ГОСТ Р ИСО 17641-2-2012
Группа В09
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИСПЫТАНИЯ РАЗРУШАЮЩИЕ СВАРНЫХ ШВОВ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки
Часть 2
Испытания с естественной жесткостью
Destructive tests on welds in metallic materials. Hot cracking tests for weldments. Arc welding processes. Part 2. Self-restraint tests
ОКС 25.160.40
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ "НУЦСК" при МГТУ им.Н.Э.Баумана) и Национальным агентством контроля и сварки ("НАКС") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1009-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 17641-2:2005* "Разрушающие испытания сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 2. Испытания с естественной жесткостью" (ISO 17641-2:2005 "Destructive tests on welds in metallic materials - Hot cracking tests for weldments - Arc welding processes - Part 2: Self-restraint tests").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
ИСО 17641-2 подготовлен Европейским комитетом по стандартизации (СЕН) в сотрудничестве с техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", подкомитетом ПК 5 "Испытания и проверка сварных швов" в соответствии с Соглашением о техническом сотрудничестве между ИСО и СЕН (Венское Соглашение).
ИСО 17641 состоит из следующих частей под общим наименованием "Разрушающие испытания сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях" и включает в себя:
часть 1. Общие положения;
часть 2. Испытания с естественной жесткостью;
часть 3. Испытания с приложением внешней нагрузки (технический отчет).
1 Область применения
Настоящий стандарт устанавливает требования к образцам и процедуры, которые следует выполнять при испытании сварных соединений с естественной жесткостью на сопротивляемость образованию горячих трещин.
Описываются следующие испытания:
- испытание на сопротивляемость образованию горячих трещин таврового соединения;
- испытание на растяжение металла шва;
- испытание на продольный изгиб.
Испытания предназначены для получения информации о чувствительности металла шва к образованию горячих трещин. Испытания непригодны для оценки основных материалов.
Настоящий стандарт применяют для металла шва, в первую очередь аустенитных коррозионно-стойких сталей, никеля, сплавов на основе никеля и никеле-медных сплавов.
Настоящий стандарт описывает только правила выполнения испытаний и представления их результатов. Он не устанавливает приемочные критерии.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты*. Для датированных ссылок последующие поправки или изменения любых из этих публикаций действительны для настоящего стандарта только после введения поправок и изменений к нему.
____________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ЕН 876 Разрушающие испытания сварных швов металлических материалов. Испытание на продольное растяжение металла шва соединений, выполненных сваркой плавлением (EN 876, Destructive tests on welds in metallic materials - Longitudinal tensile test on weld metal in fusion welded joints)
EH 910 Разрушающие испытания сварных швов металлических материалов. Испытания на изгиб (EN 910, Destructive tests on welds in metallic materials - Bend tests)
EH 1597-1 Материалы сварочные. Методы испытаний. Часть 1. Контрольный образец для испытаний наплавленного металла сталей, никеля и никелевых сплавов (EN 1597-1, Welding consumables - Test methods - Part 1: Test piece for all-weld metal test specimens in steel, nickel and nickel alloys)
EH 10002-1 Металлические материалы. Испытания на растяжение. Часть 1. Метод испытаний при окружающей температуре (EN 10002-1, Metallic materials - Tensile testing - Part 1: Method of test at ambient temperature)
EH ISO 15614-1 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедур сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов (ИСО 15614-1:2004) (EN ISO 15614-1, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (ISO 15614-1:2004))
EH ИСО 17641-1:2004 Разрушающие испытания сварных швов в металлических материалах. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения (ИСО 17641-1:2004) (EN ISO 17641-1:2004, Destructive tests on welds in metallic materials - Hot cracking tests for weldments - Arc welding processes - Part 1: General (ISO 17641-1:2004))
3 Термины и определения
В настоящем стандарте применены термины и определения, приведенные в ЕН ИСО 17641-1:2004.
4 Показатели, обозначения и единицы измерения
Примененные в стандарте обозначения и единицы измерения приведены в таблице 1.
