ГОСТ EN 15085-3-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Железнодорожный транспорт
СВАРКА ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ И ИХ ЭЛЕМЕНТОВ
Часть 3
Требования к проектированию
Railway applications. Welding of railway vehicles and components. Part 3. Design requirements
МКС 25.160.10
45.060.01
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦСК при МГТУ им.Н.Э.Баумана"), Национальным агентством контроля сварки (СРО НП "НАКС"), Некоммерческим партнерством "Национальное промышленное сварочное общество" (НП "НПСО") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 мая 2016 г. N 307-ст межгосударственный стандарт ГОСТ EN 15085-3-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 15085-3:2007* "Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 3. Требования к проектированию" ("Railway applications - Welding of railway vehicles and components - Part 3: Design requirements", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт разработан Техническим комитетом по стандартизации CEN/TC 256 "Железнодорожный транспорт".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских, международных стандартов и документа соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Серия европейских стандартов EN 15085 "Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов" состоит из следующих частей:
часть 1. Общие положения;
часть 2. Требования к качеству и сертификация производителя сварки;
часть 3. Требования к проектированию;
часть 4. Требования к производству;
часть 5. Контроль, испытания и документация.
1 Область применения
Эта серия стандартов относится к сварке металлических материалов при изготовлении и ремонте железнодорожных транспортных средств и их элементов.
Данная часть серии стандартов содержит особенности проектирования и правила классификации при производстве и техническом обслуживании железнодорожных транспортных средств и их узлов. По согласованию с заказчиком, к чертежам, выполненным до публикации этого стандарта, можно применять соответствующие положения настоящего стандарта.
Этот стандарт не устанавливает параметры измерений (см. другие стандарты, например, по испытаниям на усталостную прочность).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
EN 1011-2, Welding - Recommendations for welding of metallic materials - Part 2: Arc welding of ferritic steels (Сварка. Рекомендации по сварке металлических материалов. Часть 2. Дуговая сварка ферритных сталей)
EN 1708-2, Welding - Basic weld joint details in steel - Part 2: Non internal pressurized components (Сварка. Соединительные элементы при сварке сталей. Часть 2. Элементы конструкций, не испытывающие внутреннего давления)
EN 10025-2, Hot rolled products of structural steels - Part 2: Technical delivery conditions for non-alloy structural steels (Изделия горячекатаные из конструкционных сталей. Часть 2. Технические условия поставки для нелегированной конструкционной стали)
EN 12663, Railway applications - Structural requirements of railway vehicle bodies (Железнодорожный транспорт. Требования прочности кузовов железнодорожного подвижного состава)
________________
Заменен на EN 12663-1+А1:2014.
EN 13749, Railway applications - Wheelsets and bogies - Methods of specifying the structural requirements of bogie frames (Железнодорожный транспорт. Колесные пары и тележки. Методы определения структурных требований рам тележек)
EN 15085-1:2007, Railway applications - Welding of railway vehicles and components - Part 1: General (Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 1. Общие положения)
________________
Заменен на EN 15085-1+А1:2013.
EN 15085-2:2007, Railway applications - Welding of railway vehicles and components - Part 2: Quality requirements and certification of welding manufacturer (Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 2. Требования к качеству и сертификация сварщиков)
EN 15085-4:2007, Railway applications - Welding of railway vehicles and components - Part 4: Production requirements (Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 4. Требования к производству)
EN 15085-5:2007 Railway applications - Welding of railway vehicles and components - Part 5: Inspection, testing and documentation (Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 5. Проверка, испытания и документация)
EN 22553, Welded, brazed and soldered joints - Symbolic representation on drawings (ISO 2553:1992) (Соединения сварные и паяные. Условные обозначения на чертежах)
________________
Заменен на EN ISO 2553:2013.
EN ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (ISO 4063:1998) (Сварка и родственные процессы. Перечень и условные обозначения процессов)
EN ISO 5817, Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections (ISO 5817:2003) [Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества]
EN ISO 6520-1, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (ISO 6520-1:2007) (Сварка и родственные процессы. Классификация геометрических дефектов и сплошности в металлических материалах. Часть 1. Сварка плавлением)
EN ISO 6520-2, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 2: Welding with pressure (ISO 6520-2:2001) (ISO 6520-2:2001) (Сварка и родственные процессы. Геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением)
EN ISO 9692-1, Welding and allied processes - Recommendations for joint preparation - Part 1: Manual metal-arc welding, gas-shielded metal-arc welding, gas welding, TIG welding and beam welding of steels (ISO 9692-1:2003) (Сварка и смежные процессы. Виды подготовки соединений. Часть 1. Ручная дуговая сварка металлическим электродом, дуговая сварка металлическим электродом в среде защитного газа, газовая сварка, дуговая сварка вольфрамовым электродом в среде инертного газа и лучевая сварка сталей)
EN ISO 9692-2, Welding and allied processes - Joint preparation - Part 2: Submerged arc welding of steels (ISO 9692-2:1998) (Сварка и смежные процессы. Подготовка соединений. Часть 2. Дуговая сварка сталей под флюсом)
EN ISO 9692-3, Welding and allied processes - Recommendation for joint preparation - Part 3: Metal inert gas welding and tungsten inert gas welding of aluminium and its alloys (ISO 9692-3:2000) (Сварка и смежные процессы. Рекомендации по подготовке соединений. Часть 3. Дуговая сварка алюминия и его сплавов металлическим электродом в среде инертного газа и дуговая сварка вольфрамовым электродом в среде инертного газа)
EN ISO 10042, Welding - Arc-welded joints in aluminium and its alloys - Quality levels for imperfections (ISO 10042:2005) (Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества)
EN ISO 13919-1, Welding - Electrons and laser beam welded joints - Guidance on quality levels for imperfections - Part 1: Steel (ISO 13919-1:1996) (Сварка. Сварные соединения, выполненные электронно-лучевой сваркой. Руководство по определению уровней качества по дефектам. Часть 1. Сталь)
EN ISO 13919-2, Welding - Electron and laser beam welded joints - Guidance on quality levels for imperfections - Part 2: Aluminium and its weldable alloys (ISO 13919-2:2001) (Сварка. Сварные соединения, выполненные электронно-лучевой и лазерной сваркой. Руководство по оценке уровней качества соединений. Часть 2. Алюминий и его сплавы)
EN ISO 14555, Welding - Arc stud welding of metallic materials (ISO 14555:2006) (Сварка. Дуговая приварка шпилек из металлических материалов)
EN ISO 15614-1, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (ISO 15614-1:2004) (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов)
EN ISO 15614-12, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 12: Spot, seam and projection welding (ISO 15614-12:2004) (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедур сварки. Часть 12. Точечная, шовная и рельефная сварка)
EN ISO 17653, Destructive tests on welds in metallic materials - Torsion test of resistance spot welds (ISO 17653:2003) (Разрушающий контроль сварных швов в металлических материалах. Испытание на изгиб сварных швов)
ISO 10447, Resistance welding - Peel and chisel testing of resistance spot, projection and seam welds (Сварка контактная сопротивлением. Испытание соединений точечной и рельефной сварки на отрыв)
CEN ISO/TR 15608, Welding - Guidelines for a metallic materials grouping system (ISO/TR 15608:2005) (Сварка. Рекомендации по системе группирования металлических материалов)
3 Термины и определения
В настоящем стандарте применены термины по EN 15085-1:2007.
4 Требования к проектированию
4.1 Общие положения
Указанные ниже требования к конструкции сварных соединений, которые являются неотъемлемой частью подвижного состава, за исключением специальных требований проекта или технических требований, должны соблюдаться.
4.2 Определение размеров сварного соединения
Расчетные нагрузки для собранной конструкции должны быть не более допустимых значений, указанных в технических требованиях или определенных производителем и принятых лицом, ответственным за приемку продукции.
Примеры расчетов эффективного поперечного сечения сварных швов представлены в приложениях В и С.
Расчет локальных зон должен проводиться для получения требуемого и достаточного поперечного сечения сварного шва, выдерживающего стандартные нагрузки.
4.3 Определение усталостной прочности сварного соединения
Сварные соединения необходимо проектировать в соответствии с нагрузкой и категориями безопасности.
Допустимые значения усталостной прочности, которые установлены стандартами, кодами, методиками, директивами или подтверждены диаграммами циклической нагрузки, вносятся в технические требования или устанавливаются производителем и должны быть признаны лицом, ответственным за приемку продукции или соответствующим национальным надзорным органом.
Контрольное значение должно быть внесено в технические требования или установлено производителем и согласовано с заказчиком. Как правило, это значение относится к определенному типу сварного соединения (стыковое, угловое и т.д.).
4.4 Категории нагрузки и коэффициенты нагрузки
Категория нагрузки определяется в соответствии с коэффициентом нагрузки по таблице 1. Коэффициент нагрузки - это отношение расчетной усталостной нагрузки к допустимой усталостной нагрузке для конкретного типа сварного соединения с учетом соответствующего коэффициента безопасности. Стандарт или источник, из которого берутся допустимые значения нагрузки, должен быть согласован между заказчиком и производителем и при необходимости с национальным надзорным органом. При этом необходимо учитывать требования, которые содержатся в европейских стандартах, регламентирующих изготовление железнодорожных транспортных средств, например EN 12663-1, EN 12663-2 и EN 13749. Кроме этого, возможно использование национальных стандартов.
