ГОСТ 27580-88
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ
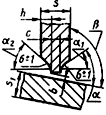
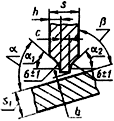
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ.
Основные типы, конструктивные элементы и размеры
Arc welding of aluminium and
aluminium alloys in inert gases. Acute and blunt weld joints.
Main types, design elements and dimensions
ОКСТУ 0072
Срок действия с 01.01.89
до 01.01.94*
______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 5-6 1993 г.). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.01.88 N 67
2. ВВЕДЕН ВПЕРВЫЕ
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2789-73 |
|
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инертных газах.
Стандарт не распространяется на сварные соединения трубопроводов.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИН - ручная неплавящимся электродом с присадочным металлом;
АИН - автоматическая неплавящимся электродом с присадочным металлом;
АИН - автоматическая неплавящимся электродом с присадочным металлом - трехфазная;
АИП - автоматическая плавящимся электродом - однодуговая;
ПИП - полуавтоматическая плавящимся электродом.
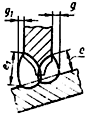
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-19.
Таблица 1
|
|
|
|
|
|
| ||||
| РИН | АИН | АИН | ПИП | АИП | нения | ||||
Без скоса кромок | Одно- сторон- ний |
| 0,8-6,0 | 0,8-6,0 | - | 4-12 | 4-12 | 179°- 122° | У1 | |
0,8-20,0 | 0,8-20,0 | - | 4-12 | 4-12 | 121°-91°; | |||||
0,8-12,0 | 0,8-12,0 | - | 4-12 | 4-12 | 30°-5° | |||||
Угло- | Одно- сторон- ний на под- клад- ке |
| 0,8-5,0 | 0,8-16,0 | 5-25 | 3-12 | 3-12 | 179°- 136° | У2 | |
| Без скоса кромок | Двусто- ронний |
| 2,0-6,0 | 2,0-10,0 | 10-30 | 4-8 | 4-12 | 179°-91° | У3 |
|
|
| 2,0-6,0 | 2,0-6,0 | - | 4-12 | 4-12 | 89°-60° |
| |
| Со скосом одной кромки | Одно- сторон- ний |
| 4,0-20,0 | - | - | 6,0-20,0 | - | 179°-122° | У4 |
|
|
| 4,0-20,0 | 4,0-20,0 | - | 4,0-20,0 | 4,0-20,0 | 89°-32° |
| |
Угло- |
| Двусто- ронний |
| 4-20 | - | - | 6-20 | - | 179°-122° | У5 |
|
|
| 4-20 | 4-20 | - | 4-20 | 4-20 | 89°-60° |
| |
| С двумя скосами одной кромки | Двусто- ронний |
| 12-35 | - | - | 12-35 | - | 179°- 165°; | У6 |
Угло- | Со скосом одной кромки | Одно- сторон- ний на под- кладке |
| 4-20 | - | - | 6-20 | - | 179°- 136° | У7 |
С двумя скосами одной кромки и одним скосом второй кромки | Двусто- ронний |
| 12-30 | 12-30 | 32-60 | 12-30 | 12-30 | 179°- 136° | У8 | |
Со скосом двух кромок | Одно- сторон- ний |
| 4-20 | 8-20 | - | 10-30 | 10-30 | 179°- 122° | У9 | |
12-30 | 12-30 | - | 12- 30 | 12-30 | 89°- 61° | |||||
Угло- | Двусто- ронний |
