ГОСТ ISO 25239-4-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ. АЛЮМИНИЙ
Часть 4
Технические требования и аттестация процедур сварки
Friction stir welding. Aluminium. Part 4. Specification and qualification of welding procedures
МКС 25.160.10
Дата введения 2020-11-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦСК при МГТУ им.Н.Э.Баумана") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 октября 2020 г. N 974-ст межгосударственный стандарт ГОСТ ISO 25239-4-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 25239-4:2011* "Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки" ("Friction stir welding - Aluminium - Part 4: Specification and qualification of welding procedures", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 7 "Обозначения и термины" Технического комитета ISO/TC 44 "Сварка и родственные процессы" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Серия стандартов ГОСТ ISO 25239 состоит из следующих частей под общим наименованием "Сварка трением с перемешиванием. Алюминий":
- часть 1. Словарь;
- часть 2. Конструкция сварных соединений;
- часть 3. Аттестация сварщиков-операторов;
- часть 4. Технические требования и аттестация процедур сварки;
- часть 5. Требования к качеству и контролю.
1 Область применения
Настоящий стандарт устанавливает требования к техническим требованиям и аттестации процедур сварки для сварки трением с перемешиванием алюминия. В настоящем стандарте термин "алюминий" относится к алюминию и его сплавам.
Настоящий стандарт не применяется к точечной сварке трением с перемешиванием.
Примечание - Требования к обслуживанию, материалам или условиям производства могут потребовать более всесторонней аттестации, чем аттестация, приведенная в настоящем стандарте.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 209, Aluminium and aluminium alloys - Chemical composition (Алюминий и алюминиевые сплавы. Химический состав)
ISO 857-1, Welding and allied processes - Vocabulary - Part 1: Metal welding processes (Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металла)
________________
Заменен на ISO/TR 25901-3:2016.
ISO 2107, Aluminium and aluminium alloys - Wrought products - Temper designations (Алюминий и алюминиевые сплавы. Деформируемые полуфабрикаты. Обозначения состояния поставки)
ISO 3134![]() (all parts), Light metals and their alloys - Terms and definitions (Металлы легкие и их сплавы. Термины и определения)
(all parts), Light metals and their alloys - Terms and definitions (Металлы легкие и их сплавы. Термины и определения)
________________
![]() Отменен без замены.
Отменен без замены.
ISO 4136, Destructive tests on welds in metallic materials - Transverse tensile test (Разрушающие испытания на швах в металлических материалах. Испытание на поперечное растяжение)
ISO 5173, Destructive tests on welds in metallic materials - Bend tests (Разрушающие испытания на сварных швах в металлических материалах. Испытания на изгиб)
ISO 6520-1, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением)
ISO 9017, Destructive tests on welds in metallic materials - Fracture test (Испытания разрушающие сварных швов металлических материалов. Испытание на излом)
ISO 10042, Welding - Arc-welded joints in aluminium and its alloys - Quality levels for imperfections (Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества)
ISO 13916, Welding - Guidance on the measurement of preheating temperature, interpass temperature and preheat maintenance temperature (Сварка. Руководство по измерению температуры предварительного нагрева, межслойной температуры и температуры сопутствующего нагрева)
ISO 14175, Welding consumables - Gases and gas mixtures for fusion welding and allied processes (Материалы, расходуемые при сварке. Газы и газовые смеси для сварки плавлением и родственных процессов)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Спецификация и квалификация процедур сварки металлических материалов. Общие правила)
________________
Заменен на ISO 15607:2019. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 15613, Specification and qualification of welding procedures for metallic materials - Qualification based on pre-production welding test (Технические требования и аттестация процедур сварки металлических материалов. Оценка на основе предпроизводственных сварочных испытаний)
ISO 15614-2, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 2: Arc welding of aluminium and its alloys (Технические требования и аттестация процедур сварки металлических материалов. Испытание процедур сварки. Часть 2. Дуговая сварка алюминия и его сплавов)
ISO 17637, Non-destructive testing of welds - Visual testing of fusion-welded joints (Неразрушающий контроль сварных соединений. Визуальный контроль соединений, выполненных сваркой плавлением)
ISO 17639, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Испытания разрушающие сварных швов металлических материалов. Макроскопическое и микроскопическое обследование сварных швов)
ISO/TR 17671-1, Welding - Recommendations for welding of metallic materials - Part 1: General guidance for arc welding (Сварка. Рекомендации по сварке металлических материалов. Часть 1. Общее руководство по дуговой сварке)
ISO 25239-1, Friction stir welding - Aluminium - Part 1: Vocabulary (Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь)
ISO 25239-5:2011, Friction stir welding - Aluminium - Part 5: Quality and inspection requirements (Сварка трением с перемешиванием. Алюминий. Часть 5. Требования к качеству и контролю)
ISO 80000-1:2009, Quantities and units - Part 1: General (Величины и единицы. Часть 1. Общие положения)
3 Термины и определения
В настоящем стандарте применены термины по ISO 209, ISO 857-1, ISO 3134, ISO 6520-1, ISO 10042, ISO 15607, ISO 15613, ISO 15614-2, ISO/TR 17671-1 и ISO 25239-1.
