ГОСТ 34061-2017
(ISO 3690:2012)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Сварка и родственные процессы
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ВОДОРОДА В НАПЛАВЛЕННОМ МЕТАЛЛЕ И МЕТАЛЛЕ ШВА ДУГОВОЙ СВАРКИ
Welding and allied processes. Determination of hydrogen content in deposited metal and arc weld metal
МКС 25.160.10, 25.160.40
Дата введения 2017-09-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Региональный Северо-западный межотраслевой аттестационный центр" (ООО "PCЗ МАЦ"), Федеральным государственным автономным образовательным учреждением высшего образования "Санкт-Петербургский политехнический университет Петра Великого" (ФГАО ВО "СПбПУ"), Обществом с ограниченной ответственностью "Научно-Технический Центр "Сварка", Национальным Агентством Контроля Сварки (СРО НП "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 февраля 2017 г. N 98-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 апреля 2017 г. N 301-ст межгосударственный стандарт ГОСТ 34061-2017 (ISO 3690:2012) введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2017 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 3690:2012* "Сварка и родственные процессы. Определение содержания водорода в наплавленном металле и металле шва дуговой сварки" ("Welding and allied processes - Determination of hydrogen content in arc weld metal", MOD) путем включения дополнительных положений, фраз, слов, ссылок, показателей, их значений и внесения изменений по отношению к тексту применяемого международного стандарта, которые выделены полужирным курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах 2 "Нормативные ссылки" и 4 "Процедуры испытаний" выделены полужирным курсивом, остальные по тексту документа приводятся обычным шрифтом. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Объяснение причин внесения технических отклонений приведено в дополнительном приложении ДА. Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Международный стандарт разработан Международным институтом сварки в сотрудничестве с Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", подкомитетом ISO/TC 44/SC 3 "Сварочные материалы".
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДЕ
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Май 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает отбор образцов и аналитическую процедуру определения диффузионного водорода в наплавленном металле и металле шва дуговой сварки с присадочным материалом для сталей мартенситного, бейнитного и ферритного классов.
В настоящем стандарте представлены следующие методы: сбор диффузионного водорода при помощи процесса замещения ртути (метод замещения ртути); сбор водорода в вакуумированной камере (вакуумный метод); сбор водорода в камере, заполненной инертным газом, например аргоном (метод теплопроводности). Количество собранного водорода определяется путем измерения замещенного объема в первом случае, путем измерения давления во втором случае и по теплопроводности в последнем случае.
Для предотвращения термической активации недиффузионного водорода при сборе диффузионного водорода необходимо контролировать температуру.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий межгосударственный стандарт:
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
3 Основные положения
На стандартный образец наплавляется присадочный материал способом, обеспечивающим контроль параметров изготовления типовых образцов для исследований. Для предотвращения преждевременных потерь водорода последующее хранение образца и обращение с ним подлежит контролю. Далее образец перемещают в аппарат для сбора газа (ртутный и вакуумный методы) или в подходящую для исследований камеру, заполненную инертным газом (метод теплопроводности) и выдерживают в течение определенного периода времени и при температуре, достаточной для выделения диффузионного водорода соответственно в вакуумированную газовую бюретку или в камеру, заполненную инертным газом. Количество собранного водорода определяется путем измерения замещенного объема (ртутный метод), путем измерения давления газа внутри камеры (вакуумный метод) или по теплопроводности. Определение массы наплавленного металла или объема металла сварного шва позволяет рассчитать содержание диффузионного водорода в наплавленном металле или содержание диффузионного водорода в металле сварного шва
.
4 Процедуры испытаний
4.1 Изготовление сварных образцов
4.1.1 Краткое описание
Испытываемым сварочным материалом производят наплавку одного валика шва, который быстро охлаждают и хранят до начала исследований при температуре минус 78°С или ниже. Зачистку и удаление шлака выполняют на охлажденных образцах.
4.1.2 Фиксирующее устройство для сварки
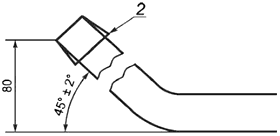
Пример фиксирующего устройства для сварки, обеспечивающего единую форму образцов для сварочных процессов, указанных в 4.2, показан на рисунке 1. Устройство должно обеспечивать надежное выравнивание образцов во время сварки и чтобы после сварки образец можно было отсоединить за одну операцию в соответствии с 4.1.4, с). Перед изготовлением каждого образца для испытаний температура поверхности фиксирующего устройства должна находиться в интервале между температурой окружающей среды и температурой, ее превышающей не более чем на 25°С. Для уменьшения времени цикла испытаний фиксирующее устройство может иметь водяное охлаждение. Для предотвращения появления конденсата на поверхности фиксирующего устройства следует контролировать температуру охлаждающей воды.
Для всех сварочных процессов собранный образец должен быть зажат с помощью отожженной медной фольги в фиксирующем устройстве для сварки, как показано на рисунке 1. Медная фольга может отжигаться повторно и охлаждаться в воде после каждого отжига. После отжига оксидная пленка удаляется травлением азотной кислотой (10%-ной концентрации по объему) с последующей промывкой дистиллированной водой и сушкой.
|
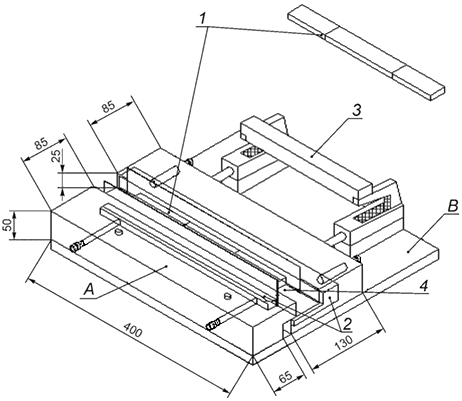
1 - образец согласно рисунку 2; 2 - жилет с водяным охлаждением (при необходимости); 3 - рукоятка зажима; 4 - вставка из медной фольги (1 мм15 мм min
300 мм);
- медь;
- углеродистая сталь
Рисунок 1 - Пример фиксирующего устройства для сварки и собранного образца для наплавки
4.1.3 Образцы
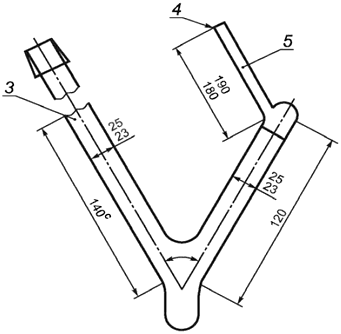
Образец должен быть изготовлен из спокойной или полуспокойной углеродистой стали, с содержанием углерода не более 0,18% и содержанием серы не более 0,025%. Размеры собранного образца должны соответствовать размерам, указанным на рисунке 2 для образца А, образца В или образца С, с допуском ±0,25 мм для всех размеров кроме длины вводных и выводных планок. На рисунке 2 представлена минимально возможная длина вводной и выводной планок.
Все поверхности должны иметь прямые углы для обеспечения плотного контакта прилегающих частей во время сварки. Каждый образец может быть подвергнут одной операции шлифовки на шлифовальном оборудовании для обеспечения одинаковой ширины, для надлежащей фиксации может применяться более точный контроль размеров. Образцы должны быть механически обработаны таким образом, чтобы шероховатость торцов составляла Ra=3,2 мкм, а шероховатость верхней, нижней и боковых поверхностей Ra=1,6 мкм. Условия правильной фиксации см. в 4.1.4, d).