| 4-20 | 4-40 | 20-40 | 10- 30 | 10-30 | 179°- 122° | У10 | |
| 12-30 | 12-30 | - | 12-30 | 12-30 | 89°-61° | ||||
| Без скоса кромок | Одно- сторон- ний |
| 1-20 | 2-20 | 3-20 | 3-20 | 3-20 | 91°-179° | Т1 |
Тавро- | Двусто- ронний |
| 1-20 | 2-30 | 3-20 | 3-20 | 3-20 | 91°-120° | Т2 | |
Со скосом одной кромки | Одно- сторон- ний |
| 4-20 | 4-20 | - | 4-20 | 4-20 | 91°-149° | Т3 | |
Со скосом одной кромки | Двусто- ронний |
| 4-20 | 4-20 | - | 4-20 | 4-20 | 91°-149° | Т4 | |
Тавро- | Одно- сторон- ний |
| 4-20 | 4-20 | - | 4-20 | 4-20 | 89°-59° | Т5 | |
| Двусто- ронний |
| 4-20 | 4-20 | - | 4-20 | 4-20 | 89°-59° | Т6 | |
| С двумя скосами одной кромки |
| 12-35 | 12-35 | - | 12-35 | 12-35 | 91°-100° | Т7 | |
Тавро-
| С двумя криво- линей- ными скосами одной кромки | Двусто- ронний |
| 32-60 | - | - | 32-60 | - | 91°-105° | Т9 |
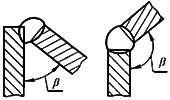
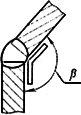
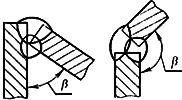
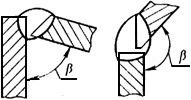
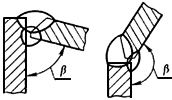
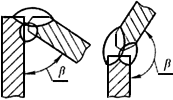
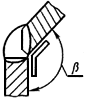
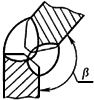
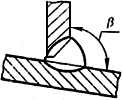
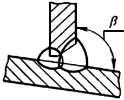
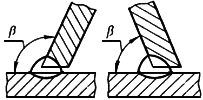
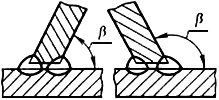
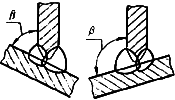
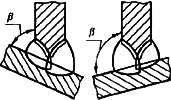
Таблица 2
Размеры, мм
|
|
|
|
|
|
| |||||||
ние сое- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
| |||
ния | деталей |
|
|
|
|
| 179°-122° | 121°-91° | 89°-31° | 30°-5° |
|
|
|
|
| РИН АИН | От 0,8 до 2,5 | +0,5 |
|
|
|
|
| 0,8 |
| ||
|
| Св. 2,5 до 6,0 |
| 2s+5 |
|
|
|
| 1,0 | ±0,5 | |||
|
| Св. 6,0 до 10,0 | +1,0 |
|
|
| 2s+4 | - |
|
| |||
У1 |
|
| Св. 10,0 до 12,0 | 0 |
| - | 2s+6 | 2s+5 |
|
| 2,0 | ±1,0 | |
|
| Св. 12,0 до 20,0 | +2,0 |
|
|
| - |
|
|
| |||
|
| АИП; ПИП | От 4,0 до 10,0 | +1,0 |
|
|
|
| От 0 до 0,5s |
|
| ||
| Св. 10,0 до 12,0 | +2,0 | 2s+5 |
|
| 2s+4 |
| 1 | +2,0 | ||||
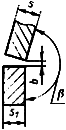
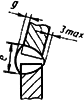
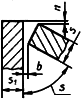
Таблица 3
Размеры, мм
|
|
|
|
|
|
| |||||
ние сое- | подготов- | свар- |
|
|
|
|
|
| |||
|
|
|
|
|
| 179°-160° | 159°-136° |
|
| ||
|
| От 0,8 до 1,0 | 0 | ±1,5 | 2s+5 | 2s+7 | 0,8 | ||||
|
| РИН АИН | Св. 1,0 до 2,0 | 1 | ±0,5 | ||||||
|
| Св. 2,0 до 5,0 | 1 | ±1,0 | 1,0 | ||||||
|
| АИН | От 5,0 до 16,0 | 3 | ±1,5 | s+6 | 2,0 | ||||
У2 |
|
| Св. 16,0 до 18,0 | 3,0 | |||||||
|
| АИН | Св. 18,0 до 22,0 | 1,5 | 4,0 | ±1,0 | |||||
|
| Св. 22,0 до 25,0 | 4,5 | ||||||||
АИП; ПИП | От 3,0 до 12,0 | ±1,0 | 2,0 | ||||||||