В качестве альтернативы допустимые значения усталостной нагрузки могут быть получены в результате проведенных испытаний на усталостную прочность на образцах-имитаторах. Статистическая оценка результатов на усталостную прочность должна быть проведена в соответствии со стандартом или руководством, согласованными с национальным надзорным органом. Также применяются требования европейских стандартов к конструкции железнодорожных транспортных средств, содержащиеся, например, в EN 12663-1, EN 12663-2. Кроме того, возможно использование национальных стандартов.
Таблица 1 - Категории нагрузки
Категория нагрузки | Коэффициент нагрузки | ||
Значение усталостной прочности по расчетам стандарта | Значение усталостной прочности, полученное по результатам испытаний на образцах-имитаторах | ||
Вариант 1 | Вариант 2 | ||
Высокая |
|
|
|
Средняя | 0,75 | 0,5 | 0,75 |
Низкая | <0,75 | <0,5 | <0,75 |
| |||
4.5 Категории безопасности
Категория безопасности определяется последствиями разрушения одного сварного соединения в отношении людей, оборудования и окружающей среды. Категории безопасности классифицируются следующим образом:
низкая: разрушение сварного соединения не приводит к прямому ухудшению работы конструкции. Вероятность нанесения вреда здоровью человека низкая;
средняя: разрушение сварного соединения приводит к ухудшению работы всей конструкции или может привести к последствию в виде нанесения вреда здоровью человека;
высокая: разрушение сварного соединения приводит к последствию в виде нанесения вреда здоровью человека и отказу работы всей конструкции.
Если предусмотрено договором, то определение категорий безопасности определяется конструктором для каждого сварного шва и согласовывается с заказчиком и/или национальным надзорным органом.
Для определения категорий безопасности также см. приложение G.
4.6 Классы эксплуатации сварного шва
Классы эксплуатации сварного шва определяются на этапе проектирования в зависимости от категории безопасности и категории нагрузки. Ответственный координатор сварки должен определить возможность выполнения сварных соединений.
Сварные соединения железнодорожных транспортных средств подразделяются на шесть классов эксплуатации сварного шва (см. таблицу 2).
Таблица 2 - Классы эксплуатации сварного шва
Категория нагрузки | Категория безопасности | ||
Высокая | Средняя | Низкая | |
Высокая | СР А | СР В | СР С2 |
Средняя | СР В | СР С2 | СР С3 |
Низкая | CP C1 | СР С3 | CP D |
| |||
Соединения с классами эксплуатации сварного шва СР А, СР В и СР С1, которые подлежат контролю только в процессе изготовления, но не могут быть проконтролированы и отремонтированы во время технического обслуживания, должны быть отнесены к следующему более высокому классу контроля сварного шва согласно таблице 3, или категория нагрузки должна быть снижена.
Если невозможно выполнить требования класса эксплуатации сварного шва, то конструктор должен понизить категорию нагрузки или изменить конструкцию, см. приложения D и Е.
Дополнительная обработка сварного шва дает возможность повысить допустимую усталостную нагрузку, что может привести к снижению класса эксплуатации сварного шва.
Классы эксплуатации сварного шва и классы контроля сварного шва должны быть указаны на чертежах или в другой документации, например в спецификации.
4.7 Классы контроля сварного шва
Класс контроля сварного шва определяется для каждого сварного шва по предварительно установленному классу эксплуатации сварного шва, см. таблицу 3.
Классы контроля сварного шва показывают, какие минимальные контрольные мероприятия и испытания необходимо провести для каждого сварного шва.
Таблица 3 - Взаимосвязь между классом эксплуатации сварного шва и классом контроля сварного шва
Класс эксплуатации сварного шва | Класс контроля сварного шва (минимальные требования) |
СР А | СТ 1 |
СР В | СТ 2 |
СР С1 | СТ 2 |
СР С2 | СТ 3 |
СР С3 | СТ 4 |
CP D | СТ 4 |
Относящиеся к этим классам контроля сварного шва испытания должны соответствовать минимальным, указанным в EN 15085-5.
4.8 Взаимосвязь между категориями нагрузки и безопасности, классом эксплуатации сварного шва, уровнем качества, классом контроля сварного шва и испытаниями
В таблице 4 показана взаимосвязь между категорией нагрузки, категорией безопасности, классом эксплуатации сварного шва, уровнем качества, классом контроля сварного шва и испытаниями согласно таблицам 1, 2, 3, 5 и 6, а также согласно EN 15085-5:2007, таблица 1.
Таблица 4 - Взаимосвязь между категориями нагрузки и безопасности, классом эксплуатации сварного шва, уровнем качества, классом контроля сварного шва и испытаниями
Категория нагрузки | Категория безопаc- | Класс эксплуатации сварного шва | Уровень качества EN ISO 5817, EN ISO 10042 | Класс контроля сварного шва | Объем испытаний RT или UT | Контроль качества поверхности MT или PT | Визуальный контроль VT |
Высокая | Высокая | СР А | См. таблицу 5 или таблицу 6 | СТ 1 | 100% | 100% | 100% |
Высокая | Средняя | СР В | В | СТ 2 | 10% | 10% | 100% |
Высокая | Низкая | СР С2 | С | СТ 3 | Не требуется | Не требуется | 100% |
Средняя | Высокая | СР В | В | СТ 2 | 10% | 10% | 100% |
Средняя | Средняя | СР С2 | С | СТ 3 | Не требуется | Не требуется | 100% |
Средняя | Низкая | СР С3 | С | СТ 4 | Не требуется | Не требуется | 100% |
Низкая | Высокая | СР С1 | С | СТ 2 | 10% | 10% | 100% |
Низкая | Средняя | СР С3 | С | СТ 4 | Не требуется | Не требуется | 100% |
Низкая | Низкая | CP D | D | СТ 4 | Не требуется | Не требуется | 100% |
5 Уровни качества
5.1 Общие положения
Определение дефектов сварного шва должно соответствовать EN ISO 6520-1 и EN ISO 6520-2.
5.2 Уровни качества
Уровни качества сварного шва применяемых классов эксплуатации сварного шва перечислены в таблицах 5 и 6 в соответствии с EN ISO 5817 и EN ISO 10042.
5.2.1 Уровни качества для сварных швов при сварке плавлением (за исключением лучевой сварки)
5.2.1.1 Сталь
Уровни качества согласно EN ISO 5817 приведены в таблице 5.
Таблица 5 - Уровни качества для сталей в зависимости от класса эксплуатации сварного шва
Тип дефекта - согласно EN ISO 5817 | Класс эксплуатации сварного шва | |||
СР А | СР В | СР С1/СР, С2/СР С3 | CP D | |
1.1 до 1.6, 1.13, 1.15, 1.18, 1.19, 1.22, 2.1, 2.7, 2.8, 2.11 до 2.13 | В | В | С | D |
1.7, 1.8, 1.9, 1.11, 1.14, 1.17, 1.23, 2.2, 2.3 до 2.6, 2.9, 2.10, 3.1 | Недопустим | В | С | D |
1.10, 1.16, 1.20, 1.21, 3.2 | Неприменим | В | С | D |
1.12 | Эти дефекты не оцениваются | |||
| ||||
5.2.1.2 Алюминий и алюминиевые сплавы
Уровни качества согласно EN ISO 10042 приведены в таблице 6.
Таблица 6 - Уровни качества для алюминия и алюминиевых сплавов в зависимости от класса эксплуатации сварного шва
Тип дефекта согласно EN ISO 10042 | Класс эксплуатации сварного шва | |||
СР А | СР В | СР С1/СР, С2/СР С3 | CP D | |
1.1, 1.2, 1.4, 1.5, 1.7 до 1.9, 1.15, 2.1, 2.3, 2.6, 2.10 | В | В | С | D |
1.3 | Недопустим | Недопустим | Недопустим | D |
1.6, 1.10, 1.11, 1.14, 1.16, 1.18, 2.2, 2.4, 2.5, 2.7 до 2.9, 3.1 | Недопустим | В | С | D |
1.12, 1.13, 1.17, 2.11, 2.12, 3.2 | Неприменим | В | С | D |
4.1 | Этот дефект не оценивается | |||
Для тавровых соединений с классом СР А радиус зоны перехода шва к основному металлу должен составлять 3 мм. См. рисунок 17.
5.2.2 Уровни качества сварного шва для лазерной и электронно-лучевой сварки в зависимости от класса эксплуатации сварного шва
Уровни качества сварного шва должны соответствовать EN ISO 13919-1 и EN ISO 13919-2 и приведены в таблицах 7 и 8.
Таблица 7 - Уровни качества для лазерной и электронно-лучевой сварки сталей в зависимости от класса эксплуатации сварного шва
Тип дефекта согласно EN ISO 13919-1 | Класс эксплуатации сварного шва | |||
СР А | СР В | СР С1, СР С2, СР С3 | CP D | |
1 до 4, 6, 7, 18 | В | В | С | D |
5, 8, 10 до 16 | Недопустимо | В | С | D |
9, 17 | Неприменимо | В | С | D |
Таблица 8 - Уровни качества для лазерной и электронно-лучевой сварки алюминия и алюминиевых сплавов в зависимости от класса эксплуатации сварного шва
Тип дефекта согласно EN ISO 13919-1 | Класс эксплуатации сварного шва | |||
СР А | СР В | СР С1, СР С2, СР С3 | CP D | |
1 до 5, 7, 8, 20 | В | В | С | D |
6, 9, 11 до 18 | Недопустимо | В | С | D |
10, 19 | Неприменимо | В | С | D |
5.2.3 Уровни качества сварного шва для приварки шпилек в зависимости от класса эксплуатации сварного шва
Соединения в виде приварки шпилек допустимы только для классов эксплуатации сварного шва СР С3 и СР D. При этом должны выполняться требования согласно EN ISO 14555.
