ГОСТ ISO 9692-1-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Сварка и родственные процессы
ТИПЫ ПОДГОТОВКИ СОЕДИНЕНИЙ
Часть 1
Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей
Welding and allied processes. Types of joint preparation. Part 1. Manual metal arc welding, gas-shielded metal arc welding, gas welding, TIG welding and beam welding of steels
ОКС 25.160.10
Дата введения 2018-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Национальная экспертно-диагностическая компания" (ООО "НЭДК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 августа 2017 г. N 931-ст межгосударственный стандарт ГОСТ ISO 9692-1-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 9692-1:2013* "Сварка и родственные процессы. Типы подготовки соединений. Часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей" ("Welding and allied processes - Types of joint preparation - Part 1: Manual metal arc welding, gas-shielded metal arc welding, gas welding, TIG welding and beam welding of steels", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного документа для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 7.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Май 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
ISO 9692 состоит из следующих частей под общим наименованием "Сварка и родственные процессы. Типы подготовки соединений":
- часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей;
- часть 2. Дуговая сварка сталей под флюсом;
- часть 3. Сварка дуговая сплошной проволокой в инертном газе и сварка дуговая вольфрамовым электродом в инертном газе алюминия и его сплавов;
- часть 4. Плакированные стали.
1 Область применения
Настоящий стандарт определяет типы подготовки соединений для ручной дуговой сварки плавящимся электродом, дуговой сварки плавящимся электродом в защитном газе, газовой сварки, дуговой сварки вольфрамовым электродом в инертном газе и лучевой сварки сталей (см. разделы 3 и 4).
Стандарт применяется для типов подготовки соединений с полным проплавлением стыковых швов и угловых швов. Для стыковых швов с неполным проплавлением типы подготовки соединений и размеры, отличающиеся от указанных в настоящем стандарте, устанавливают отдельно.
Величины зазоров, указанные в настоящем стандарте, относятся к зазорам после выполнения прихваток.
Рассмотренные в настоящем стандарте положения дают возможность изменить подготовку соединения (при необходимости) при использовании вспомогательных подкладок, односторонней сварке и т.п.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 6947 Welding and allied processes - Welding positions (Сварка и родственные процессы. Положения при сварке).
3 Материалы
Подготовка соединений, рекомендованная в настоящем стандарте, применяется для всех видов сталей.
4 Сварочные процессы
Подготовка соединений, рекомендованная в настоящем стандарте, применяется для сварочных процессов, указанных в таблицах 1-4 (допускается комбинация различных процессов):
a) (3) сварка газовая; сварка газовая кислородная;
b) (111) сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом);
c) (13) сварка дуговая плавящимся электродом в защитном газе:
- (131) сварка дуговая сплошной проволокой в инертном газе;
- (132) сварка дуговая порошковой проволокой с флюсовым наполнителем в инертном газе;
- (133) сварка дуговая порошковой проволокой с металлическим наполнителем в инертном газе;
- (135) сварка дуговая сплошной проволокой в активном газе;
- (136) сварка дуговая порошковой проволокой с флюсовым наполнителем в активном газе;
- (138) сварка дуговая порошковой проволокой с металлическим наполнителем в активном газе;
d) (141) сварка дуговая вольфрамовым электродом в инертном газе с присадочным сплошным материалом (проволокой или стержнем);
e) (5) сварка лучевая:
- (51) сварка электронно-лучевая;
- (512) сварка электронно-лучевая в атмосфере;
- (52) сварка лазерная.
Примечание - Номера процессов сварки в скобках указаны в соответствии с [2].
5 Заключительные положения
Продольные поверхности притупления кромок должны быть зачищены от заусенцев и могут быть скошены (до 2 мм).
6 Типы подготовки соединения
Рекомендуемые типы подготовки соединений и размеры указаны в таблицах 1-4.
Таблица 1 - Подготовка соединений для односторонних стыковых сварных швов
N п/п | Толщина мате- | Тип подготовки | Обоз- | Поперечное сечение | Размеры | Реко- | Изображение сварного шва | Приме- | |||
Угол | Зазор | Размер притуп- | Глу- | ||||||||
1.1 |
| С отбор- |
|
| - | - | - | - | 3 |
| Обычно без приса- |
1.2.1 |
| Без скоса кромок |
| - | ~t | - | - | 3 |
| - | |
1.2.2 | 3<t | 6 | 13 | С уда-
| |||||||
~t | 141 | ||||||||||
|
| 52 | |||||||||
0 | |||||||||||
1.2.3 |
| Без скоса кромок с | - |
| - | - | - | - | 51 |
| - |
1.2.4 | Без скоса кромок с центри- | - |
|
| |||||||
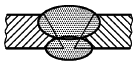
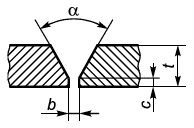
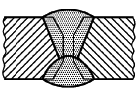
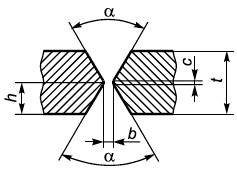
1.3 | 3<t | С V-образным скосом кромок |
|
| 40° |
|
| - | 3 |
| С уда- |
8<t | 6° | - | 52 | - | |||||||
1.4 | >16 | С V-образным скосом кромок с увели- |
| 5° | 5 | - | - | 111 |
| С подкладкой | |
1.5 | 5 | С V-образным скосом с увели- |
|
| 1 | 2 | - | 111 |
| - | |
1.6 | >12 | С U-образным скосом кромок с V-образным корнем |
|
| 60° | 1 | - | ~4 | 111 |
| 6 |
1.7 | >12 | С V-образным скосом кромок с V-образным корнем |
|
| 60° | 2 |
| - | 111 |
| - |
1.8 | >12 | С U-образным скосом кромок |
|
| 8° |
|
| - | 111 |
| - |
1.9.1 | 3<t | Со скосом одной кромки |
| 35° | 2 | 1 | - | 111 |
| - | |
1.9.2 |
|
| |||||||||
1.10 | >16 | Со скосом одной кромки с увели- |
| 15° | 6 | - | - | 111 |
| С подкладкой | |
~12 | 13 | ||||||||||
1.11 | >16 | С U-образным скосом одной кромки (J-образный скос) |
|
| 10° | 2 | 1 | - | 111 |
| - |
1.12 |
| Без скоса кромок | - |
| - | - | - | - | 52 |
| - |
| 51 | ||||||||||
1.13 |
| Без скоса кромок | - |
| - | - | - | - | 52 |
| - |
| 51 | ||||||||||
| |||||||||||
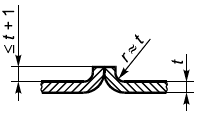
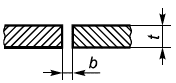
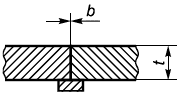
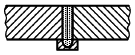
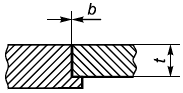
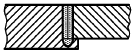
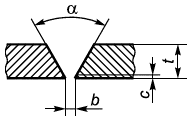
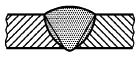
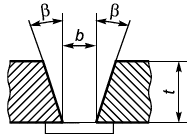
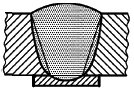
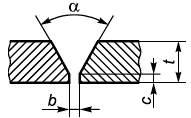
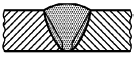