Таблица 4
Размеры, мм
|
|
|
|
|
|
| |||||||
ние сое- | подготов- | сварного |
|
|
|
|
| ||||||
| деталей |
|
|
| 179°-150° | 149°-91° | 89°-60° | 179°-91° | 89°-60° |
|
|
|
|
|
| РИН АИН | От 2 до 3 | s+3 | s+4 | 5 | |||||||
|
| Св. 3 до 6 | s+6 | s+7 | s+4 | 3 | +1 | 1 | ±0,5 | ||||
|
| Св. 6 до 8 |
|
| 10 | ||||||||
|
| АИН | Св. 8 до 10 | ||||||||||
|
| От 10 до 14 | s+8 | s+10 | |||||||||
|
| Св. 14 до 18 | s+5 | s+6 | - | 4 | 2 | ±1,0 | |||||
У3 |
|
| АИН | Св. 18 до 20 | 13 | 0 | +2 | ||||||
|
| Св. 20 до 24 | s+3 | s+4 | |||||||||
|
| Св. 24 до 30 | s | s+2 | 5 | ||||||||
|
| АИП; ПИП | От 4 до 6 | 1 | ±0,5 | ||||||||
|
| Св. 6 до 8 | 3 | ||||||||||
|
| Св. 8 до 10 | s+6 | s+8 | s+6 | 10 | 4 | +1 | 2 | ±1,0 | |||
|
| АИП | Св. 10 до 12 | ||||||||||
| ПИП | От 8 до 12 | - | ||||||||||
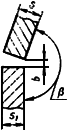
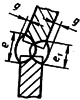
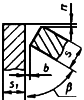

Таблица 5
Размеры, мм
|
|
|
|
|
|
|
| ||||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
|
| ||||
| деталей |
|
|
| 179°- | 89°- |
|
|
|
|
|
|
|
|
|
|
| От 4 до 6 | 2 | ||||||||||||
|
| РИН | Св. 6 до 10 | 1,6s+7 | 1,5s+8 | +1 | 2 | ||||||||
|
| Св. 10 до 14 | 3 | ±1 | |||||||||||
|
| Св. 14 до 20 | 1,6s+10 | 1,6s+5 | +2 | 3 | ±1 | ||||||||
|
| От 4 до 6 | - | ||||||||||||
|
| Св. 6 до 8 | 1,4s+6 |
|
| 4 | +1 | 2 | |||||||
У4 |
|
| Св. 8 до 10 | 1,4s+6 |
|
| 0 | 60° | |||||||
|
| ПИП | Св. 10 до 12 |
|
| ±2 | |||||||||
|
| Св. 12 до 14 | 1,6s+7 | 1,6s+7 |
|
| |||||||||
|
| Св. 14 до 20 | 5 | +2 | 4 | ±2 | |||||||||
|
| От 4 до 10 | 1,5s+8 | ||||||||||||
АИН | Св. 10 до 20 | - | 1,6s+5 | ||||||||||||
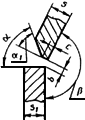

Таблица 6
Размеры, мм
|
|
|
s |
|
|
|
|
|
| ||||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
| |||||||
| деталей |
|
|
| 179°- | 89°- | Св. 90° | До 90° |
|
|
|
|
|
|
|
|
|
|
| РИН | От 4 до 6 | 1,5s+6 | 1,5s+8 | 3 |
|
|
|
|
|
|
|
|
| ||
|
| Св. 6 до 8 |
|
|
|
|
|
| 2 |
|
| +1 | 2 |
|
| ||
|
| Св. 8 до 10 | 1,5s+8 |
| 10 |
|
|
|
| +1 |
|
|
|
|
| ||
У5 |
|
| Св. 10 до 12 | 1,6s+10 | 1,6s+5 |
| 4 |
|
|
|
|
|
|
|
|
| |
|
| Св. 12 до 20 | 13
|
|
|
| 3 |
| 0 | +2 | 3 | +1 | 60° | ||||
|
| ПИП | От 4 до 6 | - | 1,4s+6 |
| 3 |
|
|
|
|
| +1 | 2 |
| ||
|
| От 6 до 10 | 1,4s+6 | 10 |
|
|
| 4 | ±2 |
|
|
|
| ||||
|
| Св. 10 до 14 | 1,6s+7 | 4 | |||||||||||||
| Св. 14 до 20 | 1,6s+7 | 13 | 5 | 5 | +2 | 4 | ±2 | |||||||||
| АИН | От 4 до 8 | 1,5s+8 | 3 |
|
| 2 |
|
| +1 |
|
|
| ||||
| АИП | Св. 8 до 10 | - | - |
|
|
|
| ±1 |
|
| 2 | ±1 | ||||
| Св. 10 до 20 | 1,6s+7 | 4 | 3 | +2 | 3 | |||||||||||


Таблица 7
Размеры, мм
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||