4 Обозначения и сокращения
Для аттестации процедур сварки применяют обозначения и сокращения, указанные в ISO 15607:2003 (таблица 1).
5 Разработка и аттестация процедур сварки
5.1 Общие положения
Аттестация процедур сварки выполняется перед выполнением сварочных работ.
Производитель должен подготовить предварительные технические требования к процедуре сварки (pWPS) и гарантировать, что они пригодны для использования, основываясь на имеющемся опыте работы и общих знаниях технологии сварки.
Предварительные технические требования к процедуре сварки (pWPS) следует использовать в качестве основы для составления протокола аттестации процедуры сварки (WPQR). Предварительные технические требования к процедуре сварки (pWPS) следует проверять в соответствии с методами, приведенными в разделе 6 (испытание процедуры сварки) или разделе 7 (предпроизводственное испытание). Раздел 6 должен применяться, когда геометрия производственной детали или соединения точно представлена стандартным испытательным образцом или образцами, как показано в 6.2. Раздел 7 должен применяться, когда геометрия производственной детали или соединения не точно представлена стандартным испытательным образцом или образцами, как показано в 6.2. Информация, требуемая в предварительных технических требованиях к процедуре сварки (pWPS), приведена в 5.2.
Примечание - Для некоторых случаев может возникнуть необходимость дополнения или сокращения перечня.
Технические требования к процедуре сварки (WPS) охватывают определенные диапазоны толщин основного материала, так же, как и диапазон алюминиевых сплавов.
Диапазоны и допустимые отклонения в соответствии с определенным международным стандартом (см. раздел 2) и опытом производителя необходимо указывать в соответствующих случаях.
Пример формы предварительных технических требований к процедуре сварки (pWPS) приведен в приложении A.
5.2 Техническое содержание предварительных технических требований к процедуре сварки
5.2.1 Общие положения
В предварительные технические требования к процедуре сварки (pWPS) должна быть включена, как минимум, следующая информация.
5.2.2 Информация о производителе:
- наименование изготовителя;
- наименование предварительных технических требований к процедуре сварки (pWPS).
5.2.3 Тип(ы) основного материала, вид(ы) термической обработки, ссылочный(е) стандарт(ы).
5.2.4 Размеры деталей:
- толщина свариваемых деталей;
- внешний диаметр трубы.
5.2.5 Наименование оборудования:
- модель;
- серийный номер;
- производитель.
5.2.6 Наименование инструмента:
- материал;
- чертеж или номер чертежа.
5.2.7 Зажимное приспособление:
- способ и тип крепления, приспособления, ролики и подкладка (размеры и материал);
- в случае, если требуется способ и порядок сварки прихваточным швом, - предварительные технические требования к процедуре сварки (pWPS) должны содержать отметку о сварке прихваточным швом или отметку о запрете сварки прихваточным швом.
5.2.8 Конструкция шва:
- эскиз конструкции и размеры сварного соединения;
- последовательность и направление выполнения проходов, при необходимости;
- заходные и выходные планки, тип материала, ссылочный стандарт и размеры заходных и выходных планок;
- положение выходного отверстия.
5.2.9 Подготовка соединения и методы очистки
5.2.10 Особенности сварки:
- направление движения инструмента (например, вращение по часовой стрелке или против часовой стрелки, скорость вращения, включая движение к свариваемым деталям и от них);
- положение инструмента (например, глубина погружения пятки) или осевое усилие в случае использования;
- охлаждение инструмента (внутреннее, внешнее, охлаждающая среда), в случае использования;
- угол наклона;
- боковой угол наклона, боковое смещение;
- продолжительность времени выдержки в начале сварного шва;
- продолжительность времени выдержки в конце сварного шва;
- конструкция сварного соединения;
- зона перекрытия сварного шва для стыкового сварного соединения или нахлесточного соединения труб;
- нахлесточное соединение: сторона набегания или сторона отставания около верхнего края листа, направление сварки.
5.2.11 Скорость сварки:
- скорость сварки, включая подробную информацию о любых изменениях во время сварки;
- ускорение/замедление скорости или скорость при движении вверх/вниз, в случае использования.
5.2.12 Пространственное положение сварки:
- используемые пространственные положения сварки.
5.2.13 Предварительный подогрев:
- в случае, если используется предварительный подогрев.
5.2.14 Температура предварительного подогрева:
- в случае, если предварительный подогрев применяется;
- применяется стандарт ISO 13916 для 5.2.14, 5.2.15 и 5.2.16;
- при использовании предварительного нагрева инструмента для сварки трением с перемешиванием.
5.2.15 Температура сопутствующего подогрева:
- в случае, если используется сопутствующий подогрев.
5.2.16 Межслойная температура:
- в случае необходимости контроля межслойной температуры.
5.2.17 Защитный газ:
- обозначение согласно ISO 14175, состав, производитель и наименование, расход газа, если используется.
5.2.18 Послесварочная обработка:
- термообработка, старение, снятие напряжения (или методы для коррекции деформации и выпрямления частей), удаление грата или любая послесварочная обработка сварного изделия;
- послесварочная термическая обработка;
- диапазон температуры и минимальное время послесварочной термообработки или старения или ссылка на другие стандарты, указывающие данную информацию.
