ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТ Р
ИСО 6847—
2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ СВАРОЧНЫЕ
Наплавка металла для химического анализа
(ISO 6847:2020, IDT)
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация «Национальное Агентство Контроля Сварки» (СРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 июля 2023 г. № 592-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6847:2020 «Материалы сварочные. Наплавка металла для химического анализа» (ISO 6847:2020 «Welding consumables — Deposition of a weld metal pad for chemical analysis», IDT).
Международный стандарт разработан Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 8 «Оборудование для газовой сварки, резки и родственных процессов».
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2020 © Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ СВАРОЧНЫЕ
Наплавка металла для химического анализа
Welding consumables.
Deposition of a weld metal pad for chemical analysis
Дата введения — 2023—08—01
1 Область применения
В настоящем стандарте установлена процедура, применяемая при наплавке металла для химического анализа.
Настоящий стандарт применяют при наплавке металла с использованием покрытых электродов, проволоки сплошного сечения для дуговой сварки в защитном газе, порошковой проволоки для дуговой сварки в защитном газе и без него, стержней сплошного сечения и порошковых стержней для дуговой сварки вольфрамовым электродом в инертном газе, и различных комбинаций проволок и флюсов, лент и флюсов для дуговой сварки под флюсом или электрошлаковой сварки, и плакирования.
Настоящий стандарт применим к сварочным материалам для нелегированных и мелкозернистых сталей, высокопрочных, жаропрочных сталей, коррозионно-стойких и жаростойких сталей, никеля и никелевых сплавов, а также меди и медных сплавов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 6947, Welding and allied processes — Welding positions (Сварка и родственные процессы. Положения при сварке)
ISO 14175, Welding consumables — Gases and gas mixtures for fusion welding and allied processes (Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов).
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
ИСО и МОК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp;
- Электропедия МОК: доступна по адресу http://www.electropedia.org/.
3.1 легирующий флюс (alloying flux): Флюс, предназначенный для изменения химического состава металла шва путем применения химических элементов, кроме марганца и кремния, или элементов повышающих содержание марганца и кремния.
Издание официальное
4 Основной металл
4.1 Тип
Основной металл (исключая плакирование) должен иметь состав, аналогичный составу наплавленного металла, или представлять собой свариваемую углеродисто-марганцевую конструкционную сталь с содержанием углерода менее 0,2 %.
Основным металлом для комбинаций плакирования должна быть свариваемая углеродисто-мар-ганцевая конструкционная сталь с содержанием углерода менее 0,15 % и содержанием менее 0,10 % по массе каждого из следующих элементов: Or, Mo, Nb, Ni.
4.2 Размеры
Минимальные размеры основного металла приведены в таблице 1.
4.3 Состояние поверхности
Поверхность основного металла, на которую наплавляют металл сварного шва, должна быть очищена от ржавчины, окалины, жира и краски шлифованием или иным способом.
Таблица 1 — Минимальные размеры металлической пластины
Размеры в миллиметрах
Сварочные материалы | Размер сварочных материалов | Размер пластины3 | |
Длина | Толщина | ||
Электроды покрытые, стержни сплошного сечения и порошковые стержни для дуговой сварки вольфрамовым электродом в инертном газе | > 1,6, но < 4 > 4, но < 8 | 55 65 | 10 |
Проволока сплошного сечения для дуговой сварки в защитном газе | > 0,6, но < 2,5 | 100 | 10 |
Проволока порошковая для дуговой сварки в защитном газе и без него | > 0,6, но < 4 | 100 | 10 |
Комбинация проволоки и флюса для дуговой сварки под флюсом | > 1,2, но <4 > 4, но < 6,4 | 200 300 | 15 |
Плакирование (как в комбинации лента/флюс, так и про-волока/флюс для дуговых и электрошлаковых процессов под флюсом) | Проволока > 2,4 Ширина ленты >15 | 300 | 25 |
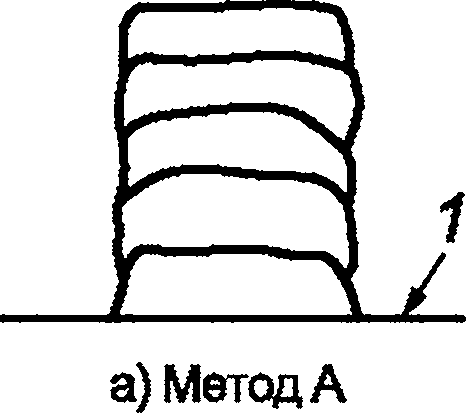
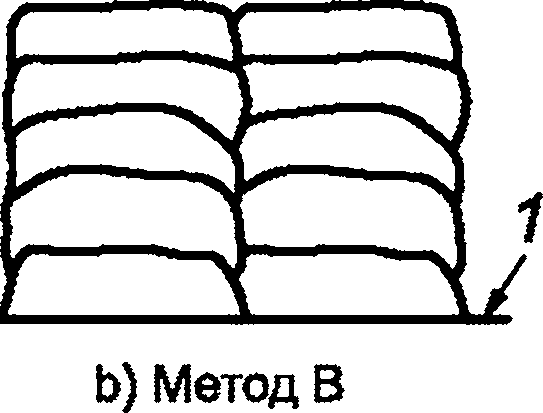
а Ширина пластины должна соответствовать установленной последовательности выполнения проходов (см. рисунок 1).
