ГОСТ Р 70729-2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы и фитинги пластмассовые
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ ВРАСТРУБ
Общие требования
Plastic pipes and fittings. Socket fusion using a heated tool. General requirements
ОКС 25.160.40
23.040.20
83.140.30
Дата введения 2023-06-01
Предисловие
1 РАЗРАБОТАН Ассоциацией сварщиков полимерных материалов (Ассоциация СПМ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 241 "Трубы, фитинги и другие изделия из пластмасс, методы испытаний"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 апреля 2023 г. N 260-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Настоящий стандарт разработан в целях повышения качества монтажа пластмассовых трубопроводов, свариваемых нагретым инструментом враструб. Стандарт способствует применению одинаковых и исчерпывающих требований к проведению процесса сварки нагретым инструментом враструб однотипных изделий, обеспечивающих стабильность и безопасность эксплуатации трубопроводов.
Надежность соединения труб и фитингов из пластмасс с помощью сварки нагретым инструментом враструб зависит не только от качества свариваемых изделий и применяемого оборудования, но и от квалификации монтажника-оператора при правильном выполнении процессов, указанных в настоящем стандарте.
В стандарте учтены рекомендации организаций - членов Ассоциации СПМ, являющихся ведущими производителями пластмассовых труб и фитингов, а также оборудования для их монтажа.
1 Область применения
1.1 Настоящий стандарт устанавливает требования к выполнению сварки нагретым инструментом враструб труб и фитингов пластмассовых (далее - полимерных изделий), используемых в строительстве, при реконструкции, а также при ремонте трубопроводов различного назначения в соответствии с требованиями [1].
1.2 Настоящий стандарт применяется при выполнении сварки нагретым инструментом враструб полимерных изделий наружным диаметром не более 125 мм, изготовленных из полиэтилена (PE), полипропилена (PP) и полибутена (PB).
1.3 Настоящий стандарт не распространяется на процесс сварки нагретым инструментом враструб трубопроводов, предназначенных для транспортировки природного и сжиженного углеводородных газов.
1.4 Настоящий стандарт не распространяется на сварку труб и фитингов из поливинилиденфторида (PVDF), требования к которым установлены в ГОСТ Р 54793.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.044 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.4.011 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.121 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Противогазы фильтрующие. Общие технические условия
ГОСТ 18599 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ МЭК 60335-1 Бытовые и аналогичные электрические приборы. Безопасность. Часть 1. Общие требования
ГОСТ IEC 60335-2-45 Безопасность бытовых и аналогичных электрических приборов. Часть 2-45. Частные требования к переносным нагревательным инструментам и аналогичным приборам
ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
ГОСТ Р 54793 Сварка термопластов. Сварка труб, узлов трубопроводов и листов из PVDF (ПВДФ) нагретым инструментом
ГОСТ Р 55142-2012 Испытания сварных соединений листов и труб из термопластов. Методы испытаний
ГОСТ Р 58121.2 (ИСО 4437-2:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. ПОЛИЭТИЛЕН (ПЭ). Часть 2. Трубы
ГОСТ Р 58121.3 (ИСО 4437-3:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. ПОЛИЭТИЛЕН (ПЭ). Часть 3. Фитинги
ГОСТ Р 59398-2021 Дефекты сварных соединений термопластов. Классификация
ГОСТ Р 59399-2021 Дефекты сварных соединений термопластов. Уровни качества
ГОСТ Р 59427 (ИСО 4437-5:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 5. Соответствие назначению системы
ГОСТ Р ИСО 12176-3 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 3. Идентификация оператора
СП 399.1325800.2018 Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 гильза: Часть (в том числе в виде съемной насадки) нагретого инструмента, служащая для разогрева и оплавления наружной поверхности конца трубы и трубного конца фитинга.
3.2 дорн: Часть (в том числе в виде съемной насадки) нагретого инструмента, служащая для разогрева и оплавления внутренней поверхности раструбного конца фитинга.
3.3 нагретый инструмент: Часть сварочной машины (аппарата), служащая источником теплоты.
3.6 операционный контроль: Контроль, выполняемый в процессе производства строительно-монтажных работ с целью проверки качества выполнения операций, своевременного выявления и изъятия брака.
3.7 полимерное изделие: Пластмассовые труба или фитинг, предназначенные для сварки нагретым инструментом враструб.
3.9 сварка враструб: Процесс сплавления поверхностей концов полимерных изделий путем их прогрева на нагретом инструменте до стадии частичного оплавления и последующего (после снятия с нагретого инструмента) сопряжения в течение времени, достаточного для охлаждения и образования неразъемного соединения.
Примечание - В некоторых нормативных документах используют следующие термины: "сварка нагретым инструментом враструб", "контактная раструбная сварка", "контактная раструбно-стыковая сварка", "контактная сварка враструб" и "раструбная сварка".