6 Аттестация, основанная на испытании процедуры сварки
6.1 Общие положения
Подготовку, сварку и испытания испытательного образца следует выполнять согласно 6.2 и 6.3.
Выполнение требований настоящего стандарта может применяться при аттестации сварщика-оператора (см. ISO 25239-3).
6.2 Испытательные образцы
6.2.1 Форма и размеры испытательных образцов
6.2.1.1 Общие положения
Длина или количество испытательных образцов должны быть достаточными, чтобы провести все необходимые испытания.
Испытательные образцы длиннее минимального размера могут использоваться для получения дополнительных образцов для повторных испытаний или в обоих случаях (см. 6.3.4).
На испытательном образце маркируется направление прокатки или экструзии.
6.2.1.2 Стыковое соединение пластины с полным проваром
Подготовка испытательного образца выполняется в соответствии с рисунком 1.
|
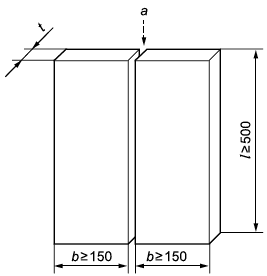
![]() - ширина детали;
- ширина детали; - длина детали;
- толщина материала;
a - подготовка и сборка соединения согласно предварительным техническим требованиям к процедуре сварки (pWPS)
Рисунок 1 - Размеры испытательного образца стыкового соединения пластины с полным проваром
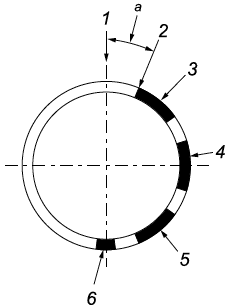
6.2.1.3 Стыковое соединение труб с полным проваром
Подготовка испытательного образца выполняется в соответствии с рисунком 2.
|
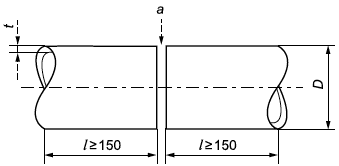
![]() - наружный диаметр трубы;
- наружный диаметр трубы; - длина деталей;
- толщина материала;
a - подготовка и сборка соединения согласно предварительным техническим требованиям к процедуре сварки (pWPS)
Рисунок 2 - Размеры испытательного образца при стыковом соединении труб с полным проваром
6.2.1.4 Нахлесточное соединение
Подготовка испытательного образца выполняется в соответствии с рисунком 3.
Шов может быть выполнен с полным или неполным проваром.
|
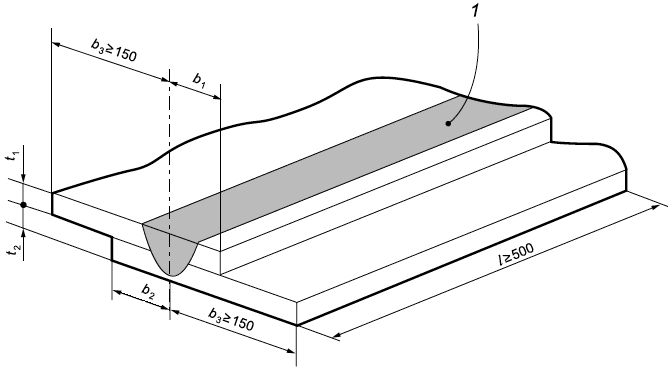
1 - сварной шов; ![]() - расстояние от оси сварного шва до края верхней детали, согласно предварительным техническим требованиям к процедуре сварки (pWPS);
- расстояние от оси сварного шва до края верхней детали, согласно предварительным техническим требованиям к процедуре сварки (pWPS); ![]() - расстояние от оси сварного шва до края нижней детали, согласно предварительным техническим требованиям к процедуре сварки (pWPS);
- расстояние от оси сварного шва до края нижней детали, согласно предварительным техническим требованиям к процедуре сварки (pWPS); ![]() - расстояние между осью сварного шва и краем испытательного образца;
- расстояние между осью сварного шва и краем испытательного образца; - длина испытательного образца;
- толщина основного материала верхней детали;
![]() - толщина основного материала нижней детали
- толщина основного материала нижней детали
Рисунок 3 - Размеры испытательного образца нахлесточного соединения
6.2.2 Сварка испытательных образцов
Испытательный образец выполняется в соответствии с предварительными техническими требованиями к процедуре сварки (pWPS). Если во время сварки трением с перемешиванием прихваточные швы подлежат переплавке, они также должны быть включены в испытательный образец. Местоположение прихваточных швов четко маркируется на испытательном образце.
Сварку испытательного образца следует проводить в присутствии экзаменатора.
6.3 Контроль и испытания испытательных образцов
6.3.1 Объем испытаний
Испытания включают методы неразрушающего контроля и разрушающие испытания. Испытания должны выполняться в соответствии с требованиями таблиц 1 и 2. В приложении В указана дополнительная информация о неразрушающем контроле.
Испытания испытательных образцов необходимо проводить в присутствии экзаменатора.
Контроль и испытания испытательных образцов, включая прихваточные швы или зоны начала/конца стыкового соединения труб, должны соответствовать техническим требованиям.
