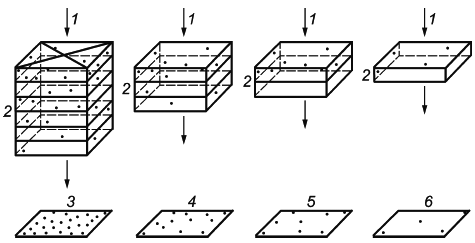
1 - направление рентгеновского излучения; 2 - элемент объема с четырьмя порами; 3 - шестислойная толщина; 4 - трехслойная толщина; 5 - двухслойная толщина; 6 - однослойная толщина
Рисунок 1 - Радиографические снимки образцов с идентичной распространенностью пор на единицу объема
4 Условные обозначения
В таблицах 1 и С.1 применены следующие условные обозначения:
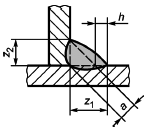
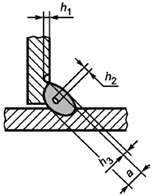
a - номинальная толщина углового шва (см. ИСО 2553);
A - область, окружающая газовую пору;
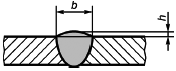
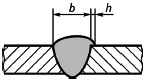
b - ширина выпуклости сварного шва;
d - диаметр газовой поры;
- диаметр области, окружающей газовую пору;
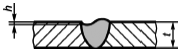
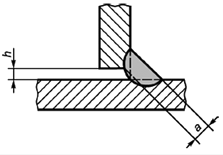
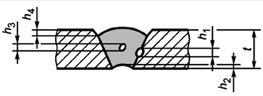
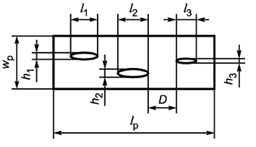
h - высота или ширина дефекта;
l - длина дефекта вдоль направления сварного шва;
lр - длина проекции или поперечного сечения;
s - номинальная толщина стыкового сварного шва (см. ИСО 2553);
t - толщина стенки или полки (номинальный размер);
- ширина сварного шва, или ширина, или высота площади поперечного сечения;
z - катет углового шва (см. ИСО 2553);
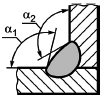
- угол в месте перехода основного металла и сварного шва;
- угол смещения;
i - проплавление углового шва;
r - радиус нижней части шва.
5 Оценка дефектов
Ограничения на дефекты приведены в таблице 1.
Если для выявления дефектов применяется исследование макроструктуры, то должны учитываться только те дефекты, которые могут быть выявлены не более чем десятикратным увеличением. Исключением являются микроскопические несплавления (см. таблицу 1, 1.5) и микротрещины (см. таблицу 1, 2.2).
Систематические дефекты допускаются только для уровня качества D при условии выполнения прочих требований таблицы 1.
Сварное соединение следует оценивать отдельно по каждому виду дефектов (см. таблицу 1, 1.1-3.2).
В случае наличия дефектов различного вида в каком-либо поперечном сечении сварного соединения требуется отдельное рассмотрение (см. многочисленные дефекты в таблице 1, 4.1).
Ограничения на многочисленные дефекты применимы только в тех случаях, когда требования к одиночным дефектам не превышены.
Любые два соседних дефекта, расположенных на расстоянии менее чем больший размер меньшего дефекта, рассматриваются как одиночный дефект.