4 Процесс сварки нагретым инструментом враструб
Процесс сварки нагретым инструментом враструб включает в себя следующие этапы:
- подготовка поверхностей полимерных изделий к сплавлению, включая очистку от загрязнений и механическую обработку (при необходимости);
- подготовка рабочих поверхностей дорна и гильзы;
- одновременная установка раструбного конца фитинга на дорне и свариваемого конца трубы/трубного конца фитинга в гильзе;
- нагрев поверхностей свариваемых полимерных изделий до перехода в расплавленное состояние в течение заданного времени;
- одновременное снятие свариваемых полимерных изделий с дорна и гильзы;
- сопряжение расплавленных поверхностей свариваемых между собой полимерных изделий;
- охлаждение полученного соединения.
4.1 Общие требования
4.1.1 Сварка нагретым инструментом враструб может быть применена для полимерных изделий, изготовленных по ГОСТ 18599, ГОСТ 32415, ГОСТ Р 58121.2 и ГОСТ Р 58121.3.
4.1.2 Внутренний диаметр раструба фитинга должен быть меньше номинального наружного диаметра свариваемой трубы в пределах допуска.
4.1.3 Размеры дорна и гильзы должны соответствовать размерам свариваемых полимерных изделий с учетом допусков.
4.1.4 Сварка нагретым инструментом враструб должна быть выполнена при температуре окружающего воздуха в диапазоне от минус 10°С до 40°С, если иные требования не предусмотрены производителями полимерных изделий и оборудования для сварки их соединений. Свариваемые полимерные изделия должны быть одинаковой температуры. При температуре окружающего воздуха ниже 5°С следует предусматривать мероприятия для исключения образования влаги на свариваемых поверхностях полимерных изделий.
4.1.5 Сварка нагретым инструментом враструб ручным способом рекомендуется для труб диаметром до 63 мм включительно.
4.1.6 Сварку нагретым инструментом враструб механическим способом проводят в центраторе, имеющем специальные направляющие элементы и зажимные приспособления для закрепления трубы и фитинга и служащие для центровки изделий.
4.1.7 При соединении полимерных изделий необходимо учитывать рекомендации, приведенные в сопроводительной технической документации производителей этих изделий и в инструкции для используемого оборудования.
4.2 Этапы сварки полимерных изделий
4.2.1 Перед сваркой нагретым инструментом враструб полимерных изделий следует провести следующие операции:
- подготовить трубы, проведя контроль соответствия маркировки и внешнего вида, резку (при необходимости) и очистку от загрязнений;
- подготовить фитинги, проведя контроль соответствия маркировки, распаковку, проверку целостности внешнего вида, с последующим обезжириванием свариваемых поверхностей;
- нанести метку на поверхность свариваемой трубы на расстоянии от торца трубы, равном величине вводимой части трубы в раструб фитинга;
- провести механическую обработку свариваемой поверхности трубы (при необходимости), включая снятие барьерного слоя и фаски со свариваемого конца;
- провести повторную очистку от загрязнений и при необходимости удалить образовавшуюся стружку и провести обезжиривание свариваемых концов полимерных изделий непосредственно перед установкой на нагретом инструменте;
- установить одновременно раструбный конец фитинга на дорне и свариваемый конец трубы/трубного конца фитинга в гильзе.
4.2.2 Нагрев концов свариваемых полимерных изделий проводят в течение времени, установленного 4.4.5. Отсчет времени нагрева начинается с момента установки раструбного конца фитинга на дорне и конца трубы в гильзе.
При расплавлении поверхностей свариваемых полимерных изделий следует одновременно снять их с дорна и гильзы.
Сопряжение концов свариваемых между собой полимерных изделий необходимо провести до метки, с последующей выдержкой и фиксацией получившегося соединения в течение установленного 4.4.7 времени сплавления и охлаждения.