ние |
|
|
|
| не более |
|
|
|
| при |
|
|
|
|
| |||||||||||||
сое- | подготовлен- | сварного |
|
|
|
|
|
|
|
|
|
| ||||||||||||||||
| деталей |
|
| 179°- 175° | 89°- | 174°- 170° | 84°- | 169°- 165° | 79°- | 174°- 170° | 84°- | 169°- 165° | 79°- |
|
|
|
| Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. |
|
|
| ||
|
| РИН | От 12 до 14 |
|
|
| 2 |
| 5 | |||||||||||||||||||
|
| Св. 14 до 16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2 | 6 | ||||||||
|
| Св. 16 до 18 | s+2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5 | ±2 |
| 7 | |||||||
У6 |
|
| Св. 18 до 20 |
| 1,1s+5 | 0,9s+6 | 0,8s+5 | 0,9s+10 | 1,2s+8 |
|
|
|
| 3 | ±1 | 0 | +2 | 8 | 60° | |||||||||
|
| Св. 20 до 22 |
|
|
|
|
| 9 | ||||||||||||||||||||
|
| Св. 22 до 24 | s+3 |
|
|
| 4 | 10 | ±3 |
| 10 | |||||||||||||||||
| РИН | Св. 24 до 26 |
|
|
|
| 11 | |||||||||||||||||||||
| Св. 26 до 28 | s+3 |
|
|
|
| 12 | |||||||||||||||||||||
| Св. 28 до 30 | 1,1s+5 | 0,9s+6 | 0,8s+5 | 0,8s+5 | 0,9s+10 | 1,2s+8 |
|
|
|
| 4 | ±1 | 10 |
|
|
| 2 | 13 | 60° | ||||||||
У6 |
| Св. 30 до 32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ±3 | 0 | +2 | 14 | ||||||||
| Св. 32 до 35 | s+4 |
|
|
|
|
| 15 | ||||||||||||||||||||
| ПИП | От 12 до 14 | s+2 |
|
|
| +1 | 6 |
| 4 | 4 | |||||||||||||||||
| Св. 14 до 16 |
|
|
|
|
|
|
| 5 | |||||||||||||||||||
| Св. 16 до 18 | s+2 |
|
|
| 4 |
|
|
| 6 | ||||||||||||||||||
| Св. 18 до 20 |
|
|
|
|
|
|
|
|
|
|
|
|
| +1 | 6 | ±3 | 0 | +2 | 4 | 7 | 60° | ||||||
| Св. 20 до 22 |
|
| 0,9s+6 | 0,8s+5 | 0,9s+10 | 1,2s+8 |
|
|
|
|
|
|
| 8 | |||||||||||||
| Св. 22 до 24 | s |
|
|
|
|
|
| 9 | |||||||||||||||||||
|
|
| Св. 24 до 26 |
|
|
| 5 | 10 | ±4 |
|
|
| 10 | |||||||||||||||
| ПИП | Св. 26 до 28 |
|
|
| 5 |
|
|
| 11 | ||||||||||||||||||
У6 |
| Св. 28 до 30 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
| 12 |
| ||||||
| Св. 30 до 32 | s | 0,9s+6 | 0,8s+5 | 0,9s+10 | 1,2s+8 |
|
|
|
|
| 13 | ||||||||||||||||
| Св. 32 до 35 |
|
|
|
|
| 14 | |||||||||||||||||||||
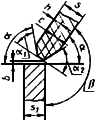
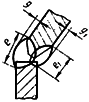

Таблица 8
Размеры, мм
|
|
|
|
|
|
|
| ||||||
ние сое- | подготов- | сварного шва |
|
|
|
|
|
|
|
|
| ||
|
| РИН | От 4 до 10 | 1,6s+7 | 2 | +1 | |||||||
| Св. 10 до 12 | ±1 | 2 | ||||||||||
|
| Св. 12 до 20 | 1,6s+10 |
| 3 | +2 | 3 | ±1 | |||||
У7 |
|
| ПИП | От 6 до 10 | 1,4s+6 |
| 4 | 0 | +1 | 60° | |||
|
|
| Св. 10 до 14 | 1,6s+7 |
| 5 | ±2 | 2 | |||||
|
|
| Св. 14 до 20 | +2 | 4 | ±2 | |||||||
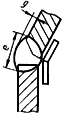
Таблица 9
Размеры, мм
|
|
|
|
|
|
|
|
|
| |||
соеди- | подготовленных кромок свариваемых деталей | сварного |
