ГОСТ Р ИСО 15607-2009
Группа Т51
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И АТТЕСТАЦИЯ ПРОЦЕДУР СВАРКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Общие правила
Specification and qualification of welding procedures for metallic materials. General rules
ОКС 25.160.10
Дата введения 2010-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 июля 2009 г. N 243-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15607:2003 "Технические требования и аттестация процедур сварки металлических материалов. Общие правила" (ISO 15607:2003 "Specification and qualification of welding procedures for metallic materials - General rules").
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении D
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Международный стандарт ИСО 15607 разработан Техническим комитетом CEН/TК 121 "Сварка" Европейского комитета по стандартизации (CEН), секретариат которого закреплен за организацией по стандартизации Дании, в сотрудничестве с Техническим комитетом ИСO/TК 44 "Сварка и родственные процессы", подкомитетом 10 "Унификация требований в области сварки металлов" в соответствии с Соглашением о техническом сотрудничестве ИСО и CЕН (Венское Соглашение).
Эта редакция аннулирует и заменяет стандарты ИСО 9956-1:1995 и ИСО 9956-1:1995/Amd.1:1998, которые находились на пересмотре.
Технические требования к процедуре сварки необходимы, чтобы обеспечить четко установленную основу для планирования процедур сварки и управления качеством при сварке. В терминологии стандартов систем качества сварка считается специальным процессом. Стандарты систем качества обычно требуют, чтобы специальные процессы выполнялись в соответствии с документированными техническими требованиями.
Разработка технических требований к процедуре сварки обеспечивает необходимую основу для соответствия сварных швов предъявляемым к ним требованиям, однако сами по себе его не гарантируют. Некоторые отклонения (наружные дефекты и деформации) могут быть оценены на готовом изделии неразрушающими методами.
Металлургические отклонения представляют особую проблему. Невозможность оценки механических свойств современными методами неразрушающего контроля вызывает необходимость установления комплекса правил для аттестации процедуры сварки до реализации технических требований в производстве. Настоящий стандарт определяет эти правила.
1 Область применения
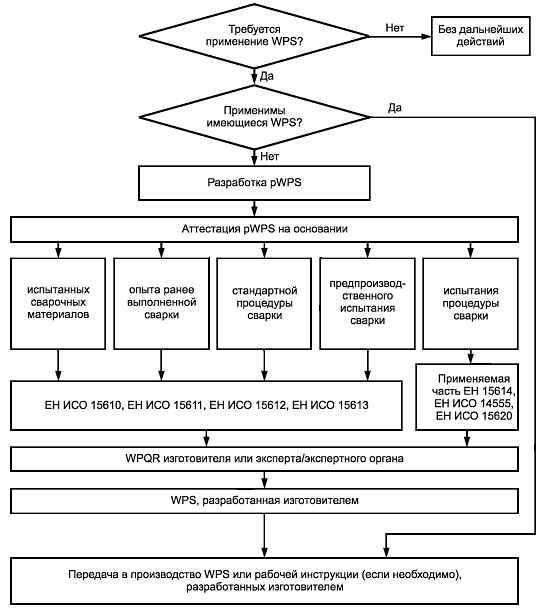
Настоящий стандарт является частью серии стандартов, которая описана в приложении A. Приложение B дает представление об их применении. В Приложении C приведена блок-схема разработки и аттестации технических требований к процедуре сварки (WPS).
Стандарт определяет общие правила разработки и аттестации технических требований к процедуре сварки металлических материалов. В нем также приведены ссылки на несколько других стандартов, в которых детализируются правила для специальных применений.
Настоящий стандарт применяется для ручной, механизированной и автоматической сварок.
Процедуры сварки аттестуются посредством согласования с одним или несколькими протоколами аттестации процедуры сварки (WPQR). Применение определенного метода аттестации часто является требованием применяемого стандарта на продукцию.
Аттестация предварительных технических требований к процедуре сварки (pWPS) по более чем одному методу не рекомендуется. Предполагается, что технические требования к процедуре сварки используют в производстве компетентные сварщики, аттестованные согласно соответствующей части EН 287 или EН ИСO 9606, или компетентные операторы, аттестованные в соответствии с EН 1418.
2 Нормативные ссылки
Настоящий стандарт посредством датированных и недатированных ссылок содержит положения из других стандартов. Для датированных ссылок последующие поправки или изменения любых из этих публикаций действительны для настоящего стандарта только после введения поправок и изменений к нему. Для недатированных ссылок применяется последнее издание приведенного стандарта (включая изменения).