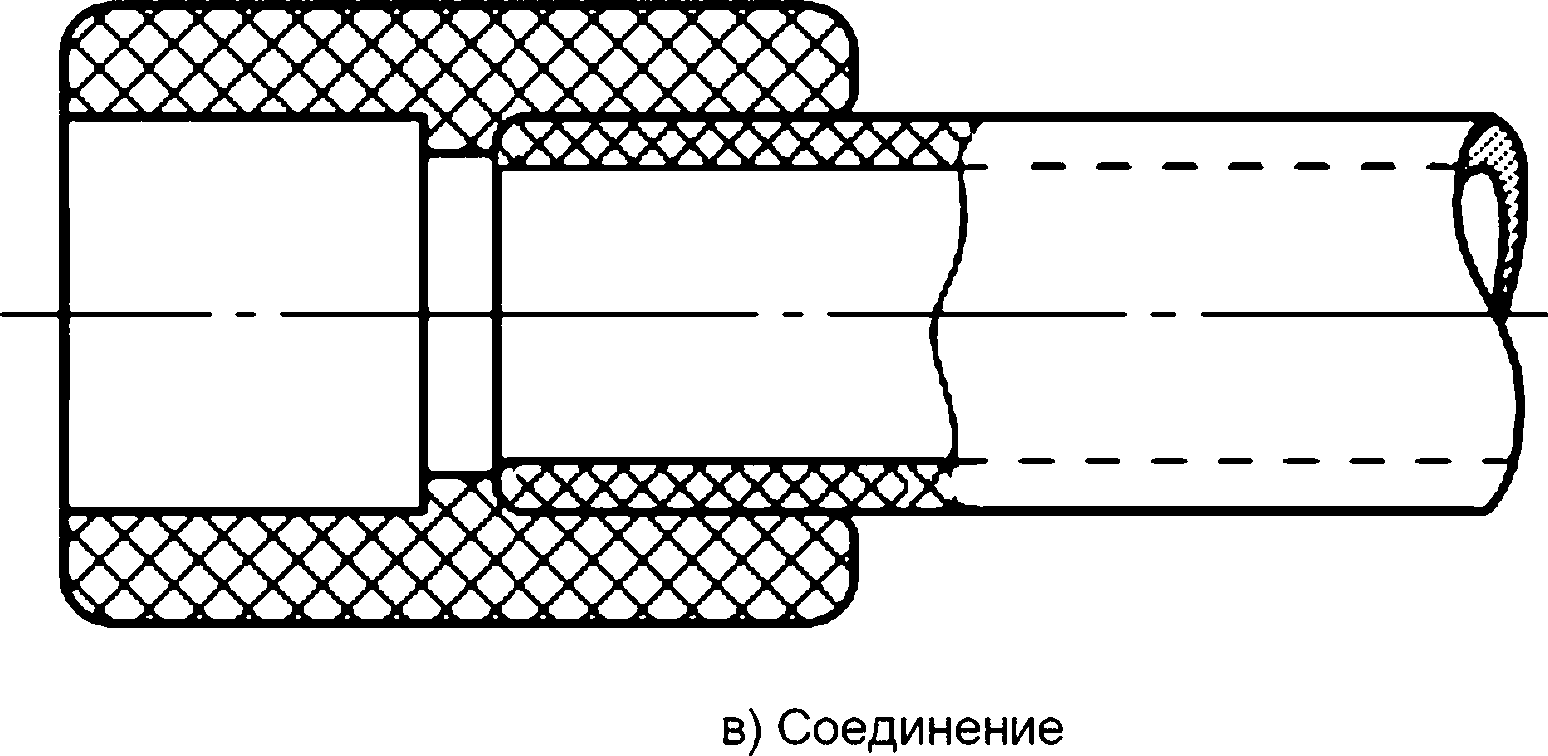
4.2.3 Процесс сварки нагретым инструментом враструб полимерных изделий представлен на рисунке 1.
 |
а) Подготовка
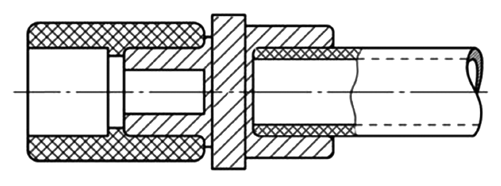 |
б) Нагрев
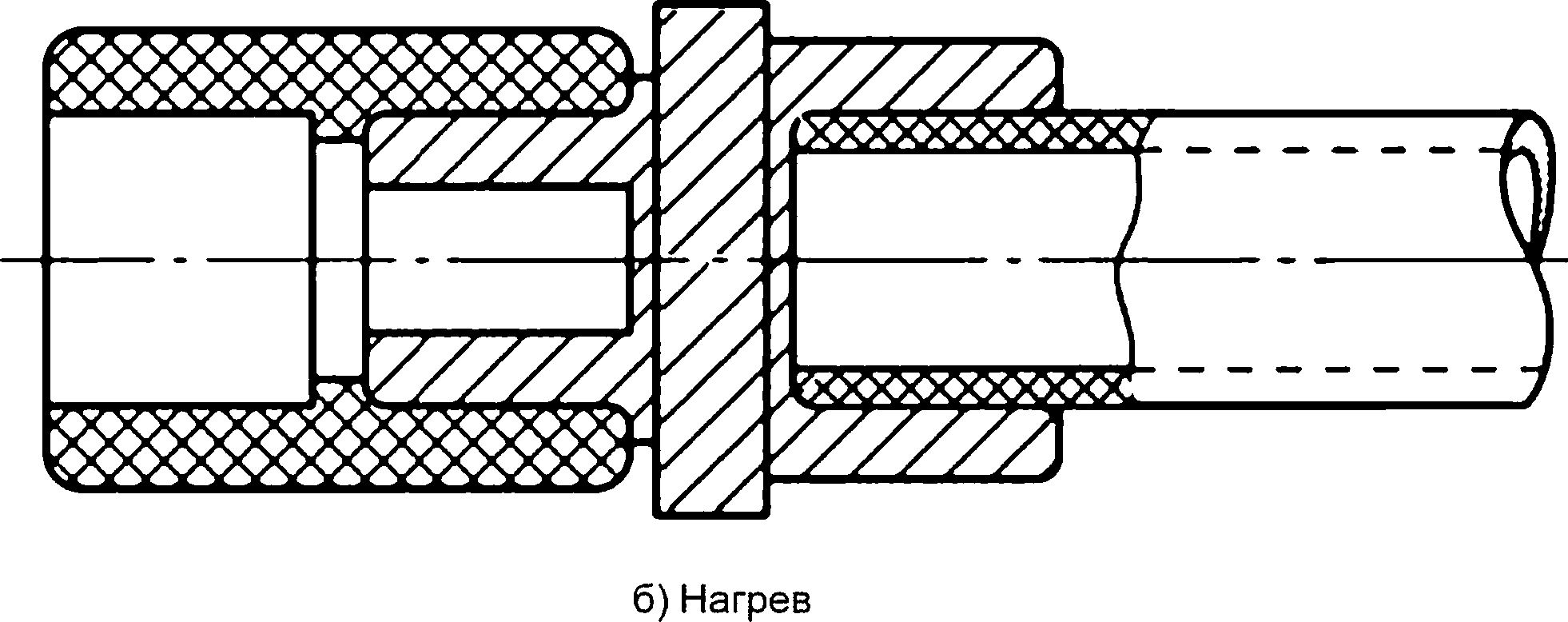 |
в) Соединение
1 - фитинг; 2 - дорн; 3 - нагретый инструмент; 4 - гильза; 5 - труба
Рисунок 1 - Схема сварки нагретым инструментом враструб
4.3 Требования к подготовительным операциям
4.3.1 Перед началом работ проводят резку труб при наличии дефектов на конце трубы, в том числе превышения допустимой овальности конца трубы, при отклонении от перпендикулярности торца от оси трубы или с целью укорочения длины отрезка трубы до требуемой проектом.
4.3.2 Очистку свариваемых поверхностей труб от загрязнений (например, пыль, песок, грунт и др.) проводят сухой или увлажненной мягкой безворсовой впитывающей тканью с дальнейшей просушкой этих поверхностей. В случае маслянистых загрязнений свариваемых поверхностей удаление осуществляют с обезжириванием аналогично 4.3.3.
4.3.3 Поверхности полимерных изделий, участвующие в сварке, обезжиривают путем протирки специально предназначаемыми одноразовыми салфетками с обезжиривающим составом или безворсовой впитывающей тканью, пропитанной изопропиловым или этиловым спиртом с концентрацией не менее чем 95%.
4.3.4 При использовании синтетических и/или окрашенных тканей необходимо убедиться в инертности обезжиривающей жидкости по отношению к материалу ткани и/или красителю.
4.3.5 Загрязненную салфетку/ткань использовать повторно не допускается.
4.3.6 Механическую обработку свариваемой поверхности трубы (при необходимости реализации соответствующего метода подготовки трубы к сварке), а также обезжиривание полимерных изделий проводят непосредственно перед установкой концов полимерных изделий на дорне и гильзе. Не допускается касаться руками обезжиренных поверхностей.