Центральная часть образца со стороны обратной той, которая используется для сварки, должна быть маркирована при помощи гравировки или тиснения. Образец должен быть подвергнут дегазации при температуре 650°С±10°С в течение 1 ч и охлажден в любой сухой инертной атмосфере или в вакууме. Допускается дегазация и охлаждение на воздухе, при условии, что перед испытаниями слой поверхностной оксидной пленки будет удален. Образцы, подвергнутые дегазации, следует хранить в эксикаторе или в других условиях, предотвращающих их окисление. После маркировки и удаления оксидов, массу центральной части образца следует определить с точностью до 0,1 г для образца А или с точностью до 0,01 г для образца В или образца С.
|
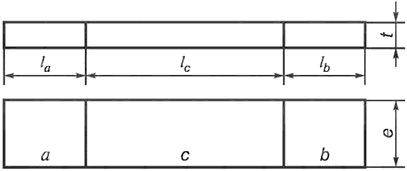
- вводная планка образца длиной
;
- выводная планка образца длиной
;
- центральная часть образца длиной
;
- ширина образца;
- толщина образца
Размеры в миллиметрах | ||||
Образец |
| |||
А |
| 80 | 25 | 12 |
А |
| 100 | 25 | 8 |
В |
| 30 | 15 | 10 |
С |
| 15 | 30 | 10 |
| ||||
| ||||
Рисунок 2 - Размеры образца
4.1.4 Сварка и хранение образца
Температура фиксирующего устройства перед каждой сваркой должна быть не ниже температуры окружающей среды или не превышать ее более чем на 25°С. В случае возникновения сложностей, вызванных конденсацией воды на поверхности фиксирующего устройства и образца, необходимо использовать охлаждающую воду с температурой не ниже температуры окружающей среды, но не превышающей ее более чем на 25°С. Применяя сварочные процессы, указанные в 4.2, и параметры, соответствующие типу исследования, следует выполнить один наплавленный валик на образце, зафиксированном в устройстве для сварки, как показано на рисунке 1.
Перед фиксацией в устройстве для сварки образец следует очистить в ацетоне. Для теплоотвода и предотвращения разрушения устройства следует использовать полоски из медной фольги, как показано на рисунке 1.
Сварочный процесс описан в пунктах с а) по f).
a) Сварку следует начинать на вводной планке на расстоянии от центральной части образца, чтобы при переходе на центральную часть образца дуга и форма проплавления были стабильными.
b) Сварку следует завершить, когда сварочная ванна будет находиться на выводной планке, на расстоянии, не превышающем 25 мм от центральной части образца.
c) После прекращения горения дуги в течение 4±1 с зажим следует освободить, а образец вынуть и погрузить в ванну с ледяной водой. По истечении 20±2 с образец следует переместить и полностью погрузить в низкотемпературную ванну, содержащую, например метанол и твердый диоксид углерода, денатурированный спирт и твердый диоксид углерода или жидкий азот. После удаления образца из ледяной воды лед все еще должен оставаться в ванне.
d) Для зачистки и контроля образец может быть перемещен из низкотемпературной ванны по истечении не менее 2 мин. Весь шлак и нагар следует удалить зачисткой стальной щеткой. Вводная и выводная планки должны быть удалены от центральной части образца. Нижнюю сторону образца следует проверить на однородность и расположение цветов побежалости. У правильно установленного и зафиксированного образца цвета побежалости на обратной стороне должны быть параллельными и однородными. Окисные пленки темного цвета не должны достигать краев центральной части образца. Если вся эта процедура не завершена в течение 60 с, центральную часть образца следует вернуть в низкотемпературную ванну не менее чем на 2 мин перед завершением этого этапа.
e) До начала исследований центральная часть образца может храниться при температуре минус 78°С или ниже в ванне с метанолом и твердым диоксидом углерода или в ванне с денатурированным спиртом и твердым диоксидом углерода до 72 ч, или при температуре минус 196°С в жидком азоте до 21 дня.
f) При классификации сварочных материалов во время сварки образца абсолютная влажность окружающего воздуха должна быть не менее 3 г водяного пара на 1000 г сухого воздуха (это соответствует 20°С и 20% относительной влажности). Если измеренная пращевым гигрометром или другим откалиброванным устройством относительная влажность соответствует или превышает эти условия, результаты испытаний принимают как подтверждающие соответствие требованиям настоящего стандарта, при условии что фактические результаты испытаний по содержанию диффузионного водорода удовлетворяют требованиям применяемого стандарта по классификации сварочных материалов. (Измерения относительной влажности воздуха могут быть переведены в единицы абсолютной влажности и приведены в отчете).
4.1.5 Запись данных
Все данные сварочного процесса, имеющие отношение к испытаниям, должны быть отражены в соответствующем протоколе сварочного процесса. Для каждого протокола сварочного процесса следует давать ссылки на представленную форму отчета (таблицы 1, 2 и 3). Температуру окружающей среды и влажность во время сварки следует регистрировать, абсолютная влажность регистрируется с результатами исследований.
4.2 Сварочные процедуры для изготовления образцов
4.2.1 Краткое описание
Для получения одного наплавленного валика на образце в соответствии с 4.1 следует задать рабочие параметры исследуемого процесса сварки. Технические требования для процедур различных сварочных процессов указаны в 4.2.2-4.2.3.
4.2.2 Ручная дуговая сварка плавящемся электродом
4.2.2.1 Электроды
Покрытые электроды для испытаний следует применять в соответствии с a) или b):
a) При классификации электроды и способ наплавки валика следует назначать, как указано в стандарте, которому соответствует электрод.
b) При исследованиях электрод и параметры сварки должны быть приведены в соответствующей процедуре сварки. Если в процедуре не указано иное, то следует выбирать ток, составляющий 90% максимального тока, указанного производителем.
Если требуется прокалка, то ее следует выполнять в течение времени и при температуре, которая рекомендована производителем сварочного материала. Если производитель задает диапазон, например от 300°С до 350°С, тогда берут среднее значение, которое указывают в протоколе.
Не следует применять электроды с треснувшим или сломанным покрытием. Электроды, поставленные для испытаний, следует брать из неповрежденной, только что открытой упаковки. При прокалке электроды не должны касаться друг друга и поверхностей печи. Прокалка должна производиться в печи с откалиброванными датчиками температуры, электроды должны находиться в ней в течение заданного времени при температуре прокалки. Во время этой прокалки в печи должны находиться только электроды для испытаний. После прокалки охлаждение электродов до температуры окружающей среды следует производить в контейнере, например в просушенной трубке из боросиликатного стекла закрытой резиновыми крышками. После достижения температуры окружающей среды электроды следует использовать как можно быстрее, но не более чем через 1 ч после их перемещения из печи, кроме герметично закрытых электродов. Любые взятые из печи и не использованные электроды не следует повторно прокаливать и применять для испытаний.
При испытании электродов, поставляемых в герметичной упаковке, после вскрытия упаковки и до момента использования каждого из них следует предпринять меры для защиты электродов от насыщения влагой. Некоторые герметично закрытые упаковки могут закрываться повторно. В таком случае должен быть извлечен один электрод для испытаний, а упаковка закрыта, пока извлеченным электродом проводится сварка. Если упаковка не закрывается повторно, то после вскрытия упаковки все электроды следует вынуть, и каждый электрод индивидуально поместить в просушенную трубку из боросиликатного стекла, плотно закрытую резиновыми заглушками, до тех пор, пока электрод не будет использован для испытаний.
4.2.2.2 Изготовление сварных образцов
Для фиксации и выравнивания образца следует применять медное фиксирующее устройство, как показано на рисунке 1. Для большей производительности устройство может иметь каналы для водяного охлаждения. Может быть использован образец А или образец В.
Если стандарты по классификации не содержат требований, следует применять следующее. При классификации покрытых электродов применяют электроды диаметром 4 мм. В этом случае сварочный ток назначают на 15 А ниже максимального или равным 90% относительно максимального, установленного производителем, с допуском ±10 А. Для электродов диаметром 4 мм скорость сварки должна быть такой, чтобы производить не менее 8 г наплавленного металла на центр образца А или не менее 3 г наплавленного металла на центр образца В, что обычно соответствует расходу электрода от 1,2 до 1,3 см на сантиметр шва. Запись сварочных параметров и расчет погонной энергии выполняют в соответствии с приложением ДВ.
Для всех других применяемых электродов диаметром, отличным от 4 мм, масса наплавленного металла должна обеспечивать хорошее формирование валика и соответствовать испытываемому диаметру электрода и применяемому технологическому процессу; минимальная масса наплавленного металла не регламентируется.
Необходимо выполнить три или более тестовые наплавки, на трех или более образцах, каждую с применением нового электрода для каждого шва. Наплавку следует проводить без колебаний вдоль центральной линии образца, как показано на рисунке 1. Длина выводных планок должна быть не менее 25 мм. Зажигание дуги на образце до испытания не допускается. Длина наплавки на вводной планке не должна превышать 25 мм. Время наплавки должно быть зафиксировано. Наплавку следует завершить, когда ванна жидкого металла находится на выводной планке на расстоянии, не превышающем 25 мм от центра образца.