EН ИСO 4063 Сварка и родственные процессы. Номенклатура процессов и ссылочные номера (ИСO 4063:1998)
EН ИСO 14555 Сварка. Дуговая приварка шпилек из металлических материалов (ИСО 14555:1998)
EН ИСO 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка (ИСO 15609-1:2004)
EН ИСO 15609-2 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка (ИСО 15609-2:2001)
EН ИСO 15609-3 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка (ИСО 15609-3:2004)
EН ИСO 15609-4 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка (ИСO 15609-4:2004)
EН ИСO 15609-5 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка (ИСO 15609-5:2004)
EН ИСO 15610 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах (ИСO 15610:2003)
EН ИСO 15611 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте предыдущей сварки (ИСO 15611:2003)
EН ИСO 15612 Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки (ИСO 15612:2004)
EН ИСO 15613 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании (ИСO 15613:2000)
ЕН ИСО 15614-1 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов (ИСО 15614-1:2003)
ЕН ИСО 15614-2 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов (ИСО 15614-2:2005)
EН ИСО 15614-3 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 3. Испытания процедуры дуговой сварки чугуна (ИСО 15614-3:2008)
ЕН ИСО 15614-4 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 4. Исправление дефектов алюминиевого литья (ИСО 15614-4:2005)
ЕН ИСО 15614-5 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов (ИСО 15614-5:2004)
ЕН ИСО 15614-6 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 6. Медь и медные сплавы (ИСО 15614-6:2006)
ЕН ИСО 15614-8 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 8. Сварка труб с листом (ИСO 15614-8:2002)
ЕН ИСО 15614-10 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 10. Гипербарическая сухая сварка (ИСО 15614-10:2005)
ЕН ИСО 15614-11 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 11. Электронно-лучевая и лазерно-лучевая сварка (ИСО 15614-11:2002)
ЕН ИСО 15614-12 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка (ИСО 15614-12:2004)
ЕН ИСО 15614-13 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением (ИСО 15614-13:2005)
ЕН ИСО 15620 Сварка. Сварка трением металлических материалов (ИСО 15620:2000)
ИСО 857-1 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 процедура сварки (welding procedure): Установленный порядок действий для выполнения сварного шва, включая указания на процесс(ы) сварки, основные и сварочные материалы, подготовку под сварку, предварительный нагрев (при необходимости), метод и управление сваркой, термическую обработку после сварки (при необходимости) и необходимое оборудование.
3.2 процесс сварки (welding process): В настоящем стандарте использованы процессы сварки, перечень и определения которых приведены в ИСО 857-1, и система нумерации процессов сварки по ЕН ИСО 4063.
3.3 предварительные технические требования к процедуре сварки (pWPS) (preliminary welding procedure specification (pWPS)): Документ, содержащий значения параметров процедуры сварки, которая должна быть аттестована, используя один из методов, описанных в разделе 6.
3.4 технические требования к процедуре сварки (WPS) (welding procedure specification (WPS): Документ, который был аттестован одним из методов, описанных в разделе 6, и содержит значения параметров процедуры сварки, обеспечивающие повторяемость ее выполнении в производстве.
3.5 рабочая инструкция (work instruction): Документ, содержащий упрощенные технические требования к процедуре сварки, пригодный для непосредственного применения в цехе.
3.6 протокол аттестации процедуры сварки (WPQR) (welding procedure qualification record (WPQR): Протокол, содержащий все необходимые данные для аттестации предварительных технических требований к процедуре сварки.
3.7 испытание процедуры сварки (welding procedure test): Изготовление и испытание стандартизированного контрольного образца, как указано в pWPS, с целью аттестации процедуры сварки.
3.8 предпроизводственное испытание сварки (pre-production welding test): Испытание сварки, имеющее те же функции, что и испытание процедуры сварки, но основанное на нестандартном контрольном образце, имитирующем производственные условия.
3.9 технические требования к стандартной процедуре сварки (standard welding procedure specification): Технические требования к процедуре сварки, аттестованные путем испытания процедуры сварки, не связанные с изготовителем и аттестованные экспертом или экспертным органом.
Примечание - Стандартная процедура сварки в таком случае может быть пригодна для любого изготовителя.