4.3.7 Установку концов полимерных изделий на дорне и гильзе выполняют только после полного испарения обезжиривающей жидкости.
4.3.8 Подготовку трубы к сварке нагретым инструментом враструб следует проводить по одному из следующих методов:
- метод А, при котором не требуется механическая обработка свариваемой поверхности трубы;
- метод Б, при котором необходима механическая обработка свариваемой поверхности трубы.
4.3.9 Выбор метода подготовки свариваемой поверхности трубы следует осуществлять в соответствии с технической документацией производителей полимерных изделий, применяемых для сварки нагретым инструментом враструб.
4.3.10 Механическая обработка поверхности трубы, включающая снятие барьерного и/или поверхностного полимерного слоя трубы, должна быть выполнена согласно требованиям производителей полимерных изделий, установленных в сопроводительной технической документации.
Наружный диаметр трубы после механической обработки должен быть в пределах допустимых отклонений, указанных в таблице 1 для соответствующего диаметра трубы.
Таблица 1 - Наружные диаметры труб до и после механической обработки
Номинальный наружный диаметр трубы, мм | Наружный диаметр трубы после механической обработки, мм |
16 | 15,90±0,05 |
20 | 19,90±0,05 |
25 | 24,90±0,05 |
32 | 31,90±0,05 |
40 | 39,85±0,10 |
50 | 49,85±0,10 |
63 | 62,80±0,15 |
75 | 74,80±0,15 |
90 | 89,80±0,15 |
110 | 109,75±0,20 |
125 | 124,75±0,20 |
4.3.11 Механическая обработка поверхности трубы должна проводиться на величину вводимого в фитинг трубного конца и соответствовать указанной в таблице 2.