Метод применения фиксирующего устройства для сварки описан в 4.1.4. После окончания сварки сварной образец следует охладить и хранить в соответствии с 4.1.4, после чего его следует зачистить и провести анализ на содержание водорода в соответствии с 4.3.
При классификации электродов из-за влияния атмосферной влаги на результаты испытаний длину дуги во время сварки следует удерживать как можно более короткой при условии ее стабильности. Сведения, указанные в 4.2.2.3, следует зафиксировать.
4.2.2.3 Регистрация параметров сварки и форма отчета
Лист отчета, приведенный в таблице 1, содержит полную информацию о параметрах испытаний, влияющих на результаты испытаний.
Таблица 1 - Форма отчета (диффузионный водород, ручная дуговая сварка плавящимся электродом)
Исследовательская лаборатория: | Дата: | |||
Ф.И.О. исследователя: | ||||
Марка электрода и производитель: | Партия N: | |||
Тип электрода: | Обозначение электрода: | |||
Диаметр электрода (мм): | Длина электрода (мм): | |||
Режим прокалки: температура ____°С, время ____ ч | ||||
Полярность электрода (постоянный ток, прямая/обратная или переменный): | ||||
Относительная влажность ____% и температура ___°С на сварочном посту во время сварки | ||||
Температура экстракции водорода: ___°С | ||||
Время экстракции водорода: ___ дней ___ ч ___ мин | ||||
Тип образца (А или В): | ||||
Номер образца: | 1 | 2 | 3 | |
Напряжение, В; постоянный/переменный ток: | ||||
Ток, А: | ||||
Время сварки, с: | ||||
Длина шва, мм: | ||||
Погонная энергия, кДж/мм: | ||||
Длина использованной части электрода, мм: | ||||
Длина шва на вводной планке, мм: | ||||
Масса металла наплавленного на образец, г: | ||||
Расстояние от центральной части образца до кратера, мм: | ||||
Диффузионный водород | ||||
1 | 2 | 3 | Среднее | |
а) | ||||
b) | ||||
Прочие детали испытания, не включенные выше: | ||||
4.2.3 Дуговая сварка под флюсом
4.2.3.1 Сварочная проволока
Сплошную или порошковую проволоку исследуют для целей а) или b).
a) При классификации сварочных проволок сварочные параметры подбираются такими же, как и при подготовке образца для определения механических свойств наплавленного металла сварного шва с применением проволоки диаметром 4 мм, скорость сварки задается такой, чтобы обеспечить массу наплавленного металла на центральной части образца не менее 8 г (образец А) или не менее 3 г на центральной части меньшего образца (образец С), если иное не предусмотрено в документе по классификации. Образец В неприменим для дуговой сварки под флюсом. Для всех проволок с диаметром, отличным от 4 мм, масса наплавленного металла должна обеспечивать хорошее формирование валика и соответствовать применяемому диаметру и технологическому процессу; минимальная масса наплавленного металла не регламентируется.
b) Для исследовательских целей сварочную проволоку и параметры сварки следует выбирать для конкретной процедуры сварки. Применение сплошной проволоки, прокаленной в вакууме или инертном газе при 650°С в течение 1 ч, облегчает исследование влияния сварочных параметров, типа флюса и процедуры его прокалки на содержание водорода в сварном шве.
Максимальная энергия дуги при выполнении швов не должна превышать 3 кДж/мм.
4.2.3.2 Флюс
Если необходима прокалка, то флюс прокаливают в соответствии с а) или b).
a) При классификации флюса прокалку следует проводить в соответствии с требованиями стандарта, которому соответствует флюс. Любая предварительная подготовка или прокалка фиксируется, если индекс "Н" указан в классификации флюса.
b) Для исследовательских целей прокалку флюса следует проводить согласно соответствующим рекомендациям.
Для трех наплавок требуется примерно 1 кг флюса. Прокалку следует производить в открытом контейнере в печи с откалиброванными датчиками температуры, с точно установленной температурой. Высоту слоя флюса следует ограничить, чтобы обеспечить прогрев всей массы флюса до требуемой температуры.
Флюс должен находиться все установленное время при температуре прокалки, в течение этого времени другие флюсы не должны находиться в печи. После окончания прокалки флюс следует охладить до температуры окружающей среды и немедленно использовать. Или флюс следует охлаждать в герметично закрытом контейнере и хранить до момента использования. Бывший в употреблении флюс не допускается применять повторно.
4.2.3.3 Изготовление сварных образцов
Для фиксации и выравнивания образца следует применять медное фиксирующее устройство, как показано на рисунке 1. Для большей производительности устройство может иметь каналы для водяного охлаждения. Следует использовать образец А или образец С.
Следует использовать центральную часть образца того же размера, что указан в 4.1.3, но ее следует совместить с более длинными вводной и выводной планками не менее 50 мм. Подготовка, дегазация и применение образца описано в 4.1.3. Высоту флюса следует удерживать на предварительно заданном постоянном уровне 25 мм или как рекомендовано производителем. Один из методов контроля высоты флюса показан на рисунке 3, он заключается в выравнивании флюса по верхней границе вставок из медной фольги. Высота флюса 25 мм или другая, заданная производителем флюса, определяет условия изменения размера медной фольги для определения этой заданной высоты флюса. На конце медной фольги должен быть предусмотрен участок, обеспечивающий удержание флюса фольгой.
|
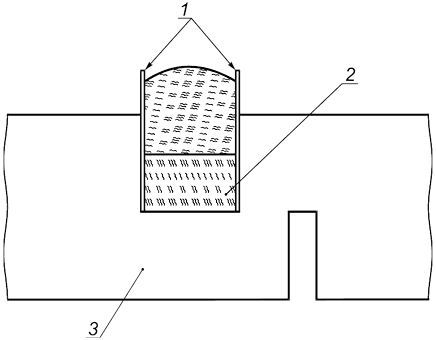
1 - медная фольга 1 мм35 мм
300 мм или 37 мм
300 мм (для высоты флюса 25 мм); 2 - образец; 3 - фиксирующее устройство для сварки
Рисунок 3 - Пример применения медной фольги для поддержания постоянной высоты флюса
Необходимо произвести не менее трех тестовых наплавок, каждую на отдельном образце. Наплавку следует производить вдоль центральной линии образца. Время, потраченное на наплавку, следует зафиксировать. Для дуговой сварки под флюсом сварочная ванна должна находиться полностью на выводной планке, но не более чем 25 мм от центральной части образца. Длина вводной части наплавки не ограничивается, но она должна быть достаточной для стабилизации дуги и наплавки на центральной части образца.
После гашения дуги без каких-либо задержек образец следует освободить из фиксирующего устройства, охладить, очистить и хранить, как указано в 4.1.4.
4.2.3.4 Регистрация параметров сварки и форма отчета о результатах
Лист отчета, приведенный в таблице 2, содержит полную информацию обо всех параметрах испытаний, влияющих на результаты испытаний.
Таблица 2 - Форма отчета (диффузионный водород, дуговая сварка под флюсом)
Исследовательская лаборатория: | Дата: | ||||
Ф.И.О. исследователя: | |||||
Диаметр электродной проволоки, мм: | Обозначение электродной проволоки: | ||||
Обозначение флюса: | |||||
Производитель и марка электродной проволоки: | Партия N: | ||||
Производитель и марка флюса: | Партия N: | ||||
Температура и время прокалки флюса: ___°С, ___ ч | |||||
Полярность при сварке (постоянный ток, прямая/обратная или переменный): | |||||
Относительная влажность ____% и температура ___°С на сварочном посту во время сварки | |||||
Температура экстракции водорода: ___°С | |||||
Время экстракции водорода: ___ дней ___ ч ___ мин | |||||
Тип образца (А или С): | |||||
Номер образца: | 1 | 2 | 3 | ||
Напряжение, В; постоянный/переменный ток: | |||||
Ток, А: | |||||
Время сварки, с: | |||||
Длина шва, мм: | |||||
Скорость сварки, мм/с: | |||||
Погонная энергия, кДж/мм: | |||||
Скорость подачи проволоки, мм/с: | |||||
Длина вылета электродной проволоки, мм | |||||
Длина шва на вводной планке, мм: | |||||
Масса металла, наплавленного на образец, г: | |||||
Расстояние от центральной части образца до кратера, мм: | |||||
Диффузионный водород | |||||
1 | 2 | 3 | Среднее | ||
а) | |||||
b) | |||||
Прочие детали испытания, не включенные выше: | |||||
4.2.4 Сварка порошковой проволокой в защитном газе или без него и сварка проволокой сплошного сеченая в защитном газе
4.2.4.1 Присадочный материал
Присадочный материал исследуют для целей а) или b).