3.10 опыт ранее выполненной сварки (previous welding experience): Подтверждение достоверными данными испытаний того, что процедуры сварки, установленные изготовителем для производства, обеспечили в течение определенного периода времени выполнение сварных швов требуемого качества.
3.11 испытанный сварочный материал (tested welding consumable): Сварочный материал или комбинация таких материалов, испытанный согласно соответствующим стандартам на испытание сварочных материалов.
3.12 сварочный материал (welding consumable): Материал, расходуемый при выполнении сварного шва, включая присадочные металлы и вспомогательные материалы.
3.13 существенный параметр (essential variable): Условие сварки, которое требует аттестации.
3.14 несущественный параметр (non essential variable): Условие сварки, включаемое в WPS, но не требующее аттестации.
3.15 область аттестации (range of qualification): Область распространения аттестации для существенного параметра сварки.
3.16 основной материал (parent material): Материал(ы), подлежащие соединению сваркой.
3.17 контрольный образец (test piece): Сварная конструкция, предназначенная для испытаний.
3.18 образец для испытаний (test specimen): Часть, вырезанная из контрольного образца, предназначенная для выполнения установленного разрушающего испытания.
3.19 однородное соединение (homogeneous joint): Сварное соединение, в котором металл сварного шва и основной материал не имеют значительных различий механических свойств и/или химического состава.
Примечание - Сварное соединение, выполненное из однотипных основных материалов без применения присадочного металла, считается однородным.
3.20 неоднородное соединение (heterogeneous joint): Сварное соединение, в котором металл сварного шва и основной материал имеют значительные различия механических свойств и/или химического состава.
3.21 соединение разнородных материалов (dissimilar material joint): Сварное соединение, в котором основные материалы имеют значительные различия механических свойств и/или химического состава.
3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной геометрии. Дефектами являются, например, трещины, неполное проплавление, пористость, шлаковые включения.
Примечание - ЕН ИСО 6520-1 и ЕН ИСО 6520-2 содержат полные перечни дефектов.
3.23 изготовитель (manufacturer): Лицо или организация, ответственная за сварочное производство.
3.24 эксперт (examiner): Лицо, назначенное для проверки соответствия применяемому стандарту.
Примечание - В определенных случаях может потребоваться внешний независимый эксперт.
3.25 экспертный орган (examining body): Организация, назначенная для проверки соответствия применяемому стандарту.
Примечание - В определенных случаях может потребоваться внешний независимый экспертный орган.
3.26 изготовитель сварочных материалов (manufacturer of consumables): Компания, которая изготовляет сварочные материалы полностью или выполняет финальную часть их производства, которая определяет их качество.
3.27 персонал, координирующий сварку (welding co-ordination personnel): Персонал, ответственный за выполнение сварки и связанных с ней действий, компетенция и знания которого подтверждены, например профессиональной подготовкой, образованием и/или соответствующим производственным опытом.
3.28 погонная энергия (heat input): Энергия, введенная в зону сварного шва при сварке.
3.29 толщина основного материала (parent material thickness): Номинальная толщина свариваемых материалов.
3.30 толщина металла сварного шва (weld metal thickness): Толщина металла сварного шва без усиления.
4 Сокращения
Для целей аттестации процедур сварки применяют сокращения, приведенные в таблице 1.
Таблица 1 - Сокращения
Сокращение | Описание |
PWPS | Предварительные технические требования к процедуре сварки |
WPQR | Протокол аттестации процедуры сварки |
WPS | Технические требования к процедуре сварки |
5 Форма технических требований к процедуре сварки
ЕН ИСО 15609-1 и другие стандарты серии ИСО 15609 устанавливают формы технических требований к процедуре сварки для следующих процессов сварки:
- дуговой сварки;
- газовой сварки;
- электронно-лучевой сварки;
- лазерной сварки;
- контактной сварки.
WPS для других процессов сварки и для специальных применений могут быть предусмотрены другими стандартами, например:
- для приварки шпилек см. ЕН ИСО 14555;
- для сварки трением см. ЕН ИСО 15620.
До аттестации с использованием соответствующего метода согласно разделу 6 WPS следует рассматривать как pWPS.
6 Разработка и аттестация процедур сварки
6.1 Общие положения
Аттестация процедур сварки должна быть проведена до выполнения сварки в производстве.
Изготовитель должен разработать pWPS и гарантировать, что они применимы для производства, используя опыт предыдущего производства и фундаментальные знания сварочной технологии.