Таблица 2 - Размер фаски и величина вводимого трубного конца для труб
Номинальный наружный | Размер фаски b, мм | Величина вводимой части трубного конца, l, мм | |
диаметр трубы d, мм | Метод А | Метод Б | |
16 | 2 | 13 (17) | 13 |
20 | 14 (17) | 14 | |
25 | 15 (20) | 16 | |
32 | 16,5 (22) | 18 | |
40 | 18 (24) | 20 | |
50 | 20 (28) | 23 | |
63 | 3 | 24 (32) | 27 |
75 | 26 (36) | 31 | |
90 | 29 (42) | 35 | |
110 | 32,5 (48) | 41 | |
125 | 35 (-) | 46 | |
Примечание - В скобках приведена величина вводимого конца трубы из PB. | |||
Для сварки нагретым инструментом враструб следует применять фитинги, у которых внутренний диаметр в основании раструбного конца не превышает внутренний диаметр на входе, который должен быть меньше наружного диаметра свариваемого конца трубы. Размеры фитингов указывают в нормативных документах изготовителя.
4.3.12 Фаску на конце свариваемой трубы снимают под углом не менее чем 15° (см. рисунок 2).
 |
b - размер фаски; d - номинальный наружный диаметр трубы; l - величина вводимой части трубного конца
Рисунок 2 - Размеры фаски и вводимой части трубного конца
4.3.13 Размер фаски и величину вводимой части трубного конца следует назначать в соответствии с указанными в таблице 2 в зависимости от диаметра полимерного изделия и метода подготовки свариваемой поверхности трубы.
4.3.14 Для ручного способа сварки величина вводимой части трубного конца должна быть отмечена на конце трубы в соответствии с расстоянием l (см. таблицу 2).
4.3.15 Перед началом сварки необходимо убедиться в том, что температура рабочей поверхности нагретого инструмента находится в диапазоне от 250°С до 270°С включительно, а гильза и дорн не имеют загрязнений или повреждений.
4.3.16 Температуру нагретого инструмента (в том числе съемных насадок) рекомендуется периодически контролировать контактным термометром или пирометром, рассчитанным на измерение температуры до 350°С.
4.3.17 При очистке рабочих поверхностей дорна и гильзы допускается применение инструмента и материалов, которые не могут повредить их антиадгезионное покрытие.
4.3.18 Перед началом сварки полимерных изделий следует проверять антиадгезионное покрытие дорна и гильзы на отсутствие дефектов в зоне оплавления поверхностей полимерных изделий.
4.4 Процесс сварки
4.4.1 После достижения рекомендованной для данного полимерного материала температуры плавления концы свариваемых полимерных изделий одновременно размещают соответственно на дорне и гильзе нагретого инструмента.
Предварительно следует убедиться в том, что поверхности съемных насадок имеют плотный контакт с поверхностью нагретого инструмента.
4.4.2 При ручном способе сварки трубу вводят в гильзу до метки, установленной в соответствии с 4.3.14.
4.4.3 При механизированном способе сварки полимерные изделия размещают соответственно в гильзе и на дорне нагретого инструмента до установленного ограничителя.
4.4.4 При достижении оснований гильзы и дорна следует исключить дальнейшее давление на полимерные изделия.
4.4.5 Время прогрева полимерных изделий следует принимать по указанному в таблицах 3 и 4 с момента установки полимерных изделий на дорн и гильзу.
4.4.6 По истечении времени прогрева следует незамедлительно и одновременно извлечь свариваемые полимерные изделия соответственно из дорна и гильзы и соединить их без проворачивания, соблюдая допустимое время технологической паузы, указанное в таблицах 3 и 4.
4.4.7 После сварки необходимо провести охлаждение соединения в естественных условиях (в т.ч. в зафиксированном положении) за период времени, указанный в таблицах 3 и 4. Запрещается принудительно ускорять охлаждение соединения.
4.4.8 Передача нагрузок на соединение, в том числе обусловленная дальнейшим производством монтажных работ, возможна только после выдержки полного времени охлаждения, указанного в таблицах 3 и 4.