Определенные условия эксплуатации, материал или условия производства могут потребовать более всесторонней проверки для получения дополнительных данных.
Таблица 1 - Контроль и испытания испытательных образцов стыкового соединения (рисунки 1 и 2)
Контроль и испытания | Объем контроля и испытаний |
Визуальный контроль | 100% |
Испытания на поперечное растяжение | Два образца |
Испытание на изгиб для кованых материалов (согласно ISO 5173) | Два образца из корневой зоны |
Испытание на излом для литых материалов или ковано-литых материалов (согласно ISO 9017) | Два образца с лицевой стороны |
Исследования макроструктуры | Один образец |
Дополнительные испытания (например, неразрушающий контроль) | Если требуется |
| |
Таблица 2 - Контроль и испытания образцов нахлесточных соединений (рисунок 3)
Контроль и испытания | Объем контроля и испытаний |
Визуальный контроль | 100% |
Исследования макроструктуры | Два образца |
Дополнительные испытания (испытание на отрыв, испытание на срез, испытание на S-образный изгиб, неразрушающий контроль) | Если требуется |
| |
6.3.2 Визуальный контроль и нормы оценки
Испытательные образцы подлежат визуальному контролю в соответствии с ISO 17637 перед вырезкой образцов для испытаний. Объем контроля должен соответствовать 6.3.1, таблицам 1 и 2.
Нормы оценки используются согласно ISO 25239-5:2011, приложение A.
6.3.3 Разрушающие испытания
6.3.3.1 Общие положения
Объем проведения разрушающих испытаний указан в таблицах 1 и 2.
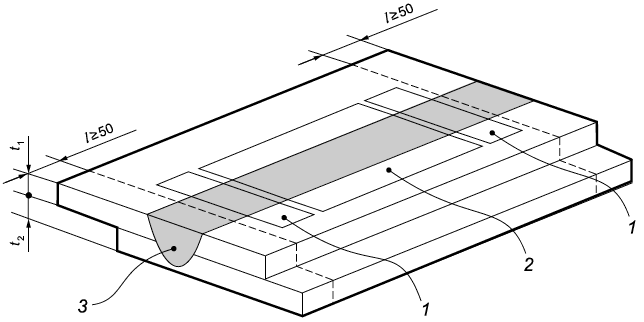
6.3.3.2 Расположение и вырезка образцов для испытаний
После визуального контроля из испытательных образцов вырезаются образцы для испытаний.
Зоны для вырезки образцов для испытаний располагаются в соответствии с рисунками 4-6. Допускается избегать зон с дефектами и вырезать образцы из зон, определенных в ходе визуального контроля как допустимые.
|
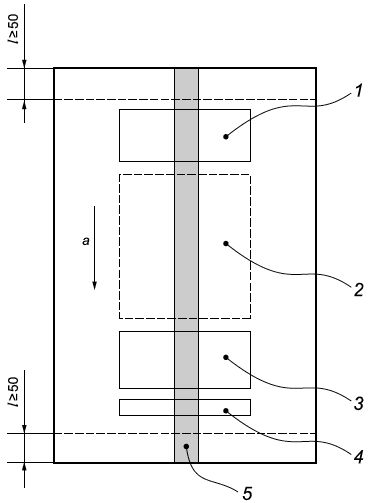
1 - зона одного образца для испытания на растяжение, испытаний на изгиб или излом; 2 - зона для дополнительного образца (если требуется); 3 - зона одного образца для испытания на растяжение; испытаний на изгиб или излом; 4 - зона для образца для макроскопического исследования; 5 - сварной шов; - направление сварки;
- расстояние отступа от края с каждой стороны испытательного образца
Примечание - Не в масштабе.
Рисунок 4 - Положение зон вырезки образцов для испытаний при стыковом соединении листов
|
1 - начало шва; 2 - конец шва; 3 - зона одного образца для испытания на растяжение, испытаний на изгиб или излом; 4 - зона для дополнительных образцов (если требуется); 5 - зона одного образца для испытания на растяжение, испытаний на изгиб или излом; 6 - зона для образца для макроскопического исследования; а - зона перекрытия сварного шва, позволяющая получить образец для испытания на растяжение, по возможности
Примечание - Не в масштабе.
Рисунок 5 - Положение зон вырезки образцов для испытаний стыкового соединения труб
|
1 - зона для двух образцов для макроскопического исследования; 2 - зона для образцов для испытания на отрыв, испытания на срез, испытания на S-образный изгиб ударным инструментом (см. приложение С), если требуется; 3 - сварной шов, - расстояние отступа от края с каждой стороны испытательного образца
Примечание - Не в масштабе.
Рисунок 6 - Положение зон вырезки образцов для испытаний нахлесточного соединения
6.3.3.3 Испытание на поперечное растяжение и нормы оценки
Для стыковых соединений образцы для испытания на растяжение должны соответствовать ISO 4136, с тем отличием, что образец должен вырезаться с поверхности непосредственно после сварки.
Временное сопротивление образца для испытания должно быть не меньше, чем соответствующее минимальное значение для основного материала в соответствующем стандарте (см. таблицу 3).