Таблица 1 - Ограничения на дефекты
N | Обозна- | Вид дефекта | Примечания | t, мм | Ограничения по дефектам для уровней качества | ||
D | С | В | |||||
1 Поверхностные дефекты | |||||||
1.1 | 100 | Трещина |
| Не допускаются | Не допускаются | Не допускаются | |
1.2 | 104 | Кратерная трещина |
| Не допускаются | Не допускаются | Не допускаются | |
1.3 | 2017 | Поверхностная пора | Максимальный размер одиночной поры: | 0,5-3 | Не допускаются | Не допускаются | |
- для стыковых швов; | d | ||||||
- угловых швов | d | ||||||
Максимальный размер одиночной поры: | >3 | Не допускаются | |||||
- для стыковых швов; | d | d | |||||
- угловых швов | d | d | |||||
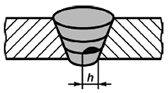
1.4 | 2025 | Незаваренный |
| 0,5-3 | h | Не допускаются | Не допускаются |
>3 | h | h | Не допускаются | ||||
1.5 | 401 | Несплавление | - |
| Не допускаются | Не допускаются | Не допускаются |
Микроскопическое несплавление | Определяется только при микроскопическом исследовании |
| Допускаются | Допускаются | Не допускаются | ||
1.6 | 4021 | Непровар в корне сварного шва | Только для одной стороны стыкового сварного шва
|
| Короткие дефекты: h | Не допускаются | Не допускаются |
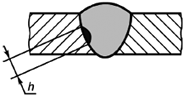
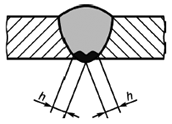
1.7 | 5011 | Непрерывный подрез | Требуется плавный переход. | 0,5-3 | Короткие дефекты: | Короткие дефекты: | Не допускаются |
5012 | Прерывистый подрез |
| >3 | h | h | h | |
1.8 | 5013 | Усадка в корне шва | Требуется плавный переход | 0,5-3 | Короткие дефекты: | Короткие дефекты: | Не допускаются |
| >3 | Короткие дефекты: | Короткие дефекты: | Короткие дефекты: | |||
1.9 | 502 | Превышение выпуклости (стыковой шов) | Требуется плавный переход
|
| h | h | h |
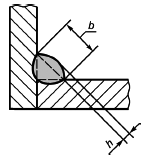
1.10 | 503 | Превышение выпуклости (угловой шов) |
|
| h | h | h |
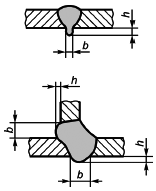
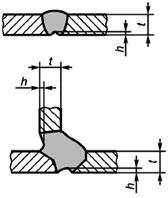
1.11 | 504 | Превышение проплава |
| 0,5-3 | h | h | h |
>3 | h | h | h | ||||
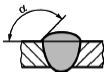
1.12 | 505 | Неправильный профиль сварного шва | Стыковые швы
|
|
|
|
|
Угловые швы
|
|
|
|
| |||
1.13 | 506 | Натек |
|
| h | Не допускаются | Не допускаются |
1.14 | 509 | Протек | Требуется плавный переход
| 0,5-3 | Короткие дефекты: | Короткие дефекты: | Не допускаются |
511 | Незаполненная разделка кромок | >3 | Короткие | Короткие | Короткие | ||
1.15 | 510 | Прожог | - |
| Не допускаются | Не допускаются | Не допускаются |
1.16 | 512 | Асимметрия углового шва (существенное неравенство катетов шва) | Для случаев, когда асимметрия углового шва не оговорена
|
| h | h | h |
1.17 | 515 | Вогнутость корня шва | Требуется плавный переход
| 0,5-3 | h | Короткие дефекты: | Не допускаются |
>3 | Короткие дефекты: | Короткие дефекты: | Короткие дефекты: | ||||
1.18 | 516 | Корневая пористость | Пористая структура в корне сварного шва из-за выделения газа из металла шва в момент кристаллизации (например, недостаточная газовая защита нижней части шва) |
| Допускаются локально | Не допускаются | Не допускаются |
1.19 | 517 | Плохое повторное возбуждение дуги | - |
| Допускаются. Ограничения зависят от типа дефекта, возникшего из-за плохого повторного возбуждения дуги | Не допускаются | Не допускаются |
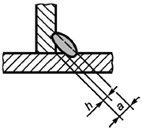
1.20 | 5213 | Занижение толщины углового шва | Не применимо к процессам, обеспечивающим большую глубину проплавления | 0,5-3 | Короткие дефекты: | Короткие дефекты: | Не допускаются |