Таблица 3 - Параметры сварки для труб из PE
Номинальный наружный | Нагретый инструмент с температурой от 250°С до 270°С | Технологическая пауза | Охлаждение | ||
диаметр трубы d, мм | Время прогрева для труб с | Время прогрева для труб с | Максимальное время | Время охлаждения | |
SDR 11; SDR 7,4; SDR 6, с | SDR 17; SDR 17,6, с | технологической паузы, с | с фиксацией соединения, с | Полное, мин | |
16 | 5 | * | 4 | 6 | 2 |
20 | |||||
25 | 7 | 10 | |||
32 | 8 | 6 | 4 | ||
40 | 12 | 20 | |||
50 | 18 | ||||
63 | 24 | 8 | 30 | 6 | |
75 | 30 | 18 | |||
90 | 40 | 26 | 40 | ||
110 | 50 | 36 | 10 | 50 | 8 |
125 | 60 | 46 | 60 | ||
* Сварка не рекомендована по причине малой толщины стенки трубы. | |||||
Таблица 4 - Параметры сварки для труб из PP и PB
Номинальный наружный | Нагретый инструмент с температурой от 250°С до 270°С | Технологическая пауза | Охлаждение | ||
диаметр трубы d, мм | Время прогрева для труб с | Время прогрева для труб с | Максимальное время | Время охлаждения | |
SDR 11; SDR 7,4; SDR 6, с | SDR 17; SDR 17,6, с | технологической паузы, с | с фиксацией соединения, с | Полное, мин | |
16 | 5 (5) | * | 4 | 6 (20) | 2 (4) |
20 | 5 (6) | 6 (20) | |||
25 | 7 (6) | 10 (20) | |||
32 | 8 (10) | 6 | 10 (20) | 4 (4) | |
40 | 12 (14) | 20 (20) | |||
50 | 18 (18) | 20 (30) | |||
63 | 24 (22) | 10 | 8 | 30 (30) | 6 (6) |
75 | 30 (26) | 15 | 30 (60) | ||
90 | 40 (30) | 22 | 40 (75) | ||
110 | 50 (35) | 30 | 10 | 50 (90) | 8 (6) |
125 | 60 (-) | 35 | 60 (-) | 8 (-) | |
* Сварка не рекомендована по причине малой толщины стенки трубы. Примечания 1 При температуре окружающей среды ниже 5°С время прогрева для труб с SDR 11, SDR 7,4 и SDR 6 следует увеличить на 50%. 2 В скобках приведено время прогрева и охлаждения для сварки труб из PB. | |||||
5 Контроль качества
5.1 Общие положения
5.1.1 Обеспечение качества соединения, выполненного сваркой нагретым инструментом враструб, осуществляется входным контролем полимерных изделий, операционным контролем процесса сварки, а также неразрушающими и разрушающими методами контроля соединений.
5.1.2 Перед началом работ по сварке нагретым инструментом враструб следует провести входной контроль применяемых полимерных изделий.
Входной контроль рекомендуется проводить в соответствии с СП 399.1325800.2018 (подраздел 6.1). До монтажа также рекомендуется провести контрольное соединение с целью определения равномерности посадки полимерных изделий на дорн и гильзу с его последующим визуальным контролем.
5.1.3 Операционный контроль процесса сварки полимерных изделий нагретым инструментом враструб следует проводить на всем протяжении производства работ.
5.1.4 Методы и объем разрушающего контроля согласовывают заказчик и исполнитель работ по сварке нагретым инструментом враструб.
5.1.5 Методы подготовки образцов соединений и их испытаний для оценки соответствия назначению системы труб друг с другом, выполненных по ГОСТ Р 58121.2, или с фитингами, изготовленными по ГОСТ Р 58121.3, определяют в соответствии с ГОСТ Р 59427.
5.2 Неразрушающие методы контроля
5.2.1 Визуальный и измерительный контроль соединений, выполненных сваркой нагретым инструментом враструб, проводят на каждом соединении в соответствии с ГОСТ Р 54792-2011 (таблица 2) и ГОСТ Р 59398-2021 (таблица 2).
5.2.2 Возможность применения соединений, выполненных сваркой нагретым инструментом враструб, с допустимыми дефектами, обнаруженными в результате проведения визуального и измерительного контроля, определяют по ГОСТ Р 59399-2021 (таблица 4) в зависимости от уровня ответственности объекта и назначения трубопровода.
5.3 Разрушающие методы контроля
5.3.1 Контроль соединений, выполненных сваркой нагретым инструментом враструб, разрушающими методами проводят в соответствии с ГОСТ Р 55142-2012 (приложение Б).
5.3.2 Испытание на сдвиг кручением следует проводить только для соединений полиэтиленовых труб и фитингов.
5.3.3 Контроль соединений, выполненных сваркой нагретым инструментом враструб, разрушающими методами выполняют:
- до начала работ по монтажу для допускных соединений;
- по требованию надзорных органов или заказчика, а также в арбитражных случаях.
6 Требования к оборудованию для сварки, к приспособлениям, инструменту и материалам, используемым в технологическом процессе
6.1 Оборудование для сварки
6.1.1 Оборудование для сварки нагретым инструментом враструб должно быть в технически исправном состоянии, травмобезопасным (отсутствуют острые края и выступающие элементы, способные нанести травму пользователю) и проходить периодическую проверку. Конструкция оборудования должна быть рассчитана на безопасное применение как в условиях производства, так и на строительном объекте.
6.1.2 Оборудование и инструмент, применяемые для сварки, должны соответствовать требованиям нормативных документов, утвержденных в установленном порядке.