Таблица 1 - Показатели, обозначения и единицы измерения
Обозначение | Наименование показателя | Единица измерения |
Испытание на сопротивляемость образованию горячих трещин в сварном шве таврового соединения | ||
Толщина шва 1 | мм | |
Толщина шва 2 | мм | |
Толщина вертикального листа, тип С | мм | |
Толщина горизонтального листа, тип С | мм | |
Испытание на растяжение металла шва | ||
Диаметр образца | мм | |
Испытуемая длина | мм | |
Измеряемая длина образца для испытания | мм | |
Измеряемая длина после разрушения образца для испытания | мм | |
Суммарная длина | мм | |
Суммарная длина всех обнаруженных трещин длиной более 0,1 мм | мм | |
Длина отдельной трещины | мм | |
| Показатель чувствительности к возникновению микротрещин (испытание на растяжение) | мм/мм |
Испытание на продольный изгиб (LBT) | ||
Радиус кромок образцов для испытания >1 | мм | |
Ширина образца для испытания | мм | |
Расстояние от линии сплавления шва до кромки образца | мм | |
Длина отдельной трещины | мм | |
Длина участка проверки на растрескивание до изгиба образца | мм | |
Суммарная длина обнаруженных трещин длиной более 0,1 мм | мм | |
Наибольшая ширина шва после обработки | мм | |
| Показатель чувствительности к возникновению микротрещин (испытание на продольный изгиб) | мм/мм |
| ||
5 Основные положения
Описываются три типа испытаний, которые предназначены для определения сопротивляемости металла сварного шва образованию горячих трещин (см. таблицу 2).
Таблица 2 - Испытания естественной жесткостью на сопротивляемость образованию горячих трещин и их применение
Тип испытания | Тип трещин | Результат | Применение |
Испытание на сопротивляемость образованию горячих трещин в шве таврового соединения | Кристаллизационные | Качественный | Сертификация сварочных материалов. |
Испытание растяжением металла сварного шва | Кристаллизационные | Качественный или количественный, если используется показатель чувствительности к возникновению микротрещин | Аттестация процедуры сварки. |
Ликвационные | |||
Возникающие из-за падения пластичности металла | |||
Испытание продольным изгибом | Кристаллизационные | Качественный или количественный, если используется | Аттестация процедуры сварки. |
Ликвационные | |||
Возникающие из-за падения пластичности металла |
Во всех случаях трещины возникают при сварке испытуемых образцов.
При испытаниях на растяжение и продольный изгиб образцы дополнительно нагружают, что не приводит к возникновению новых трещин, но расширяет образованные при сварке трещины и тем самым позволяет более легко обнаружить и измерить их.
6 Описание испытаний
6.1 Испытание на сопротивляемость образованию горячих трещин в сварном шве таврового соединения
6.1.1 Общие положения
Процедура испытания применяется к угловому однопроходному сварному шву, находящемуся в напряженном состоянии. Она может быть использована с применением процессов ручной дуговой сварки металлическим электродом и дуговой сварки в защитном газе металлическим и вольфрамовым электродами. Процедура испытания непригодна для процессов, характеризуемых большими значениями сварочного тока, таких как дуговая сварка под флюсом.
Испытание обеспечивает только качественную оценку (есть или нет трещин) и имеет сравнительно низкую чувствительность.
6.1.2 Размеры контрольных образцов
Установлены три типа образцов (А, В и С). Тип А является стандартным образцом. Типы В и С являются более напряженными образцами и применяются для моделирования более жестких условий.
Размеры контрольных образцов приведены на рисунке 1.
Контрольные образцы изготовляют из материала, для сварки которого предназначен сварочный материал (сертификационное испытание сварочного материала) или который предусмотрено использовать в производстве (аттестационное испытание процедуры).
Тип В требует использования горизонтального листа толщиной 40 мм. Если это неприемлемо, может быть использован тип С, в котором применяют ребра жесткости толщиной 10 мм, приваренные к горизонтальному листу. Толщина горизонтального и вертикального листов и/или ребер жесткости может быть изменена.