a) При классификации параметры сварки следует задавать те же, что и при подготовке образца с наплавленным металлом для определения механических свойств, с применением проволоки диаметром 1,2 мм, со скоростью сварки, обеспечивающей массу наплавленного металла на центральной части образца не менее 8 г (образец А) или не менее 3 г для центральной части меньшего образца (образец В), если иное не предусмотрено в документе по классификации. Результаты по содержанию водорода, полученные для порошковой проволоки, зависят от вылета электродной проволоки. Необходимо контролировать расстояние между соплом горелки и образцом, оно должно быть таким же, как и при подготовке образца с наплавленным металлом для определения механических свойств. Для всех материалов с диаметром, отличным от 1,2 мм, масса наплавленного металла должна обеспечивать хорошее формирование валика и соответствовать применяемому диаметру и технологическому процессу; минимальная масса наплавленного металла не регламентируется.
b) Для исследовательских целей сварочную проволоку и параметры сварки следует задавать для конкретной процедуры сварки. Если диапазон токов задан производителем, то следует применять его среднее значение.
4.2.4.2 Защитный газ
Защитный газ должен соответствовать классификации, приведенной в приложении ДГ. Защитный газ и его расход должны соответствовать установленным рекомендациям. Состав и расход защитного газа следует зафиксировать в отчете. Для исследований иногда целесообразно провести осушение защитного газа, чтобы удалить влагу. Если это проведено, то содержание влаги следует измерить и зарегистрировать.
4.2.4.3 Изготовление сварных образцов
Для фиксации и выравнивания образца следует применять медное фиксирующее устройство, как показано на рисунке 1. Для большей производительности устройство может иметь каналы для водяного охлаждения. Следует использовать образец А или образец В.
Длина вводных и выводных планок образцов должна составлять не менее 25 мм. Образец должен быть зафиксирован в приспособлении, с применением отожженной медной фольги, как показано на рисунке 1.
Необходимо провести три или более тестовые наплавки, каждую на отдельном образце. Наплавку следует производить вдоль центральной линии образца, масса наплавки должна соответствовать 4.2.4.1. Время наплавки следует зафиксировать. Сварочная ванна должна быть на выводной планке, но максимальное расстояние от центральной части образца не должно превышать 25 мм. Длина вводной части наплавки не устанавливается, но она должна быть достаточной для стабилизации дуги и выполнения наплавки на центральной части образца.
После гашения дуги образец следует немедленно освободить из фиксирующего устройства, охладить, очистить и хранить, как указано в 4.1.4.
4.2.4.4 Регистрация параметров сварки и форма отчета о результатах
Форма отчета, приведенная в таблице 3, представляет полную информацию обо всех параметрах испытаний, которые относятся к результатам испытаний.
4.3 Измерение водорода в сварном образце
Метод измерения должен гарантировать выделение и сбор только диффузионного водорода из образца, а зависимую от материала активацию водорода, находящегося в потенциальных ловушках, следует исключить. В настоящем стандарте представлены методы определения содержания диффузионного водорода: метод замещения ртути, который применяется в соответствии с установленным порядком [2]; вакуумный метод; метод теплопроводности.
4.3.1 Метод замещения ртути
Устройство для сбора газа представляет собой Y-трубу, в качестве запирающей жидкости используется ртуть. Для сбора возможно применение других конструкций, использующих тот же принцип что и у Y-трубы. Представленное устройство для сбора газа применяют для образцов В или С (рисунок 2).
Таблица 3 - Форма отчета (диффузионный водород, сварка неплавящимся электродом, механизированная сварка плавящимся электродом или сварка порошковой проволокой (MIG, MAG, TIG))
Исследовательская лаборатория: | Дата: | |||||
Ф.И.О. исследователя: | ||||||
Тип присадочного материала: | Режим прокалки: ____°С, ____ ч | |||||
Обозначение присадочного материала: | Газовое сопло, мм: | |||||
Марка и производитель электродной проволоки: | Партия N: | Диаметр присадочного материала, мм: | ||||
Защитный газ: | ||||||
Расход защитного газа, дм | ||||||
Полярность при сварке (постоянный ток, прямая/обратная или переменный): | Характеристики вольфрамового электрода, если имеется: | |||||
Марка: | ||||||
Относительная влажность ____% и температура ___°С во время сварки на сварочном посту | Диаметр, мм: | |||||
Температура экстракции водорода: ___°С | Угол заточки: | |||||
Время экстракции водорода: ___ дней ___ ч ___ мин | Обозначение | |||||
Тип образца (А или Б): | ||||||
Номер образца: | 1 | 2 | 3 | |||
Напряжение, В (постоянный/переменный ток): | ||||||
Сварочный ток, А: | ||||||
Время сварки, с: | ||||||
Длина наплавки, мм: | ||||||
Скорость сварки, мм/с: | ||||||
Погонная энергия, кДж/мм: | ||||||
Скорость подачи проволоки, мм/с: | ||||||
Длина вылета электродной проволоки, мм | ||||||
Длина шва на вводной планке, мм: | ||||||
Масса наплавленного металла на образце для испытаний, г: | ||||||
Расстояние от окончания образца до кратера на выводной планке, мм: | ||||||
Содержание диффузионного водорода | ||||||
1 | 2 | 3 | среднее | |||
а) | ||||||
b) | ||||||
Прочие детали испытания, не включенные выше: | ||||||
4.3.1.1 Подготовка газовой бюретки
Объем ртути, необходимый для заполнения газовой бюретки, показанной на рисунке 4, должен составлять около 110 см. Ртуть должна быть очищена от примесей. Ртуть следует залить через широкое горлышко газовой бюретки, установить вакуумный двухсторонний запорный кран и создать вакуум. При откачке воздуха газовую бюретку следует располагать на плоской поверхности для беспрепятственного доступа вакуума к верхней части капиллярной трубки. Газовую бюретку следует медленно поднять в вертикальное положение и впустить воздух в ее широкую часть, поворачивая запорный кран. Важно, чтобы в верхней части капиллярной трубки не было воздушных пузырьков. Если воздух присутствует, то откачку следует проводить до тех пор, пока последняя проверка не подтвердит отсутствие воздуха. Вакуумный запорный кран следует снять с широкой части газовой бюретки.
|
|
| |
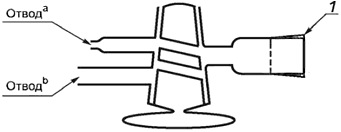
1 - 29/39 ввод: 2 - 29/32 конус; 3 - отвод с углом загиба до 45°; 4 - спай (плоский внутри); 5 - прецизионная трубка с каналом
Примечание: не в масштабе.
К воздуху.
К вакууму.
Прямой участок до изгиба.
Рисунок 4 - Устройство для сбора диффузионного водорода, Y-труба
4.3.1.2 Зачистка обработка образца
Зачистку центральной части образца следует проводить металлической щеткой до полного удаления шлака и окисных пленок с перерывами на охлаждение (не менее 2 мин). Каждый период времени нахождения образца вне охлаждающей ванны не должен превышать 60 с (см. также 4.1.4, d) и 4.1.4, е)).
4.3.1.3 Загрузка образца
Следующая часть процедуры должна быть проведена как можно быстрее и должна занимать не более 2 мин.
Из охлаждающей жидкости для хранения образец следует извлечь и выдержать до повышения его температуры немного выше 0°С. Этого можно добиться, поместив образец в воду до тех пор, пока лед, образовавшийся вначале, не отделится или растает.
После промывки в ацетоне и просушки под струей воздуха образец следует поместить в широкую часть газовой бюретки. Двухсторонний вакуумный запорный кран следует закрыть, а из бюретки откачать воздух. Ацетон и следы конденсата испарятся с поверхности образца и удалятся вместе с откачиваемым воздухом. Используя магнит, образец следует переместить под капиллярную трубку, аккуратно опуская бюретку в горизонтальное положение до тех пор, пока образец не начнет плавать на поверхности ртути. Необходимо предотвратить попадание воздуха в капиллярную трубку при подъеме бюретки в вертикальное положение и когда воздух поступает через широкую часть. Двусторонний кран следует удалить, а широкую часть бюретки закрыть, например пробкой или стеклянной шляпкой для предотвращения выделения следов испарения ртути.