6.1.3 При ручном способе сварки враструб следует отдавать предпочтение оборудованию с наименьшей массой.
6.1.4 Оборудование должно обеспечивать сварку полимерных изделий с учетом предельных отклонений их размеров согласно ГОСТ 18599, ГОСТ 32415, ГОСТ Р 58121.2 и ГОСТ Р 58121.3.
6.1.5 Рекомендуется для оборудования, изготовленного одним производителем, применять взаимозаменяемые насадки, размещаемые на нагретом инструменте, обращая внимание на способ сварки по методу А или методу Б (см. таблицу 2).
6.1.6 Оборудование для сварки должно обеспечивать работу в температурном диапазоне окружающей среды от минус 10°С до 40°С. Применение оборудования за пределами этого диапазона должно быть согласовано между пользователем оборудования и его поставщиком.
6.1.7 Нагретый инструмент и насадки следует производить из материалов, имеющих надлежащую теплопроводность, стойких к коррозии и износу в условиях применения.
6.1.8 Нагретый инструмент должен иметь электрический нагрев.
6.1.9 Дорн и гильза, размещаемые на нагретом инструменте, должны быть покрыты антиадгезионным покрытием, исключающим налипание материала полимерных изделий на них. Насадки должны быть заменены при повреждении антиадгезионного покрытия. Замену проводят после охлаждения насадок до безопасной температуры.
6.1.10 Конструкция нагретого инструмента должна позволять подключение оборудования к стационарным и автономным источникам энергии (например, к электрогенератору).
6.1.11 Конструкция нагретого инструмента должна обеспечивать равномерный нагрев дорна и гильзы до рабочей температуры и ее поддержание в процессе сварки.
6.1.12 Нагретый инструмент и насадки должны обладать теплоемкостью, не допускающей падение температуры после нагрева более чем на 5°С в течение времени прогрева, указанного в таблицах 3 и 4.
6.1.13 Центратор машины для сварки нагретым инструментом враструб должен соосно и без деформаций фиксировать полимерные изделия и перемещать их вдоль своей оси.
6.1.14 Усилие, создаваемое центратором, должно быть достаточным для совмещения и разведения полимерных изделий равномерно и без рывков.
6.1.15 Центратор механизированного способа сварки должен иметь ограничители движения в зависимости от величины вводимой части трубного конца в раструб фитинга, не допускающие соприкосновения трубного конца с основанием нагретой гильзы.
6.1.16 Конструкция и расположение элементов управления оборудованием должны исключать случайные (непреднамеренные) изменения их режимов работы.
6.1.17 Конструкция электрической системы оборудования должна соответствовать требованиям безопасности, предъявляемым к электрическим приборам согласно ГОСТ МЭК 60335-1 и ГОСТ IEC 60335-2-45 и правилам [2].
6.1.18 Оборудование должно иметь инструкцию по эксплуатации, которая включает его технические характеристики, требования по использованию и обслуживанию.
6.2 Устройства резки и механической обработки
6.2.1 Для резки труб должны быть использованы специальные ножницы или труборез, обеспечивающие прямой рез перпендикулярно оси трубы без ее смятия.
6.2.2 Для механической обработки соединяемой поверхности трубы применяют зачистной инструмент, способный удалять с поверхности труб стружку равномерной толщины, а также при необходимости барьерный слой.
6.2.3 Конструкция зачистного устройства должна обеспечивать высокую скорость и одновременно равномерность зачистки трубы. Резец должен снимать стружку равномерной толщины с учетом возможной овальности трубы.
6.2.4 Зачистной инструмент любой конструкции во избежание недопустимого изменения толщины снимаемой стружки и (или) нарушения ее равномерности должен проходить регулярный контроль остроты резца согласно техническим указаниям производителя, приведенным в инструкции по эксплуатации оборудования.
6.2.5 Фаску на конце соединяемой трубы следует снимать специализированным инструментом (фаскоснимателем), предназначенным для полимерных труб, или другим режущим инструментом, способным обеспечить снятие фаски с параметрами, установленными в 4.3.11 и 4.3.12.
6.3 Защитные укрытия
6.3.1 Защитные укрытия следует применять при таких погодных условиях окружающей среды, которые могут оказать негативное влияние на процесс сварки (прямое солнечное излучение, ветер, осадки или пр.), а также при температуре окружающего воздуха в месте производства работ, не соответствующей требованиям 4.1.4.
6.3.2 Защитные укрытия могут быть выполнены в виде зонтов, навесов, палаток или жестких конструкций с целью обеспечения следующих условий:
- температура в месте производства работ находится в пределах диапазона, указанного в 4.1.4;
- свариваемые трубы и фитинги имеют одинаковую температуру;
- зона сварки не подвержена действию осадков, ветра, пыли или прочих негативных факторов;
- для минимизации тепловых потерь через ограждающие конструкции укрытия в случае применения обогревательных приборов.