Размеры в миллиметрах
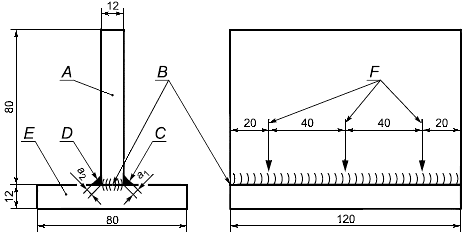
- вертикальный лист;
- прихваточные швы;
- сварной шов 1;
- сварной шов 2;
- горизонтальный лист;
- места измерения
а) Тип А
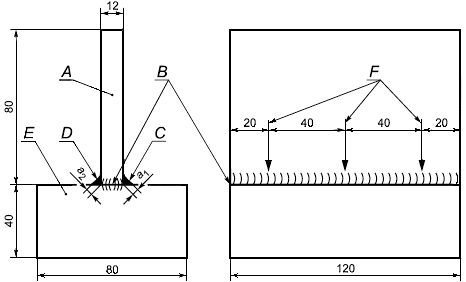
- толщина шва (6 мм);
- вертикальный лист;
- прихваточные швы;
- сварной шов 1;
- сварной шов 2;
- горизонтальный лист;
- места измерения
b) Тип В
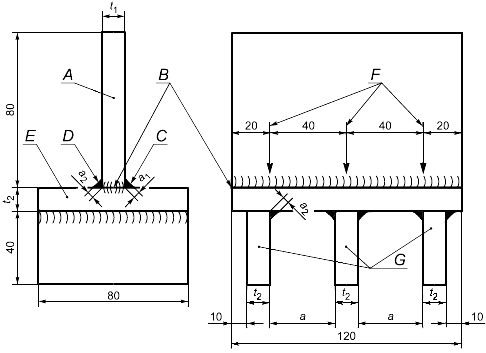
- вертикальный лист;
- прихваточные швы;
- сварной шов 1;
- сварной шов 2;
- горизонтальный лист;
- места измерения;
- ребра жесткости;
- переменная, зависящая от
Примечание - ,
- размеры толщины листов, которые имеются в наличии или заданы.
с) Тип С
Рисунок 1 - Образцы типов А, В и С для испытаний на сопротивляемость образованию трещин в шве таврового соединения
6.1.3 Подготовка контрольных образцов
Поскольку любой зазор между вертикальным и горизонтальным листами увеличивает риск возникновения трещин в испытуемых швах, важно иметь плотный контакт между ними. Этого можно достигнуть механической обработкой сопрягаемых поверхностей.
Испытуемые листы вблизи выполнения сварки должны быть зачищены и не должны иметь смазки, смазочно-охлаждающих жидкостей, краски и ржавчины, которые могут повлиять на результаты испытания.
6.1.4 Сварка контрольных образцов
Прихваточные швы должны быть качественными и выполнены с обоих торцов вертикального листа (см. рисунок 1), чтобы зафиксировать горизонтальный и вертикальный листы точно под углом 90°.
Испытуемые швы должны быть выполнены в соответствии с документированными техническими требованиями к процедуре сварки (WPS), как установлено в ЕН ИСО 15614-1, если не указано другое. Условия и параметры сварки должны соответствовать подлежащим применению основным и сварочным материалам и быть рассчитаны на получение наименьших установленных размеров сварных швов. Чтобы обеспечить одинаковый профиль шва по всей длине образца, используют вводную и выводную планки.
Первый сварной шов должен быть выполнен непрерывным, толщиной не менее 5 мм, в положении РВ. Выполнение второго сварного шва
должно начинаться не позже, чем через 20 с после завершения первого.
После завершения сварки шлак (при наличии) должен быть удален с обоих угловых швов. Если для облегчения удаления шлака применяют молоток или наждачный круг, следует проявлять осторожность для предупреждения повреждения поверхностей швов, на которых могут быть скрытые трещины.
6.1.5 Проверка контрольных образцов
До проверки испытуемых сварных швов на наличие трещин следует проверить толщину швов и
в точках измерения, указанных на рисунке 1. Оба шва должны удовлетворять наименьшим размерам, приведенным в 6.1.4, и дополнительно толщина первого сварного шва
не должна превышать толщину второго сварного шва
более чем на 120%. При невыполнении требований к размерам сварных швов испытание считают недействительным.