Каждые pWPS следует использовать как основу для WPQR, составленному согласно одному из методов аттестации, перечисленных в таблице 2.
Таблица 2 - Методы аттестации
Наименование метода аттестации | Применение |
Метод, основанный на: | |
испытании процедуры сварки (см. 6.2) | Может быть применен всегда, если испытание процедуры адекватно соответствует геометрии соединения, ограничениям, доступности сварных швов в изделии |
испытанных сварочных материалах (см. 6.3) | Применение ограничено процедурами сварки, использующими сварочные материалы. Испытания сварочных материалов должны предусматривать применение основного материала, используемого в продукции. Другие ограничения в отношении материала и других параметров указаны в ИСО 15610. |
опыте ранее выполненной сварки (см. 6.4) | Применение ограничивается процедурами, примененными ранее для большого числа сварных швов сопоставимых изделий, соединений и материалов. Требования указаны в ИСО 15611. |
стандартной процедуре сварки (см. 6.5) | Аналогичны испытанию процедуры сварки и ограничениям, указанным в ИСО 15612. |
предпроизводственном испытании сварки (см. 6.6) | В принципе может быть применен всегда, но требует изготовления образца для испытания, соответствующего производственным условиям. Требования указаны в ИСО 15613. |
Примечание - О выборе каждого метода см. раздел 1. | |
Если аттестация включает в себя сварку контрольных образцов, ее следует выполнять в соответствии с pWPS.
WPQR должен включать в себя все параметры (существенные и несущественные) и области аттестации, приведенные в соответствующем стандарте. На основе WPQR разрабатывают WPS для выполнения сварки в производстве под ответственность изготовителя, если не указано иное (см. приложение B).
6.2 Аттестация, основанная на испытании процедуры сварки
Этот метод устанавливает, как процедура сварки может быть аттестована путем сварки и испытания стандартного контрольного образца.
Испытание процедуры сварки может потребоваться всякий раз, когда свойства металла сварного шва и зоны термического влияния при эксплуатации являются критическими.
Различные части EН ИСО 15614 устанавливают испытания процедуры сварки для следующих процессов сварки:
- дуговой сварки;
- газовой сварки;
- электронно-лучевой сварки;
- лазерной сварки;
- контактной сварки.
Испытания процедуры сварки для других процессов сварки и для специальных применений могут быть предусмотрены специальными стандартами, например:
- для сварки шпилек см. ЕН ИСО 14555;
- для сварки трением см. ЕН ИСО 15620.
6.3 Аттестация, основанная на испытанных сварочных материалах
Этот метод указывает, как процедура сварки может быть аттестована путем применения испытанных сварочных материалов.
Данный метод аттестации может быть использован при применении материалов, свойства которых в зоне термического влияния значительно не ухудшаются. В этом случае ЕН ИСО 15610 устанавливает метод аттестации путем использования сварочных материалов для следующих процессов сварки:
- дуговой сварки;
- газовой сварки.
Аттестация посредством данного метода для других процессов сварки и для специальных применений может предусматриваться специальными стандартами.
6.4 Аттестация, основанная на опыте ранее выполненной сварки
Этот метод устанавливает, как процедура сварки может быть аттестована путем предоставления информации, подтверждающей успешный опыт удовлетворительного выполнения сварки.
Изготовитель может иметь pWPS, аттестованные путем ссылки на опыт ранее выполненной сварки, если он может доказать соответствующими достоверными документами независимого характера, что им в предшествующий период были успешно сварены данные типы соединений и материалов.
В таких случаях должны быть использованы только те процедуры сварки, которые, исходя из накопленного опыта, считаются надежными.
ЕН ИСО 15611 устанавливает метод аттестации путем ссылки на опыт ранее выполненной сварки для следующих процессов сварки:
- дуговой сварки;
- газовой сварки;
- электронно-лучевой сварки;
- лазерной сварки;
- контактной сварки.
Аттестация посредством данного метода для других процессов сварки и для специальных применений может быть также предусмотрена специальными стандартами, например:
- для сварки шпилек см. EН ИСО 14555;
- для сварки трением см. ЕН ИСО 15620.
6.5 Аттестация, основанная на стандартной процедуре сварки
Этот метод устанавливает, как процедура сварки может быть аттестована путем использования стандартной процедуры сварки.