Диффузионный водород, выделяющийся из образца, собирается в капиллярной трубке.
Предупреждение - Металлическая ртуть и пары ртути вредны для здоровья, могут попасть в организм человека при вдохе, проглатывания или при контакте с кожей. При обращении с ртутью следует соблюдать меры предосторожности, которые включают следующее (но не ограничиваются им):
a) устройство для определения содержания диффузионного водорода должно быть расположено в вытяжном шкафу, любые процедуры, связанные с использованием ртути, следует проводить в вытяжном шкафу;
b) устройство должно быть расположено на поддоне с высокими бортами для удержания случайно пролитого;
c) работы с ртутью, ртутьсодержащими образцами и оборудованием, следует проводить в резиновых или пластиковых перчатках;
d) пролитую ртуть следует немедленно удалить.
4.3.1.4 Аналитическая процедура
В последующие дни образец следует выдерживать при температуре 25°С±5°С до тех пор пока не прекратится рост объема водорода по отношению к рассчитанному при стандартных температуре и давлению (STP), т.е. 0°С и 760 мм рт.ст. "Прекратится рост" следует понимать как изменение общего собранного объема не более чем на 1% в течение 24 ч. Высоту газового столба водорода и мениска ртути следует измерить при помощи катетометра. Комнатную температуру и атмосферное давление следует измерить и зафиксировать. Объем собранного водорода, приведенный к STP,
в см
, определяется по формуле
________________
760 мм рт.ст.=101,325 кПа.
![]() , (1)
, (1)
где
- атмосферное давление, мм рт.ст.;
- разность уровня ртути в Y-трубе между двумя столбами, мм;
- внутренний радиус капиллярной трубки, мм;
- высота газового столба над ртутью, мм;
- комнатная температура во время измерения, °С.
Когда выделение завершится, образец следует извлечь из устройства и определить его окончательную массу в граммах с точностью до 0,01 г. Все данные испытаний должны быть зафиксированы.
4.3.2 Метод теплопроводности
Системы с детектором теплопроводности относятся к одному из двух типов: первый - экстракция горячим газом-носителем, в котором образец нагревают до достаточно высокой температуры (до 400°С), а диффузионный водород выделяется из образца и измеряется непрерывно. Второй - когда образец помещают в подходящую для сбора камеру, которая нагревается до относительно низких температур (обычно между 45°С и 150°С). Количество собранного водорода определяется отдельно обычно с применением устройства газовой хроматографии.
Целью настоящего стандарта не является описание нескольких систем, основанных на использовании детектора теплопроводности (TCD), например газовой хроматографии или экстракции горячим газом-носителем, доступных для определения водорода в металлах. Любые альтернативные системы, имеющие устройства для измерения водорода в наплавленном металле, должны обеспечивать корреляцию результатов по точности и повторяемости. Процедуры калибровки измерительных систем, использующих газовую хроматографию и TCD, могут быть различными. Следует руководствоваться инструкциями производителей устройств с газовой экстракцией и определением теплопроводности. Это устройство также может быть устройством газовой хроматографии. Данный метод предназначен для центральной части образца А, В или С.
4.3.2.1 Зачистка и обработка образца
Зачистку центральной части образца следует производить металлической щеткой до полного удаления шлака и окисных пленок с перерывами на охлаждение. Период времени, в течение которого образец находится вне охлаждающей ванны, не должен превышать 60 с (см. также 4.1.4, d) и 4.1.4, е)).
4.3.2.2 Загрузка образца
Центральную часть образца следует извлечь из ванны с метанолом и твердым диоксидом углерода, денатурированным спиртом и твердым диоксидом углерода или жидким азотом и выдержать до повышения его температуры немного выше 0°С. Этого можно добиться, поместив образец в воду до тех пор, пока лед, образовавшийся вначале, не отделится или растает. Образец следует промыть в ацетоне, высушить под струей воздуха и загрузить в контейнер, пригодный для сбора водорода. Контейнер следует продуть и заполнить инертным газом, например аргоном, и изолировать от атмосферы.
4.3.2.3 Метод измерения с экстракцией горячим газом-носителем
При этой процедуре экстракция водорода происходит за короткий промежуток времени (ускоренный метод). При работе с оборудованием следует руководствоваться инструкцией производителя. После выдержки в соответствии с 4.3.2.2 образец следует поместить в пригодный для сбора водорода контейнер. Для измерения содержания диффузионного водорода образец и контейнер может быть нагрет максимум до температуры 400°С. Сбор и измерение водорода производится непрерывно, пока не будет определено количество всего диффузионного водорода. Превышение температуры нагрева образца свыше 400°С может привести к активации дополнительного числа водорода в ловушках, таким образом завышая результаты содержания диффузионного водорода.
4.3.2.4 Метод измерения со сбором и последующим измерением водорода
После прогрева образца в соответствии с 4.3.2.2 его следует загрузить в контейнер, пригодный для сбора водорода. Контейнер следует продуть и заполнить инертным газом, например аргоном, и изолировать от атмосферы. Контейнер следует переместить в печь или иное нагревательное устройство, пригодное для сбора водорода в соответствии с условиями, представленными в таблице 4.
После завершения периода нагрева и сбора водорода контейнер следует охладить до комнатной температуры и проанализировать на водород. Это может быть произведено как при анализе общего количества водорода, выделившегося из образца, так и по аликвоте, которая может быть выделена из общего количества. Для определения количества водорода в смеси выделившихся газов следует использовать TCD.
Пересчет измеренного содержания для получения объема водорода при STP, , см
, следует производить следующим образом
![]() , (2)
, (2)
где
- давление измеренного объема водорода, мм рт.ст.;
- измеренный объем водорода, см
;
- температура измеренного объема водорода, °С.
Образец следует извлечь из контейнера, взвесить, и массу зафиксировать с точностью до 0,1 г для центральной части образцов А и с точностью до 0,01 г для центральной части образцов В или образцов С.
Таблица 4 - Минимальное время выдержки при заданной температуре для полного выделения водорода
Минимальное время экстракции, ч | Температура, °С |
0,35 | 400±3 |
0,4 | 390±3 |
0,5 | 360±3 |
1 | 285±3 |
2 | 225±3 |
3 | 195±3 |
4 | 175±3 |
5 | 160±3 |
6 | 150±3 |
8 | 140±3 |
10 | 125±3 |
12 | 120±3 |
14 | 115±3 |
15 | 110±3 |
18 | 100±3 |
36 | 70±3 |
64 | 50±3 |
72 | 45±3 |
4.3.3 Калибровка
Калибровку проводят путем добавки известного объема водорода к газу - носителю системы горячей экстракции в рабочем диапазоне нужной области. Аналитический инструмент должен включать в себя закрытые калибровочные емкости с различными объемами. Устройство должно быть собрано и работать в соответствии с инструкциями производителя, В зависимости от аналитического инструмента для стабилизации перед проведением анализа должно быть гарантировано достаточно долгое время протекания газа. При нормальном применении инструмента любые существующие калибровки производят газовым дозированием перед началом анализа. Должна соблюдаться процедура подготовки инструмента. Проверки проводят в начале и в конце серии анализов, чтобы убедиться, что в калибровке инструмента не произошло сдвигов. Интервал между проверками не должен превышать 4 ч. Детектор следует откалибровать на соответствующем диапазоне водорода.
4.3.4 Линейность
Линейность сигнала инструмента может быть оценена с применением линейного регрессионного анализа для данных калибровки и последующим расчетом корреляции . Значения
, близкие к единице, означают высокую степень корреляции.
Диапазон измеряемых объемов водорода должен находиться в интервале от 0,05 см до 1 см
и более при STP, при условии, что весь водород, выделившийся из образца, собран и проанализирован. Диапазон измеряемых объемов водорода значительно меньше при анализе, основанном на методах, применяющих пробу газа, взятую из контейнера для сбора. Для подтверждения линейности сигнала объемы инжекции водорода должны соответствовать применяемым интервалам измерения.