5.2.4 Требования к качеству для точечной, рельефной и роликовой сварки в зависимости от класса эксплуатации сварного шва
Требования к качеству для точечной, рельефной и роликовой сварки приведены в таблице F.2. Качество поверхности регламентируется в таблице F.3.
Использование точечной, рельефной и роликовой сварки недопустимо для классов эксплуатации сварного шва СР А и СР В.
5.2.5 Установление требований к качеству для других видов сварки
Требования к качеству для других видов сварки должны быть согласованы между заказчиком и производителем. При необходимости их следует согласовать также с национальным надзорным органом.
6 Выбор основного металла и сварочных материалов
6.1 Выбор основного металла
Основной металл должен соответствовать требованиям к группам материалов согласно CEN ISO/TR 15608 и иметь установленную свариваемость. Свариваемость согласно ISO/TR 581 принимается как установленная, если материалы в соответствующих стандартах EN обозначены как свариваемые.
Для основного металла без установленной свариваемости производитель должен предоставить заказчику или эксплуатирующей организации протокол аттестации процедуры сварки (WPQR), подтверждающий, что свойства сварных соединений при сварке данного основного металла соответствуют требованиям, установленным проектным бюро или техническим отделом (см. EN 15085-4:2007, 5.4).
Для деталей железнодорожных транспортных средств со сварными соединениями категорий безопасности "средняя" и "высокая" могут применяться только те основные металлы, для которых значения усталостной прочности при динамических нагрузках установлены или согласованы.
6.2 Выбор сварочных материалов
При возникновении сомнений в свойствах выбранных сварочных материалов производитель должен предоставить заказчику или эксплуатирующей организации протокол аттестации процедуры сварки (WPQR), подтверждающий, что свойства сварных соединений, выполненных выбранными сварочными материалами, соответствуют требованиям, установленным проектным бюро или техническим отделом (см. EN 15085-4:2007, 5.3.1).
7 Конструкция сварного соединения
7.1 Общие положения
Не следует выполнять сварные швы с острыми углами и резкими изменениями поперечного сечения. Линии выпуклости шва должны быть по возможности плавными.
Линии сплавления свариваемых деталей по возможности должны сходиться в одной точке. Не следует закладывать сварные швы в зонах с высокими нагрузками. Если это невозможно, следует заложить более высокие требования к контролю и испытаниям.
Если необходимо, на этапе проектирования для подтверждения размеров сварного шва принимается решение о производственных испытаниях сварного соединения.
Требования и рекомендации производителя в отношении свариваемости основных и в отношении сварочных материалов должны соблюдаться.
Для стальных деталей, подвергающихся нагрузке в направлении толщины листа, соответствующие параметры должны быть применены согласно EN 1011-2 и материалы с требуемым уменьшением по толщине должны быть отобраны.
Подкладки (остающиеся приспособления для поддержания сварочной ванны) должны учитываться в расчетах. Подкладки в алюминиевых конструкциях в основном применяются с канавкой.
Для тавровых соединений алюминиевых и стальных конструкций могут потребоваться подкладки с фаской, например для соединения с односторонним скосом кромки.
Защиту от коррозии следует обеспечивать выполнением надлежащих сварных соединений, например с полным проплавлением шва. Соединения с конструктивным непроваром или прерывистыми сварными швами должны быть обеспечены достаточной защитой от коррозии.
Место нанесения клейма сварщика должно быть указано на чертеже.
Чтобы ограничить коробление и деформацию, сварные швы следует располагать вдоль базовой оси конструкции или симметрично этой оси.
Конструкция должна быть спроектирована таким образом, чтобы обеспечивать наилучший доступ для сварки и контроля.
Необходимо избегать концентрации сварных соединений. При необходимости можно использовать кованые или литые детали.
Необходимо избегать приварки поперечными швами второстепенных деталей к поясам напряжения.
Для холоднодеформированных деталей из сталей или алюминия и его сплавов в расчетах должно быть учтено снижение прочности в зоне термического влияния.
Следует избегать проектирования конструкций с комбинацией сварных соединений с болтовыми или заклепочными соединениями.
Требования к контактной точечной сварке приведены в приложении F.
7.2 Сварка в холоднодеформированных областях
В холоднодеформированных областях (включая прилегающую площадь ) для материалов групп 1.1, 1.2 и 1.4 согласно CEN ISO/TR 15608 сварка производится только на конструкциях уровня сертификации CL 3. На конструкциях уровней сертификации CL 1 и CL 2 сварка может производиться только в том случае, если:
- после гибки и перед сваркой была проведена термическая обработка (нормализация) или
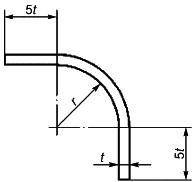
- соблюдаются условия таблицы 9 (соотношение радиуса гибки к толщине листа).
Таблица 9 - Сварка в холоднодеформированных областях (для стали)
не менее | не более |
|
10 | 50 | |
3 | 24 | |
2 | 12 | |
1,5 | 8 | |
1 | 4 | |
| ||
7.3 Положения по изготовлению
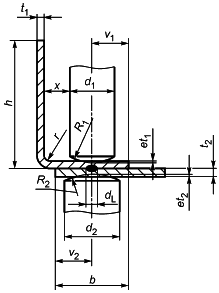
7.3.1 Коробчатая балка
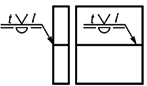
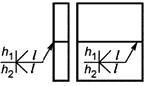
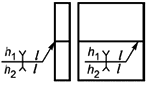
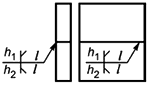
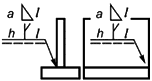
Для коробчатых балок, которые будут испытывать растягивающие напряжения (на изгиб), сборка каркаса с приваркой нижних поясов односторонними угловыми швами допустима только в том случае, если расчеты показывают, что жесткость каркаса балки такова, что категория нагрузки в корне шва менее допустимого значения. На рисунке 1 показан пример коробчатой балки с высокой категорией нагрузки в поясе, испытывающем растяжение.
|
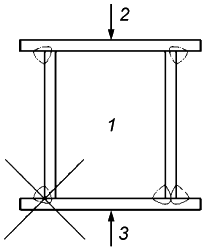
1 - коробчатая балка; 2 - сжатый пояс; 3 - растянутый пояс
Рисунок 1 - Пример коробчатой балки с высокой категорией нагрузки в растянутом поясе
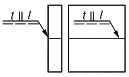
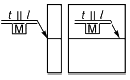
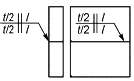
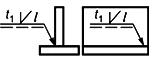
7.3.2 Стыковые швы деталей разной толщины
В разнотолщинных соединениях переход между деталями различной толщины должен быть выполнен постепенно с уклоном, не превышающим значение, заданное на рисунке 2. Если сварной шов не имеет достаточной толщины, чтобы заполнить переход, то деталь большей толщины должна быть соответствующим образом скошена.
Размеры в миллиметрах
|
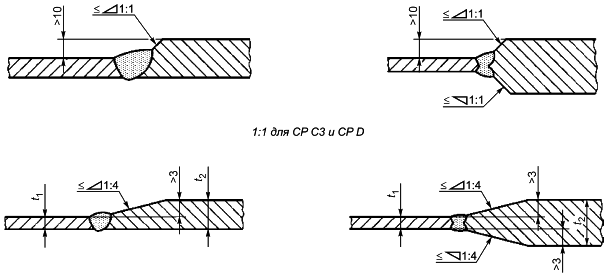
Примечание - Уклон 1:4 для сварных соединений СР А, СР В, СР С1 и СР С2. Разделка кромок показана на чертеже.
Уклон <1:1 соответствует углу <45°, уклон <1:4 соответствует углу <14°.
|
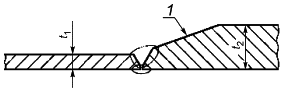
1 - уклон
Требуется дополнительная точность положения фаски. Наружная форма сварного шва должна соответствовать уклону.
Рисунок 2 - Разнотолщинные сварные соединения
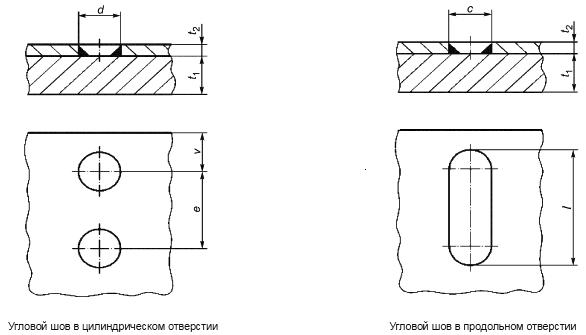
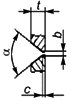
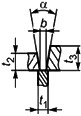
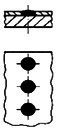
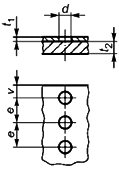
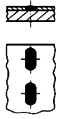
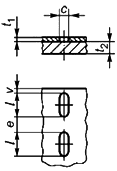
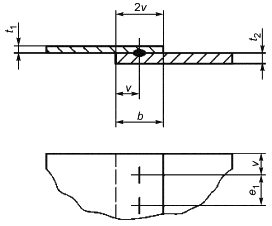
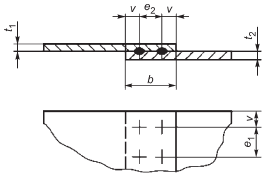
7.3.3 Пробочные и прорезные швы
Пробочные и прорезные швы допустимо включать в эксплуатационные классы СР С2, СР СЗ или СР D, поскольку эти швы испытывают только нагрузку на сдвиг.