|
|
|
|
| c |
| |||
|
| РИН АИН | От 12 до 14 | 5 | s+5 | |||||||
| Св. 14 до 17 | 7 | 3 | 3 | ||||||||
|
| Св. 17 до 20 | 9 |
|
| |||||||
|
| Св. 20 до 23 | 10 | 0,9s+5 |
|
| ±1 | |||||
У8 |
|
| Св. 23 до 26 | 11 |
|
| 70° | |||||
|
| Св. 26 до 30 | 13 | 0,8s+5 |
|
| 4 | 12 | ||||
АИН | От 32 до 36 | 11 |
| |||||||||
От 36 до 40 | 13 | 0,6s+3 | +1 | |||||||||
Св. 40 до 44 | 15 |
| ||||||||||
Св. 44 до 48 | 17 | |||||||||||
Св. 48 до 52 | 19 | |||||||||||
Св. 52 до 56 | 21 | 0,6s+5 | ||||||||||
Св. 56 до 60 | 23 |
|
| |||||||||
У8 | АИП; ПИП | От 12 до 14 | 4 | 5 | ||||||||
Св. 14 до 17 | 6 |
| ||||||||||
Св. 17 до 20 | 8 | 0,8s+3 | ||||||||||
Св. 20 до 23 | 9 | 8 | ||||||||||
Св. 23 до 26 | 10 | 0,7s+4 | 5 | |||||||||
Св. 26 до 30 | 12 | |||||||||||
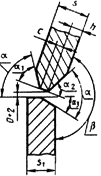
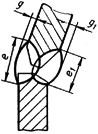
Таблица 10
Размеры, мм
|
|
|
s |
|
|
|
|
| |||||||
ние соеди- | подготов- | сварного |
|
|
|
|
|
|
|
| |||||
| деталей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| РИН | От 4 до 8 | 1,4s+5 |
|
|
|
|
| +1 | 2 | ||||
|
| РИН АИН | Св. 8 до 12 | - | |||||||||||
| Св. 12 до 14 | 1,5s+7 |
|
|
| 2 |
|
|
| ±1 | |||||
Св. 14 до 20 | 1,5s+5 | 1,5s+6 |
|
|
|
|
| 3 |
| ||||||
|
| От 20 до 30 | - |
|
|
|
|
|
|
|
|
| |||
У9 |
|
| АИП; ПИП | От 10 до 12 |
| - |
|
|
| 0 |
|
|
| 35° | |
|
| Св. 12 до 22 | 1,3s+3 | 1,4s+3 |
|
|
|
|
|
| 4 |
| |||
|
| Св. 22 до 24 |
|
| 1,4s+4 |
|
| 4 |
| +2 |
|
| |||
|
| Св. 24 до 26 | 1,4s+3 | 1,5s+4 |
|
|
|
|
|
|
| +1 | |||
|
| Св. 26 до 30 |
|
| 1,5s+3 | 5 | 5 | ||||||||
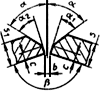

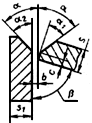

Таблица 11
Размеры, мм
|
|
|
s |
|
|
|
|
|
| ||||||||
ние соеди- |
|
|
|
|
|
|
|
|
|
|
|
| |||||
подготовленных кромок свариваемых деталей | сварного шва |
|
|
|
|
|
|
| Св. 90° | До 90° | Но- | Пред. откл. |
| Но- | Пред. откл. |
| |
|
| РИН АИН | От 4 до 8 | 1,4s+5 |
|
|
|
|
| ||||||||
|
|
| Св. 8 до 10 | - | 10 | +1 | 2 | 2 | |||||||||
|
| Св. 10 до 12 | 1,5s+7 | ||||||||||||||
|
| Св. 12 до 14 | 3 | ||||||||||||||
|
| Св. 14 до 20 | 1,5s+5 | 1,5s+6 | 14 | 3 | |||||||||||
|
| Св. 20 до 30 | - |
|
| 4 | |||||||||||
|
| АИН АИН | От 20 до 24 |
|
|
| |||||||||||
У10 |
|
| Св. 24 до 26 | 1,5s+4 | - |
|
| 5 | 0 | 12 | 5 | +1 | 35° | ||||
|
| Св. 26 до 40 |
|
| - | +2 | |||||||||||
|
| АИП; ПИП | От 10 до 12 | 1,5s+2 | 1,5s+2 |
|
| 3 | |||||||||
|
| Св. 12 до 14 |
|
| 1,5s+4 | 15 | 5 | 4 | |||||||||
|
| Св. 14 до 24 |
|
|
| ||||||||||||
|
| Св. 24 до 26 | 1,4s+2 | 1,5s+2 | 8 | ||||||||||||
Св. 26 до 30 |
|
| 1,5s+3 | 5 | |||||||||||||
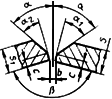


Таблица 12
Размеры, мм
|
|
