ГОСТ 21449-75
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРУТКИ ДЛЯ НАПЛАВКИ
Технические условия
Rods for welding deposit. Specifications
ОКП 19 7220
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ:
В.И. Вепринцев, В.П. Брыксин-Лямин, В.Н. Бращин, В.А. Ермакова, Л.В. Михайлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 31.12.75 N 4115
3. ВЗАМЕН ГОСТ 11545-65 в части прутков
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечня, приложения |
ГОСТ 380-88 | 4.5.1 |
ГОСТ 515-77 | 5.2 |
ГОСТ 1050-88 | 4.5.1 |
ГОСТ 1077-79 | 4.5.1 |
ГОСТ 2991-85 | 5.2 |
ГОСТ 3282-74 | 4.1.1 |
ГОСТ 3560-73 | 5.6 |
ГОСТ 3882-74 | 5.6 |
ГОСТ 5457-75 | 4.5.1 |
ГОСТ 5583-78 | 4.5.1 |
ГОСТ 7930-73 | 5.1 |
ГОСТ 8429-77 | 4.5.1 |
ГОСТ 8828-89 | 5.2 |
ГОСТ 9013-59 | 4.5.2 |
ГОСТ 9570-84 | 5.6 |
ГОСТ 10354-82 | 5.2 |
ГОСТ 11930.0-79-ГОСТ 11930.12-79 | 4.4 |
ГОСТ 14192-77 | 5.3 |
ГОСТ 15150-69 | 5.6, 5.7 |
ГОСТ 15846-79 | 5.2 |
ГОСТ 21650-76 | 5.6 |
ГОСТ 24597-81 | 5.6 |
ГОСТ 26663-85 | 5.6 |
5. ОГРАНИЧЕНИЕ СРОКА ДЕЙСТВИЯ СНЯТО постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.04.91 N 448
6. ПЕРЕИЗДАНИЕ (март 1994 г.) с Изменениями N 1, 2, 3, 4, утвержденными в июле 1977 г., ноябре 1986 г., декабре 1987 г., апреле 1991 г., (ИУС N 10-81, 11-86, 12-87, 7-91)
Настоящий стандарт распространяется на прутки, предназначенные для наплавки износостойкого слоя на детали машин и оборудования, работающие в условиях воздействия абразивного изнашивания, ударных нагрузок, коррозии, эрозии при повышенных температурах или в агрессивных средах.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 4).
1. МАРКИ
1.1. В зависимости от химического состава прутки для наплавки изготавливают следующих марок:
Пр-С27 (тип ПрН-У45Х28Н2СВМ),
Пр-В3К (тип ПрН-У10ХК63В5),
Пр-В3К-Р (тип ПрН-У20ХК57В10).
(Измененная редакция, Изм. № 2, 3).
1.2. Область применения прутков для наплавки указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прутки для наплавки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Химический состав прутков для наплавки должен соответствовать нормам, указанным в табл. 1.
Таблица 1
Марки | Химический состав, % по массе | |||||
| Основные элементы | |||||
| Основа | Углерод | Хром | Кремний | Марганец | Никель |
Пр-С27 | Железо | 3,3-4,5 | 25,0-28,0 | 1,0-2,0 | 1,0-1,5 | 1,5- 2,0 |
Пр-В3К | Кобальт | 1,0-1,3 | 28,0-32,0 | 2,0-2,7 | - | 0,5-2,0 |
Пр-В3К-Р | То же | 1,6-2,0 | 28,0-32,0 | 1,2-1,5 | 0,3-0,6 | 0,1-2,0 |
Продолжение таблицы 1
Химический состав, % по массе | ||||||
Марки | Основные элементы | Примеси, не более | ||||
Вольфрам | Молибден | Сурьма | Сера | Фосфор | Железо | |
Пр-С27 | 0,2-0,4 | 0,08-0,15 | - | 0,07 | 0,06 | - |
Пр-В3К | 4,0-5,0 | - | - | 0,07 | 0,03 | 2,0 |
Пр-В3К-Р | 7,0-11,0 | - | 0,02-0,1 | 0,07 | 0,03 | 3,0 |
Коды марок прутков для наплавки приведены в приложении 2.
(Измененная редакция, Изм. № 1-3).
2.2. Прутки для наплавки изготавливают в виде литых прутков со шлифованной или необработанной поверхностью.
Прутки из сплава марок Пр-В3К-Р и Пр-В3К диаметром 4 и 5 мм изготавливают шлифованными, галтованными или обработанными корундом.
(Измененная редакция, Изм. № 4).
2.3. Размеры и предельные отклонения прутков для наплавки должны соответствовать указанным в табл. 2.
По требованию потребителя допускается изготовление прутков диаметром 14, 22, 33 и 45 мм с предельным отклонением на диаметр ±1,5 мм, длиной от 300 мм и выше.