Угловой шов годного контрольного образца проверяют на наличие трещин. Проверку выполняют визуально при увеличении не более х5. Для обнаружения трещин может быть использовано испытание проникающей красящей жидкостью.
Первый шов не должен иметь трещин.
Любые трещины, обнаруженные во втором шве , должны быть запротоколированы. В протоколе испытания (см. приложение А) должны быть отмечены положение, ориентация и длина каждой трещины.
6.1.6 Протокол испытания
Результаты испытания могут быть предоставлены в любой согласованной форме и должны иметь ссылку на настоящий стандарт. В качестве примера в приложении А приведен протокол испытания на сопротивляемость образованию горячих трещин в сварном шве таврового соединения.
6.2 Испытание на растяжение металла сварного шва
6.2.1 Общие положения
Процедура испытания применяется для металла многопроходного сварного шва. Она пригодна для всех процессов дуговой сварки. Испытание обеспечивает качественную и количественную оценки, если используется показатель чувствительности к микротрещинам ![]() .
.
Применение разрушающей нагрузки к цилиндрическому образцу из наплавленного металла, вырезанному из стыкового шва, обнаруживает возникшие при сварке трещины.
6.2.2 Образец для испытания
6.2.2.1 Испытуемый шов
Образец для испытания должен быть отобран из любого годного стыкового шва, размеры которого достаточны для вырезки образца для испытания. Стыковой шов может быть выбран из используемых для других испытаний, например для стандартных механических испытаний. Он должен быть выполнен в соответствии с документированными техническими требованиями к процедуре сварки (WPS), которые должны соответствовать ЕН ИСО 15614-1, если не указано другое.
6.2.2.2 Образец для испытания
Стандартный образец для испытания на растяжение диаметром 10 мм по ЕН 10002-1 и ЕН 876 должен быть изготовлен из испытуемого сварного шва с применением механической обработки (рисунки 2 и 3). На длине рабочей части образец должен полностью состоять из металла шва. Чтобы убедиться в испытании исключительно металла шва, для поперечных сечений испытуемого листа могут быть сделаны макрошлифы. Образец должен быть четко идентифицирован с учетом метода и положения, которые не будут влиять на результаты испытания.
- толщина листа
Рисунок 2 - Изготовление из контрольных образцов для испытания на растяжение металла шва
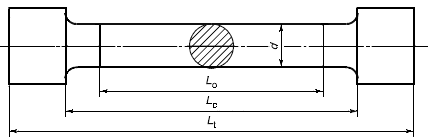
Примечание - 10 мм,
50 мм,
55 мм,
75 мм.
Рисунок 3 - Образец для испытания на растяжение металла шва
6.2.2.3 Испытание
Испытание на растяжение выполняется в соответствии с ЕН 876, если не указано другое.
6.2.3 Проверка образца для испытания
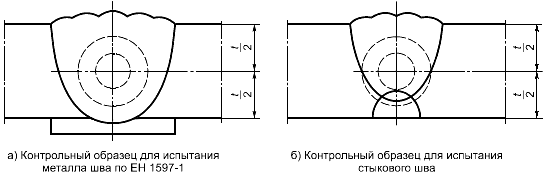
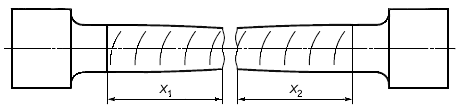
Проверка должна проводиться в районе измерительной базы , как показано на рисунке 4 (эта область определяется исходным размером до испытания
). Она должна выполняться с использованием подходящих средств увеличения, которое достаточно для обнаружения трещин длиной по меньшей мере 0,1 мм. Положение, длина и ориентация таких трещин должны быть отмечены в протоколе испытания (см. приложение В).
Примечание - ![]() .
.
Рисунок 4 - Область проверки в образце для испытания на растяжение металла шва
Для количественной оценки чувствительности к растрескиванию может быть использован показатель чувствительности к микротрещинам при испытании на растяжение (![]() ).