5 Метод подготовки наплавки
5.1 Прокалка сварочных материалов
Прокалку сварочных материалов (покрытых электродов, флюсов для сварки под флюсом или электрошлаковой сварки) выполняют в соответствии с условиями, указанными производителем. Порошковая проволока также может быть прокалена в соответствии с рекомендациями производителя.
5.2 Положение при сварке
Наплавку металла проводят в нижнем положении (положение РА) по ИСО 6947.
5.3 Род тока
Металл сварного шва наплавляют с применением рода тока (и, при необходимости, полярности), указанного производителем. Если заявлена работа, как на постоянном, так и на переменном токе, испытание проводят на переменном токе.
5.4 Параметры сварки
Параметры сварки, такие как ток, напряжение, скорость сварки и т. д., должны соответствовать пределам, указанным в соответствующем стандарте. Если параметры сварки не указаны в соответствующем стандарте, каждый проход должен быть выполнен на сварочном токе от 70 до 90 % от максимального тока, указанного производителем. Указывают параметры сварки, используемые для наплавки металла.
5.5 Метод наплавки
5.5.1 Общие положенияПриемлемы различные методы наплавки металла и наплавка должна быть выполнена с использованием одного из методов, показанных на рисунке 1. После наплавки каждого прохода испытуемый образец может быть охлажден в воде в течение примерно 30 с, а затем достаточно высушен перед следующим проходом. Шлак удаляют после каждого прохода. Наплавку следует выполнять, чередуя направление наплавки для каждого слоя.
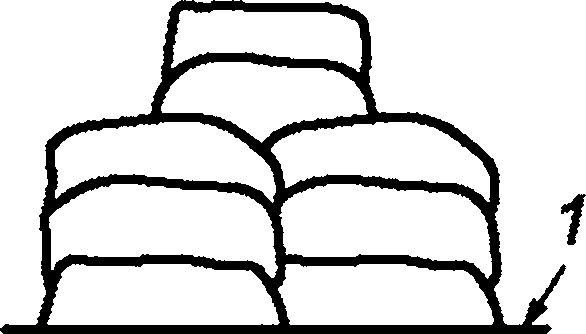
с) Метод С



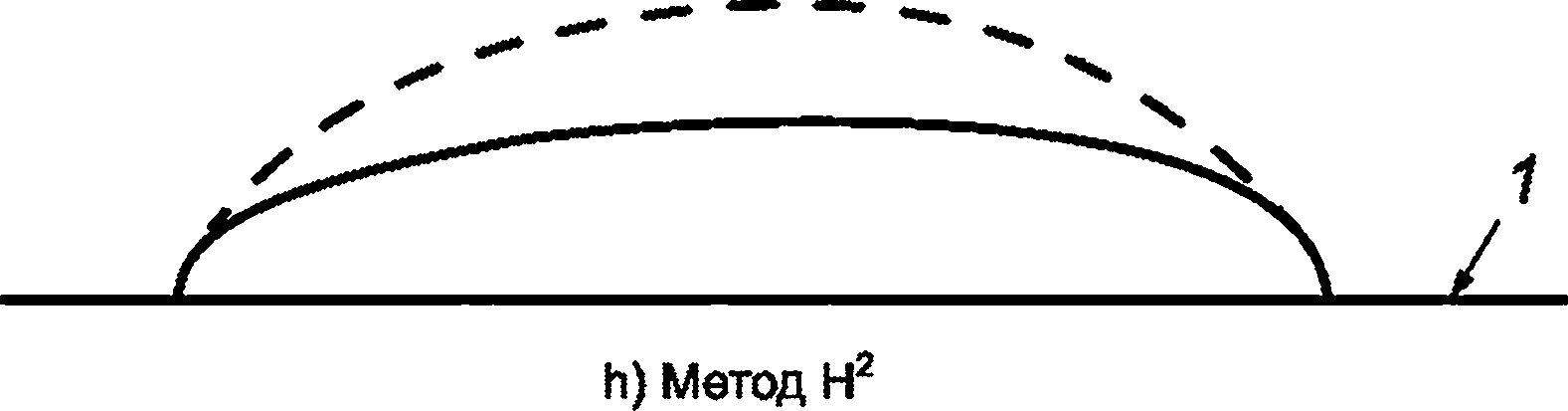
1 — Основной металл
Примечание 1 — Блоки по обеим сторонам от наплавленного металла для методов F и G изготовлены из меди.