| >3 | Короткие дефекты: | Короткие дефекты: | Не допускаются | |||
1.21 | 5214 | Превышение толщины углового шва | Фактическая толщина углового шва слишком велика
|
| Допускаются | h | h |
1.22 | 601 | Ожог дугой | - |
| Допускаются, если это не влияет на свойства основного металла | Не допускаются | Не допускаются |
1.23 | 602 | Брызги металла | - |
| Допустимость зависит от применения, например материал, защита от коррозии | Допустимость зависит от применения, например материал, защита от коррозии | Допустимость зависит от применения, например материал, защита от коррозии |
1.24 | 610 | Цвета побежалости (видимая оксидная пленка) | - |
| Допустимость зависит от применения, например материал, защита от коррозии | Допустимость зависит от применения, например материал, защита от коррозии | Допустимость зависит от применения, например материал, защита от коррозии |
2 Внутренние дефекты | |||||||
2.1 | 100 | Трещина | Все типы трещин, кроме микротрещин и кратерных трещин |
| Не допускаются | Не допускаются | Не допускаются |
2.2 | 1001 | Микротрещина | Трещина, как правило, видимая только под микроскопом (50х) |
| Допускаются | Допустимость зависит от вида основного металла и его стойкости к образованию трещин | Допустимость зависит от вида основного металла и его стойкости к образованию трещин |
2.3 | 2011 | Газовая пора | Должны выполняться следующие условия и ограничения для дефектов (см. приложение A для информации): | ||||
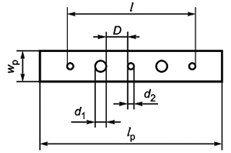
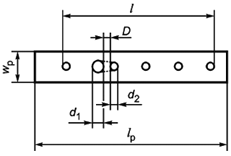
2012 | Равномерная пористость | a1) Максимальный размер дефектной области (в том числе систематических дефектов) по отношению к площади проекции. |
| Для одного слоя | Для одного слоя | Для одного слоя | |
a2) Максимальный размер площади поперечного сечения дефектной области (в том числе систематических дефектов) по отношению к площади излома (применимо только для испытательных образцов: при испытаниях продукции, аттестационных испытаниях сварщика или аттестации процедуры сварки) |
|
|
|
| |||
b) Максимальный размер одиночной поры: |
| d | d | d<0,2s, но не более 3 мм; | |||
2.4 | 2013 | Скопление пор |
|
|
|
|
|
2.5 | 2014 | Линейная пористость | Стыковые швы |
| h | h | h |
Угловые швы Случай 1 (
Контрольная длина |
| h | h | h | |||
2.6 | 2015 | Вытянутая полость | Стыковые швы |
| h | h | h |
2016 | Свищ | Угловые швы |
| h | h | h | |
2.7 | 202 | Усадочная раковина | - |
| Короткие дефекты допускаются, но не нарушающие поверхность: | Не допускаются | Не допускаются |
2.8 | 2024 | Кратерная усадочная раковина |
| 0,5-3 | h или l | Не допускаются | Не допускаются |
Необходимо измерить большую величину h или l | >3 | h или l | |||||
2.9 | 300 | Твердое включение | Стыковые швы |
| h | h | h |
301 | Шлаковое включение | Угловые швы |
| h | h | h | |
302 | Флюсовое включение | l | l | l | |||
303 | Оксидное включение | ||||||
2.10 | 304 | Металлическое включение, кроме меди | Стыковые швы |
| h | h | h |
Угловые швы |
| h | h | h | |||
2.11 | 3042 | Включение меди | - |
| Не допускаются | Не допускаются | Не допускаются |
2.12 | 401 | Несплавление (неполное сплавление) |
|
| Короткие дефекты допускаются: | Не допускаются | Не допускаются |
4011 | Несплавление по расплавляемой поверхности | стыковые швы: | |||||
4012 | Несплавление между валиками |
| угловые швы: | ||||