|
|
|
|
| |||||||
ние |
|
|
|
|
| Но- | Пред. откл. | ||||||
подготовленных кромок свариваемых деталей | сварного |
|
|
|
|
|
|
|
|
|
|
| |
|
| РИН | От 1 до 2 |
|
|
| s+b | +0,5 | |||||
| РИН | Св. 2 до 3 | 5 | 7 | 3 | ||||||||
|
| Св. 3 до 4 | +1,0 | ||||||||||
|
| РИН | Св. 3 до 8 | 7 | 4 | 0 | |||||||
T1 |
|
| АИН | Св. 8 до 12 | 10 | 9 | 6 | 0,5s | |||||
|
| АИП; ПИП | Св. 12 до 16 | 0,9s+b | s+b | 1,1s+b | 1,2s+b | +2,0 | |||||
|
| Св. 16 до 20 | 13 | 8 | |||||||||
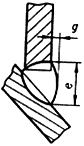
Таблица 13
Размеры, мм
|
|
|
|
| е |
|
| ||||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
| Но- | Пред. откл. | Но- | Пред. откл. | ||||||||
деталей |
| 91°- 100° | 89°-80° | 101°- 110° | 79°-70° | 111°- 120° | 68°-60° |
|
|
| |||||
|
|
| РИН | От 1 до 2 |
|
|
| +0,5 | |||||||
|
| РИН | Св. 2 до 3 | 5 | 7 | 3 | 3 | +2 | |||||||
|
| Св. 3 до 4 |
|
|
| +1,0 | |||||||||
|
| РИН | От 3 до 8 | 7 | 9 | 4 | 4 | +3 | 0 | ||||||
T2 |
|
| АИН | Св. 8 до 12 |
|
|
| ||||||||
|
| Св. 12 до 16 | 10 |
|
|
|
| 6 | 6 | +4 | +2,0 | ||||
Св. 16 до 20 | 13 | 0,9s+b | s+b | 8 | 8 | +5 | |||||||||
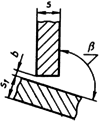
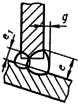
Таблица 14
Размеры, мм
|
|
|
|
|
|
|
| ||||
ние соеди- | подготовленных кромок свариваемых деталей | сварного шва |
|
|
|
|
|
|
|
| |
|
|
| РИН | От 4 до 10 | +1 | 2 | |||||
| Св. 10 до 20 | 1,5s+6 |
| +2 | |||||||
Т3 |
|
| АИП; ПИП | От 4 до 10 |
| 0 | +1 | 3 | 5±3 | 60° | |
|
|
| Св. 10 до 14 | 1,5s+4 |
| ||||||
|
|
| Св. 14 до 20 |
| +2 | 5 | |||||
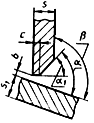
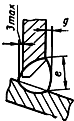
Таблица 15
Размеры, мм
|
|
|
|
|
|
|
|
| |||||
ние соеди- | подготовленных кромок свариваемых деталей | сварного |
|
|
|
|
|
|
|
|
|
| |
|
| РИН | От 4 до 6 | 3 | |||||||||
| Св. 6 до 8 | +3 | +1 | 2 | |||||||||
Св. 8 до 10 | 4 | ||||||||||||
|
| Св. 10 до 12 | 1,5s+6 |
| +4 | ||||||||
|
| Св. 12 до 18 |
| +2 | |||||||||
T4 |
|
| Св. 18 до 20 |
|
| 5 | +5 |
| 5±3 | 60° | |||
|
| АИП; ПИП | От 4 до 6 |
| 3 | 0 | 3 | ||||||
|
| Св. 6 до 8 |
|
| +3 | +1 | |||||||
|
| Св. 8 до 10 | 4 | ||||||||||
Св. 10 до 12 | 1,5s+4 | ||||||||||||
Св. 12 до 14 | +4 | ||||||||||||
Св. 14 до 18 | 5 | +2 | |||||||||||
Св. 18 до 20 | +5 | 5 | |||||||||||
Таблица 16
Размеры, мм
|
|
|
|
|
| |||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
| ||
| деталей |
|
|
|
|
|
| |||||
|
|
|
|
| 89°-59° | 91°-121° | 89°-59° | 91°-121° | Св. 90° | До 90° |
|
|
|
| От 4 до 6 | 3 | +3 | ||||||||
|
| Св. 6 до 10 | 7 | ±2 | +1 | |||||||
|
| РИН | Св. 10 до 12 | 4 | +4 |
| ||||||
|
|
| Св. 12 до 18 | 10 | ±3 | +2 | ||||||
Т5 |
|