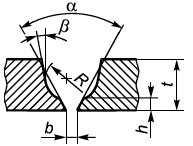

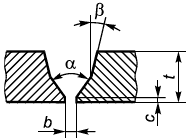
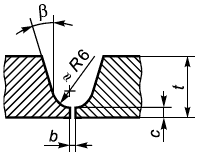
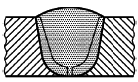
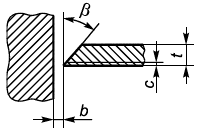
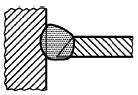
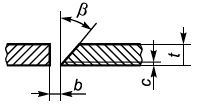
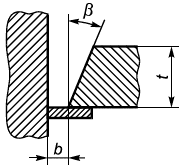
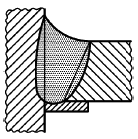
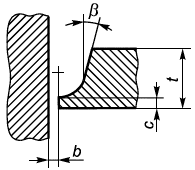
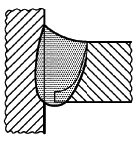
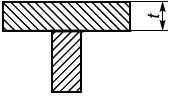
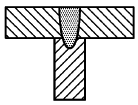
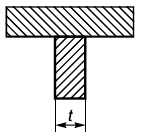
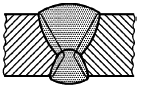
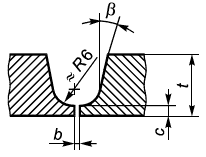
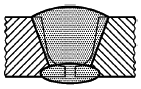
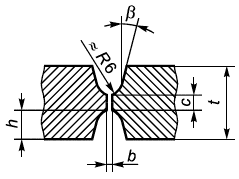
Таблица 2 - Подготовка соединений двусторонних стыковых сварных швов
N п/п | Толщина мате- | Тип подготовки | Обоз- | Поперечное сечение | Размеры | Реко- | Изображение сварного шва | Примечания | |||
Угол | Зазор | Размер притуп- | Глубина обработки кромки h, мм | ||||||||
2.1 |
| Без скоса кромок |
| - |
| - | - | 111 |
| - | |
| 13 | ||||||||||
| 0 | 52 | |||||||||
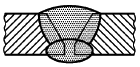
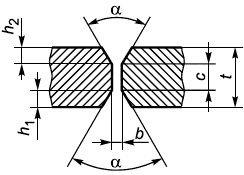
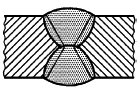
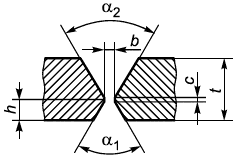
2.2 | 3 | С V-образным скосом кромок |
|
|
|
|
| - | 111 |
| С выполнением подварочного шва |
40° | 13 | ||||||||||
2.3 | >10 | С V-образным скосом кромок с увели- |
|
|
| 1 | 2 | - | 111 |
| В особых случаях возможно для меньших толщин заготовок и сварочного процесса 3. С выполнением подварочного шва |
40° | 13 | ||||||||||
2.4 | >10 | С двусторон- |
|
|
| 1 | 2 |
| 111 |
| - |
40° | 13 | ||||||||||
2.5.1 | >10 | С двусторон- |
|
|
| 1 |
|
| 111 |
| - |
40° | 13 | ||||||||||
2.5.2 | >10 | С асиммет- |
|
|
| 1 |
|
| 111 |
| - |
40° | 13 | ||||||||||
2.6 | >12 | С U-образным скосом кромок |
|
| 8° | 1 | ~5 | - | 111 |
| С выполнением подварочного шва |
| 141 | ||||||||||
2.7 |
| Двусто- |
|
| 8° |
| ~3 |
| 111 |
| Данный тип подготовки может быть выполнен асимметричным аналогично асимметричному |