4013 | Несплавление в корне сварного шва |
| h | ||||
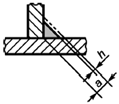
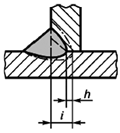
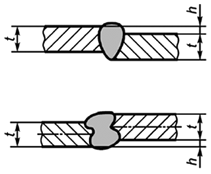
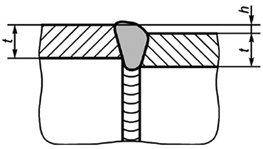
2.13 | 402 | Непровар |
Т-образное соединение (угловой шов) | >0,5 | Короткие дефекты: | Не допускаются | Не допускаются |
Т-образное соединение (частичное проплавление) |
| Короткие дефекты: | Короткие дефекты: | Не допускаются | |||
| h | h | |||||
Стыковое соединение (полное проплавление) |
| Короткие дефекты: | Не допускаются | Не допускаются | |||
3 Дефекты геометрии соединения | |||||||
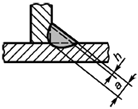
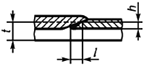
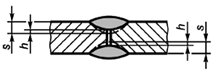
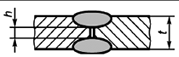
3.1 | 507 | Линейное смещение | Ограничения относятся к отклонениям от правильного положения. Если не указано иное, положение является правильным, если центральные линии совпадают (см. раздел 1). t относится к меньшей толщине | ||||
5071 | Линейное смещение листов |
| 0,5-3 | h | h | h | |
Листы и продольные сварные швы | >3 | h | h | h | |||
5072 | Линейное смещение труб |
Кольцевые сварные швы |
| h | h | h | |
3.2 | 617 | Неправильный зазор в корне | Зазор между частями, которые должны быть соединены. Зазоры, превышающие | 0,5-3 | h | h | h |
угловых швов | определенные пределы, могут быть в некоторых случаях компенсированы за счет соответствующего увеличения толщины шва
| >3 | h | h | h | ||
4 Многочисленные дефекты | |||||||
4.1 | Отсутствует | Многочисленные дефекты в любом поперечном сечении |
| 0,5-3 | He допускаются | Не допускаются | Не допускаются |
| >3 | Максимальная общая высота дефектов: | Максимальная общая высота дефектов: | Максимальная общая высота дефектов: | |||
4.2 | Отсутствует | Площадь проекции или площадь поперечного сечения в продольном направлении | Случай 1 (
|
|
|
|
|
Случай 2 (
| |||||||
Сумму площадей | |||||||

Приложение A
(справочное)
Примеры определения процента пористости
Рисунки A.1-A.9 иллюстрируют различную степень пористости. Они предназначены для помощи при оценке пористости на площадях проекций (радиографических) или на площадях поперечного сечения.
|
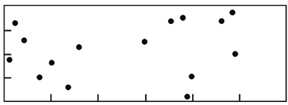
Рисунок A.1 - 1% поверхности, 15 пор, d=1 мм
|
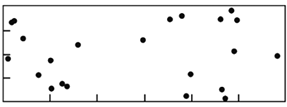
Рисунок A.2 - 1,5% поверхности, 23 поры, d=1 мм
|
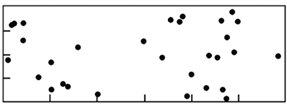
Рисунок A.3 - 2% поверхности, 30 пор, d=1 мм
|
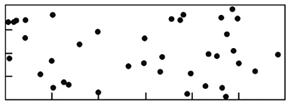
Рисунок A.4 - 2,5% поверхности, 38 пор, d=1 мм
|
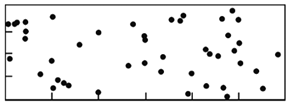
Рисунок A.5 - 3% поверхности, 45 пор, d=1 мм
|
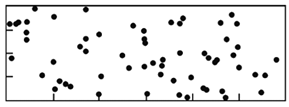
Рисунок A.6 - 4% поверхности, 61 пора, d=1 мм
|
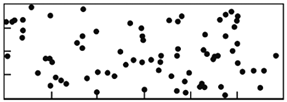
Рисунок A.7 - 5% поверхности, 76 пор, d=1 мм
|
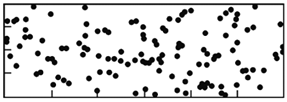
Рисунок A.8 - 8% поверхности, 122 поры, d=1 мм
|
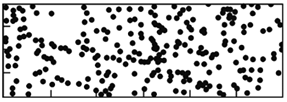
Рисунок A.9 - 16% поверхности, 244 поры, d=1 мм
Приложение B
(справочное)
Дополнительная информация и рекомендации по применению настоящего стандарта
Настоящий стандарт устанавливает требования к трем уровням качества для дефектов сварных соединений из стали, никеля, титана и их сплавов для процессов сварки плавлением (исключая лучевую сварку) для толщины сварного шва 0,5 мм и более. Он может применяться для других процессов сварки плавлением или другой толщины сварного шва.