Таблица 2
мм
Диаметр | Длина | ||
Номин. | Пред. откл. | Номин. | Пред. откл. |
4 |
| 300; 350 |
|
5 | ±0,5 | 350; 400 | ±25 |
6 |
| 350; 400 |
|
8 |
| 450; 500 |
|
Примечание. Допускается прутки сплава Пр-В3К-Р длиной от 250 мм и выше.
(Измененная редакция, Изм. № 2, 3).
2.4. Твердость наплавленного слоя должна соответствовать указанной в табл.3.
Таблица 3
Марка | Твердость НRС |
Пр-С27 | 53,5 |
Пр-В3К | 41,5 |
Пр-В3К-Р | 47,5 |
(Измененная редакция, Изм.№ 2, 3).
2.5. На поверхности прутков не допускаются облои, заусенцы свыше 0,5 мм, включения шлака, пригар.
3. ПРАВИЛА ПРИЕМКИ
3.1. Прутки для наплавки принимают партиями. Партия состоит из прутков одной плавки, одной марки, одного размера, оформленных одним документом о качестве.
(Измененная редакция, Изм. № 4).
3.2. Для определения химического состава, твердости, отсутствия шлаковых включений в прутках для наплавки от каждой партии отбирают шесть прутков.
Содержание марганца, вольфрама, молибдена, серы, фосфора в прутках на основе железа и содержание марганца, никеля, сурьмы, серы и фосфора в прутках на основе кобальта обеспечивается технологией изготовления и определяется по требованию потребителя.
(Измененная редакция, Изм. № 4).
3.3. Для определения размеров и состояния поверхности прутков в каждой партии отбирают 25 прутков.
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, отобранной от той же партии. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор и подготовка проб
4.1.1. Пробы для определения химического состава отбирают резцом или фрезой из твердого сплава по ГОСТ 3882-74.
Четыре прутка оставляют для определения химического состава и контроля твердости наплавленного слоя, а два прутка хранят в течение трех месяцев на случай разногласий в оценке качества.
4.2. Диаметр прутков для наплавки проверяют измерительным инструментом, обеспечивающим требуемую точность измерения.
Длину прутков сплава проверяют по шаблону.
4.3. Состояние поверхности прутков проверяют осмотром без применения увеличительных приборов.
4.4. Содержание основных элементов и примесей определяют пo ГОСТ 11930.9-79-ГОСТ 11930.12-79.
Допускается определять содержание основных элементов спектральными методами.
(Измененная редакция, Изм. № 1, 3).
4.5. Определение твердости
Метод основан на газовой наплавке прутков на три образца с последующим измерением твердости наплавленного слоя.
4.5.1. Аппаратура и материалы
Горелки типа Г2 или Г3 с наконечником с расходом горючего газа 300-400 л/ч по ГОСТ 1077-79.
Круги шлифовальные из зеленого карбида кремния твердостью М1, М2, М3, СМ1 и зернистостью 25-16 и 40-25 по ГОСТ 2424-83.
Газы сжатые - кислород по ГОСТ 5583-78 и ацетилен по ГОСТ 5457-75.
Бура по ГОСТ 8429-77, прокаленная при 105-115 °С в течение 20-30 мин.
Образцы из стали марки Ст45 по ГОСТ 1050-88 или стали марки Ст3 по ГОСТ 380-88 (см. чертеж). При разногласиях в оценке качества образец должен быть из стали марки Ст45.
(Измененная редакция, Изм. № 2).
4.5.2. Проведение испытания
Наплавку прутками производят восстановительным пламенем в один слой с последующим шлифованием наплавленного слоя абразивным инструментом из зеленого карбида кремния; при этом толщина наплавленного слоя после шлифования должна быть не менее 1,5 мм. В качестве флюса используют прокаленную буру.
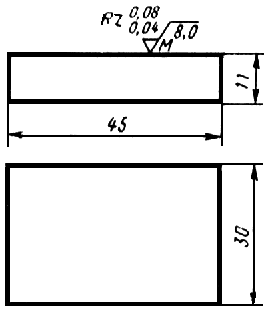
Твердость наплавленного слоя определяют по ГОСТ 9013-59, шкала С, нагрузка 150 кгс. На каждом образце производят пять измерений.
(Измененная редакция, Изм. № 2, 4).
4.5.3. Обработка результатов
За окончательный результат испытаний принимают среднее арифметическое результатов 15 измерений.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Торец каждого прутка маркируют краской-эмалью по ГОСТ 7930-73 в виде полос следующих цветов:
Марка прутка | Цвет полосы | |||
Пр-С27 | желтая | |||
Пр-В3К | одна синяя | |||
Пр-В3К-Р | белая | |||
(Измененная редакция, Изм. № 2, 3).