2.8 | 3 | Со скосом одной кромки |
|
| 35° | 1 |
| - | 111 |
| С выпол- |
2.9.1 | >10 | С двусто- |
|
| 35° | 1 |
| =t/2 или =t/3 | 111 |
| Данный тип подготовки может быть выполнен асиммет- |
2.9.2 |
|
| |||||||||
2.10 | >16 | С J-образным скосом одной кромки |
|
| 10° | 1 |
| - | 111 |
| С выпол- |
2.11 | >30 | С двусто- |
|
| 10° |
|
|
| 111 |
| Данный тип подготовки может быть выполнен асимметричным аналогично асимметричному двустороннему V-образному скосу кромок |
<2 |
| ||||||||||
2.12 |
| Без скоса кромок | - |
| - | - | - | - | 52 |
| - |
| 51 | ||||||||||
| |||||||||||

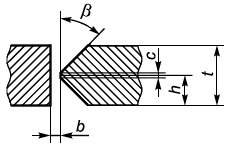
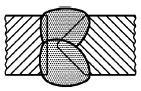
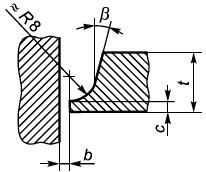
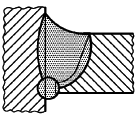
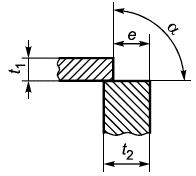
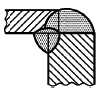
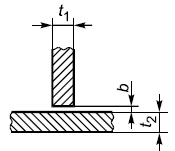
Таблица 3 - Подготовка соединений для односторонних угловых сварных швов
N п/п | Толщина мате- | Тип подготовки | Обоз- | Поперечное сечение | Размеры | Рекомен- | Изображение сварного шва | |
Угол | Зазор b, мм | |||||||
3.1.1 |
| Без скоса кромок |
|
| 70° |
| 3 |
|
3.1.2 |
| Без скоса кромок |
| - |
| 3 |
| |
3.1.3 |
| Без скоса кромок |
|
| 60° |
| 3 |
|
| ||||||||
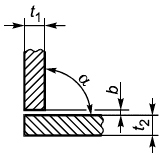

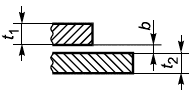

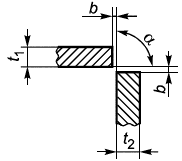

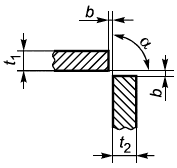
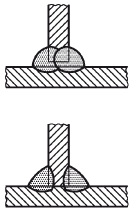
Таблица 4 - Подготовка соединений для двусторонних угловых сварных швов
N п/п | Толщина мате- | Тип подготовки | Обоз- | Поперечное сечение | Размеры | Рекомен- | Изображение сварного шва | |
Угол | Зазор b, мм | |||||||
4.1.1 |
| Без скоса кромок |
|
| 70° |
| 3 |
|
4.1.2 |
| Без скоса кромок |
| 60° | - | 3 |
| |
4.1.3 | 2 | Без скоса кромок |
|
| - |
| 3 |
|
- | ||||||||
| ||||||||

Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 6947 | - | *, |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
________________
В Российской Федерации действует ГОСТ Р ИСО 6947-2017 "Сварка и родственные процессы. Положения при сварке".
Библиография
[1] | ISO 2553:1992 | Welded, brazed and soldered joints - Symbolic representation on drawings (Соединения сварные и паяные. Условные обозначения на чертежах) |
[2] | ISO 4063 | Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов) |
УДК 621.791 | ОКС 25.160.10 | |
Ключевые слова: сварка, ручная дуговая сварка, газовая сварка, сварка вольфрамовым электродом, лучевая сварка сталей | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}