ГОСТ 30295-96
Группа Г26
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАНТОВАТЕЛИ СВАРОЧНЫЕ
Типы, основные параметры и размеры
Welding positioners.
Types, basic parameters and dimensions
МКС 25.160.30
ОКП 38 6213
Дата введения 2000-01-01
Предисловие
1 РАЗРАБОТАН МТК 72; Украинским конструкторско-технологическим институтом сварочного производства (УкрИСП)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол МГС от 3 октября 1996 г. N 10)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 4 ноября 1998 г. N 391 межгосударственный стандарт ГОСТ 30295-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на сварочные кантователи общего применения (далее - кантователи), предназначенные для поворота свариваемого изделия вокруг горизонтальной оси в удобное для сварки положение при полуавтоматической и ручной дуговой сварке.
Кантователи можно применять для поворота изделия вокруг горизонтальной оси при сборочных и других операциях, предшествующих сварке, а также при зачистке сварных швов и других отделочных операциях (очистка, отделка и т.п.), при осуществлении которых металлоизделие необходимо периодически поворачивать на определенный угол в благоприятное для обработки положение и перемещать его с одной позиции на другую.
Требования настоящего стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на:
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
3 Типы и исполнения
3.1 Кантователи подразделяют на пять типов:
1 - центровые, поворачивающие изделие вокруг оси, которая проходит через изделие (за исключением цепных, кольцевых и роликовых);
2 - рычажные, поворачивающие изделие вокруг оси, которая проходит вне изделия;
3 - цепные, поворачивающие изделие вокруг оси, проходящей через изделие, с помощью гибкой тяги, на которую кладут изделие;
4 - кольцевые, поворачивающие изделие вокруг оси, проходящей через изделие, с помощью разъемного кольца, охватывающего изделие;
5 - роликовые, поворачивающие изделие вокруг оси, проходящей через изделие, с помощью вращающихся роликов, на которых лежит изделие.
3.2 По конструктивному исполнению кантователи подразделяют на:
I - кантователи с одной степенью свободы кантуемого изделия, при этом центр тяжести изделия может оставаться после кантования на месте или перемещаться в пространстве, но только по траектории вращения вокруг оси (или осей) вращения;
II - кантователи с двумя степенями свободы кантуемого изделия, при этом после кантования изделие перемещается по горизонтали или вертикали, или и по горизонтали и по вертикали механизмами, которые не относятся к механизму кантования.
3.3 По конструктивным признакам кантователи следует изготавливать: напольными, подвесными, одностоечными, двухстоечными (приложение А, рисунки А.1-А.19).
4 Основные параметры и размеры
Основные параметры и размеры кантователей должны соответствовать значениям, указанным в таблице 1 и на рисунках А.1-А.19 (приложение А).
Таблица 1
Тип кантователя | Высота от нижней плоскости основы кантователя до оси вращения | Наибольшая грузоподъемность, кг |
Центровые, рычажные | 500, 630 | 50, 63, 80, 100, 125 |
630, 800 | 160, 200, 250 | |
800, 1000 | 315, 400, 500, 630, 800 | |
Центровые, рычажные, кольцевые | 1000, 1250 | 1000, 1250, 1600, 2000, 2500, 3150, 4000 |
Роликовые | 1250, 1600 | 5000, 6300, 8000, 10000, 12500 |
1600, 2000 | 16000, 20000, 25000 | |
2000, 2500 | 31500, 40000, 50000 | |
2500, 3000 | 63000, 100000, 200000, 300000 | |
Цепные | 1250, 1600 | 4000, 5000, 6300, 8000, 10000, 12500 |
1600, 2000 | 16000, 20000, 25000 | |
Примечания 1 Размеры 2 Размер | ||
5 Требования к конструкции
5.1 Параметрический ряд кантователей необходимо устанавливать в зависимости от их грузоподъемности и крутящего момента на оси кантования для каждого из пяти типов кантователей.
5.2 Зависимость между грузоподъемностью и крутящим моментом кантователей не устанавливается.