В термоупрочняемых сплавах указанное временное сопротивление, ![]() , образца в состоянии непосредственно после сварки должно отвечать минимальному требованию:
, образца в состоянии непосредственно после сварки должно отвечать минимальному требованию:
![]() , (1)
, (1)
где ![]() - указанное в соответствующем стандарте минимальное временное сопротивление основного материала;
- указанное в соответствующем стандарте минимальное временное сопротивление основного материала;
![]() - коэффициент прочности сварного соединения (см. таблицу 3).
- коэффициент прочности сварного соединения (см. таблицу 3).
При комбинации разных алюминиевых сплавов берется меньшее из значений ![]() этих сплавов.
этих сплавов.
Для определения соответствия значениям ![]() в таблице 3,
в таблице 3, ![]() значения вычисляют из уравнения (1) и округляют согласно правилам ISO 80000-1:2009 (приложение B).
значения вычисляют из уравнения (1) и округляют согласно правилам ISO 80000-1:2009 (приложение B).
Таблица 3 - Предел прочности на растяжение стыковых соединений
Тип материала | Виды термообработки основного материала перед сваркой | Условия после сварки | Коэффициент прочности сварного соединения |
Чистый алюминий | Все виды термообработки | После сварки | 1,0 |
Нетермоупрочняемые сплавы | Все виды термообработки | После сварки | 1,0 |
Термоупрочняемые сплавы | T4 | Естественное старение | 0,7 |
T4 | Искусственное старение | 0,7 | |
T5 и T6 | Естественное старение | 0,6 | |
T5 и T6 | Искусственное старение | 0,7 | |
| |||
6.3.3.4 Испытание на изгиб и нормы оценки
Для стыковых соединений образцы для испытаний и испытание на изгиб должны соответствовать ISO 5173. Сторона набегания или сторона отставания должны быть отмечены на образцах до проведения испытаний.
Для всех основных материалов минимальный угол загиба должен составлять 150°; при использовании оправки диаметром, рассчитанным исходя из относительного удлинения при растяжении основного материала следующим образом.
При относительном удлинении >5%
![]() , (2)
, (2)
где ![]() - максимальный диаметр оправки, мм;
- максимальный диаметр оправки, мм;
![]() - толщина образца для испытания на изгиб (включая боковой изгиб), мм;
- толщина образца для испытания на изгиб (включая боковой изгиб), мм;
![]() - минимальное относительное удлинение при растяжении, необходимое согласно техническим характеристикам материала (для комбинаций разных сплавов используется минимальное значение), %.
- минимальное относительное удлинение при растяжении, необходимое согласно техническим характеристикам материала (для комбинаций разных сплавов используется минимальное значение), %.
Для относительного удлинения 5% перед испытаниями выполняется термообработка для снятия напряжений. Диаметр оправки вычисляют, используя относительное удлинение при условиях состояния "O".
Если испытание на изгиб было прервано из-за роста зернистости во время отжига, следует провести дополнительные испытания на изгиб в соответствии с таблицей 1, за исключением случаев, когда согласно техническим требованиям необходимо использовать новые параметры.
Значения ![]() округляются в меньшую сторону до целого числа. Допускается использовать меньший диаметр оправки.
округляются в меньшую сторону до целого числа. Допускается использовать меньший диаметр оправки.
Во время испытаний на образцах для испытаний не допускается появление любой одиночной трещины более 3 мм в любом направлении. Трещины, образующиеся на любых гранях образца во время испытаний должны быть проигнорированы, если нет доказательств, что они образовались вследствие непровара или каверн.
6.3.3.5 Исследования макроструктуры и нормы оценки
Образцы для испытаний подготавливают и проверяют в соответствии с ISO 17639 с одной стороны для точного обнаружения зоны сварки.
Исследования макроструктуры должны включать основной материал, не подвергнутый тепловому воздействию. В ходе исследования макроструктуры перед травлением не должны быть выявлены трещины.
При травлении некоторых материалов следует соблюдать особую осторожность, чтобы избежать ложных индикаций.
Нормы оценки используются согласно ISO 25239-5:2011, приложение A. Прочие дефекты должны находиться в пределах допустимых значений, указанных в соответствующих требованиях или технической документации.
6.3.4 Повторные испытания
Если испытательный образец не соответствует требованиям по результатам визуального контроля по 6.3.2, следует провести такие же испытания дополнительного испытательного образца. Если этот дополнительный испытательный образец также не соответствует требованиям, аттестация процедуры сварки считается непройденной.
Если какой-либо образец для испытаний не соответствует требованиям по результатам разрушающих испытаний по 6.3.3 только из-за наличия дефектов в сварном шве, то взамен каждого такого образца должны быть испытаны два новых. Дополнительные образцы для испытаний вырезаются из того же испытательного образца, если в нем достаточно материала, или из нового испытательного образца. Каждый дополнительный образец для испытаний подвергается тем же испытаниям, что и начальный образец для испытаний. Если любой из дополнительных образцов для испытаний не соответствует требованиям, аттестация процедуры сварки считается непройденной.
6.4 Область распространения аттестации
6.4.1 Общие положения
Все условия согласно 6.4.2-6.4.5 должны быть выполнены.
При расширении, сокращении или изменении области распространения аттестации требуется проведение новой аттестации процедуры сварки.