6.4 Маркеры
6.4.1 Маркеры следует применять для нанесения контрольных линий величины ввода трубного конца в фитинг и для ориентации фитинга относительно трубы.
6.4.2 Цвет красящего вещества маркера должен быть контрастным по отношению к цвету свариваемых изделий.
6.4.3 Красящее вещество маркера должно быть водостойким и не содержать масел или других невысыхающих связующих веществ. Любая возможность загрязнения свариваемых поверхностей красящим веществом маркера при зачистке труб должна быть исключена. Красящее вещество маркера должно быть химически нейтрально по отношению к материалу трубы.
7 Требования безопасности и охраны окружающей среды
7.1 К выполнению работ по сварке нагретым инструментом враструб допускаются лица не моложе 18 лет, не имеющие противопоказаний по состоянию здоровья, имеющие необходимую теоретическую и практическую подготовку, прошедшие инструктаж по охране труда и обучение по специальной программе.
7.2 Следует исключить прямой контакт работника с токоведущими частями оборудования для сварки нагретым инструментом враструб в процессе производства работ.
7.3 К группе "горючие" относят изделия из PE, PP по ГОСТ 12.1.044 и PB. Температура воспламенения труб и фитингов из PE - не ниже 300°С, труб и фитингов из PP и его сополимеров - не ниже 325°С, труб и фитингов из PB - не ниже 276°С.
7.4 В случае воспламенения тушение горящих изделий из PE, PP и PB проводят огнетушащими составами (средствами), двуокисью углерода, пеной, огнетушащими порошками, распыленной водой со смачивателями, кошмой (противопожарным полотном). Тушение необходимо выполнять в противогазах марки В или кислородно-изолирующих противогазах по ГОСТ 12.4.121 и защитных костюмах по ГОСТ 12.4.011.
7.5 Изделия из PE и PB относят к 4-му классу опасности, а изделия из PP - к 3-му классу опасности по ГОСТ 12.1.005.
7.6 Изделия из PE, PP и PB утилизируют в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
7.7 В условиях хранения и сварки изделия из PE, PP и PB не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте вредного воздействия на организм человека. Работа с ними не требует применения специальных средств индивидуальной защиты.
Обрезки труб из PE, PP и PB, вырезанные соединения и другие отходы, образующиеся при проведении монтажных работ, должны быть утилизированы в соответствии с требованиями к неразлагающимся твердым бытовым отходам.
Приложение А
(рекомендуемое)
Протокол работ по сварке
Протокол работ по сварке нагретым инструментом враструб труб и фитингов | Надземный трубопровод, в т.ч. внутренний | Материал | Лист | из | |||||||||||
Подземный трубопровод | |||||||||||||||
Заказчик: | Исполнитель: | Применяемый для сварки аппарат (машина): Производитель: Модель: Номер: Год выпуска: | Погода: 1 = солнечно 2 = сухо 3 = дождь или снег 4 = ветер | Меры защиты: 1 = отсутствуют 2 = зонт 3 = укрытие 4 = обогрев | |||||||||||
Название заявки: | ФИО монтажника- оператора: | Иденти- фикатор монтажника-оператора : | |||||||||||||
Номер заявки: | Контролирующая организация и ФИО ее представителя: | ||||||||||||||
Для нескольких условий укажите числа в той же последовательности, как указано выше (например, 3, 4 = дождь и ветер) | |||||||||||||||
Номер соеди- нения | Дата | Размеры трубы , мм | Данные фитинга | Измеренная температура | Время прогре- ва, с | Время техноло- гической паузы, с | Время охлаждения | Окружаю- щая темпе- ратура, °С | Обозначение (код) | Заме- чания контро- лера | |||||
А | В | Номер партии | Дорн, °С | Гиль- за, °С | с фикса- цией соеди- нения, с | Полное, с | погоды | мер защиты | |||||||
Подпись монтажника-оператора: | Дата и подпись контролера: | ||||||||||||||
Соответствует коду выданной монтажнику-оператору идентификационной карты по ГОСТ Р ИСО 12176-3. Указать где необходимо, в зависимости от используемой системы. Указать измеренные данные. | А = сокращенное наименование производителя В = код фитинга | 1 = муфта; 2 = отвод; 3 = тройник; 4 = редукционный переход (на меньший/больший диаметр); 5 = седло, 6 = заглушка; 7 = переход (на другой тип труб). | |||||||||||||
Библиография
[1] | Федеральный закон от 30 декабря 2009 г. N 384-ФЗ "Технический регламент о безопасности зданий и сооружений" |
[2] | Правила устройства электроустановок (ПУЭ). Глава 7.6 Электросварочные установки (издание седьмое) от 8 июля 2002 г. |
УДК 621.791.461:006.354 | ОКС 25.160.40 | |
23.040.20 | ||
83.140.30 | ||
Ключевые слова: трубы и фитинги пластмассовые, сварка нагретым инструментом враструб | ||
{kind=link}