5.3 Наибольший крутящий момент на оси вращения кантователей следует выбирать из ряда: 6,3; 8,0; 10,0; 12,5; 16,0; 20,0; 25,0; 31,5; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; 160,0; 200,0; 250,0; 315,0; 400,0; 500,0; 630,0; 800,0; 1000,0; 1250,0; 1600,0; 2000,0; 2500,0; 3150,0; 4000,0; 5000,0; 6300,0; 8000,0; 10000,0; 12500,0; 16000,0; 20000,0; 25000,0; 31500,0; 40000,0; 50000,0; 63000,0; 80000,0; 100000,0 Н·м.
Примечания
1 Допускается увеличение наибольшего крутящего момента на оси вращения кантователей на 5% от установленных значений.
2 Свыше 100000,0 Н·м значения наибольшего крутящего момента выбирают из ряда 10 ГОСТ 8032.
3 Конструкции кантователей позволяют с помощью балансирования изменять крутящие моменты в больших пределах.
ПРИЛОЖЕНИЕ А
(справочное)
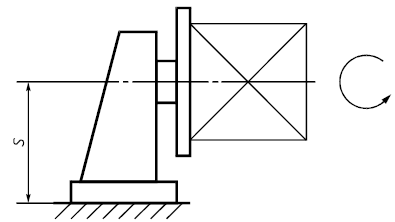
Рисунок А.1 - Кантователь центровой
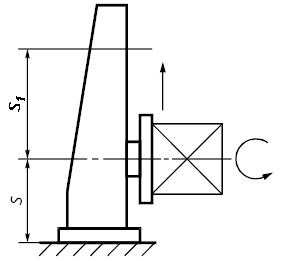
Рисунок А.2 - Кантователь центровой с подъемными центрами
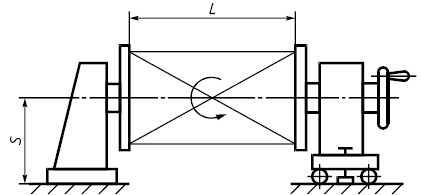
Рисунок А.3 - Кантователь центровой двухстоечный
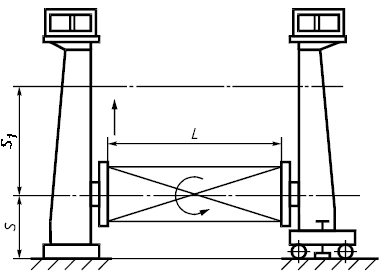
Рисунок А.4 - Кантователь центровой двухстоечный с подъемными центрами
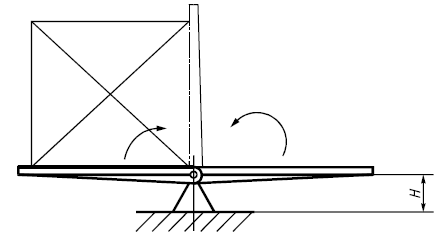
Рисунок А.5 - Кантователь рычажный
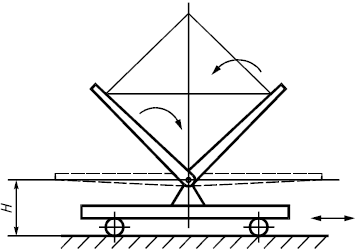