5.2. Прутки для наплавки заворачивают в упаковочную водонепроницаемую бумагу по ГОСТ 8828-89, битумную бумагу по ГОСТ 515-77, бумагу или полиэтиленовую пленку по ГОСТ 10354-82 и укладывают в деревянные ящики типа II-1 по ГОСТ 2991-85. Масса брутто ящика не должна превышать 50 кг.
Упаковка прутков для наплавки, предназначенных для районов Крайнего Севера и труднодоступных районов, производится в соответствии с требованиями ГОСТ 15846-79, группа "Металлы и металлические изделия".
5.3. Транспортная маркировка груза и манипуляционный знак "Боится сырости" - по ГОСТ 14192-77.
5.2, 5.3. (Измененная редакция, Изм. № 2).
5.4. В каждый ящик вкладывают документ с указанием:
а) товарного знака или товарного знака и наименования предприятия-изготовителя;
б) марки прутка;
в) номера партии;
г) массы брутто и нетто;
д) клейма отдела технического контроля;
е) обозначения настоящего стандарта.
(Измененная редакция, Изм. № 1).
5.5. (Исключен, Изм. № 2).
5.6. Упакованные прутки для наплавки транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида. При транспортировании по железной дороге - повагонными отправками.
Укрупнение грузовых мест в транспортные пакеты - по ГОСТ 26663-85 при механизированной погрузке. Ящики должны быть скреплены в соответствии с требованиями ГОСТ 21650-76 (стальной лентой по ГОСТ 3560-73 или проволокой по ГОСТ 3282-74) и установлены на поддоны по ГОСТ 9570-84. Габаритные размеры пакетов - по ГОСТ 24597-81. Транспортные пакеты должны быть обвязаны в продольном и в поперечном направлениях. Транспортирование прутков для наплавки в части воздействия климатических факторов - по ГОСТ 15150-69, группа хранения 5(ОЖ4).
(Измененная редакция, Изм. № 2, 4).
5.7. Хранение прутков для наплавки - по ГОСТ 15150-69, группа условий хранения Л.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ОБЛАСТЬ ПРИМЕНЕНИЯ ПРУТКОВ ДЛЯ НАПЛАВКИ
Марки | Тип | Применение |
Пр-С27 | ПрН-У45Х28Н2СВМ | Для наплавки деталей, работающих в условиях интенсивного абразивного изнашивания с умеренными ударными нагрузками и при температуре до 500 °С |
Пр-В3К | ПрН-У10ХК63В5 | Для наплавки деталей, работающих в условиях абразивного изнашивания, эрозии, нагрева до 750 °С, воздействия химически активных сред, ударных нагрузок и трения металла по металлу |
Пр-В3К-Р | ПрН-У20ХК57В10 | Для наплавки зубьев дереворежущих рамных пил, режущего инструмента, а также деталей, работающих в условиях абразивного изнашивания, эрозии, нагрева до 800 °С, воздействия химически активных сред и трения металла по металлу |
(Измененная редакция, Изм. № 2, 3).
ПРИЛОЖЕНИЕ 2
Обязательное
Коды ОКП
Обозначение марки | Размеры прутков, мм | Код ОКП | Состояние поверхности | |
| диаметр | длина |
|
|
Пр-С27 | 4 | 300; 350 | 19 7221 8259 | Галтованная |
Пр-С27 | 5 | 350; 400 | 19 7221 8260 |
|
Пр-С27 | 6 | 350; 400 | 19 7221 8261 |
|
Пр-С27 | 8 | 450; 500 | 19 7221 8262 |
|
Пр-В3К | 6 | 350; 400 | 19 7221 8265 |
|
Пр-В3К | 8 | 450; 500 | 19 7221 8266 |
|
Пр-В3К-Р | 6 | 350; 400 | 19 7221 8269 |
|
Пр-В3К-Р | 8 | 450; 500 | 19 7221 8270 |
|
Пp-В3К-Р | 6 | 250 | 19 7221 8267 |
|
Пр-В3К-Р | 8 | 250 | 19 7221 8268 |
|
Пр-В3К | 4 | 300; 350 | 19 7222 8262 | Шлифованная |
Пр-В3К | 5 | 350; 400 | 19 7222 8263 | или |
Пр-В3К-Р | 4 | 300; 350 | 19 7222 8266 | галтованная |
Пp-В3К-Р | 5 | 350; 400 | 19 7222 8267 |
|
Пр-В3К-Р | 4 | 250 | 19 7222 8268 |
|
Пр-В3К-Р | 5 | 250 | 19 7222 8269 |
|
(Измененная редакция, Изм. № 3)
Текст документа сверен по:
М.: Издательство стандартов, 1994
{kind=link}