Размеры цилиндрических или прямоугольных отверстий должны обеспечивать доступ электрода или сварочной горелки под углом 45°. Для тонких листов это требование выполнимо, если диаметр отверстия не менее четырехкратной толщины листа детали и если общая длина прямоугольного отверстия не менее утроенного диаметра отверстия.
Для угловых швов в цилиндрических или продольных отверстиях необходимо учитывать следующие условия:
- диаметр отверстия должен быть (3 до 4)
или
- ширина продольного отверстия должна составлять ![]() .
.
Размеры в миллиметрах
|
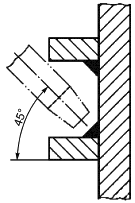
Рисунок 3 - Свариваемость и доступ для пробочных и прорезных швов
Размеры в миллиметрах
|
12;
12;
;
![]() ;
; ![]()
Рисунок 4 - Размеры для пробочных и прорезных швов
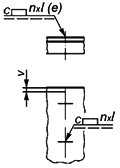
7.3.4 Расстояние между соседними швами
Сварные швы следует располагать таким образом, чтобы зоны термического влияния не накладывались друг на друга. Наложение зон термического влияния допустимо, если эффекты термического воздействия или зоны закалки учитываются при проектировании (например, внутренние напряжения, падение прочности, падение твердости).
Чтобы уменьшить угловую деформацию и повышение напряжения, необходимо минимальное расстояние между двумя швами определить в соответствии с толщиной свариваемых деталей и использовать зажимные приспособления для фиксации конструкции.
Для толщины менее 20 мм, особенно для алюминия и высокопрочных сталей, рекомендуется соблюдать минимальное расстояние 50 мм между зонами плавления, см. рисунок 5.
Размеры в миллиметрах
|
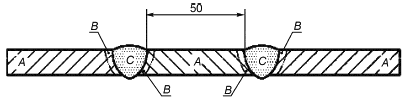
Рисунок 5 - Минимальное расстояние между зонами плавления
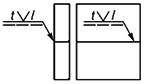
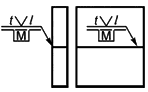
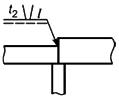
7.3.5 Элементы жесткости, привариваемые к продольному шву
Следует избегать образования незаваренных участков на элементах конструкции в местах пересечения стыковых и угловых швов. Выпуклость шва в зоне пересечения должна быть снята шлифовкой, чтобы выполнить сварку без прерывания пересекающихся швов.
|
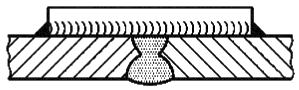
Рисунок 6 - Элементы жесткости установлены перпендикулярно к продольному шву
7.3.6 Заполняющие и сливные отверстия
Следует избегать вырезки отверстий для слива. В случае если они необходимы, эти отверстия должны быть достаточно большими для возможности выполнения сварки по периметру для создания герметичности соединения, не вызывая при этом повышения напряжения в зоне термического влияния основного сварного соединения.
|
- согласно EN 1708-2, но не менее 30 мм;
20 мм
Рисунок 7 - Заполняющие и сливные отверстия
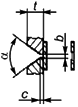
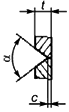
7.3.7 Концы косынок и элементов жесткости
На рисунках 8 и 9 показаны примеры конструктивного исполнения концов косынок и элементов жесткости. Чтобы сделать возможным выполнение сварного шва по периметру, концы косынок и фасонных элементов жесткости следует проектировать в соответствии с рисунком 8.
Размеры в миллиметрах
|
- согласно EN 1708-2, но не менее 30 мм
Рисунок 8 - Проектирование концов косынок и фасонных элементов жесткости
В конструкциях, работающих при высоких нагрузках, косынки должны привариваться по периметру.
7.3.8 Форма косынок
Большинство разрушений конструкций, возникающих под влиянием усталостной нагрузки деталей (динамически нагруженных деталей), связаны с формой элементов усиления, которые плохо распределяют нагрузку, и вызывают наращивание напряжения.
|
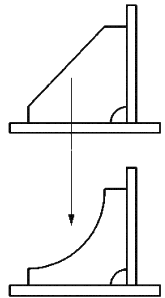
Рисунок 9 - Форма косынок
7.3.9 Обварка
Сварной шов должен быть выполнен по всему периметру прилегания косынки. Сварной шов должен быть выполнен без прерываний на длину , которая соответствует удвоенной толщине листа, равной 2
:
a) в основном для предотвращения коррозии на конце листа, независимо от класса эксплуатации сварного шва;
b) на кромках с высокой нагрузкой;
c) для сварных швов с классами эксплуатации сварного шва СР С3 или СР D обварка не является обязательной.
|
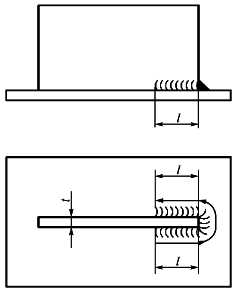
, при этом
![]() 10 мм;
10 мм; - толщина листа;
- длина прямого участка
Рисунок 10 - Обварка
Обварка должна производиться по возможности без прерываний.
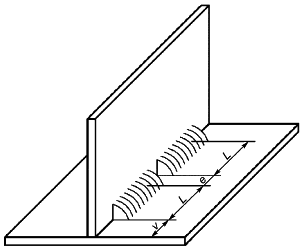
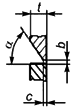
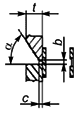
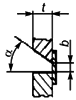
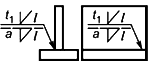
7.3.10 Угловые швы
При конструировании угловых швов должны учитываться следующие требования:
- обычно угловые швы должны иметь одинаковые катеты. По конструктивным причинам или если требуется лучше распределить силовые нагрузки, дополнительно к толщине шва a на чертеже указывают катет углового шва z;
- толщина шва a не должна превышать расчетное значение. Однако она может быть увеличена для технологических или инженерных целей.
|
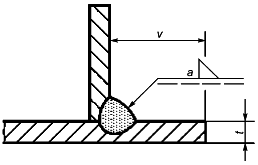
Расстояние от края v должно составлять: ![]() .
.
Рисунок 11 - Расстояние от края для угловых швов
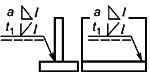
Для толщины менее 20 мм и особенно для алюминия и высокопрочных сталей рекомендуется соблюдать минимальное расстояние 50 мм между зонами плавления (см. рисунок 12).
|
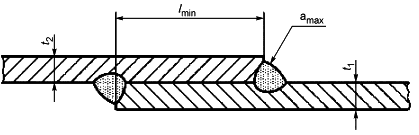
![]()
![]() (min 50 мм для 5 мм
(min 50 мм для 5 мм ![]() 20 мм)
20 мм)
![]() .
.
Определенная область должна быть не более расчетной
.
Рисунок 12 - Минимальный нахлест для нахлесточных соединений
7.3.11 Стыковые швы
Для сварных швов классов эксплуатации СР А и СР В необходимо использовать вводные и выводные планки в начале и в конце сварного шва, см. пример на рисунке 13. Для других стыковых швов вводные и выводные планки могут быть использованы для предотвращения непровара в начале и для предотвращения образования кратера - в конце сварки (см. EN 15085-4:2007, 5.2.1). Они должны быть указаны на чертеже.
Вводные и выводные планки должны быть изготовлены таким образом, чтобы имелась возможность начать и закончить сварку за пределами необходимой длины шва.
Детали сборки и планки к ним, интегрированные в конструкцию или устанавливаемые как небольшие пластины на свариваемые детали, являются единым целым.
Разделка кромок этих планок должна соответствовать разделке кромок сварного соединения.
Следует закрепить планки механическим или магнитным способом, прежде чем они будут применены в сварке стыка.
После выполнения сварного шва вводные и выводные планки можно удалить механическим путем или с помощью газовой или плазменной резки. Продольное шлифование следует производить после удаления планок.
Отбивание планок ударным способом недопустимо.
|
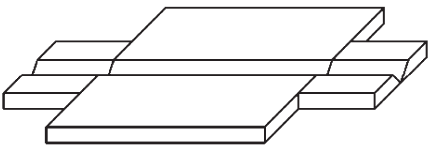
Рисунок 13 - Пример применения вводных и выводных планок для выполнения стыковых швов
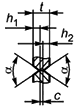
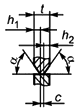
7.3.12 Соединения с жесткой фиксацией
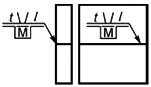
Холодные и горячие трещины являются причиной многих разрушений. Конструктору необходимо учитывать, что жесткая фиксация при выполнении швов сварных соединений (внутренние напряжения) способствует развитию обоих видов трещин. Сварные соединения с высокими внутренними напряжениями, которые вызваны жесткой фиксацией, могут привести к образованию холодных и горячих трещин.