6.4.2 Производственные условия
Аттестационные испытания, которые проходит производитель, распространяются на сварку в цехе или в местах производства работ при осуществлении технического контроля и контроля качества производителем.
Считается, что сварка выполнялась при таких же условиях технического контроля и контроля качества, если производитель, прошедший аттестацию процедуры сварки, берет на себя полную ответственность за весь процесс сварки.
6.4.3 Температура предварительного подогрева
Верхним пределом температуры при аттестации считается температура предварительного подогрева, достигнутая в начале аттестации процедуры сварки. Нижний предел - на 30°С ниже измеренной температуры предварительного подогрева, указанной в технических требованиях к процедуре сварки (WPS).
6.4.4 Межслойная температура
Верхним пределом температуры при аттестации считается самая высокая межслойная температура, достигнутая во время аттестации процедуры сварки. Нижний предел - на 30°С ниже межслойной температуры, указанной в технических требованиях к процедуре сварки (WPS).
6.4.5 Другие параметры
Область распространения аттестации по другим параметрам должна быть указана в технических требованиях к процедуре сварки (WPS).
6.5 Протокол аттестации процедуры сварки
Протокол аттестации процедуры сварки (WPQR) - протокол о результатах испытаний каждого испытательного образца, включая повторные испытания. Протокол должен включать соответствующие пункты, перечисленные в технических требованиях к процедуре сварки (WPS), а также описание любых особенностей, которые являются недопустимыми в соответствии с требованиями 6.3. Если результаты испытаний положительные, экзаменатор или экзаменующий орган подписывает и ставит дату в протоколе аттестации процедуры сварки. Кроме того, должны быть проверены предварительные технические требования к процедуре сварки (pWPS). После этого могут быть выпущены технические требования к процедуре сварки.
Для протокола аттестации процедуры сварки (WPQR) используется стандартная форма. Пример формы протокола аттестации процедуры сварки (WPQR) приведен в приложении D.
7 Аттестация, основанная на предпроизводственном испытании сварки
7.1 Общие положения
Предпроизводственное испытание сварки должно быть выполнено согласно соответствующим подразделам раздела 6, если оно не скорректировано в 7.2-7.5.
Выполнение требований настоящего стандарта может применяться при аттестации сварщика-оператора (см. ISO 25239-3).
7.2 Испытательные образцы
Подготовка и сварка испытательных образцов должна быть проведена в производственных условиях выполнения сварочных работ. Испытательные образцы должны быть разработаны таким образом, чтобы их форма и размеры соответствовали реальным условиям сварки готовой продукции. К таким условиям относится пространственное положение сварки и другие существенные параметры (условия напряжения, влияние нагрева, ограниченный доступ, граничные условия).
Если для проверки используется готовый образец продукции, следует также применять оснастки и приспособления, которые используются на производстве.
7.3 Контроль и испытания испытательных образцов
Испытательные образцы проверяются в соответствии с разделами раздела 6. Должны быть проведены, по меньшей мере, следующие испытания:
визуальный контроль (100%);
исследования макроструктуры (количество испытаний зависит от геометрии конструкции).
7.4 Область распространения аттестации
Любые технические требования к процедуре сварки, разработанные в соответствии с настоящим стандартом, должны быть ограничены типом шва, использованным в ходе предпроизводственных испытаний сварки.
Диапазон испытаний должен соответствовать применимым пунктам 6.4.
7.5 Протокол аттестации процедуры сварки
Используется стандартная форма протокола аттестации процедуры сварки (WPQR). Образец формы протокола аттестации процедуры сварки (WPQR) представлен в приложении D.
Приложение А
(справочное)
Предварительные технические требования к процедуре сварки
Предварительные технические требования к процедуре сварки (pWPS) номер производителя | |||||||
Протокол аттестации процедуры сварки (WPQR) номер производителя | |||||||
ФИО сварщика-оператора сварки трением с перемешиванием | |||||||
Группа основного материала, марка и ссылочный(е) стандарт(ы) | |||||||
Толщина основного материала (мм) | |||||||
Внешний диаметр трубы (мм) | |||||||
Наименование оборудования (марка, серийный номер, производитель) | |||||||
Наименование инструмента (эскиз) | |||||||
Зажимное приспособление (эскиз) | |||||||
Требования к прихватке | |||||||
Подготовка соединения под сварку и методы очистки | |||||||
Конструкция сварного соединения | |||||||
Тип и конструкция сварного соединения | Последовательность сварки |
(эскиз) |
Параметры сварки | ||||||
Цикл | Скорость вращения инструмента, об/мин | Глубина погружения пятки, мм, или осевое усилие, кН | Угол наклона, ° | Боковой угол наклона, ° | Время выдержки, мин | Скорость сварки, мм/мин; другое |
Положение сварки | |||||||||||
Температура предварительной термической обработки (°С) | |||||||||||
Температура предварительного подогрева (°С) | |||||||||||
Температура сопутствующего подогрева (°С) | |||||||||||
Межслойная температура (°С) | |||||||||||
Защитный газ | Обозначение | Расход газа (л/мин) | |||||||||
Обработка сварного шва после сварки | |||||||||||
Термическая обработка сварного шва после сварки (время, температура, метод, скорость нагрева и | |||||||||||
охлаждения) | |||||||||||
Другая информация | |||||||||||
Производитель | |||||||||||
________________ | |||||||||||
Приложение В
(справочное)
Неразрушающий контроль
При необходимости проведения неразрушающего контроля он должен быть проведен на испытательных образцах перед вырезкой из них образцов для разрушающих испытаний.