| Св. 18 до 20 | 5 | 13 | +5 |
|
| ||||
|
|
| АИП; ПИП | От 4 до 6 | 3 |
|
| 0 | ||||
|
| Св. 6 до 8 | 6 | +3 | ±2 |
|
| +1 | ||||
|
| Св. 8 до 10 | 4 | |||||||||
|
| Св. 10 до 12 | ||||||||||
|
| Св. 12 до 14 | 8 | +4 | ||||||||
|
| Св. 14 до 18 | 5 | ±3 | +2 | |||||||
|
| Св. 18 до 20 | 9 | +5 |
| |||||||




Таблица 17
Размеры, мм
|
|
|
|
|
| |||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
| ||
| деталей |
|
|
|
|
|
| |||||
|
|
|
|
| 89°-59° | 91°-121° | 89°-59° | 91°-121° | Св. 90° | До 90° |
|
|
|
|
| От 4 до 6 | 3 | +3 | |||||||
|
|
| Св. 4 до 10 | 4 | 7 | ±2 | +1 | |||||
|
|
| РИН | Св. 10 до 12 | 10 | +4 | ||||||
|
|
| Св. 12 до 18 | 5 | ±3 | +2 | ||||||
|
|
| Св. 18 до 20 | 13 | +5 | |||||||
Т6
|
|
|
| От 4 до 6 | 3 |
|
| 0 | ||||
|
|
|
| От 6 до 8 | 6 | +3 | ±2 | +1 | ||||
|
|
|
| От 8 до 10 | 4 | |||||||
|
|
| АИП; ПИП | Св. 10 до 12 | +4 | |||||||
|
|
|
| Св. 12 до 18 | 9 | ±3 | +2 | |||||
|
|
|
| Св. 18 до 20 | 5 | 10 | +5 | |||||




Таблица 18
Размеры, мм
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
соеди- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
| подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
| |||||||||||
| деталей |
|
|
|
| 91°-95° | 89°-85° | 96°- 100° | 84°-80° | 96°- 100° | 84°-80° | Св. 90° | До 90° |
|
|
|
|
| |||
|
|
|
| От 12 до 14 | 5 | 1,4s+5 |
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
| Св. 14 до 17 | 7 | 1,1s+4 | 1,1s+5 | 1,2s+4 |
|
|
|
|
|
|
|
|
| ||||
|
|
|
| Св. 17 до 20 | 9 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
Т7 |
|
| РИН АИП | Св. 20 до 23 | 11 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
| Св. 23 до 26 | 12 | 1,1s+2 | 1,2s+6 | 1,2s+6 |
|
|
|
| 0 | +2 | 3 | 5±3 | 60° | |||||
|
|
|
| Св. 26 до 30 | 13 |
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
| Св. 30 до 35 | 15 | s+3 |
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
| От 12 до 14 | 4 | 1,4s+3 | 1,2s+3 |
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
| Св. 14 до 17 | 6 | 1,1s+3 |
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
| Св. 17 до 20 | 8 |
|
|
|
|
|
|
|
|
|
|
| |||||
|
| АИП; ПИП | Св. 20 до 23 | 10 | 1,1s |
|
|
|
|
|
|
|
|
|
| ||||||
|
|
| Св. 23 до 26 | 12 | 1,1s |
| s+4 |
|
|
|
| 0 | +2 | 4 | 5±3 | 60° | |||||
|
|
|
| Св. 26 до 30 | 14 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
| Св. 30 до 35 | 16 | s+2 | s |
|
|
|
|
|
|
|
|
|
| ||||

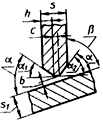

Таблица 19
Размеры, мм
|
|
|
|
|
|
|
|
|
| |||||||||
соеди- |
|
|
|
|
|
|
|
|
|
|
| |||||||
| подготовленных кромок свариваемых деталей | сварного |
|
|
|
|
|
|
| Но- | Пред. откл. | Но- | Пред. откл. |
|
| |||
|
|