Разработанные изготовителем pWPS являются аттестованными, если диапазоны всех параметров находятся внутри области, охватываемой стандартной процедурой сварки.
Стандартная процедура сварки должна быть опубликована в качестве технических требований в форме WPS или WPQR, основанных на аттестации согласно соответствующей части ЕН ИСО 15614 для испытаний процедуры сварки. Опубликование и изменение стандартных процедур сварки должны проводиться экспертом или экспертным органом, ответственными за первоначальную аттестацию.
Применение стандартной процедуры сварки является также предметом условий, удовлетворяющих потребителя.
ЕН ИСО 15612 определяет метод аттестации путем использования стандартной процедуры сварки для следующих процессов сварки:
- дуговой сварки;
- газовой сварки;
- электронно-лучевой сварки;
- лазерной сварки;
- контактной сварки.
Аттестация посредством данного метода для других процессов сварки и для специальных применений может быть предусмотрена специальными стандартами.
6.6 Аттестация, основанная на предпроизводственном испытании сварки
Этот метод устанавливает, как процедура сварки может быть аттестована путем предпроизводственных испытаний сварки.
Он является единственно надежным методом аттестации процедур сварки, при выполнении которых свойства сварного шва сильно зависят от определенных условий, таких как связанные с особенностями деталей особые граничные условия, теплоотвод и т.д., которые не могут быть воспроизведены стандартными контрольными образцами.
Аттестация путем предпроизводственного испытания сварки может быть проведена, если форма и размеры стандартизированных образцов адекватно не отражают подлежащее сварке соединение, например сварной шов, крепящий деталь к тонкой трубе. В таких случаях должны быть изготовлены один или более специальных образца, чтобы моделировать во всех существенных особенностях сварное соединение. Испытание должно быть проведено до начала производства в условиях, которые будут при производстве.
Проверка и испытание контрольного образца должны быть выполнены согласно соответствующему стандарту на проведение испытания, однако это испытание может нуждаться в дополнении или замене специальными испытаниями с учетом особенностей рассматриваемого соединения. ЕН ИСО 15613 определяет метод аттестации путем проведения предпроизводственных испытаний сварки для следующих процессов сварки:
- дуговой сварки;
- газовой сварки;
- электронно-лучевой сварки;
- лазерной сварки;
- контактной сварки.
Аттестация посредством данного метода для других процессов сварки и для специальных применений может быть также предусмотрена специальными стандартами.
7 Срок действия
Аттестация действует неограниченно для областей аттестации, если не указано иное.
Приложение А
(справочное)
Новая система нумерации. Детализация стандартов, относящихся к техническим требованиям и аттестации процедур сварки
См. таблицу А.1.
Таблица А.1 - Детализация стандартов, относящихся к техническим требованиям и аттестации процедур сварки
Процесс | Дуговая сварка | Газовая сварка | Электронно- | Лазерно- | Контактная сварка | Сварка шпилек | Сварка трением |
Общие правила | По ЕН ИСО 15607 | ||||||
Рекомендации для системы группирования | по ИСО/ТО 15608 | Не применяются | По ИСО/ТО 15608 | ||||
WPS | По ЕН ИСО 15609-1 | По ЕН ИСО 15609-2 | По ЕН ИСО 15609-3 | По ЕН ИСО 15609-4 | По ЕН ИСО | По ЕН ИСО 14555 | По ЕН ИСО 15620 |
Испытанные сварочные материалы | По ЕН ИСО 15610 | Не применяются | |||||
Опыт ранее выполненной сварки | По ЕН ИСО 15611 | По ЕН ИСО 15611, ЕН ИСО 14555 | По ЕН ИСО 15611, ЕН ИСО 15620 | ||||
Стандартная процедура | По ЕН ИСО 15612 | Не применяются | |||||
Предпроизодст- | По ЕН ИСО 15613 | По ЕН ИСО 15613, ЕН ИСО 14555 | По ЕН ИСО 15613, ЕН ИСО 15620 | ||||
Испытание процедуры сварки | По ЕН ИСО 15614: | По ЕН ИСО 15614: | По ЕН ИСО 15614: | По ЕН ИСО 15614: | По ЕН ИСО 14555 | По ЕН ИСО 15620 | |
Приложение B
(справочное)
Различные фазы аттестации процедуры сварки
См. таблицу В.1
Таблица В.1 - Различные фазы аттестации процедуры сварки