Некоторых конкретных соединений необходимо избегать, так как внутренние напряжения могут привести к появлению таких дефектов:
- во время приварки круглого стержня или толстостенной трубы к толстой плите сварной шов не будет свободно давать усадку [см. рисунок 14 а)];
- при приварке тонкой детали к толстой плите толстая плита сохранит форму [см. рисунок 14b)];
- при сварке стенок труб изнутри с толстостенной трубой толстостенная труба сохранит свою форму [см. рисунок 14 с)];
- при приварке в последнюю очередь деталей между двумя жесткими конструкциями жесткие конструкции сохранят свою форму.
|
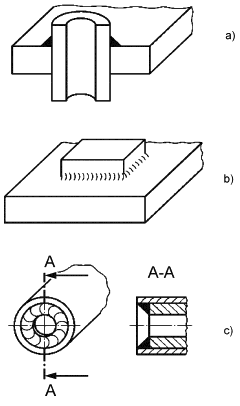
Рисунок 14 - Соединения с жесткой фиксацией
Чтобы избежать образования трещин, угловые швы должны иметь минимальное поперечное сечение, зависящее от толщины свариваемых листов.
7.3.13 Смешанные соединения
Конструкций с такого рода соединениями следует избегать, так как при этом нагружается только один вид соединений.
Сварные и болтовые соединения не дополняют друг друга для передачи напряжения или снижения напряжений, вызванных усадкой при сварке.
В этом случае нагружается только сварной шов. Таким образом сварной шов является причиной возникновения усталостных трещин в смешанном соединении при циклической нагрузке. Поэтому расчеты выполняют только для сварного шва.
|
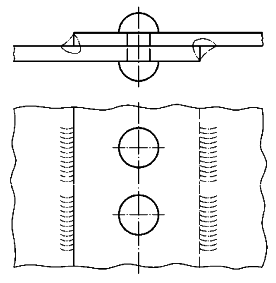
Рисунок 15 - Смешанные типы соединений
Только гайки с подтвержденной свариваемостью могут быть приварены для предотвращения проворачивания.
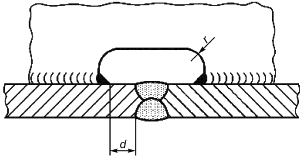
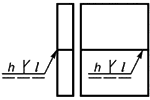
7.3.14 Предотвращение коррозии
Для предотвращения коррозии конструктор должен обеспечить герметичность соединения со стороны корня шва применением двусторонней сварки и/или подваркой корня шва, или с использованием герметика.
|
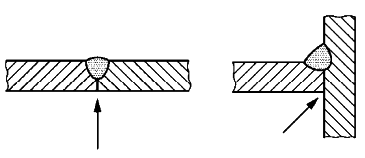
Рисунок 16 - Места возникновения коррозии
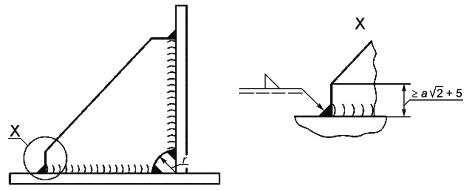
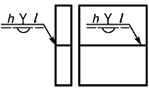
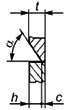
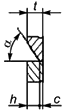
7.3.15 Граница сварного шва (пята сварного соединения) - улучшение формы сварного шва
Обработка сварного шва после сварки направлена на повышение устойчивости к усталостным нагрузкам сварного соединения.
Это улучшение может заключаться в увеличении срока службы (для заданной категории нагрузки) или в повышении предела усталости (для данного срока службы).
Уменьшение пиковых напряжений достигается снижением концентрации напряжений (эффект надреза) в геометрических поверхностных дефектах шва, наиболее значимых на границе перехода сварного шва к основному металлу для углового шва.
Последующая обработка границы перехода шва к основному металлу должна быть заложена в технологию сварки и приемлемость нагрузок должна быть проверена конструктором.
В случае шлифования границы глубина должна составлять 0,3 мм, радиус
3 мм (см. рисунок 17).
Направление шлифовки должно соответствовать направлению основных напряжений.
|
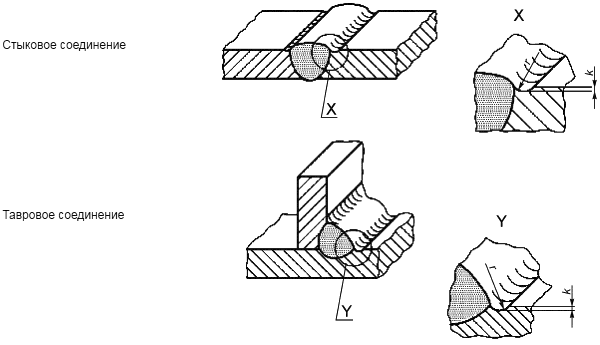
Рисунок 17 - Улучшение границы сварного шва
7.3.16 Обработка для уменьшения внутренних напряжений
7.3.16.1 Общие положения
Для снижения остаточных напряжений можно провести дополнительную обработку, например дробеструйную обработку шва, или снять внутренние напряжения термической обработкой.
7.3.16.2 Параметры и характеристики дробеструйной обработки
Параметры и характеристики дробеструйной обработки должны быть согласованы в установленном порядке с заказчиком.
В случае применения дробеструйной обработки необходимо указать следующие данные:
- материал стальной дроби, пригодной для выполнения работы (тип и размер);
- ширина сварного шва с зоной термического влияния.
Рекомендуемые значения остаточного напряжения сжатия для стали:
- больше 260 МПа при глубине 0,1 мм от поверхности;
- не менее 50 МПа при глубине 0,5 мм от поверхности.
7.3.16.3 Термическая обработка для снятия внутренних напряжений
При последующей термообработке, нормализации или отжиге для снятия напряжений должны быть приняты все меры для уменьшения конечных деформаций деталей или предотвращения необходимости холодной правки.
Конкретные условия термообработки должны быть указаны на соответствующих чертежах или отмечены в соответствующей документации.
Эта документация должна содержать следующие данные:
- максимальная температура печи в момент загрузки;
- средняя скорость нарастания температуры;
- время, в течение которого выдерживается температура обрабатываемой детали;
- температура обработки;
- максимальная скорость охлаждения;
- температура детали при выемке из печи;
- условия охлаждения детали после выемки из печи.
Температура должна быть запротоколирована, например, с использованием калиброванного записывающего пирометра.
7.3.17 Прерывистые сварные швы
Минимальная длина участков для прерывистых сварных швов должна составлять:
- для ![]() 10 мм:
10 мм: ![]() , но не менее 20 мм для стали и не менее 30 мм для алюминиевых сплавов;
, но не менее 20 мм для стали и не менее 30 мм для алюминиевых сплавов;
- для ![]() 10 мм:
10 мм: ![]() , но не менее 50 мм, см. рисунок 18.
, но не менее 50 мм, см. рисунок 18.
|
![]() ;
; ![]()
Рисунок 18 - Прерывистые сварные швы
7.4 Подготовка соединения
Подготовка соединения должна быть определена производителем и должна проводиться в соответствии с EN ISO 9692-1, EN ISO 9692-2 и EN ISO 9692-3.
Информацию см. в приложениях В и С.
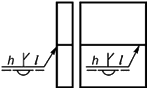
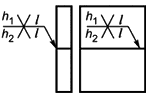
Указания, которые даются на чертежах, должны соответствовать EN 22553. Дополнительно необходимо указать следующую информацию:
- класс эксплуатации сварного шва в соответствии с настоящим стандартом должен указываться на чертеже. Если на чертеже встречаются различные классы эксплуатации сварного шва, то они должны быть указаны рядом со сварным швом. Для сварных соединений, выполняемых контактной точечной сваркой, необходимо дополнительно указать класс качества поверхности согласно таблице F.3;
- уровни сертификации CL 1 до CL 3 согласно EN 15085-2 для каждой детали должны быть указаны на чертеже или в спецификации. Уровень сертификации зависит от максимального класса эксплуатации сварного шва детали. Примеры возможного распределения деталей по уровням сертификации приведены в EN 15085-2:2007, приложение А;
- форма сварного шва, толщина и длина сварного шва (см. приложение В) должны быть указаны на чертеже;
- сварочные материалы должны быть указаны на чертежах, в спецификации или в других документах.
Всем сварным швам должны быть присвоены номера позиций на чертежах, в спецификациях или в других документах.
Если на чертежах не заданы допуски, то согласно EN ISO 13920:1996 они выбираются следующим образом:
a) класс допуска В для линейных и угловых размеров;
b) класс допуска F для прямолинейности, плоскостности и параллельности.
Приложение А
(справочное)
Перечень сварных соединений
Наименование предприятия, отдела: | |||||||||||||||||||
Перечень сварных соединений: | |||||||||||||||||||
Проект: | Номер заказа: | Уровень сертификации/квалификации для производителя: | Дата: | ||||||||||||||||
Обозна- | Номер на чертеже | Модифи- | Деталь X | Деталь Y | Толщина | Толщина | Тип соеди- | Тип подго- | Класс эксплуа- | Приемо- | Класс контроля | WPQR/ WPS | Способ сварки | Исполь- | Защит- | Приме- | |||
Приложение В
(справочное)
Подготовка соединений
В таблице В.1 представлена рекомендуемая подготовка соединений и расчет толщины сварных швов железнодорожных транспортных средств для сварочных процессов 111, 114, 131, 135, 136, 137, 141, 15 и 311 в соответствии с EN ISO 4063. Иная подготовка соединений может использоваться в случае подтверждения EN 15085-4:2007.