).![]() вычисляют по формуле
вычисляют по формуле
![]() ,
,
где - общая длина всех трещин длиной не менее 0,1 мм;
- измеряемая длина на образце для испытания.
6.2.4 Протокол испытания
Результаты испытания могут быть предоставлены в любой форме и должны иметь ссылку на настоящий стандарт. В качестве примера в приложении В приведен протокол испытания на растяжение металла шва.
6.3 Испытание на продольный изгиб
6.3.1 Общие положения
Процедура испытания применяется для металла многопроходного шва. Она пригодна для всех процессов дуговой сварки. Метод испытания обеспечивает качественную и количественную оценки, если используется показатель чувствительности к микротрещинам ![]() .
.
Изгиб продольного образца стыкового шва обнаруживает трещины, возникшие при сварке. Изгиб выполняется таким образом, что образец с одной стороны подвергается растяжению.
6.3.2 Испытуемый сварной шов
Образец для испытания изготовляют из годного стыкового шва с достаточными для образца размерами. Стыковой шов может быть использован для других испытаний, например для стандартных механических испытаний.
Стыковой шов выполняют в соответствии с документированными техническими требованиями к процедуре сварки (WPS). Они должны соответствовать ЕН ИСО 15614-1, если не указано другое.
6.3.3 Образец для испытания
Образец размером, показанным на рисунке 4, должен быть изготовлен из испытуемого сварного шва (рисунки 5 и 6) в соответствии с требованиями ЕН 910, если не указано другое. Образец должен быть четко определен исходя из метода и положения, которые не повлияют на результаты испытания.
Размеры в миллиметрах
Шероховатость поверхности в микрометрах
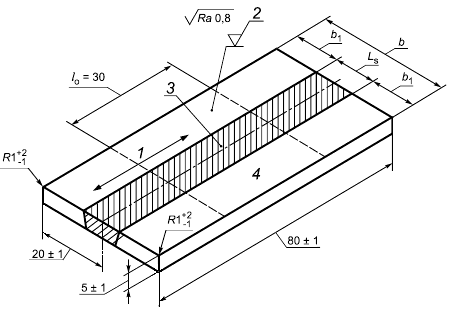
1 - направление шлифования; 2 - шлифованная площадка; 3 - область проверки на наличие горячих трещин; 4 - поверхность листа
Примечание 1 - Для изгибаемого образца: диаметр оправки 20 мм, угол загиба
120°.
Примечание 2 - Для исследования образца: увеличение стереомикроскопа от 10- до 25-кратного.
Рисунок 5 - Образец для испытания на продольный изгиб
Размеры в миллиметрах
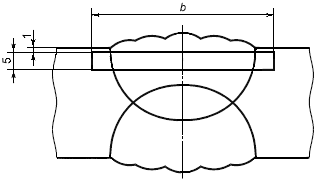
- образец для испытания стыкового шва
Рисунок 6 - Изготовление из контрольного образца продольных образцов для испытания
6.3.4 Подготовка поверхности
Поверхность образца должна быть механически обработана и шлифована в продольном направлении для обеспечения шероховатости поверхности не более 6,3 мкм. Следует избегать маркировочных знаков на поверхности, перпендикулярных направлению сварки, которые могут вызвать ложные трещины. Углы следует закруглить, как показано на рисунке 4.
Для выявления области сварного шва может быть использовано легкое травление.
6.3.5 Испытание
Испытание на изгиб следует выполнять по ЕН 910, за исключением того, что диаметр оправки должен быть 20 мм (4-кратная толщина образца). Угол загиба должен быть не менее 120°.
6.3.6 Проверка образца для испытания
Проверка на наличие трещин должна выполняться в указанной области, как показано на рисунке 4 (эта область определяется исходным размером до испытания). Проверка должна выполняться с использованием подходящих средств, обеспечивающих увеличение от 10- до 25-кратного. Увеличение должно быть достаточным для обнаружения трещин с длиной по крайней мере 0,1 мм. Значение увеличения должно быть внесено в протокол испытания. Положение, длина и ориентация таких трещин должны быть отмечены в протоколе испытания (см. приложение С).