Рисунок А.6 - Кантователь рычажный перемещающийся (челночный)
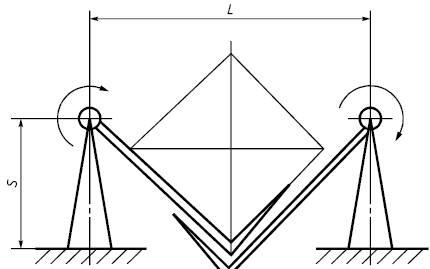
Рисунок А.7 - Кантователь рычажный двухстоечный
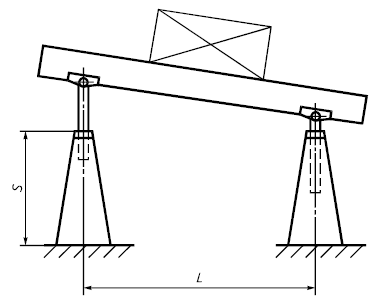
Рисунок А.8 - Кантователь рычажный двухстоечный
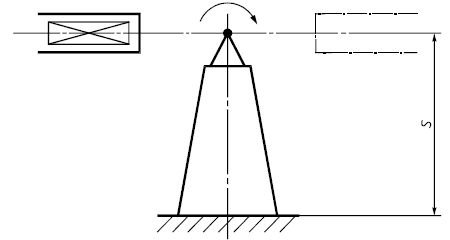
Рисунок А.9 - Кантователь рычажный (вилочный)
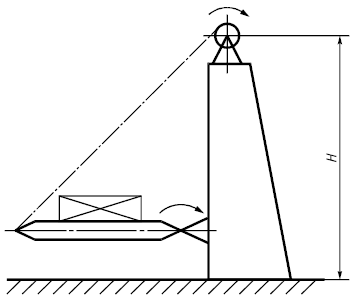
Рисунок А.10 - Кантователь рычажный с поворотной рамой
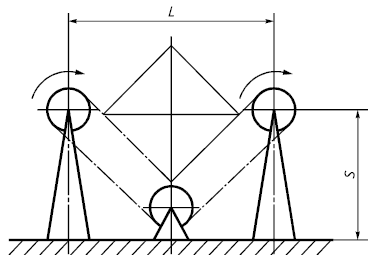
Рисунок А.11 - Кантователь цепной
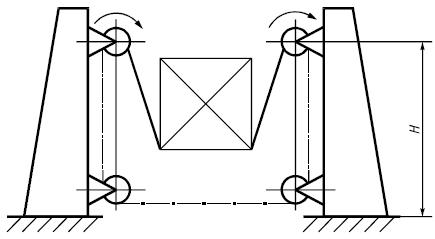
Рисунок А.12 - Кантователь цепной с четырьмя звездочками
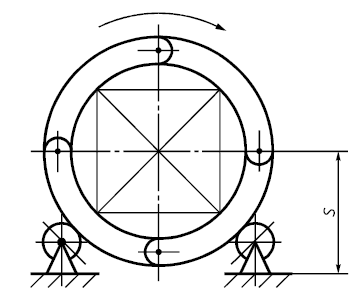
Рисунок А.13 - Кантователь кольцевой
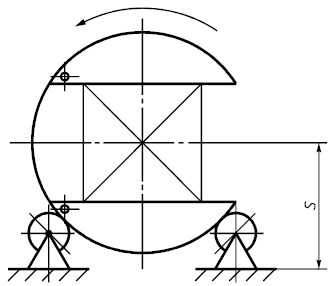
Рисунок А.14 - Кантователь кольцевой (челюстной)
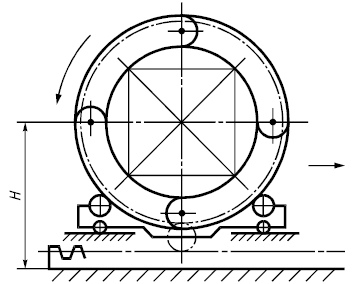
Рисунок А.15 - Кантователь кольцевой перемещающийся
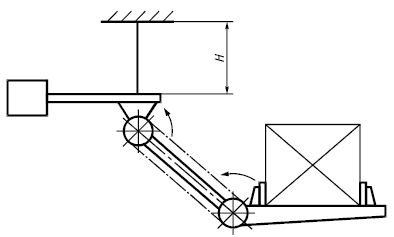
Рисунок А.16 - Кантователь рычажной подвесной
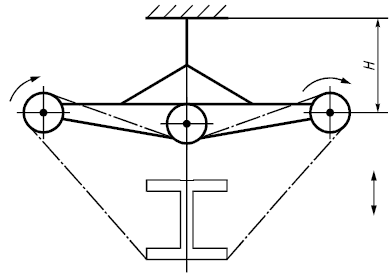
Рисунок А.17 - Кантователь цепной подвесной
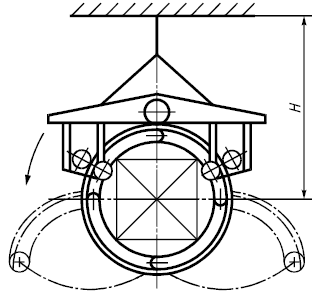
Рисунок А.18 - Кантователь центровой (кольцевой) подвесной
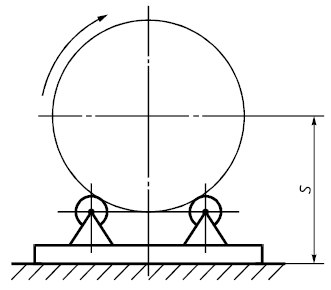
Рисунок А.19 - Кантователь роликовый
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}