4.3.5 Вакуумный метод
Метод основан на сборе водорода, выделяющегося из образца в вакуумированную измерительную камеру, и последующем измерении давления в этой камере.
После выдержки в соответствии с 4.3.2.2 образец помещают в вакуумированную измерительную камеру. Сбор водорода производят до прекращения его выделения. "Прекращение выделения" следует понимать как изменение общего собранного объема не более чем на 1% в течение 24 ч. После прекращения выделения водорода фиксируют давление в камере, и с учетом ее объема и объема образца рассчитывают объем выделившегося водорода для последующего расчета и
в соответствии с 4.3.6.1 и 4.3.6.2.
4.3.5.1 Подготовка измерительного устройства
Для определения содержания диффузионного водорода вакуумным методом применяют два типа измерительных устройств: первый тип - эталонное, устройство изготовлено из молибденового стекла, а для измерения давления используется жидкостный манометр, и второй тип - устройство, изготовленное из металла, где измерение давления производится при помощи датчика.
Принцип измерения, реализуемый при помощи этих устройств, состоит в следующем: водород, выделяющийся из образца, помещенного в измерительную камеру, изменяет в ней давление, которое регистрируется при помощи манометра или датчика.
К устройствам предъявляются следующие требования:
- глубина создаваемого в измерительной камере вакуума должна быть не выше 3х10 мм рт.ст.;
- максимальное давление в измерительной камере устройства по истечении пяти суток после откачки до 3х10 мм рт.ст., не должно превышать 5 мм рт.ст.;
- вакуумная блок-схема устройства должна соответствовать изображенной на рисунке 5.
|
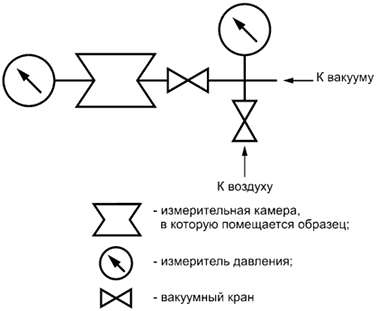
Рисунок 5 - Вакуумная блок-схема
Конструкция эталонного устройства, изготовленного из молибденового стекла, изображена на рисунке 6.
|
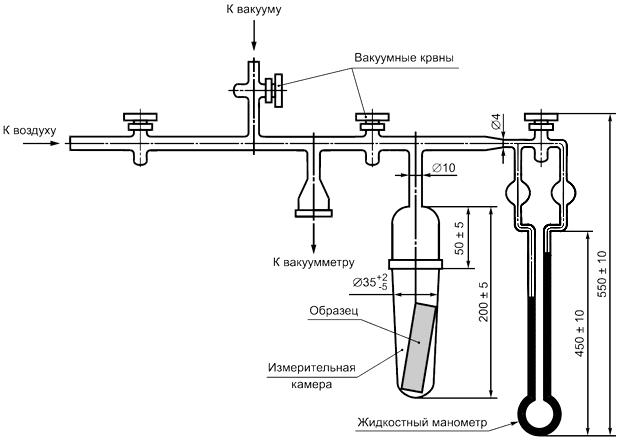
Рисунок 6 - Конструкция эталонного устройства
4.3.5.2 Поправки измерительного устройства
При первом запуске измерительного устройства или длительном его простое следует провести опыт с образцом без наплавки ("холостой опыт") для оценки уровня натекания (гажения) и учета его для каждой измерительной камеры устройства, если их более одной. Для этого следует в измерительную камеру поместить образец без наплавки, откачать воздух из измерительной камеры до давления менее 3х10 мм рт.ст. и оставить камеру закрытой на пять суток. После чего зафиксировать значение давления внутри камеры. После каждого проведения классификационных испытаний следует проводить "холостой опыт", который заключается в повторной откачке воздуха из измерительной камеры до давления 3х10
мм рт.ст. и фиксации давления внутри измерительной камеры. Продолжительность "холостого опыта" должна быть равна времени предшествующего измерения. После окончания "холостого опыта" давление внутри камеры, следует зафиксировать, и это значение применять для поправки при расчете результатов в соответствии с 4.3.5.3. При проведении исследовательских испытаний допускается не проводить "холостой опыт" после испытаний, а погрешность, вызванную натеканием (гажением), принять равной 5%.
4.3.5.3 Аналитическая процедура расчета объема выделившегося водорода для вакуумного метода
При применении эталонного устройства расчет содержания диффузионного водорода следует производить по формуле
![]() , (3)
, (3)
где
- объем выделившегося водорода, см
/100 г;
- объем камеры, см
;
- объем образца, см
;
- разность уровней жидкости в манометре, см;
- разность уровней жидкости в манометре при "холостом опыте", см;
- комнатная температура во время измерения, °С.
При применении устройств, оснащенных датчиками давления, расчет следует проводить исходя из тех же физических законов. Возможна автоматизация расчета при помощи программного обеспечения, прилагаемого к устройству.
После окончания выделения диффузионного водорода из образца проводится расчет. Среднее значение содержания водорода должно определяться не менее чем по трем образцам.
В исследовательских испытаниях допускается применять расчетные (экстраполяционные) методы ускорения определения содержания диффузионного водорода. Погрешность применяемого расчетного метода должна быть известна.
При представлении результатов измерения следует учитывать погрешность, вызываемую расчетным методом, применяемым для ускорения определения содержания диффузионного водорода: погрешность, вносимую измерительным устройством, погрешность, вызванную натеканием (гажением) в измерительной камере устройства.
4.3.6 Расчет и представление результатов
4.3.6.1 Диффузионный водород в наплавленном металле
Значение содержания диффузионного водорода в наплавленном металле , см
на 100 г, при STP, следует рассчитывать по формуле
![]() , (4)
, (4)
где
- объем водорода при STP, см
;
- окончательная масса образца с наплавленным металлом, г;
- начальная масса образца, г.
4.3.6.2 Диффузионный водород в металле шва
Для оценки содержания диффузионного водорода в сварном соединении необходимо определить диффузионный водород в металле шва. При расчете диффузионного водорода в металле шва учитывается не только наплавленный металл, но и та часть основного металла, которая была расплавлена.
Таким образом при определении содержания диффузионного водорода в металле шва учитывается соответствующий полный объем металла сварного шва и, соответственно, поглощение водорода основным металлом. Для представленных образцов величина сопоставима с 50% величины
.
Если содержание водорода требуется определить как концентрацию в металле шва, необходимо измерить площадь поперченного сечения металла шва и наплавленного металла. Их следует определять на торцах образца при помощи увеличенного изображения или фотографии или анализирующего изображения микроскопа, затем взять среднее значение. Расчет содержания водорода в металле шва в единицах на миллион (млн
) по массе следует производить по следующей формуле
![]() , (5)
, (5)
где
- содержание диффузионного водорода в наплавленном металле, см
на 100 г;
- средняя площадь поперечного сечения наплавленного металла;
- средняя площадь поперечного сечения металла шва.
4.3.6.3 Отчет о результатах
Все данные о результатах следует отразить в протоколе анализа, представленном в таблице 5. Содержание водорода для каждого образца следует рассчитать с точностью до одного или двух знаков (по необходимости). Среднее значение содержания водорода для изготовленных не менее чем в трех экземплярах сварных образцов следует рассчитать с одним и тем же количеством знаков, затем округлить для отчета до ближайшего целого числа в см на 100 г.
Формы отчета, представленные в таблицах 1, 2 и 3, применяют для представления данных о сварочных материалах, сварочных параметрах и условиях испытаний для каждой серии из трех образцов. Результаты измерения водорода следует представлять в подобных формах.
Округлять полученные значения следует один раз. Если два последовательных целых кратных равноудалены от полученного числа, то четное следует использовать как округленное число.
Таблица 5 - Протокол анализа
Дата | |||||||
Метод анализа диффузионного водорода: | |||||||
Температура сбора водорода: | °С | ||||||
Время сбора водорода: | дней, | ч | |||||
Атмосферное давление (записывается при измерении) | мм рт.ст. | ||||||
Комнатная температура (записывается при измерении) | °С | ||||||
Радиус капилляра (сбор над ртутью): | мм | ||||||
Номер образца: | 1 | 2 | 3 | ||||
Масса центральной части образца | |||||||
Масса центральной части образца с наплавкой | |||||||
Масса наплавленного металла | |||||||
Средняя площадь наплавленного металла, мм | |||||||
Средняя площадь металла шва, мм | |||||||
Высота столба для сбора газообразного водорода | |||||||
Высота столба собранного водорода в капилляре | |||||||
4.4 Измерение общего содержания водорода в наплавленном металле - ускоренные методы
Установка повышенной температуры дегазации для определения общего содержания водорода (диффузионного и находящегося в ловушках) возможна только при известном значении энергии активации водородных ловушек, которое зависит от исследуемого материала. Для определения общего содержания водорода может быть использован метод экстракции при расплавлении.