В зависимости от геометрии шва, основного материала и эксплуатационных требований неразрушающий контроль выполняется в соответствии с ISO 3452 [1] (проникающий контроль), ISO 17636 [2] (радиографический контроль) и ISO 17640 [3] (ультразвуковой контроль). Если имеются строгие требования относительно качества шва, могут быть проведены специальные методы (например, ультразвуковой метод контроля с применением антенных решеток или вихретоковый метод контроля).
Приложение С
(справочное)
Испытание на S-образный изгиб нахлесточных соединений ударным инструментом
Испытание на S-образный изгиб нахлесточных соединений ударным инструментом - проверенный метод качественного определения наличия в сварном шве дефектов, например утонения листа или "крюка". Поскольку оценка по данному методу является качественной, следует подбирать подходящее расстояние от центра шва до тисков (или зажимного устройства) таким образом, чтобы компенсировать пластичность или недостаток пластичности и толщину проверяемого материала. Для более пластичных материалов расстояние от центра шва до тисков должно быть меньше, чем для менее пластичных материалов.
Рекомендуется выполнять проверку на S-образный изгиб на двух образцах. У одного образца ближе к ударному инструменту должна быть сторона набегания шва [рисунок С.1, a)]. У второго образца ближе к ударному инструменту должна быть сторона отставания шва [(рисунок С.1, b)].
Данное испытание не заменяет другие количественные испытания.
|
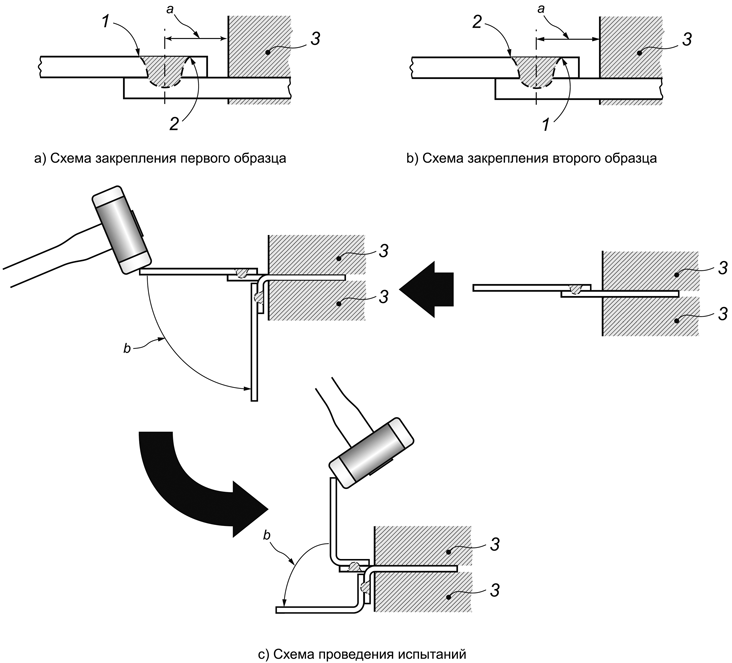
1 - сторона набегания; 2 - сторона отставания; 3 - тиски; - расстояние от края зажима до центра шва;
![]() - направление удара ударного инструмента
- направление удара ударного инструмента
Примечание - Большой стрелкой указан ход испытания.