Действие | Результат | Участник |
Разработка процедуры | PWPS | Изготовитель |
Аттестация любым методом | WPQR, включая область пригодности, на основе соответствующего стандарта на аттестацию | Изготовитель или эксперт/экспертный орган |
Завершение разработки процедуры | WPS на основе этого WPQR | Изготовитель |
Выпуск для производства | Копии WPS или рабочей инструкции | Изготовитель |
Приложение C
(справочное)
Блок-схема разработки и аттестации WPS
Приложение D
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица D.1
Обозначение ссылочного международного стандарта | Обозначение и наименование соответствующего национального стандарта |
ЕН ИСО 4063 | * |
ЕН ИСО 14555 | * |
ЕН ИСО 15609-1 | ГОСТ Р ИСО 15609-1-2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка |
ЕН ИСО 15609-2 | ГОСТ Р ИСО 15609-2-2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2.Газовая сварка |
ЕН ИСО 15609-3 | * |
EН ИСO 15609-4 | * |
ЕН ИСО 15609-5 | * |
ЕН ИСО 15610 | ГОСТ Р ИСО 15610-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
ЕН ИСО 15611 | ГОСТ Р ИСО 15611-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки |
EН ИСО 15612 | ГОСТ ИСО 15612-2009 |
_________________
| |
ЕН ИСО 15613 | ГОСТ Р ИСО 15613-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании |
ЕН ИСО 15614-1 | ГОСТ Р ИСО 15614-1-2009 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов |
ЕН ИСО 15614-2 | ГОСТ Р ИСО 15614-2-2009 Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов |
ЕН ИСО 15614-3 | * |
ЕН ИСО 15614-4 | * |
ЕН ИСО 15614-5 | * |
ЕН ИСО 15614-6 | * |
ЕН ИСО 15614-8 | * |
ЕН ИСО 15614-10 | * |
ЕН ИСО 15614-11 | * |
ЕН ИСО 15614-12 | * |
EН ИСО 15614-13 | * |
ЕН ИСО 15620 | * |
ИСО 857-1 | ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном агентстве контроля и сварки (НАКС). | |
Библиография
ЕН 287-1 EN (EN 287-1) | Сертификационные испытания сварщиков. Сварка плавлением. Часть 1. Стали (Approval testing of welders - Fusion welding - Part 1: Steels) |
ЕН 287-2 (EN 287-2) | Сертификационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы (Approval testing of welders - Fusion welding - Part 2: Aluminium and aluminium alloys) |
ЕН 1418 (EN 1418) | Сварочный персонал. Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials) |
ЕН ИСО 6520-1 (EN ISO 6520-1) | Сварка и родственные процессы. Классификация геометрических дефектов в металлических материалах. Часть 1. Сварка плавлением (ИСО 6520-1:1998) (Welding and allayed processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (ISO 6520-1:1998)) |
ЕН ИСО 6520-2 (EN ISO 6520-2) | Сварка и родственные процессы. Классификация геометрических дефектов в металлических материалах. Часть 2. Сварка давлением (ИСО 6520-2:2001) (Welding and allayed processes - Classification of geometric imperfections in metallic materials - Part 2: Welding with pressure (ISO 6520-2:2001)) |
ИСО 9606-1 (ISO 9606-1) | Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали (Approval testing of welders - Fusion welding - Part 1: Steels) |
ИСО 9606-2 (ISO 9606-2) | Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы (Approval testing of welders - Fusion welding - Part 2: Aluminium and aluminium alloys) |
ЕН ИСО 9606-3 (EN ISO 9606-3) | Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы (ИСО 9606-3:1999) (Approval testing of welders - Fusion welding - Part 3: Copper and copper alloys (ISO 9606-3:1999)) |
ЕН ИСО 9606-4 (EN ISO 9606-4) | Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы (Approval testing of welders - Fusion welding - Part 4: Nickel and nickel alloys (ISO 9606-4:1999)) |
ЕН ИСО 9606-5 (EN ISO 9606-5) | Аттестационные испытания сварщиков. Сварка плавлением. Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы (ИСО 9606-5:2000) (Approval testing of welders - Fusion welding - Part 5: Titanium and titanium alloys, zirconium and zirconium alloys (ISO 9606-5:2000)) |
ИСО 14732 (ISO 14732) | Сварочный персонал. Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials) |
Электронный текст документа
и сверен по:
, 2009
{kind=link}