Условные обозначения сварных соединений см. в EN 22553, подготовка соединений см. в EN ISO 9692.
Таблица В.1 - Подготовка соединений и толщины сварных швов
Обозна- | Наименование | Изображение | Символ | Подготовка соединения | Условное обозначение | Толщина детали | Угол разделки | Зазор | Притупление | Высота скока кромки | Проектная толщина шва | |||||
Al | Сталь | Al | Сталь | Al | Сталь | Al | Сталь | Al | Сталь | |||||||
1а | I-шов односторонний |
|
|
|
|
| - | - | 0-2 | 0-3 | - | - | - | - |
| |
1b | I-шов на подкладке |
|
|
|
|
| - | - | 0-3 | 0-3 | - | - | - | - |
| |
1с | I-шов двухсторонний |
|
|
| 3-6 | 3-6 | - | - | 0-2 | 0-3 | - | - | - | - |
| |
2а | V-шов |
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | 0-2 | 0-3 | 0-2 | 0-2 | - | - |
| |
2b | V-шов на подкладке |
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | 0-4 | 2-4 | 0-2 | 0-2 | - | - |
| |
2с | V-шов с подварочным швом |
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | 0-2 | 0-2 | 0-2 | 0-2 | - | - |
| |
2d | V-шов с малым углом разделки кромок на подкладке |
|
|
| 8-20 | 12-30 | 30-40 | 20-40 | 4-10 | 6-15 | - | - | - | - |
| |
3а | HV-шов |
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | 0-2 | 1-3 | 1-2 | 1-2 | - | - |
| |
3b | HV-шов на подкладке |
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | 0-4 | 2-4 | 1-2 | 1-2 | - | - |
| |
3с | HV-шов с подварочным швом |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | 0-2 | 0-2 | 1-2 | 1-2 | - | - |
|
3d | Половинный V-шов с малым углом разделки кромки на подкладке |
|
|
|
| 8-20 | 12-30 | 30-40 | 20-40 | 4-10 | 6-15 | - | - | - | - |
|
4а | Y-шов |
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | - | - |
|
|
|
|
| |
4b | Y-шов с подварочным швом |
|
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | - | - |
|
|
|
|
|
5а | HY-шов |
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | - | - |
|
|
|
|
| |
5b | HY-шов с подварочным швом |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | - | - |
|
|
|
|
|
6 | DV-шов (Х-шов) |
|
|
|
|
|
| 60-70 | 50-60 | 0-3 | 0-3 | 1-2 | 1-2 |
|
| |
7 | DHV-шов (двойной HV-шов) |
|
|
|
|
|
| 50-60 | 40-60 | 0-2 | 1-3 | 1-2 | 1-2 |
|
| |
8 | DY-шов (двойной Y-шов) |
|
|
|
|
|
| 60-70 | 50-60 | - | - |
|
|
|
|
|
9 | DHY-шов (двойной HY-шов) |
|
|
|
|
|
| 50-60 | 40-60 | - | - |
|
|
|
|
|
10а | HV-шов |
|
|
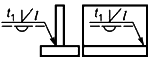
| 3-15 | 3-15 | 50-60 | 50-60 | 1-3 | 1-3 | 0-2 | 0-2 | - | - |
| |
10b | HV-шов с угловым швом в качестве подварочного шва |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 0-3 | 0-3 | 0-2 | 0-2 | - | - |
|
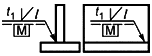
10с | HV-шов с дополни- |
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 0-3 | 0-3 | 0-2 | 0-2 | - | - |
| |
10d | HV-шов с подварочным швом |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 0-3 | 0-3 | 0-2 | 0-2 | - | - |
|
10е | HV-шов |
|
|
| 3-20 | 3-20 | 50-60 | 50-60 | 0-5 | 0-5 | 0-2 | 0-2 | - | - |
| |
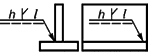
11а | HY-шов |
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | - | - |
|
| - | - |
| |
11b | HY-шов с угловым швом в качестве подварочного шва |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | - | - |
|
| - | - |
|
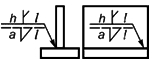
11с | HY-шов с дополнительным угловым швом |
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | - | - |
|
| - | - |
| |
12 | Шов для соединения трех листов (V-шов с малым углом разделки кромок) |
|
|
|
|
| 30-40 | 20-40 | 4-10 | 4-10 | - | - | - | - |
| |
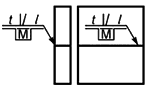
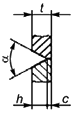
13а | Угловой шов |
|
|
| АI: |
| ||||||||||
13b | Двойной угловой шов |
|
|
|
| АI: |
| |||||||||
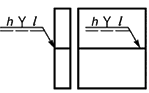
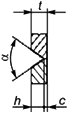
13с | Угловой шов |
|
|
| - | - | - | - | - | - | - | - |
| |||
13d | Угловой шов |
|
|
|
|
| - | - | - | - | - | - | - | - |
| |
13е | Шов внахлестку |
|
|
|
|
| - | - | - | - | - | - | - | - |
| |
Возможно отклонение от подготовки соединения, если применяются специальные сварочные процессы (например, механизированные сварочные процессы) и требуемая толщина шва была подтверждена рабочим образцом. | ||||||||||||||||
| ||||||||||||||||

















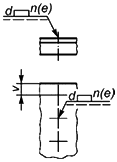
Приложение С
(справочное)
Подготовка соединений для пробочных сварных швов
В таблице C.1 представлена рекомендуемая подготовка соединений и расчет толщины пробочных сварных швов железнодорожных транспортных средств.
Таблица С.1 - Подготовка соединений и расчет толщины пробочных сварных швов
Размеры в миллиметрах
Поряд- | Наимено- | Изображе- | Символ | Подготовка соединения | Условное обозначение | Толщина детали | Толщина детали | Ширина отверстия | Расстояние между отверстиями | Проектная площадь шва | ||||
AI | Сталь | AI | Сталь | AI | Сталь | AI | Сталь | |||||||
1 | Пробочный шов |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 | Прорезной шов |
|
|
|
|
|
|
|
|
|
|
|
|
|
Размеры указаны для расстояния от края | ||||||||||||||
Приложение D
(справочное)
Типы соединений в зависимости от нагрузки и классов контроля
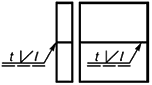
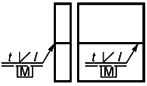
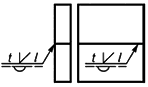
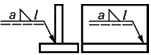
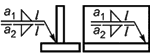
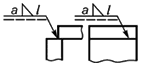
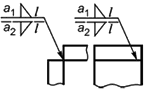
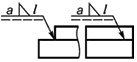
На рисунке D.1 показаны возможности выбора соединения для уменьшения нагрузки и класса контроля. Стрелки указывают на вид соединения с более низким классом эксплуатации и классом контроля. Во всех случаях необходимо учитывать нагрузку и ее направление.
|
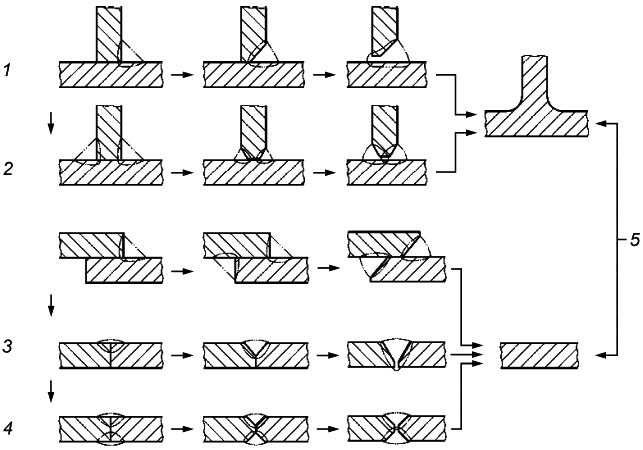
1 - односторонние сварные соединения; 2 - двусторонние сварные соединения; 3 - односторонние сварные соединения; 4 - двусторонние сварные соединения; 5 - кованые или литые детали
На каждой стадии для угловых сварных швов можно проводить шлифовку зоны перехода шва к основному металлу, а для стыковых швов выполнять плоское шлифование шва.