Для обеспечения количественной оценки сопротивляемости образованию трещин может быть использован показатель чувствительности к микротрещинам при испытании на продольный изгиб ![]() .
. ![]() вычисляют по формуле
вычисляют по формуле
![]() ,
,
где - суммарная длина всех трещин длиной не менее 0,1 мм;
- первоначальная ширина образца (недеформированного), равная 40 мм;
- первоначальная длина области испытания (недеформированной), равная 30 мм.
6.3.7 Протокол испытания
Результаты испытания могут быть предоставлены в любой согласованной форме и должны иметь ссылку на настоящий стандарт. В качестве примера в приложении С приведен протокол испытания на продольный изгиб.
Приложение А
(справочное)
Протокол испытания на сопротивляемость образованию горячих трещин в сварном шве таврового соединения
Согласно WPS | N |
Изготовитель: | |
Цель проверки: | |
Основной металл: | |
Присадочный металл: | |
Использованное увеличение: | |
Таблица А.1 - Испытание на сопротивляемость образованию горячих трещин в сварном шве таврового соединения
Образец для испытания N/форма | Размер, мм | Трещина | |||||
Листы | Угловые швы | Номер | Длина, | Положение | |||
Эксперт или экспертный орган: | Утвержден: | ||
Ф.И.О., дата, подпись | Ф.И.О., дата, подпись |
Приложение В
(справочное)
Протокол испытания на растяжение металла сварного шва
Согласно WPS | N |
Изготовитель: | |
Цель проверки: | |
Основной металл: | |
Присадочный металл: | |
Использованное увеличение: | |
Таблица В.1 - Испытание на растяжение металла шва
Испытуемый образец N/положение | Размер, мм | Трещина |
|
| ||
|
| Номер | Длина | |||
Эксперт или экспертный орган: | Утвержден: | ||
Ф.И.О., дата, подпись | Ф.И.О., дата, подпись |
Примечание - Для стандартного образца 10 мм.
Приложение С
(справочное)
Протокол испытания на продольный изгиб
Согласно WPS | N |
Изготовитель: | |
Цель проверки: | |
Основной металл: | |
Присадочный металл: | |
Использованное увеличение: | |
Таблица С.1 - Испытание на продольный изгиб
Испытуемый образец N/положение | Размер, мм | Трещина |
|
| ||||
| Номер | Длина | ||||||
Эксперт или экспертный орган: | Утвержден: | ||
Ф.И.О., дата, подпись | Ф.И.О., дата, подпись |
Приложение ZA
(справочное)
Перечень соответствующих европейских и международных стандартов, эквиваленты которых не приведены в тексте
ЕН 876 | ИСО 5178 Разрушающие испытания швов металлических материалов. Испытания на продольный изгиб металла шва соединений, выполненных сваркой плавлением |
(EN 876) | (ISO 5178 Destructive tests on welds in metallic materials - Longitudinal tensile test on weld metal in fusion welded joints) |
ЕН 910 | ИСО 5173 Разрушающие испытания швов металлических материалов. Испытания на изгиб |
(EN 910) | (ISO 5173, Destructive tests on welds in metallic materials - Bend tests) |
ЕН 1597-1 | ИСО 15792-1 Материалы сварочные. Методы испытаний. Часть 1. Методы испытаний наплавленного металла |
(EN 1597-1) | (ISO 15792-1 Welding consumables - Test methods - Part 1: Test methods for all-weld metal test specimens in steel, nickel and nickel alloys) |
ЕН 10002-1 | ИСО 6892 Материалы металлические. Испытания на растяжение при окружающей температуре |
(EN 10002-1) | (ISO 6892 Metallic materials - Tensile testing at ambient temperature) |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ЕН 876 | - | * |
ЕН 910 | - | * |
ЕН 1597-1 | - | * |
ЕН 10002-1 | - | * |
EH ISO 15614-1 | IDT | ГОСТ Р ИСО 15614-1-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедур сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов" |
ЕН ИСО 17641-1:2004 | IDT | ГОСТ Р ИСО 17641-1-2011 "Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном агентстве контроля и сварки. | ||
Электронный текст документа
и сверен по:
, 2014
{kind=link}