Различные изделия производят для различного применения, но с одинаковыми требованиями. Однако одни и те же требования должны применяться к идентичным элементам, изготовленным на разных производствах, чтобы гарантировать, что работа выполняется с использованием одних и тех же критериев. Последовательное применение настоящего стандарта является одним из фундаментов системы менеджмента качества для применения в производстве сварных конструкций.
При суммировании множественных дефектов одиночные дефекты могут накладываться. В таком случае общее суммирование всех допустимых дефектов должно быть ограничено установленными значениями для различных дефектов, т.е. предельное значение одиночного дефекта не более h, например для одиночной поры, не должно быть превышено.
Настоящий стандарт может применяться вместе с каталогом иллюстраций, показывающих размеры допустимых дефектов для различных уровней качества, посредством фотографий, показывающих лицевую и корневую стороны, и/или изображений радиограмм и фотографий макроструктуры, показывающих поперечное сечение сварного шва. Пример такого каталога приведен в Справочных рентгенограммах для оценки дефектов сварного шва в соответствии с ИСО 5817, опубликованных Международным институтом сварки (IIW) и DVS Media Verlag, Дюссельдорф. Этот каталог может использоваться со справочными карточками для оценки различных дефектов, а также в том случае, когда относительно допустимого размера дефекта мнения расходятся.
Приложение C
(справочное)
Дополнительные требования к сварным швам сталей, подверженным усталости
C.1 Общие положения
В этом приложении приведены дополнительные требования к уровням качества для соответствия требованиям класса усталости (FAT - fatigue class).
Класс усталости FAT - это допустимый диапазон напряжения, связанный с двумя миллионами циклов для вероятности сохранения 95% работоспособности обеих сторон шва, рассчитанный по среднему значению на основе 75% предельно допустимых отклонений средних значений для обеих сторон шва, соответствующих Рекомендации IIW (Документ IIW IIW-1823-07). Рекомендации IIW содержат также информацию о классах усталости FAT для различных типов сварных соединений сталей (например, стыковых и угловых сварных швов).
Для сварных швов, подверженных усталостной нагрузке, таблица 1 должна быть дополнена дополнительными требованиями в соответствии с таблицей C.1 и положениями, приведенными ниже.
C.2 Уровни качества
Дополнительные требования к уровням качества C и B состоят в том, чтобы скорректировать допустимость дефектов для класса усталости FAT 63 до уровня качества С, обозначив C63, и FAT 90 для уровня качества В, обозначив В90. Уровень качества В125, представляющий уровень усталости FAT 125, представлен дополнительными требованиями к уровню В для некоторых дефектов. Уровень В125, как правило, не достижим для состояния "после сварки". Угловые швы исключены из уровня В125.
Примечание - Уровень C63 охватывает FAT 63 и ниже, уровень B90 - FAT 90 и ниже, а уровень B125 - FAT 125 и ниже.
Таблица С.1 содержит дополнительные требования к уровням C и B для сварных швов, подверженных усталостной нагрузке. Пустые ячейки в столбцах таблицы C.1 для уровней C и B означают, что применяются значения таблицы 1. В столбце для уровня В125 в таблице С.1 представлены дополнительные ограничения к требованиям уровня B. Если ограничения не представлены, требования уровня B125 соответствуют требованиям уровня В.
C.3 Плавный переход
Для плавного перехода в таблице 1 применяется радиус перехода в соответствии с 1.12 таблицы С.1.
С.4 Стыковые и угловые швы с неполным проплавлением
Для стыковых и угловых швов с неполным проплавлением условием допустимости дефектов для соответствующего уровня качества является выполнение требования по расчетной величине глубины проплавления.
Примечание 1 - Если величина глубины проплавления не достигнута, условия допустимости дефектов можно не принимать во внимание, поскольку ресурс по усталостной прочности будет определяться величиной конструктивного непровара.
Примечание 2 - Для уровней качества, применяемых к уровням классов усталости FAT, глубина проплавления оборотной стороны сварного шва (корневая сторона), которая определяется минимальными требованиями чертежа, должна определяться соответствующими методами анализа и на поздних этапах оцениваться с помощью контроля.