Примечание 2 — Метод Н предназначен при использовании сварочных материалов для плакирования.
Рисунок 1 — Примеры последовательности выполнения проходов
5.5.2 Покрытые электроды
Чтобы дуга оставалась стабильной, длина дуги должна быть максимально короткой. Максимальная амплитуда поперечного колебания должна быть в 2,5 раза больше диаметра стержня электрода.
5.5.3 Проволоки и стержни сплошного сечения, ленты, порошковые проволоки и стержни
Количество и размер наплавленных слоев варьируются в зависимости от размеров проволоки (или стержня) и амплитуды поперечного колебания, а также от значения применяемого тока. Вылет проволоки должен соответствовать указаниям производителя ± 3 мм. Слой наплавленного металла выполняют с использованием защитного газа, указанного производителем, в ином случае защитный газ выбирают в соответствии с ИСО 14175. В случае дуговой сварки под флюсом и наплавки ленточным электродом (дуговая или электрошлаковая сварка под флюсом) используют соответствующий флюс.
6 Размер наплавки
Минимальный размер наплавки для анализа приведен в таблице 2.
7 Отбор образцов
Оксидная пленка на участке для отбора образцов для химического анализа должна быть удалена механической обработкой в т. ч. шлифованием. Для удаления стружки при проведении фрезерования, рубки или сверления, следует избегать использования смазочно-охлаждающей жидкости. Образец для химического анализа должен быть изготовлен из пятого или выше слоя металла шва, за исключением наплавки методом Н, см. рисунок 1. Образец не должен включать начало шва или кратер.
Таблица 2 — Минимальные размеры наплавки
Сварочные материалы | Размер сварочных материалов, мм | Образец | Минимальное количество наплавленных слоев | |
Толщина, мм | Длина, мм | |||
Электроды покрытые, стержни сплош- | > 1,6, но < 2,6 | 12 | 30 | 5 |
ного сечения и порошковые стержни | > 2,6, но < 5 | 12 | 40 | 5 |
для дуговой сварки вольфрамовым электродом в инертном газе | > 5, но < 8 | 12 | 55 | 5 |
Проволока сплошного сечения для дуговой сварки в защитном газе | > 0,6, но < 2,5 | 12 | 80 | 5 |
Проволока порошковая для дуговой сварки в защитном газе и без него | > 0,6, но < 4 | 12 | 80 | 5 |
Комбинация проволоки и флюса для дуговой сварки под флюсом | > 1,2, но < 6,4 | 12 | 150 | 5 |
Плакирование (как в комбинации лента/ флюс, так и проволока/флюс для дуговых и электрошлаковых процессов под флюсом) | Проволока > 2,4, ширина ленты > 15 | 12 | 150 | 1 (для легирующих флюсов) 2 (для нелегирующих флюсов) |
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА. 1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 6947 | IDT | ГОСТ Р ИСО 6947—2022 «Сварка и родственные процессы. Положения при сварке» |
ISO 14175 | IDT | ГОСТ Р ИСО 14175—2010 «Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов» |
Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT — идентичные стандарты. | ||
УДК 621.791:006.354
ОКС 25.160.20
Ключевые слова: материалы сварочные, наплавка металла, химический анализ
Редактор В.Н. Шмельков Технический редактор И.Е. Черепкова Корректор А.С. Черноусова Компьютерная верстка И.А. Налейкиной
Сдано в набор 31.07.2023. Подписано в печать 01.08.2023. Формат 60х841/8. Гарнитура Ариал. Усл. печ. л. 0,93. Уч.-изд. л. 0,74.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}