Рисунок С.1 - Метод испытания на S-образный изгиб ударным инструментом
Приложение D
(справочное)
Форма протокола аттестации процедуры сварки
Аттестация процедуры сварки - Протокол аттестации | |||||||||||||||||
Производитель | Адрес | ||||||||||||||||
Предварительные технические требования к процедуре сварки (pWPS), номер производителя | |||||||||||||||||
Протокол аттестации процедуры сварки (WPQR), номер производителя | |||||||||||||||||
Экзаменатор или экзаменующий орган | |||||||||||||||||
Регистрационный номер | |||||||||||||||||
Шифр/наименование стандарта на испытания | |||||||||||||||||
Дата сварки | |||||||||||||||||
ФИО сварщика-оператора сварки трением с перемешиванием | |||||||||||||||||
Группа основного материала и ссылочный(е) стандарт(ы) | |||||||||||||||||
Толщина основного материала (мм) | |||||||||||||||||
Внешний диаметр трубы (мм) | |||||||||||||||||
Конструкция сварного соединения (эскиз) | |||||||||||||||||
Послесварочная термическая обработка | |||||||||||||||||
Другая информация | |||||||||||||||||
Подпись ниже подтверждает, что испытательные образцы были подготовлены, сварены и проконтролированы в соответствии с требованиями стандарта на испытания, указанного выше. | |||||||||||||||||
Место | Дата | Экзаменатор или экзаменующий орган. | |||||||||||||||
Экзаменатор или экзаменующий орган. | |||||||||||||||||
Отчет об испытаниях испытательного образца | |||||||||||
Производитель | |||||||||||
Адрес | |||||||||||
Предварительные технические требования к процедуре сварки (pWPS), номер производителя | |||||||||||
Протокол аттестации процедуры сварки (WPQR), номер производителя | |||||||||||
Экзаменатор или экзаменующий орган | |||||||||||
Регистрационный номер | |||||||||||
ФИО сварщика-оператора сварки трением с перемешиванием | |||||||||||
Группа основного материала и ссылочный(е) стандарт(ы) | |||||||||||
Толщина основного материала (мм) | |||||||||||
Внешний диаметр трубы (мм) | |||||||||||
Наименование оборудования | |||||||||||
Наименование инструмента (эскиз) | |||||||||||
Зажимное приспособление (эскиз) | |||||||||||
Требования к прихватке | |||||||||||
Подготовка соединения под сварку и методы очистки | |||||||||||
Конструкция сварного соединения | |||||||||||
Тип и конструкция сварного соединения | Последовательность сварки |
(эскиз) |
Параметры сварки | ||||||
Цикл | Скорость вращения инструмента, об/мин | Глубина погружения пятки, мм, или осевое усилие, кН | Угол наклона, ° | Боковой угол наклона, ° | Время выдержки, мин | Скорость сварки, мм/мин; другое |
Положение сварки | |||||||||||||
Температура предварительной термической обработки (°С) | |||||||||||||
Температура предварительного подогрева (°С) | |||||||||||||
Температура сопутствующего подогрева (°С) | |||||||||||||
Межслойная температура (°С) | |||||||||||||
Защитный газ | Обозначение | Расход газа (л/мин) | |||||||||||
Обработка сварного шва после сварки | |||||||||||||
Термическая обработка сварного шва после сварки (время, температура, метод, скорость нагрева и | |||||||||||||
охлаждения) | |||||||||||||
Другая информация | |||||||||||||
Производитель | Экзаменатор или экзаменующий орган. | ||||||||||||
Экзаменатор или экзаменующий орган. | |||||||||||||
________________ | |||||||||||||
Результаты испытаний | |||||||
Производитель | Адрес | ||||||
Предварительные технические требования к процедуре сварки (pWPS), номер производителя | |||||||
Протокол аттестации процедуры сварки (WPQR), номер производителя | |||||||
Экзаменатор или экзаменующий орган | |||||||
Регистрационный номер | |||||||
Визуальный контроль | |||||||
Допустимый | Недопустимый | Протокол N |
Макроскопические исследования | ||
Допустимый | Недопустимый | Протокол N |
Разрушающие испытания | |
Испытания на растяжение - Требуются: Да | Нет |
Тип/N |
|
|
| Место разрушения | Примечания |
Требование | |||||
1 | - | ||||
2 | - |
| |
| |
| |
Испытание на изгиб - Требуется: Да | Нет |
Тип/N | Сторона изгиба | Диаметр оправки | Результаты |
Другие испытания | |||||||
Примечания | |||||||
Испытания проведены в соответствии с требованиями | |||||||
Номер лабораторного отчета | |||||||
Результаты испытаний положительные/отрицательные (ненужное зачеркнуть) | |||||||
Испытания проводились в присутствии | |||||||
Экзаменатор или экзаменующий орган. | Экзаменатор или экзаменующий орган. | ||||||
________________ | |||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1 - Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Обозначение ссылочного международного стандарта и документа | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 209 | - | * |
ISO 857-1 | - | *, |
| ||
ISO 2107 | - | * |
ISO 3134 (all parts) | - | * |
ISO 4136 | - | *, |
| ||
ISO 5173 | - | * |
ISO 6520-1 | - | *, |
| ||
ISO 9017 | - | * |
ISO 10042 | - | *, |
| ||
ISO 13916 | - | * |
ISO 14175 | - | *, |
| ||
ISO 15607:2003 | - | *, |
| ||
ISO 15613 | - | *, |
| ||
ISO 15614-2 | - | *, |
| ||
ISO 17637 | - | *, |
| ||
ISO 17639 | - | * |
ISO/TR 17671-1 | - | * |
ISO 25239-1 | IDT | ГОСТ ISO 25239-1-2020 "Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь" |
ISO 25239-5:2011 | IDT | ГОСТ ISO 25239-5-2002** "Сварка трением с перемешиванием. Алюминий. Часть 5. Требования к качеству и контролю" |
ISO 80000-1:2009 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
________________
** Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 25239-5-2020. - .
Библиография
[1] | ISO 3452 (all parts) | Non-destructive testing. Penetrant testing. [Неразрушающий контроль. Проникающий контроль (все части)] |
[2] | ISO 17636 | Non-destructive testing of welds. Radiographic testing. (Неразрушающий контроль сварных соединений. Радиографический контроль) |
[3] | ISO 17640 | Non-destructive testing of weld. Ultrasonic testing. Techniques, testing and assessment levels (Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Методики, уровни контроля и оценки) |
УДК 621.791.14:006.354 | МКС 25.160.10 | IDT |
Ключевые слова: сварка, аттестация, сварка трением с перемешиванием, сварка алюминия, процедура сварки | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}