Определение общего содержания водорода, включая остаточный водород, возможно при температуре выше 400°С. При применении методов, включающих нагрев выше 500°С, состояние поверхности образца заметно влияет на измеренный объем водорода.
4.5 Процедура округления
Для выполнения требований настоящего стандарта полученные при испытаниях фактические значения следует подвергнуть округлению в соответствии с приложением ДД.
Если измеренные значения получены на оборудовании, откалиброванном в единицах, отличающихся от тех, которые приведены в настоящем стандарте, то перед округлением измеренные значения следует перевести в единицы настоящего стандарта. Для сопоставления средних значений с требованиями настоящего стандарта округление следует производить только после расчета среднего значения.
Приложение А
(справочное)
Рекомендации и ограничения в отношении старых методов измерения, использующих ртуть
Старые методы выделения водорода в течение 72 ч при температуре около 20°С могут показывать более низкие результаты относительно полного выделения водорода, если зачистка образца после сварки не идеальна. Может быть собрано только от 67% до 80% диффузионного водорода. Таким образом материалы, испытанные в соответствии с настоящим стандартом, могут получить более высокую водородную категорию, чем они получили бы по ISO 3690:1977 или DIN 8572-1 без изменений в реальном продукте. Образец с большей центральной частью, представленный в настоящем стандарте, позволяет достоверно определять более низкие уровни водорода по сравнению с другими стандартами, такими как AWS A4.3-93 [1].
________________
Заменен международным стандартом ISO 3690:2018.
Приложение В
(справочное)
Рекомендации и ограничения в отношении старых методов измерения, использующих глицерин
Старые методы выделения водорода, использующие глицерин, могут показывать заниженные результаты относительно полного выделения водорода. Исследования показали, что использование глицерина как среды для сбора, приводит к неточностям и большим изменениям результатов от лаборатории к лаборатории. Это частично вызвано абсорбцией кислорода, азота, других газов и воды глицерином.
Приложение С
(справочное)
Точность и повторяемость
С.1 Основные положения
Если для определения содержания диффузионного водорода используются альтернативные методы, кроме замещения ртути, вакуумного метода или метода теплопроводности, то следует определять точность и повторяемость метода.
С.2 Точность
Для оценки эквивалентности альтернативных методов измерения следует провести статистическое сравнение предпочтительно идентичных сварных металлических образцов. Десять образцов следует произвольно разделить на две группы. Одну группу следует проанализировать альтернативным методом, вторую группу - ртутным, вакуумным или методом теплопроводности. Точность альтернативного метода следует определять при нескольких различных уровнях содержания водорода. Для каждого из уровней водорода требуется десять идентичных образцов. Точность альтернативного метода определяется по оценке статистической значимости разницы средних величин двух серий результатов для каждого из уровней водорода, применяется подход с доверительным интервалом. Следующая формула предназначена для расчета доверительного интервала при доверительной вероятности 95%:
 , (С.1)
, (С.1)
где
- среднее значение для образцов альтернативного метода;
- стандартное отклонение для образцов альтернативного метода;
- среднее значение для образцов ртутного метода, вакуумного метода или метода теплопроводности;
- стандартное отклонение образцов ртутного метода, вакуумного метода или метода теплопроводности.
Доверительные интервалы для данных межлабораторных испытаний были рассчитаны для водорода при номинальных уровнях 0,5, 2, 4, 6 и 8 см
на 100 г. Используя эти расчетные доверительные интервалы для заявления эквивалентности, установленные диапазоны различий должны соответствовать ±1,3 для уровня 0,5 и ±2,9 для уровней 2, 4, 6, 8.
С.3 Повторяемость
Серия повторных сварных образцов, проанализированных, как указано выше, для определения точности, также дает информацию для оценки повторяемости.
Повторяемость - это постоянство при воспроизведении тестов, и она выражается среднеквадратическим отклонением . Индекс повторяемости
может быть определен и при статистической вероятности, 95% результатов измерений будут находиться внутри промежутка
, где
- среднее значение. Уменьшение численного значения
означает увеличение повторяемости. Индекс повторяемости альтернативного метода должен быть равным или меньше индекса повторяемости ртутного метода, вакуумного метода или метода теплопроводности.
Приложение ДА
(обязательное)
Перечень технических отклонений, внесенных в содержание межгосударственного стандарта при его модификации по отношению к примененному международному стандарту ISO 3690:2012
Технические отклонения, внесенные в содержание межгосударственного стандарта при его модификации по отношению к примененному международному стандарту ISO 3690:2012, приведены в таблице ДА.1.
Таблица ДА.1
Структурный элемент настоящего стандарта | Структурный элемент примененного международного стандарта | Характеристика технических отклонений и причин их внесения |
Раздел 1 | Раздел 1 | Добавлен вакуумный метод, основанный на сборе водорода, выделяющегося из образца в вакуумированную измерительную камеру, соединенную с прибором для измерения давления. Количество собранного водорода при применении этого метода определяется путем измерения давления. Метод обеспечивает высокую точность и повторяемость получаемых результатов |
Раздел 2 | Раздел 2 | Добавлен ГОСТ 23338 |
Раздел 3 | Раздел 3 | Добавлено положение о возможности определения количества собранного водорода по давлению газа внутри камеры (вакуумный метод) |
Пункт 4.1.3 | Пункт 4.1.3 | Требования к содержанию серы в образцах для наплавки снижены с 0,02% (требование ISO 3690:2012) до 0,025% в настоящем стандарте. Причиной снижения требований является отсутствие в межгосударственных стандартах столь высоких требований по содержанию серы в стали, минимальное требование по содержанию серы и фосфора составляет 0,05%. Данное отклонение не может повлиять на точность или повторяемость результатов измерений, так как более 95% водорода выделяется через верхнюю поверхность наплавки, а через толщину образца до нижней поверхности диффундирует не более 1% водорода. |
Подраздел 4.3 | Подраздел 4.3 | Добавлена ссылка на [2] СанПиН 4607 "Санитарные правила при работе с ртутью, ее соединениями и приборами с ртутным заполнением". |
Приложение С | Приложение С | Добавлен вакуумный метод |
Приложение ДБ
(обязательное)
Сопоставление структуры настоящего стандарта со структурой применяемого в нем международного стандарта
Указанное в таблице изменение структуры межгосударственного стандарта относительно структуры примененного международного стандарта обусловлено введением вакуумного метода определения диффузионного водорода.
Таблица ДБ.1
Структура настоящего стандарта | Структура международного стандарта ISO 3690:2012 | ||||||
Раздел | Подраздел | Пункты | Подпункты | Раздел | Подраздел | Пункты | Подпункты |
4 | 4.3 | 4.3.6 | 4 | 4.3 | 4.3.5 | ||
4 | 4.3 | 4.3.6 | 4.3.6.1 | 4 | 4.3 | 4.3.5 | 4.3.5.1 |
4 | 4.3 | 4.3.6 | 4.3.6.2 | 4 | 4.3 | 4.3.5 | 4.3.5.2 |
4 | 4.3 | 4.3.7 | 4 | 4.3 | 4.3.6 | ||
Приложение ДВ
(справочное)
Расчет погонной энергии
(Данное приложение заменяет ссылку на международный стандарт ISO/TR 17671-1, не принятый в качестве межгосударственного стандарта)
Погонная энергия , кДж/мм, может быть рассчитана по следующей формуле:
![]() ,
,
где:
- погонная энергия, кДж/мм;
- коэффициент температурной эффективности (таблица ДВ.1);
- напряжение дуги, В;
I - сварочный ток, А;
- скорость сварки, мм/с.