Рисунок D.1 - Типы соединений в зависимости от нагрузки и классов контроля
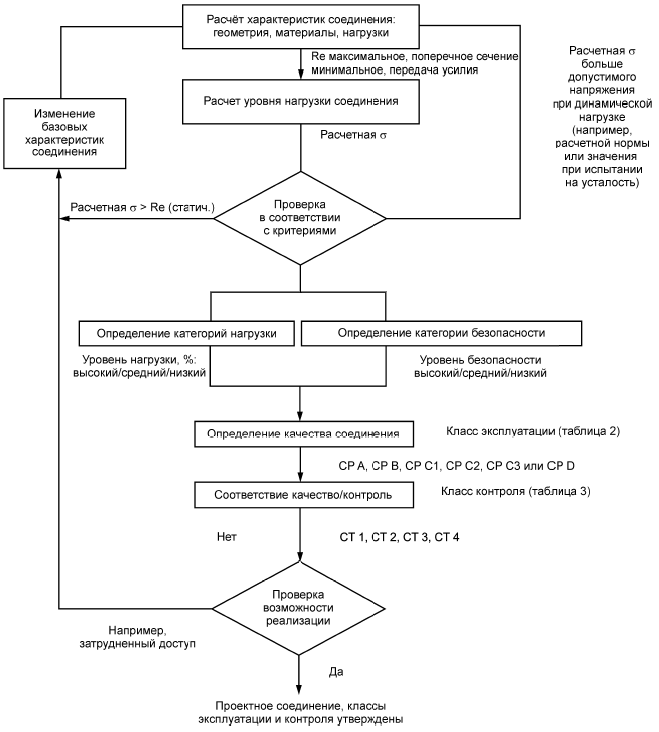
Приложение Е
(справочное)
Схема контроля сварных соединений
|
Приложение F
(обязательное)
Контактная точечная сварка
F.1 Общие положения
В таблице F.1 приведены минимальные требования для определения расстояния между точками и расстояния от края в зависимости от толщины детали для контактной точечной сварки.
Таблица F.1 - Расстояние между точками, расстояние от края
Толщина детали | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 |
Расстояние между точками | 25 | 35 | 35 | 35 | 40 | 50 | 50 |
Расстояние от края |
|
|
|
|
|
|
|
Минимальные усилия на срез и диаметр сварной точки приведены в таблицах F.4 и F.5.
Если по конструктивным соображениям размеры имеют отклонения от этих значений, то должны быть проведены производственные испытания сварного соединения для подтверждения надежности конструкции.
Размеры в миллиметрах
|
5 и
- боковое расстояние;
- диаметр сварной точки;
- диаметры электрода;
- радиус гибки;
- меньшая толщина листа;
- большая толщина листа;
- верхняя глубина вдавливания;
- нижняя глубина вдавливания; R - радиус скругления электрода;
- нахлест;
- высота полки;
- расстояние от края 1;
- расстояние от края 2
Рисунок F.1 - Контактная точечная сварка угловых профилей и листового металла
|
- расстояние между точками;
- расстояние от края;
- меньшая толщина листа;
- большая толщина листа;
- нахлест
Рисунок F.2 - Контактная точечная сварка листового металла, однорядная
|
- расстояние между точками;
- расстояние между рядами точек;
- расстояние от края;
- меньшая толщина листа;
- большая толщина листа;
- нахлест
Рисунок F.3 - Контактная точечная сварка листового металла, двухрядная
|
- расстояние между точками;
- расстояние между точками (расположение в два ряда со смещением);
- расстояние от края
Рисунок F.4 - Контактная точечная сварка листового металла, двухрядная со смещением
В таблице F.2 приведены требования к качеству для соединений точечной, рельефной и роликовой сварки.
Таблица F.2 - Требования к качеству
Номер | Порядковый номер согласно EN ISO 6520-2 | Требование | Класс эксплуатации сварного шва СР С1 и СР С2 | Класс эксплуатации сварного шва | Класс эксплуатации сварного шва СР D |
Требования к качеству, общие: | |||||
1 | классификация сварочных процессов согласно EN ISO 4063 | 21, 22 | 21, 22, 23 | ||
2 | вид сварочного оборудования | Сварочное оборудование с управлением циклом работы и контролем процесса | Сварочное оборудование с управлением циклом работы | Требования действительны для СР С1, СР С2 и СР С3. Для 21 допускается использование оборудования, приводимого в действие нажатием кнопки или педали | |
3 | область применения | Несущие элементы железнодорожных транспортных средств (боковые, фронтальные стенки, полы и расположенные снаружи детали типа приборных коробов, крышек, брызговиков, дверей) | Второстепенные детали (облицовки, кабель-каналы, вентиляционные решетки) | ||
4 | Требования к качеству, общие: | Требований нет | |||
допустимое соотношение толщин металлических деталей |
| ||||
5 | минимальное усилие на срез | Для 21 см. таблицы F.4 и F.5. | 75% от СР С1, СР С2 и СР С3 | ||
6 | внешний вид поверхности деталей | Поверхности соединяемых деталей в месте сварки должны быть очищены от окалины, ржавчины, краски, пыли, жира и прочих загрязнений в месте сварного шва. Дополнительно могут быть использованы покрытия поверхности, ламинирование, нанесение средств от коррозии, герметики и клеи, если подтверждена их совместимость со сваркой | |||
7 | максимальные значения твердости для сталей | Следует применять общие требования EN ISO 15614-12. Значения твердости регламентируются согласно EN ISO 15614-1 | Требований нет | ||
9 | Р100 | Требования к качеству и внешнему виду: | |||
трещины | Недопустимо | ||||
10 | Р 2011 | поры | Недопустимо | Допустимо при согласовании между сторонами договора | |
11 | Р 602 | брызги металла выдавливание материала | Допустимо при согласовании между сторонами договора | Допустимо при согласовании между сторонами договора | |
12 | Р 526 | Требования к качеству и внешнему виду: | Допустимы классы качества поверхности 2 и 3 согласно таблице F.3 | Допустимы классы качества поверхности 2, 3 и | |
поверхностные дефекты | 4 согласно таблице F.3 | ||||
13 | Р 522 | сквозное проплавление сварной точки | Недопустимо | Допустимо | |
14 | Р 5263 | налипание материала электрода | Недопустимо | Допустимо при согласовании между сторонами договора | |
Требования к качеству, внутренние дефекты: | |||||
15 | Р 5216 | недостаточная глубина проникновения сварной точки | Минимум 30%, максимум 90% толщины отдельных листов | Требований нет | |
16 | Р 100 | трещины | Для 21 и 22 допустимо в средней половине диаметра сварной точки (максимальный полудиаметр) | ||
17 | Р 2011 | поры | Для 21 и 23 допустимо в средней половине диаметра сварной точки | ||
18 | Р 2012 | равномерно распределенная пористость локализованная пористость | Для 22: | Для 22: | |
19 | Р 400 | несплавление отсутствие сварки | Недопустимо | ||
Требования к качеству, внутренние дефекты: | |||||
20 | Р 525 | чрезмерный зазор листов | Ближайший к сварной точке: | Допустимо | |
21 | Испытания и документация: | ||||
визуальный контроль | 100% | ||||
упрощенный производственный сварной образец для испытаний (SWPT) | Ежедневно перед началом работы; | ||||
23 | нормальный производственный сварной образец для испытаний (NWPT) | Для подтверждения WPS; | Не требуется | ||
24 | документация | NWPT 100% | NWPT необходимо | Не требуется | |
| |||||
В таблице F.3 определены классы качества поверхности для соединений точечной, рельефной и роликовой сварки.
Таблица F.3 - Классы качества поверхности
Класс качества поверхности | Требование | Применение |
1 | Должны быть согласованы между производителем и заказчиком | Должны быть согласованы между производителем и заказчиком |
2 | Поверхности, для которых следы от сварки (вмятины от электродов, кольцевые наплывы, неровности вследствие тепловой деформации и т.д.) не превышают 10% толщины листа. | Поверхности, к внешнему виду которых предъявляются особые требования (боковые и фронтальные стенки и крыши пассажирских вагонов) |
3 | Поверхности, где следы от сварки не превышают 25% толщины листа. В этих зонах допустимы прочно налипшие сварочные брызги, если на чертеже нет указаний по отсутствию заусенцев и брызг | Поверхности, к внешнему виду которых не предъявляются особые требования (для грузовых вагонов, транспортных контейнеров, защитное покрытие пола) |
4 | Требования к качеству отсутствуют | Простые второстепенные конструкции, к внешнему виду которых не предъявляются особые требования |
F.2 Минимальные усилия на срез
В таблицах F.4 и F.5 приведены значения минимального усилия на срез для соединений контактной точечной сварки в зависимости от толщины металла для классов эксплуатации сварного шва СР С1, СР С2 и СР С3, испытание на растяжение:
- сталь: таблица F.4;
- алюминий и алюминиевые сплавы: таблица F.5.
Приведенные значения являются минимальными средними значениями для серии испытаний, проведенной для пяти точечных сварных швов.
Более высокие усилия на срез должны быть согласованы между сторонами - участниками договора и подтверждены испытаниями производственного сварного образца.
Таблица F.4 - Минимальные усилия на срез для соединений контактной точечной сварки сталей для классов эксплуатации сварного шва СР С1, СР С2 и СР С3
|
| Прочность на разрыв | ||
| >360 до <510 | 510 до <620 | ||
Минимальное усилие на срез в точке, кН | ||||
0,8 | 4,5 | 3,5 | 4,5 | 6,0 |
1,0 | 5,0 | 4,7 | 6,0 | 8,0 |
1,25 | 5,5 | 5,9 | 7,5 | 10,0 |
1,5 | 6,0 | 7,1 | 9,0 | 12,0 |
1,75 | 6,5 | 8,5 | 10,9 | 14,5 |
2,0 | 7,0 | 10,0 | 12,8 | 17,0 |
2,5 | 8,0 | 12,9 | 16,5 | 22,0 |
3,0 | 8,5 | 16,5 | 21,0 | 28,0 |
Эти значения действительны для легированных и нелегированных сплавов, а также для их комбинации. Для комбинации различных основных металлов с разной прочностью на разрыв необходимо выбирать материал с меньшим значением.