С.5 Обозначение
Чтобы показать, что требование к качеству включает в себя требования приложения C, обозначение уровней B и C дополнено классом усталости. Обозначение уровня D не дополняется.
Пример 1 - ИСО 5817-С63
Пример 2 - ИСО 5817-В90
Пример 3 - ИСО 5817-В125
Таблица С.1 - Дополнительные требования к таблице 1 для сварных швов сталей, подверженных усталостной нагрузке
N | Обозначение по ИСО 6520- | Вид дефекта | t, мм | Ограничения по дефектам для уровней качества | ||
1 | С63 | В90 | B125 | |||
1.5 | 401 | Микроскопическое несплавление |
| |||
1.7 | 5011 | Непрерывный подрез | >3 | He допускаются | ||
5012 | Прерывистый подрез | |||||
1.8 | 5013 | Подрез корня шва | >3 | He допускаются | ||
1.9 | 502 | Превышение выпуклости (стыковой шов) |
| h | ||
1.10 | 503 | Превышение выпуклости (угловой шов) |
| |||
1.11 | 504 | Превышение проплава | 0,5-3 | h | ||
>3 | h | |||||
1.12 | 505 | Неправильный профиль сварного шва |
| |||
- | 5052 | Неправильный радиус перехода шва к основному металлу
|
| r | ||
1.14 | 509 | Протек | >3 | He допускаются | ||
511 | Незаполненная разделка кромок | |||||
1.16 | 512 | Асимметрия углового шва (существенное неравенство катетов шва) |
| |||
1.17 | 515 | Вогнутость корня шва | >3 | He допускаются | ||
1.23 | 602 | Брызги металла |
| He допускаются | ||
2.3 | 2011 | Газовая пора |
| Для одного слоя: | ||
2012 | Равномерная пористость | Для многослойных: | ||||
2.4 | 2013 | Скопление пор |
|
|
| |
2.5 | 2014 | Линейная пористость |
| Для одного слоя: | ||
2.6 | 2015 | Вытянутая полость |
| h | ||
2016 | Свищ | h не более 2 мм после сварки: | ||||
2.9 | 300 | Твердое включение |
| h | Не допускаются | |
301 | Шлаковое включение | h не более 2 мм | ||||
302 | Флюсовое включение | после сварки: l не более 2,5 мм | ||||
303 | Оксидное включение | после термообработки: l | ||||
3.1 | 5071 | Линейное смещение листов |
| h | h | |
5072 | Линейное смещение труб |
| h | |||
3.3 | 508 | Угловое смещение |
|
|
|
|
| ||||||

Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 6520-1:2007 | IDT | ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: | ||
Библиография
[1] | ISO 17635, Non-destructive testing of welds - General rules for metallic materials (Неразрушающий контроль сварных соединений. Общие правила для металлических материалов) |
[2] | ISO 2553, Welding and allied processes - Symbolic representation on drawings - Welded, brazed and soldered joints (Сварка и родственные процессы. Условные обозначения на чертежах. Соединения сварные и паянные твердым и мягким припоем) |
[3] | ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов) |
[4] | ISO 13919-1, Welding - Electron and laser-beam welded joints - Guidance on quality levels for imperfections - Part 1: Steel (Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1. Сталь) |
[5] | IIW-Catalogue, Reference radiographs for the assessment of weld imperfections in accordance with ISO 5817. DVS Media Verlag, |
[6] | Hobbacher A. ed. Recommendations for fatigue design of welded joints and components IIW document XIII-1823-0. Welding Research Council New York, WRC-Bulletin 520, 2009 |
[7] | Hobbacher A., & Kassner M. On Relation between Fatigue Properties of Welded Joints, Quality Criteria and Groups in ISO 5817. IIW-document XIII-2323-10 |
[8] | Karlsson N., & Lenander P.H. Analysis of fatigue life in two weld class systems, Master thesis in Solid Mechanics, LITH-IKP-EX-05/2302-SE, |
УДК 621.791:006.354 | ОКС 25.160.10, 25.160.40 |
Ключевые слова: уровни качества; дефекты при сварке; сварные соединения из стали, никеля, титана и их сплавов | |
Электронный текст документа
и сверен по:
, 2021
{kind=link}