Таблица ДВ.1
Сварочный процесс | Коэффициент |
Автоматическая сварка под флюсом | 1,0 |
Ручная сварка покрытыми электродами | 0,8 |
Механизированная сварка в среде инертных газов | 0,8 |
Механизированная сварка в среде активных газов | 0,8 |
Механизированная сварка порошковой проволокой без газовой защиты | 0,8 |
Механизированная сварка порошковой проволокой в среде активных газов | 0,8 |
Механизированная сварка порошковой проволокой в среде инертных газов | 0,8 |
Аргонодуговая сварка неплавящимся электродом | 0,6 |
Плазменная сварка | 0,6 |
Приложение ДГ
(справочное)
Классификация газов и газовых смесей
(Данное приложение заменяет ссылку на международный стандарт ISO 14175, не принятый в качестве межгосударственного)
ДГ.1 Классификация
Газы и газовые смеси классифицируют посредством указания номера стандарта и группы индексов, соответствующей конкретному газу или газовой смеси, в соответствии с таблицей ДГ.1. Группу индексов подразделяют на основную группу (кроме Z) и подгруппу.
Примечание - Классификация основана на реакционной способности газа или газовой смеси.
ДГ.1.1 Основная группа
Для основных групп используют следующие обозначения:
- I - инертные газы и инертные газовые смеси;
- М1, М2 и М3 - смеси, содержащие кислород и/или двуокись углерода, являющиеся окислителями;
- С - газ и газовые смеси, являющиеся сильными окислителями;
- R - газовые смеси, являющиеся восстановителями;
- N - малоактивный газ (азот) или газовые смеси, являющиеся восстановителями, содержащие азот;
- О - кислород;
- Z - газовые смеси, содержащие компоненты, не указанные в таблице ДГ.1, или имеющие химический состав, выходящий за пределы диапазонов, указанных в таблице ДГ.1.
ДГ.1.2 Подгруппа
Деление на подгруппы производят с учетом процентного содержания основного газа и/или компонентов, влияющих на химическую активность газа или газовой смеси (таблица ДГ.1). Значения, указанные в таблице ДГ.1, являются номинальными.
ДГ.1.3 Примеры классификации
________________
В данном приложении в приведенных примерах не использован полужирный курсив (в связи с применением полужирного курсива для выделения технических отклонений), которым в соответствии с ГОСТ 1.5 в межгосударственных стандартах выделяют примеры.
Пример 1 - Газовая смесь, содержащая в качестве основного газа , в качестве компонентов - 6%
и 4%
.
Классификация: ISO 14175-М25.
Пример 2 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 30%
.
Классификация: ISO 14175-I3.
Пример 3 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 5%
.
Классификация: ISO 14175-R1.
Пример 4 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 0,05%
.
Классификация: ISO 14175-Z.
ДГ.2 Классификационное обозначение
ДГ.2.1 Общие положения
Классификационное обозначение газов и газовых смесей включает классификацию и дополняется группами индексов, обозначающих газы, входящие в смесь, и объемную долю компонентов (в процентах), входящих в газовую смесь.
В настоящем стандарте использованы следующие обозначения газов:
- Ar - аргон;
- С - двуокись углерода:
- Н - водород;
- N - азот;
- О - кислород;
- Не - гелий.
Группа индексов, обозначающих газы, строится таким образом, что после обозначения основного газа указывают компоненты в убывающем по процентному соотношению порядке, и соответственно строится группа индексов, обозначающих объемную долю компонентов (в процентах), входящих в газовую смесь. Группы индексов разделяются между собой тире.
ДГ.2.2 Примеры классификационного обозначения
Пример 1 - Газовая смесь, содержащая в качестве основного газа , в качестве компонентов - 6%
и 4%
.
Классификация: ISO 14175-М25.
Классификационное обозначение: ISO 14175-М25-ArCO-6/4.
Пример 2 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 30%
.
Классификация: ISO 14175-I3.
Классификационное обозначение: ISO 14175-I3-ArHe-30.
Пример 3 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 5%
.
Классификация: ISO 14175-R1.
Классификационное обозначение: ISO 14175-R1-ArH-5.
Пример 4 - Газовая смесь, содержащая в качестве основного газа , в качестве компонентов - 7,5%
и 2,5%
.
Классификация: ISO 14175-М12.
Классификационное обозначение: ISO 14175-М12-HeArC-7,5/2,5.
Для обозначения газовых смесей, содержащих компоненты, выходящие за пределы диапазонов, указанных в таблице ДГ.1 в основной группе индексов, идентифицирующих газ или газовую смесь, используют обозначение Z, которое указывают перед группами индексов, обозначающих газы, входящие в смесь, и объемную долю компонентов (в процентах), входящих в газовую смесь. Группы индексов разделяются между собой тире.
Пример 5 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 0,05%
.
Классификация: ISO 14175-Z.
Классификационное обозначение: ISO 14175-Z-ArO-0,05.
Для обозначения газовых смесей, содержащих компоненты, не указанные в таблице ДГ.1, в основной группе индексов, идентифицирующих газ или газовую смесь, также используют обозначение Z, которое указывают перед группами индексов, обозначающих газы, входящие в смесь, и объемную долю компонентов (в процентах), входящих в газовую смесь. При этом перед компонентом, который не указан в таблице, ставят знак "+", затем приводят объемные доли компонентов (в процентах), входящих в газовую смесь. Группы индексов разделяются между собой тире.
Пример 6 - Газовая смесь, содержащая в качестве основного газа , в качестве компонента - 0,05%
(ксенон).
Классификация: ISO 14175-Z.
Классификационное обозначение: ISO 14175-Z-Ar+Xe-0,05.
Таблица ДГ.1 - Группы индексов, входящие в классификацию газов, предназначенных для сварки плавлением и других родственных процессов
Группы индексов | Номинальные значения объемных долей основного газа и компонентов, % | ||||||
Осно- | Под- | Окислители | Инертные газы | Восстановители | Малоактивные газы | ||
I | 1 | 100 | |||||
2 | 100 | ||||||
3 | Основа |
| |||||
М1 | 1 |
| Основа |
| |||
2 |
| Основа | |||||
3 |
| Основа | |||||
4 |
|
| Основа | ||||
М2 | 0 |
| Основа | ||||
1 |
| Основа | |||||
2 |
| Основа | |||||
3 |
|
| Основа | ||||
4 |
|
| Основа | ||||
5 |
|
| Основа | ||||
6 |
|
| Основа | ||||
7 |
|
| Основа | ||||
М3 | 1 |
| Основа | ||||
2 |
| Основа | |||||
3 |
|
| Основа | ||||
4 |
|
| Основа | ||||
5 |
|
| Основа | ||||
С | 1 | 100 | |||||
2 | Основа |
| |||||
R | 1 | Основа |
| ||||
2 | Основа |
| |||||
N | 1 | 100 | |||||
2 | Основа |
| |||||
3 | Основа |
| |||||
4 | Основа |
|
| ||||
5 |
| Основа | |||||
О | 1 | 100 | |||||
Z | Газовые смеси, содержащие компоненты, не указанные в таблице, или имеющие химический состав, выходящий за пределы диапазонов, указанных в таблице | ||||||
| |||||||
Приложение ДД
(справочное)
Округление фактических значений испытаний
(Данное приложение заменяет ссылку на международный стандарт ISO 80000-1:2009, приложение В, правило А, не принятый в качестве межгосударственного стандарта)
Ближайшее четное кратное следует выбирать как округленное число.
________________
В данном приложении в приведенном примере не использован полужирный курсив (в связи с применением полужирного курсива для выделения технических отклонений), которым в соответствии с ГОСТ 1.5 в межгосударственных стандартах выделяют примеры.
Пример 1 | |
диапазон округления: 0,1 | |
заданное число | округленное число |
12,25 | 12,2 |
12,35 | 12,4 |
Пример 2 | |
диапазон округления: 10 | |
заданное число | округленное число |
1225 | 1220 |
1235 | 1240 |
Приложение ДЕ
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДЕ.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 23338 | - | * |
* Ссылочный международный стандарт отсутствует. | ||
Библиография
[1] | AWS A4.3-93 | Standard methods for determination of the diffusible hydrogen content of martensitic, bainitic and ferritic steel weld metal produced by arc welding |
[2] | СанПиН 4607 | Санитарные правила при работе с ртутью, ее соединениями и приборами с ртутным заполнением |
УДК 621.791:006.354 | МКС 25.160.10, 25.160.40 |
Ключевые слова: наплавленный металл, металл шва, диффузионный водород | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}