Таблица F.5 - Минимальные усилия на срез для соединений контактной точечной сварки алюминия и алюминиевых сплавов для классов эксплуатации сварного шва СР С1, СР С2 и СР С3
|
| Прочность на разрыв | ||
| >240 до <300 | >300 до <350 | ||
Минимальные усилия на срез в точке, кН | ||||
0,8 | 4,5 | 1,1 | 1,3 | 1,5 |
1,0 | 5,0 | 1,5 | 1,8 | 2,1 |
1,25 | 5,5 | 2,0 | 2,3 | 2,8 |
1,5 | 6,0 | 2,5 | 2,9 | 3,5 |
2,0 | 7,0 | 3,5 | 4,1 | 4,8 |
2,5 | 8,0 | 4,5 | 5,3 | 6,2 |
3,0 | 8,5 | 5,5 | 6,4 | 7,6 |
Для комбинации различных основных металлов с разной прочностью на разрыв необходимо выбирать материал с меньшим значением.
Приложение G
(справочное)
Определение категории безопасности сварных соединений
За основу для определения категории безопасности сварного соединения берется классификация "высокая", "средняя", "низкая", представленная в 4.5.
Кроме того, при определении категории безопасности также должны учитываться условия безопасности и требования по оценке усталостной прочности по отношению к разрушению сварных соединений в соответствии с расчетами стандарта или директивами. В том числе необходимо использовать практический опыт в соответствующей области, приобретенный конструкторами при разработке динамически нагруженных сварных конструкций железнодорожных транспортных средств.
Для определения "высокой" и "средней" категории безопасности конструктор должен оценить вероятность следующего:
1) появляется ли предупреждение перед разрушением вследствие усталостных нагрузок;
2) существует ли возможность выявления трещины при регулярных проверках;
3) дает ли возможность конструкция узла в случае разрушения изменить направление нагрузки (статические системы или резервные элементы);
4) предотвращает ли конструкция сварного соединения распространение трещины.
Выбор "высокой" или "средней" категории безопасности должен осуществляться следующим образом:
- высокая, если не выполняется ни одно из вышеназванных условий;
- средняя, если выполняется одно из вышеназванных условий.
Примеры сварных конструкций для определения категории безопасности:
- высокая: сварные соединения между кузовом вагона и рамой тележки;
- средняя: сварные соединения в коробчатой балке рамы тележки, рамы кузова вагона;
- низкая: сварные соединения демпфера сцепки, крепления тормозных магистралей и электрических панелей.
Приложение Н
(справочное)
Сварка профилей из алюминиевого сплава 6000-й серии. Рекомендации проекта Aljoin для улучшения стойкости к ударным нагрузкам
Для термообработанных алюминиевых сплавов, используемых для кузовов вагонов сплавов 6000-й серии, характерно падение прочности в зоне термического влияния после сварки. Применение сварочных материалов не дает возможности достичь прочностных свойств основных металлов.
Эти эффекты следует учитывать особенно при проектировании на этапе расчетов по безопасности, чтобы избежать разрушения в зоне термического влияния и металле шва. В противном случае при экстремальных нагрузках могут возникнуть трещины по всей длине кузова вагона.
Рекомендуется:
- основные сварные швы, лежащие в плоскости прессованного профиля, по всей длине вагона должны обеспечить соответствие прочности металла шва и зоны термического влияния прочности основного металла. В общем случае требуется, чтобы сварной шов и зона термического влияния были толще, чем основной металл, (см. доклад о результатах исследований проекта Aljoin).
- там, где это невозможно, например в случае оконных стоек, для которых направление прессованного профиля перпендикулярно к направлению боковых профилей кузова вагона, минимальная прочность сварных соединений должна быть не меньше прочности примыкающего исходного профиля;
- этого можно добиться, например, используя косынки большего размера, увеличивающие длину сварного шва, или приваривая элементы усиления поперек шва.
Алюминиевые сплавы 6000-й серии могут свариваться сварочными присадками для сварки алюмо-магниевых сплавов 5-го типа (см. EN 1011-4) или сварочными присадками для сварки кремниево-алюминиевых сплавов 4-го типа.
Однако, в случае сварки в продольном направлении, в докладе о проекте Aljoin сделан вывод, что сварочные присадки из магниево-алюминиевого сплава значительно более стойки к трещинам. Было установлено, что особенно важно, что эффекты геометрии, такие как, например, неполное заполнение шва, ограничивают хрупкость металла шва. Этот вывод был подтвержден в ходе дальнейших исследований в рамках проекта Aljoin
.
_______________
См. [5] в библиографии.
См. [6] в библиографии.
Таким образом, исследовательский проект Aljoin рекомендует использование 5-го типа сварочных присадок для продольной сварки профилированных элементов кузовов, в которых используются штампованные алюминиевые сплавы 6000-й серии.
Примечание - pr EN 1090-3:2007 также содержит информацию о выборе сварочных присадок для листового металла.
В данном особом случае вид сварочной присадки должен быть указан на чертеже или в спецификации.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных европейских, международных стандартов и документа межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного европейского стандарта, международного стандарта и документа | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 1011-2 | - | * |
EN 1708-2 | - | * |
EN 10025-2 | - | * |
EN 12663 | - | * |
EN 13749 | - | * |
EN 15085-1:2007 | IDT | ГОСТ EN 15085-1-2015 "Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 1. Общие положения" |
EN 15085-2:2007 | IDT | ГОСТ EN 15085-2-2015 "Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 2. Требования к качеству и сертификация производителя сварки" |
EN 15085-5:2007 | IDT | ГОСТ EN 15085-5-2015 "Железнодорожный транспорт. Сварка железнодорожных транспортных средств и их элементов. Часть 5. Контроль, испытания и документация" |
EN 22553 | - | * |
EN ISO 4063 | - | *, |
EN ISO 5817 | - | *, |
EN ISO 6520-1 | - | *, |
EN ISO 6520-2 | - | *, |
EN ISO 9692-1 | IDT | ГОСТ ISO 9692-1-2016 "Сварка и родственные процессы. Типы подготовки соединений. Часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей" |
EN ISO 9692-2 | - | * |
EN ISO 9692-3 | - | * |
EN ISO 10042 | - | *, |
________________
В Российской Федерации - по ГОСТ Р ИСО 4063-2010.
В Российской Федерации - по ГОСТ Р ИСО 5817-2009.
В Российской Федерации - по ГОСТ Р ИСО 6520-1-2012.
В Российской Федерации - по ГОСТ Р ИСО 6520-2-2009.
В Российской Федерации - по ГОСТ Р ИСО 10042-2009.
Окончание таблицы ДА.1
Обозначение ссылочного европейского стандарта, международного стандарта и документа | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN ISO 13919-1 | IDT | ГОСТ ISO 13919-1-2017 "Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1. Сталь" |
EN ISO 13919-2 | IDT | ГОСТ ISO 13919-2-2017 "Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 2. Алюминий и его сплавы" |
EN ISO 14555 | - | * |
EN ISO 15614-1 | - | *, |
EN ISO 15614-12 | - | *, |
EN ISO 17653 | - | * |
ISO 10447 | - | * |
CEN ISO/TR 15608 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного (европейского) стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
________________
В Российской Федерации - по ГОСТ Р ИСО 15614-1-2009.
В Российской Федерации - по ГОСТ Р ИСО 15614-12-2009
Библиография
[1] | EN 1011-4 | Welding - Recommendations for welding of metallic materials - Part 4: Arc welding of aluminium and aluminium alloys (Сварка. Рекомендации по сварке металлических материалов. Часть 4. Дуговая сварка алюминия и алюминиевых сплавов) |
[2] | pr EN 1090-3 | Execution of steel structures - Part 3: Supplementary rules for high yield strength steels (Производство стальных и алюминиевых конструкций. Часть 3. Технические требования для алюминиевых конструкций) |
[3] | EN ISO 3834 (all parts) | Quality requirements for fusion welding of metallic materials (Требования к качеству сварки плавлением металлических материалов) |
[4] | ISO/TR 581 | Weldability - Metallic materials - General principles (Свариваемость. Металлические материалы. Основные принципы) |
[5] | Aljoin research project report - Final Technical Report for the partly EU funded "Aljoin" project - Contract No. G3RD-CT-2002-00829, Project No. GRD2-2001-50065 - Section 2 - Executive publishable summary 3 (Доклад об исследовательском проекте Aljoin. Заключительный технический доклад части проекта "Aljoin", финансируемой ЕС, N контракта G3RD-CT-2002-00829, N проекта GRD2-2001-50065. Часть 2. Исполнительное резюме для печати 3) | |
[6] | Aljoin Plus project - A subsequent project to Aljoin funded by the UK Railway Safety and Standards Board and reported by Newrail (University of Newcastle upon Tyne). Newrail Report No. MS-20051108 [Проект Aljoin Plus. Дополнительный проект к Aljoin, финансированный Железными дорогами Объединенного королевства, безопасность и стандарты. Опубликовано Ньюрэйл (Университет Ньюкасла на Тайне). Доклад Ньюрэйл N MS-20051108] | |
[7] | EN ISO 13920:1996 | Welding - General tolerances for welded constructions - Dimensions for lengths and angles - Shape and position (ISO 13920:1996) [Сварка. Общие допуски для сварных конструкций. Размеры по длине и угловые размеры. Форма и положение (ISO 13920:1996)] |
УДК 621.791:006.354 | МКС 25.160.10 |
Ключевые слова: железнодорожный транспорт, сварка металлов, неразрушающий контроль, разрушающий контроль, испытания | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}