| РИН | От 32 до 36 | 15 | 0,7s |
|
|
|
|
|
|
|
|
|
| ||
|
|
| Св. 36 до 40 | 17 |
|
|
|
|
|
|
|
|
|
| ||||
|
|
| Св. 40 до 44 | 19 |
|
|
|
|
|
|
|
|
|
| ||||
T9 |
|
|
| Св. 44 до 48 | 21 |
|
|
|
|
|
|
|
|
|
| |||
|
|
|
| Св. 48 до 52 | 23 | 0,6s |
|
|
|
| 0 | +2 | 5 | ±3 | 3 | 30° | ||
|
|
|
| Св. 52 до 56 | 25 |
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| Св. 56 до 60 | 27 |
|
|
|
|
|
|
|
|
|
|
| ||
|
|
| ПИП | От 32 до 36 | 14 | 0,7s |
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| Св. 36 до 40 | 16 |
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| Св. 40 до 44 | 18 |
|
|
|
|
|
|
|
|
|
|
| ||
T9 |
|
|
| Св. 44 до 48 | 20 |
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| Св. 48 до 52 | 22 | 0,6s |
|
|
|
| 0 | +2 | 5 | ±3 | 4 | 30° | ||
|
|
|
| Св. 52 до 56 | 24 |
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| Св. 56 до 60 | 26 |
|
|
|
|
|
|
|
|
|
|
| ||
5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789-73.
6. Сварка соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 20, должна производиться так же, как для деталей одинаковой толщины. Конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 20
мм
|
|
|
|
Св. 3,0 " 5,0 | 1,0 |
" 5,0 " 12,0 | 1,2 |
" 12,0 " 25,0 | 1,5 |
" 25,0 " 60,0 | 3,0 |
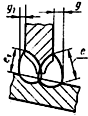
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 20 на детали, имеющей большую толщину s , должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 1 и 2.
|
|
Черт. 1 | Черт. 2 |
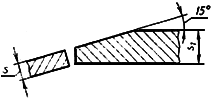
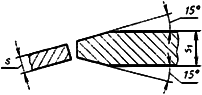
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. В соединениях с углом соединения 179°-91° без скоса кромок деталей толщины свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0-1,5 мм45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более 2 мм - для деталей толщиной до 25 мм, 3 мм - свыше 25 мм.
9. При сварке в гелии на постоянном токе размеры шва могут быть уменьшены до 15%.
10. Для расчетных угловых швов значения катетов К; К должны быть установлены при проектировании сварного соединения.
11. Предельные отклонения значений катета расчетных швов должны соответствовать:
+2,0 мм при К<5 мм;
+3,0 мм при 5К
8 мм;
+4,0 мм при К>8 мм.
12. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно-технической документации.
13. При сварке технического алюминия допускается увеличение размеров швов до 20%.
14. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Расчистка абразивными кругами не допускается.
15. При переменном угле сопряжения деталей шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
Текст документа сверен по:
М.: Издательство стандартов, 1988
{kind=link}